Contrary to what most people think, paint plays a significant part in constructing and maintaining structures. Commercial and industrial painting is a complex process that involves protecting the substrate from environmental factors, enhancing its aesthetic appeal, and ensuring longevity.
If you’re working on commercial or industrial projects, choosing the right paint is absolutely crucial for achieving the results you want. Two of the most popular paint options are oil and latex, each with its unique properties.
To help you make an informed decision about which type of paint is best suited to your needs, let’s take a closer look at the differences between them. And by the end of this article, we guarantee you’ll have a clearer understanding of the subtleties of each type and be confident in your ability to choose the right paint for your project.
What is Oil Paint?
Oil-based paints are arguably the best choice for those who require a robust and long-lasting finish. These paints are formulated using natural or synthetic oils as their primary components, which ensures that they dry into an exceptionally durable and hard finish. They are ideal for various applications, especially in areas that require high durability and resistance to wear and tear.
Oil paints are commonly used in areas such as:
Exterior trim
Doors and interior trim
Kitchens and baths
Cabinetry
Metal surfaces
What is Latex Paint?
Latex paint, or water-based paint, is a versatile type of paint that contains a binder made of latex, which is a synthetic resin that has been polymerized in a water phase. One of the key advantages of latex paint is that it can be easily cleaned up with water while it’s wet, and it also has a low odor.
Latex makes a popular choice for both interior and exterior applications, such as walls, ceilings, and trim. Additionally, it comes in various finishes, including flat, satin, semi-gloss, and gloss, making it a versatile option for any project.
Oil vs. Latex Paint Key Differences
Now, let’s dig deeper into the fundamental disparities between oil and latex paints. We’ll cover every aspect you will need to decide. From durability to maintenance and cost, you’ll find all the details you’re looking for below.
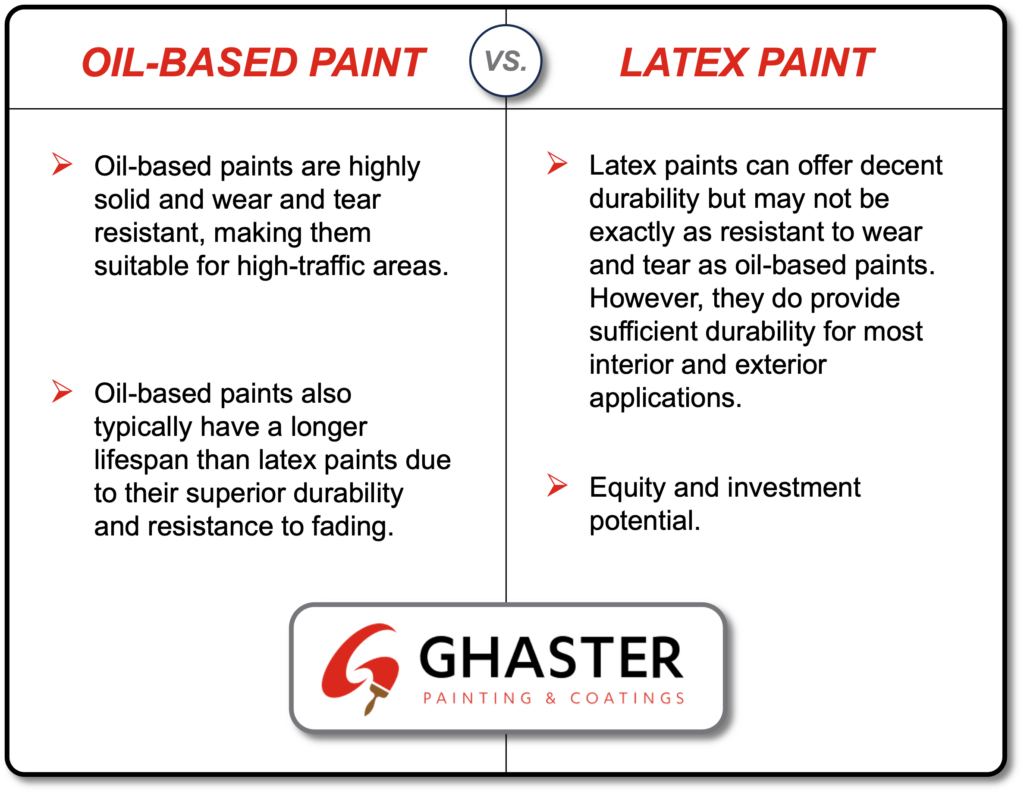
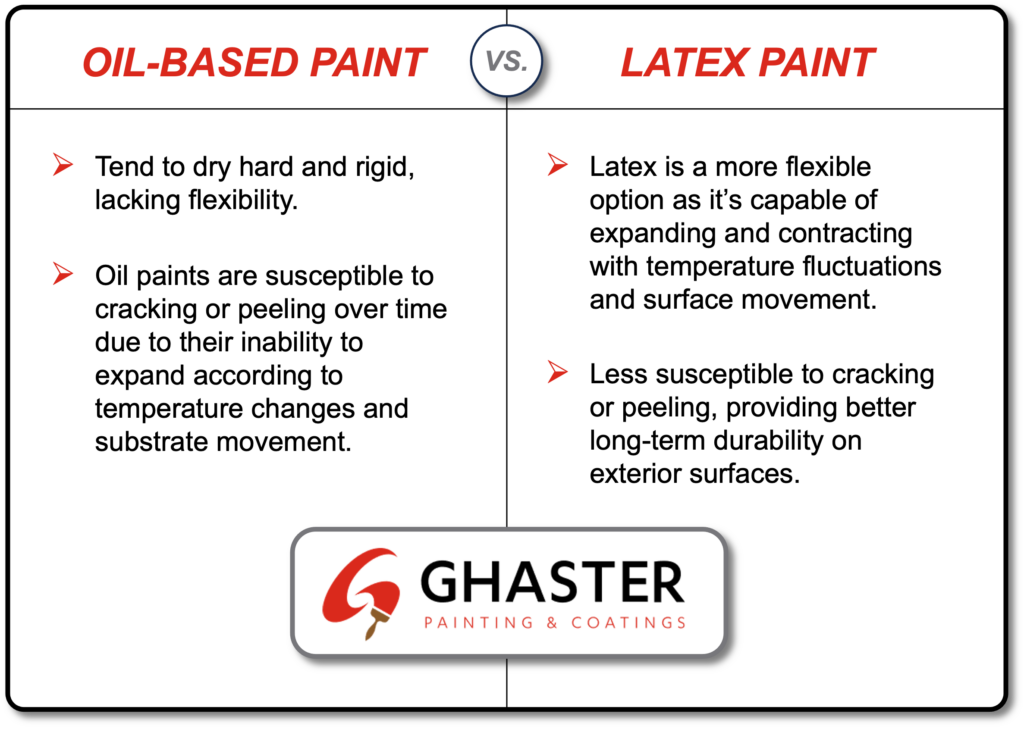
1. Durability and Longevity
Who wouldn’t want their commercial and industrial painting to last, right? Here’s how each paint differs in terms of strength.
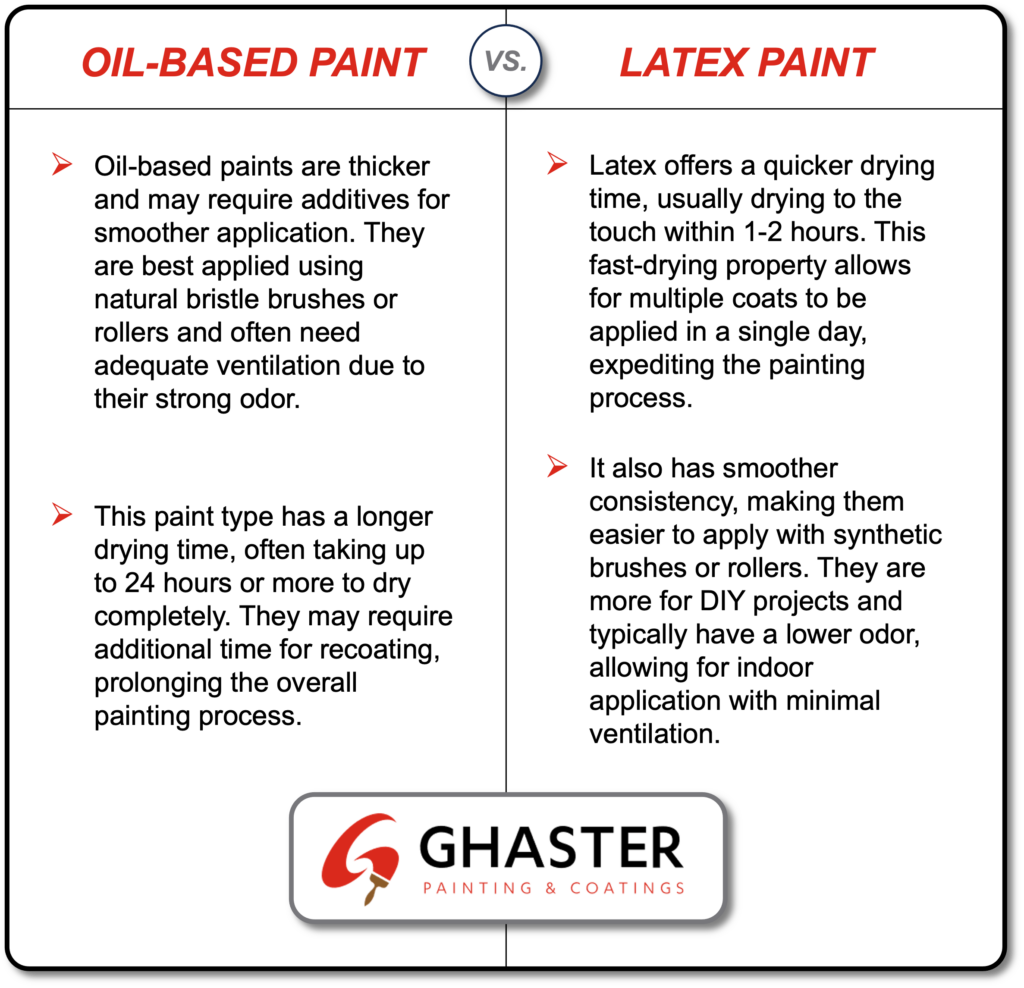
2. Application and Drying Time
Application and drying time are essential considerations in commercial and industrial painting projects. They ensure a smooth finish, enhance durability, comply with safety standards, enable efficient industrialproject completion, and contribute to cost-effectiveness.
Click here for more information on multiple coats.
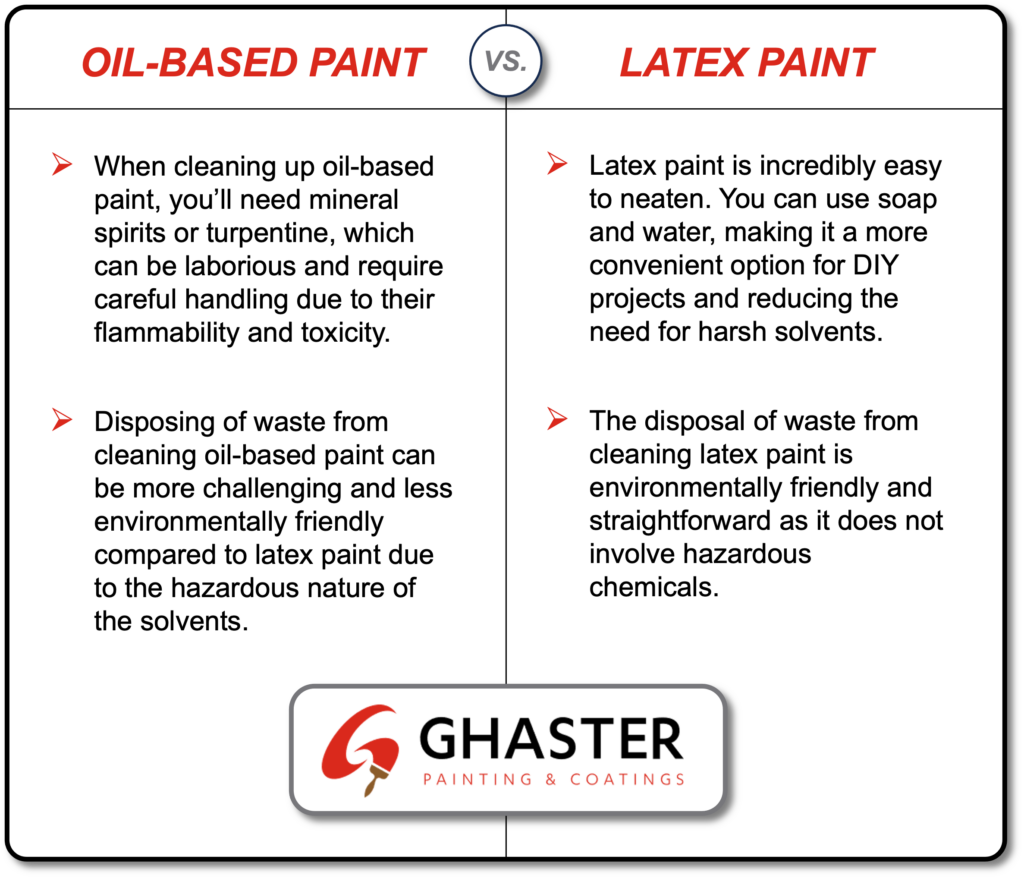
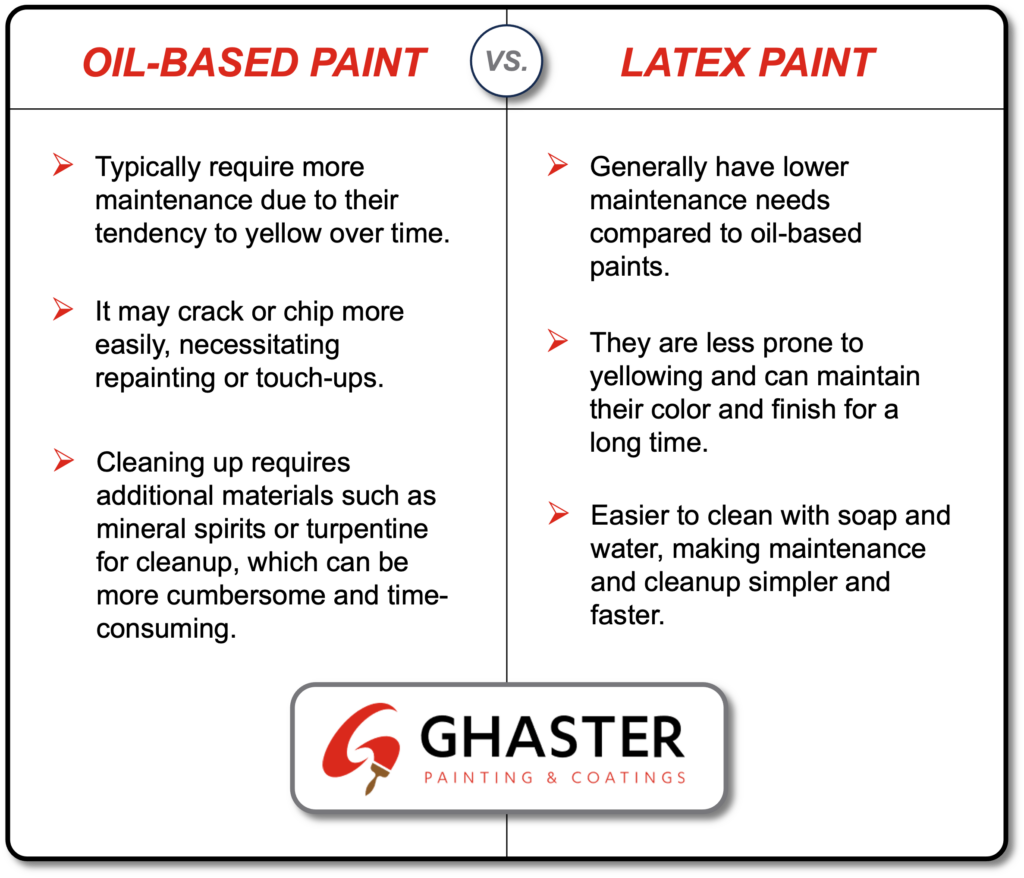
3. Ease of Cleanup
The cleanup process can be a deciding factor for many painters.
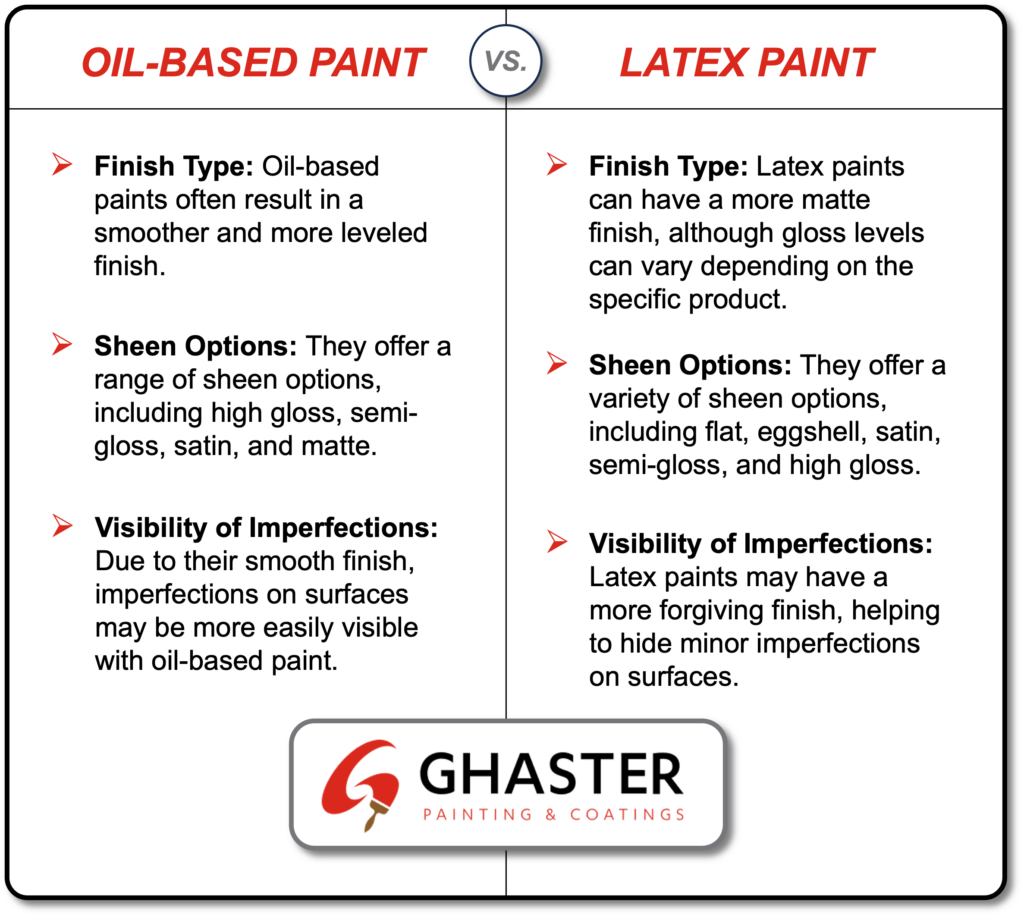
4. Finish Options
Finish options are another essential concern when choosing between oil and latex paint, as they impact both the appearance and practicality of the surface.
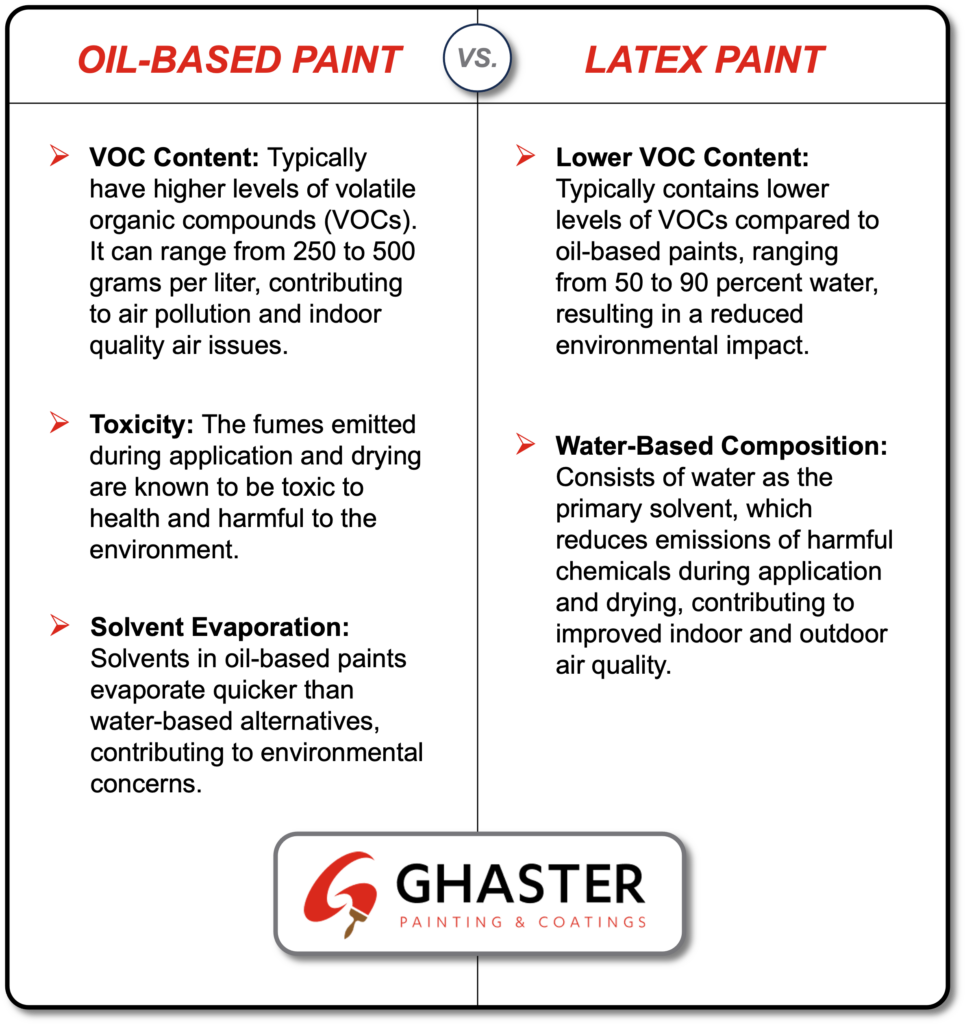
5. Environmental Impact
We are in an environmentally conscious world, and the ecological footprint of paint products becomes a significant consideration.
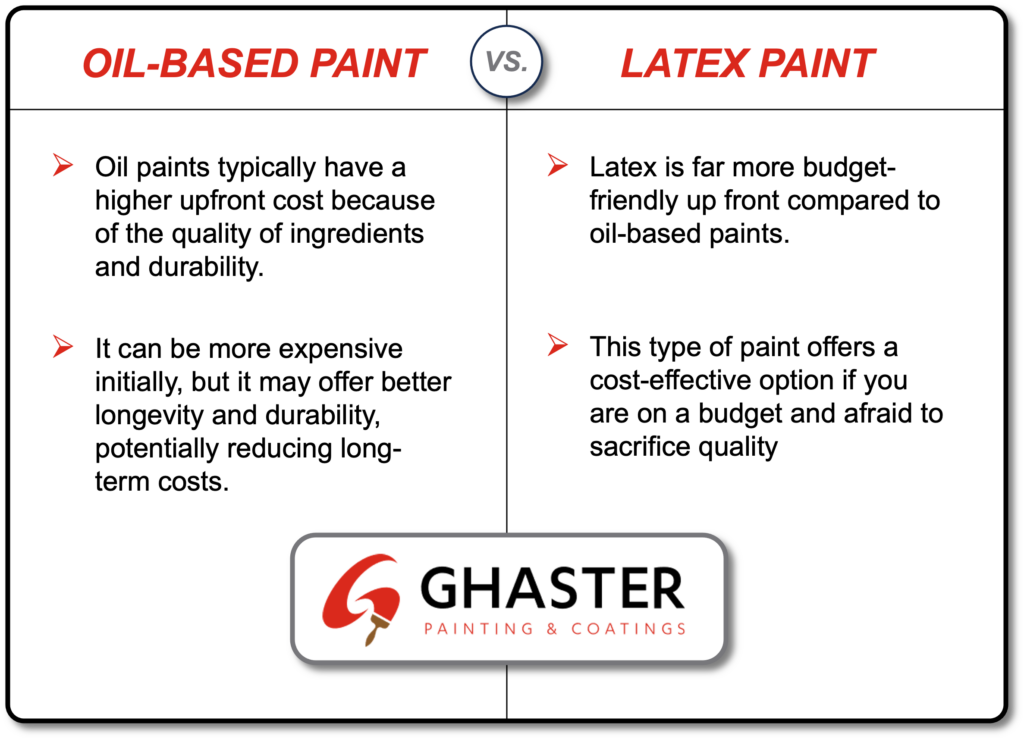
6. Cost Comparison
Considering the cost helps you ensure the project stays within budget constraints without compromising on quality or desired outcomes.
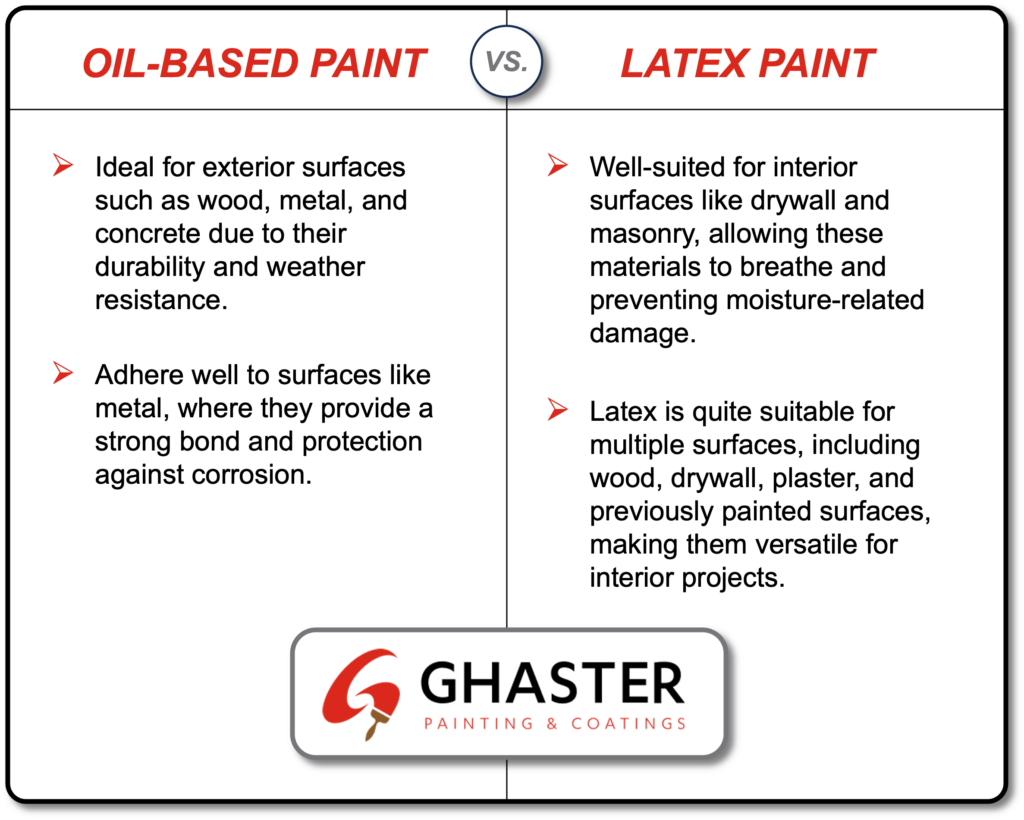
7. Suitability for Surfaces
The type of surface being painted can influence the choice between oil and latex paints.
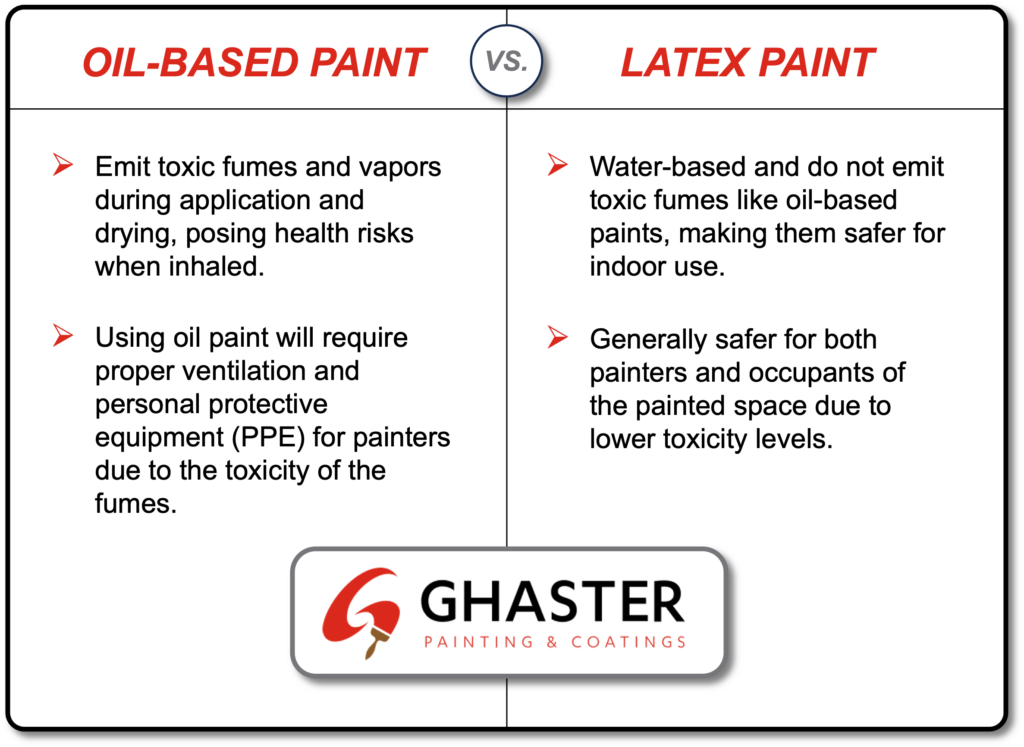
8.Health and Safety Concerns
Safety should always be a top priority when working with paints.
9. Maintenance Requirements
The maintenance needs of painted surfaces can vary depending on the type of paint used.
10.Flexibility and Expansion
Flexibility is another factor to consider, especially for surfaces prone to expansion and contraction.
Oil or Latex Paint for Industrial Painting: What’s Our Expert Recommendation
As you know, oil-based paints, traditionally made with linseed oil or alkyd resins, offer superior adhesion and durability. On the other hand, latex paints, water-based with acrylic or vinyl resins, provide quick drying times and easy cleanup.
Each type has its own set of advantages and considerations, making it crucial to weigh the pros and cons based on your project’s requirements. Whether you prioritize durability, ease of application, environmental impact, or cost-effectiveness, understanding the nuances of oil versus latex paints will empower you to make an informed decision that yields superior results.
However, if you are still in doubt, seeking advice from industry experts can provide invaluable insights into choosing the right paint for your specific project. Professional painters, contractors, or paint manufacturers can offer recommendations based on factors such as surface type, environmental conditions, and desired finish.
Nicole Davis
Nicole Davis is a freelance writer for Ghaster Painting & Coatings, a leading industrial and commercial painting service provider in Phoenix, Arizona.
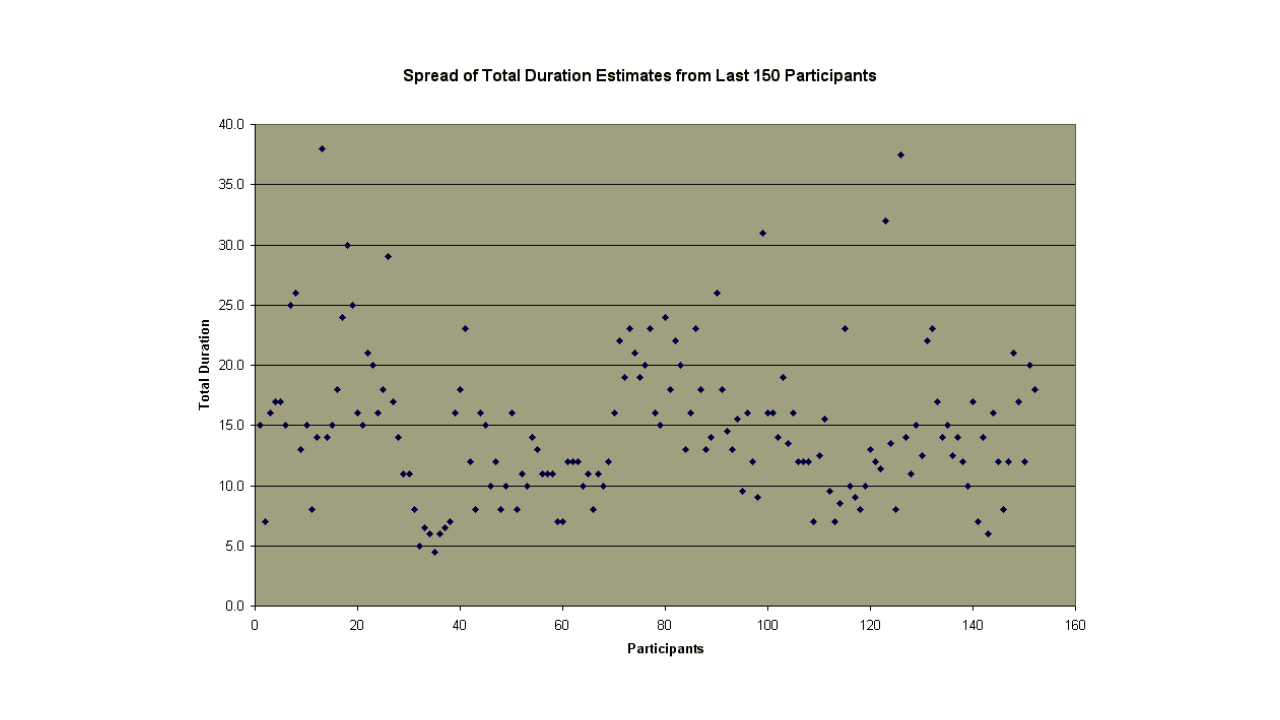
When you ask front line supervisors or team leaders if all people in their teams are performing to the same standards or if some are doing more work and achieving more results than others, you will often get the same answer. All over the world, the most common answer, after some analysis, verifies that about 30% of the people do 70% of the work.
When you ask front line supervisors or team leaders if all people in their teams are performing to the same standards or if some are doing more work and achieving more results than others, you will often get the same answer. All over the world, the most common answer, after some analysis, verifies that about 30% of the people do 70% of the work.
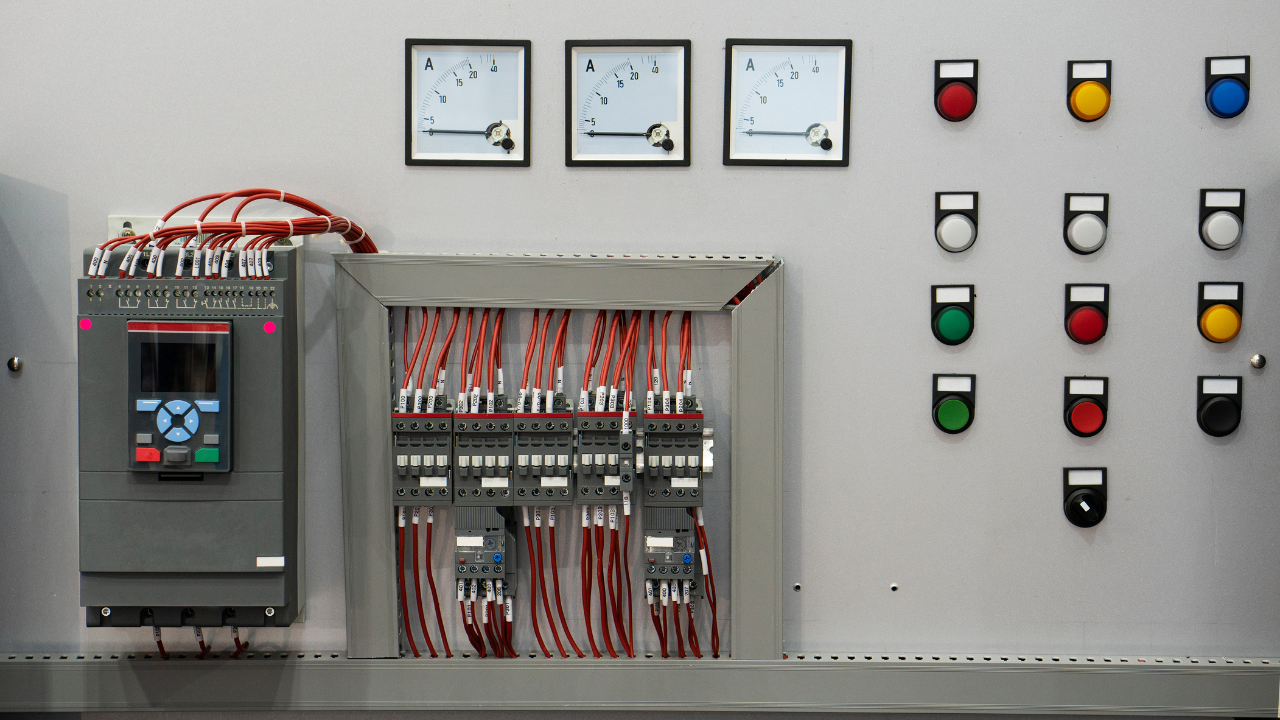
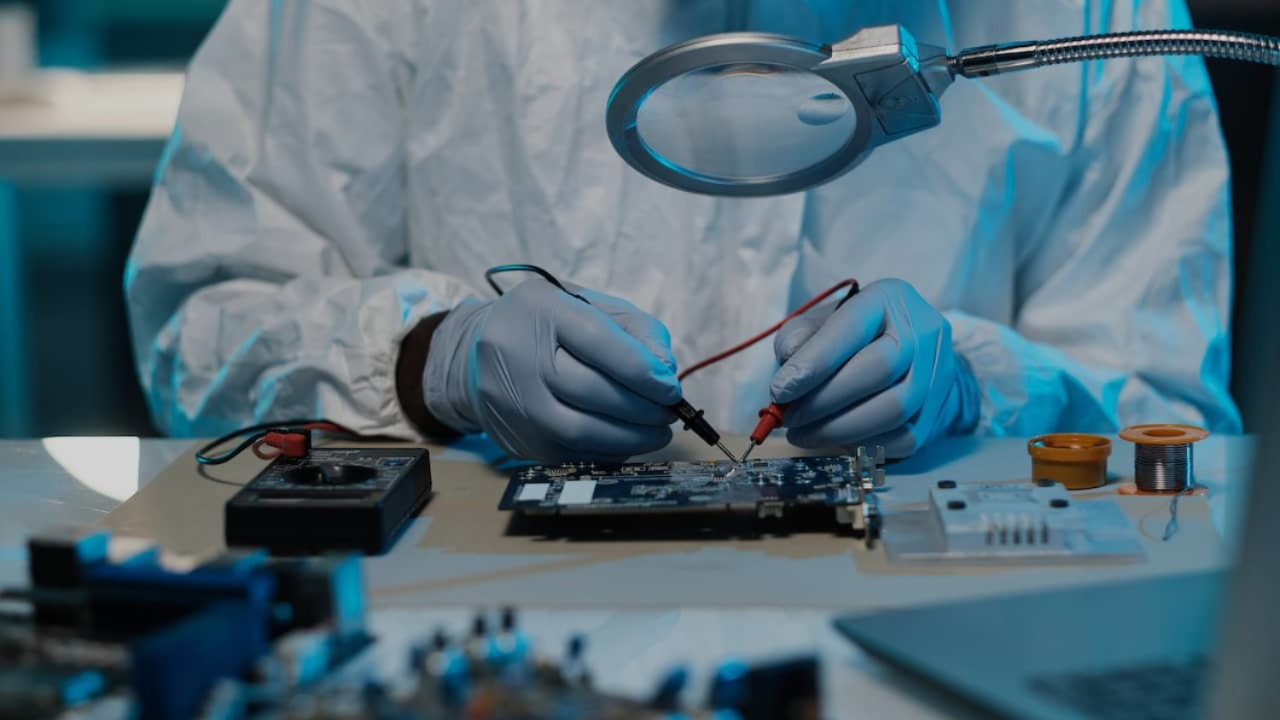
Expert troubleshooters have a good understanding of the operation of electrical components that are used in circuits they are familiar with, and even ones they are not. They use a system or approach that allows them to logically and systematically analyze a circuit and determine exactly what is wrong. They also understand and effectively use tools such as prints, diagrams and test instruments to identify defective components. Finally, they have had the opportunity to develop and refine their troubleshooting skills.
Expert troubleshooters have a good understanding of the operation of electrical components that are used in circuits they are familiar with, and even ones they are not. They use a system or approach that allows them to logically and systematically analyze a circuit and determine exactly what is wrong. They also understand and effectively use tools such as prints, diagrams and test instruments to identify defective components. Finally, they have had the opportunity to develop and refine their troubleshooting skills.
About 25% of a Planner’s time should be spent in the field, assessing and “scoping” maintenance work. To make this time as useful as possible, a good “planner’s tool kit” is essential. A good planner’s tool kit should contain the following items, all in convenient package, such as a light-weight tool belt. Or we like a safety vest with lots of pockets. And, of course, all the required personal safety equipment and a cell phone or pager. As Maintenance’s “information managers”, planners should be easy to contact.
About 25% of a Planner’s time should be spent in the field, assessing and “scoping” maintenance work. To make this time as useful as possible, a good “planner’s tool kit” is essential. A good planner’s tool kit should contain the following items, all in convenient package, such as a light-weight tool belt. Or we like a safety vest with lots of pockets. And, of course, all the required personal safety equipment and a cell phone or pager. As Maintenance’s “information managers”, planners should be easy to contact.
On the job accidents and injuries are most often a result of negligence and unsafe working conditions. In an effort to protect workers, the Occupational Safety and Health Administration (OSHA), created standards 1910.132 and 1910.133, to address requirements for providing Personal Protective Equipment (PPE) and eye protection in the workplace. However, most employers find it hard to sort through the standards to get to the heart of what they really mean in everyday life.
On the job accidents and injuries are most often a result of negligence and unsafe working conditions. In an effort to protect workers, the Occupational Safety and Health Administration (OSHA), created standards 1910.132 and 1910.133, to address requirements for providing Personal Protective Equipment (PPE) and eye protection in the workplace. However, most employers find it hard to sort through the standards to get to the heart of what they really mean in everyday life.
Semiconductor devices are almost always part of a larger, more complex piece of electronic equipment. These devices operate in concert with other circuit elements and are subject to system, subsystem and environmental influences. When equipment fails in the field or on the shop floor, technicians usually begin their evaluations with the unit's smallest, most easily replaceable module or subsystem. The subsystem is then sent to a lab, where technicians troubleshoot the problem to an individual component, which is then removed--often with less-than-controlled thermal, mechanical and electrical stresses--and submitted to a laboratory for analysis. Although this isn't the optimal failure analysis path, it is generally what actually happens.
Semiconductor devices are almost always part of a larger, more complex piece of electronic equipment. These devices operate in concert with other circuit elements and are subject to system, subsystem and environmental influences. When equipment fails in the field or on the shop floor, technicians usually begin their evaluations with the unit's smallest, most easily replaceable module or subsystem. The subsystem is then sent to a lab, where technicians troubleshoot the problem to an individual component, which is then removed--often with less-than-controlled thermal, mechanical and electrical stresses--and submitted to a laboratory for analysis. Although this isn't the optimal failure analysis path, it is generally what actually happens.
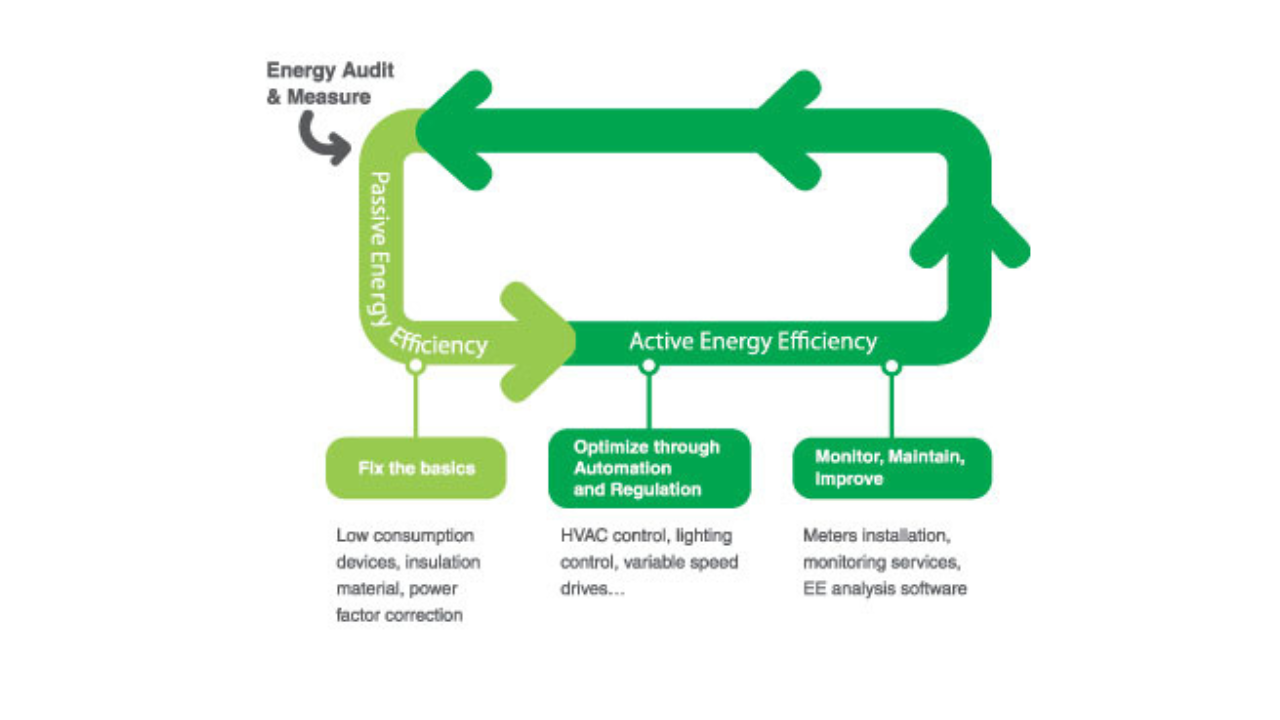
Whether it's turning off lights, idling back process equipment and fixing compressed air leaks to energy audits and installing compressed-air management systems-reducing utility costs can take several forms. As with any project, the return on investment should guide you on the projects that you select.
Whether it's turning off lights, idling back process equipment and fixing compressed air leaks to energy audits and installing compressed-air management systems-reducing utility costs can take several forms. As with any project, the return on investment should guide you on the projects that you select.
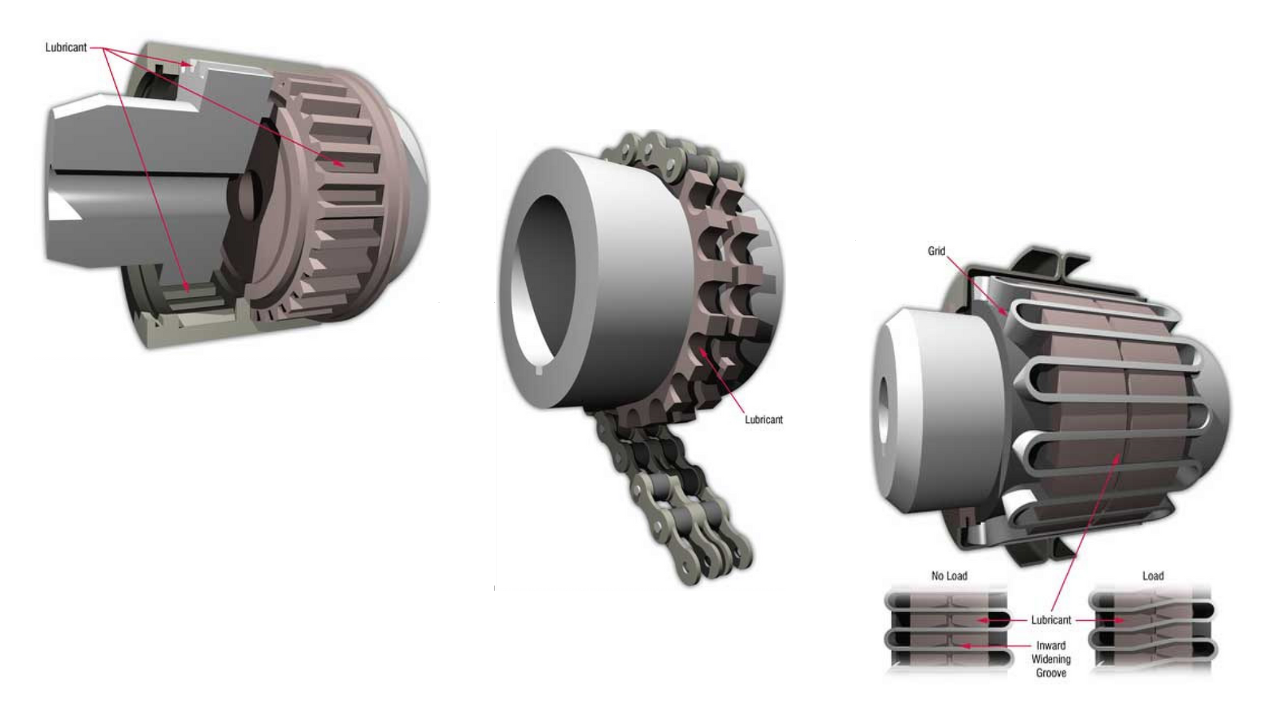
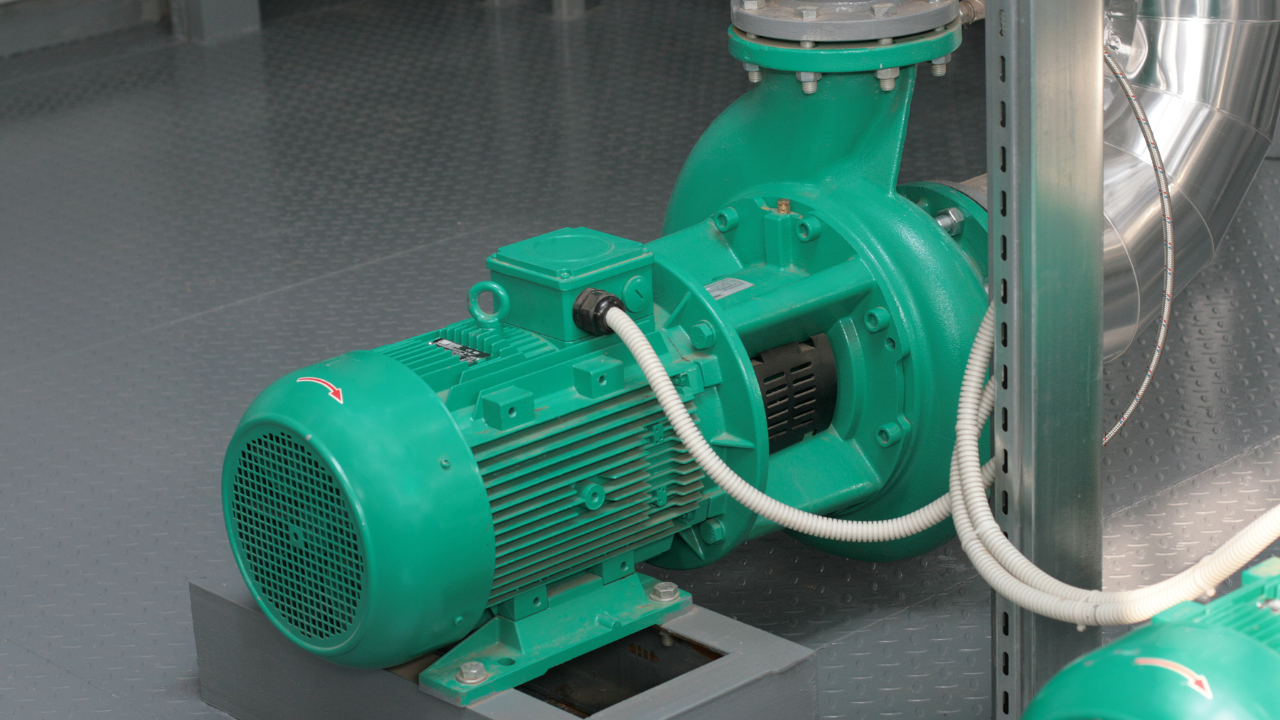
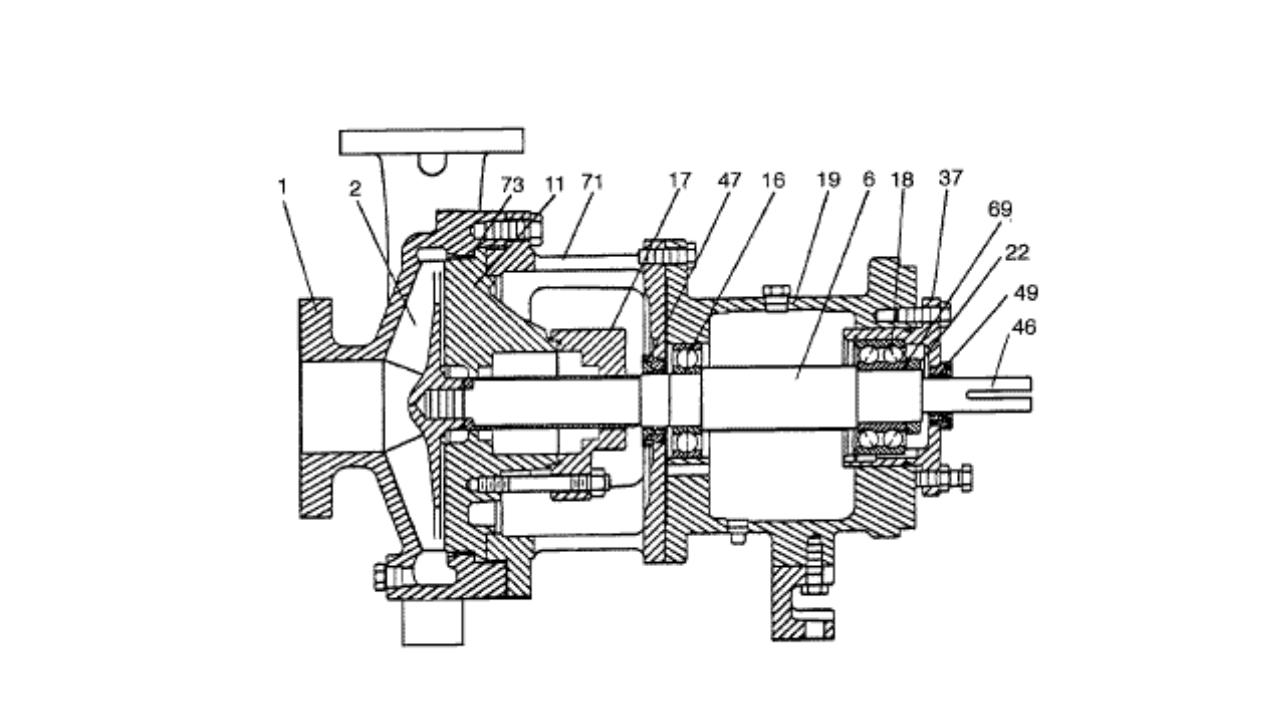
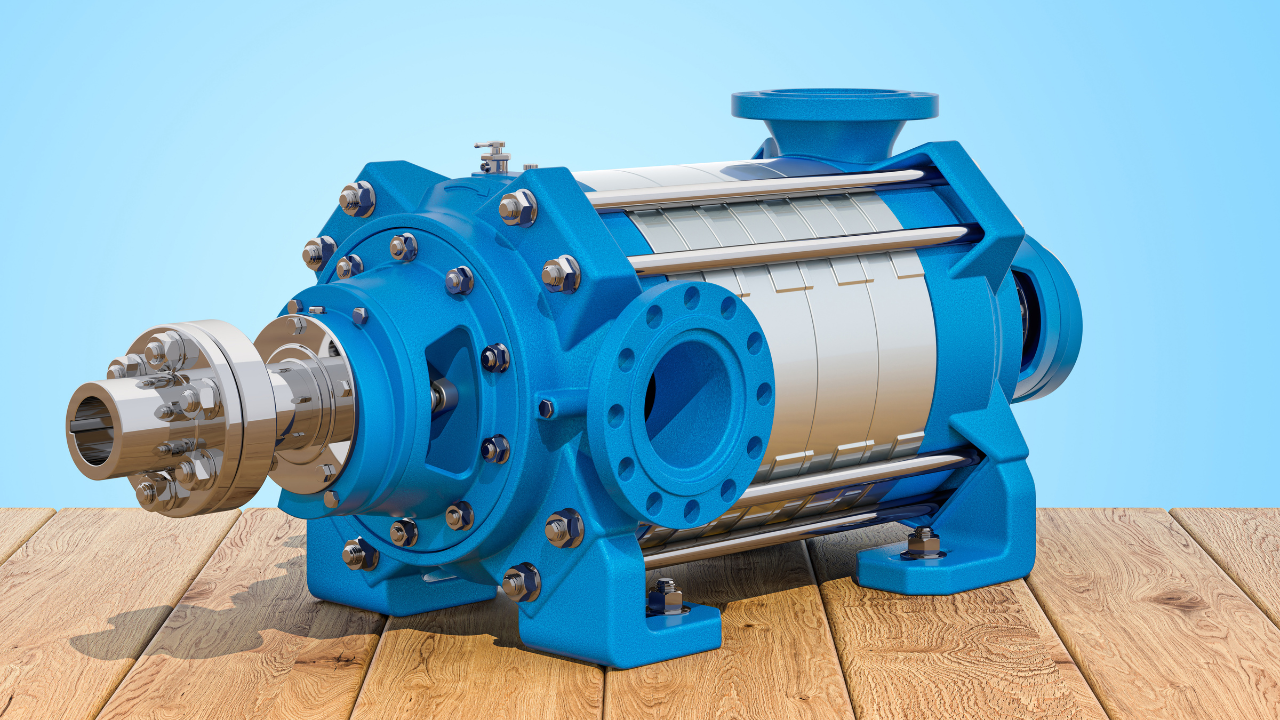
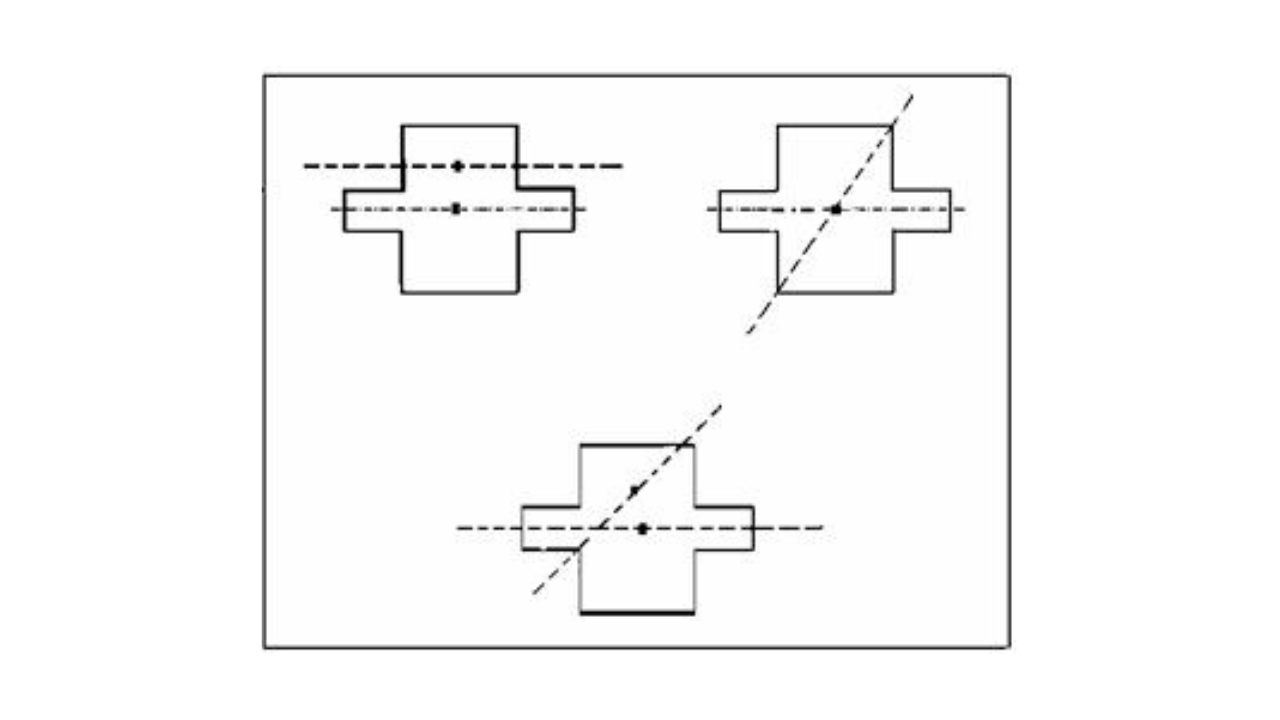
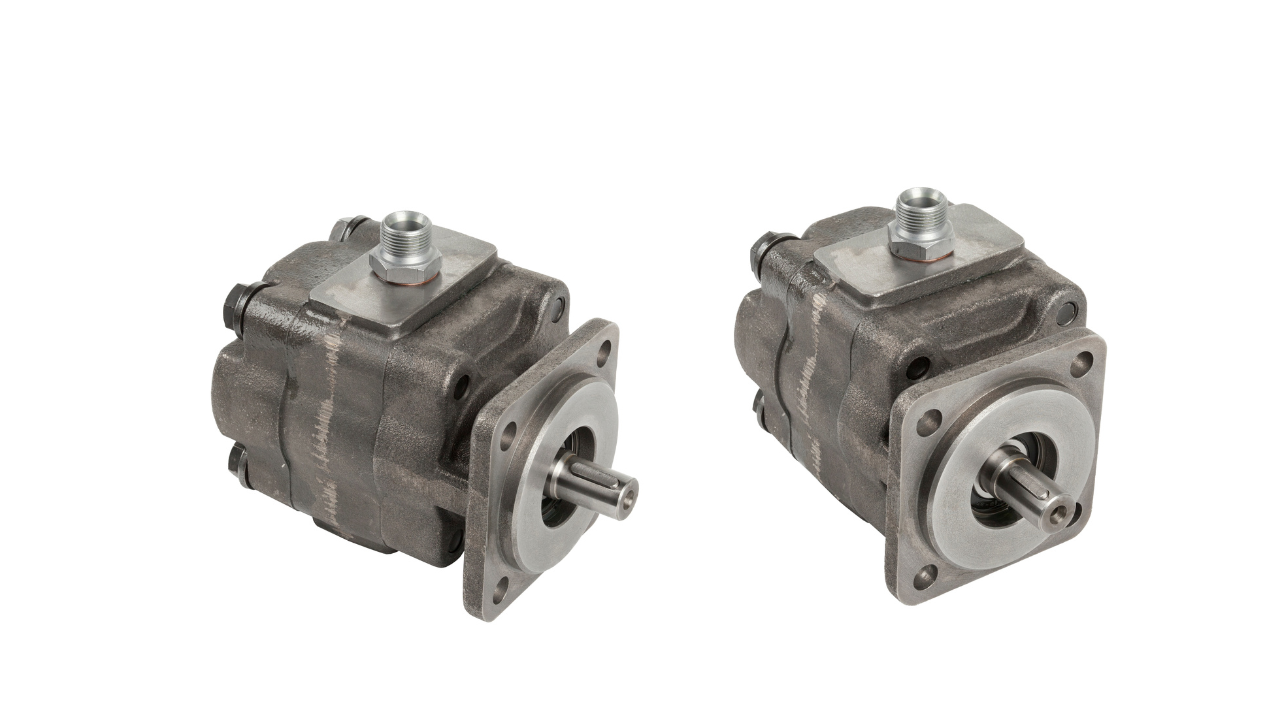
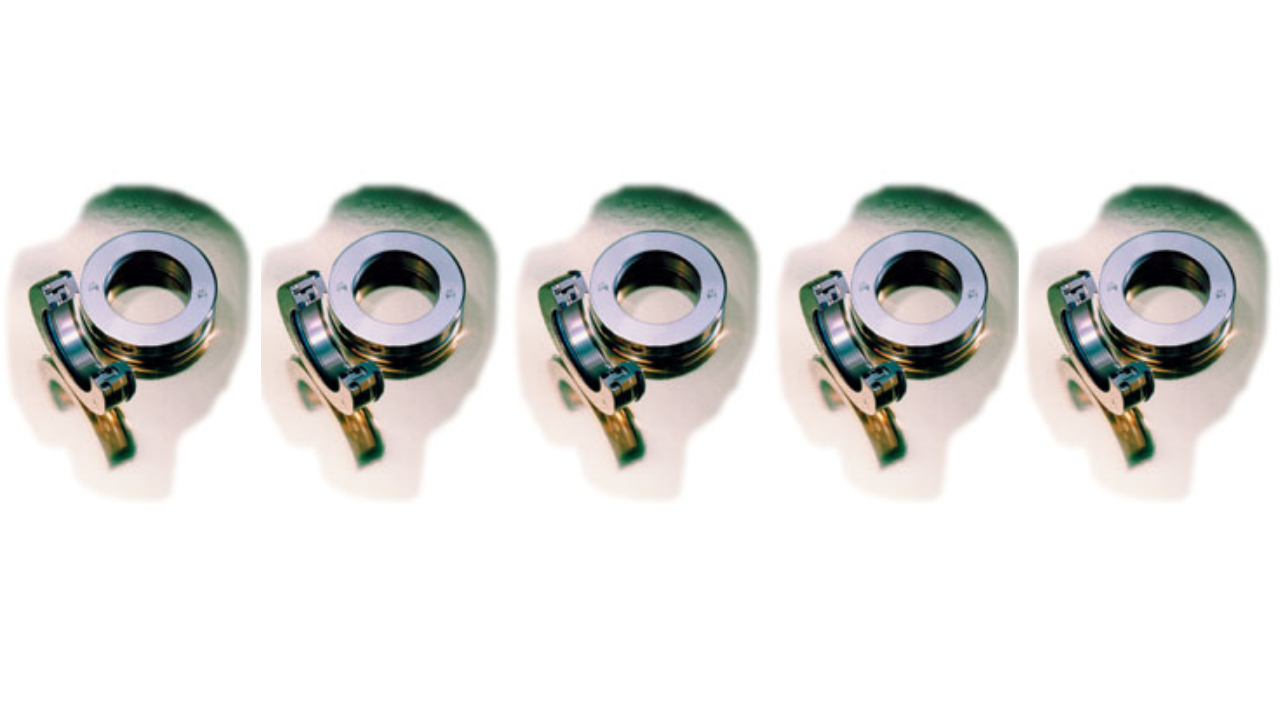
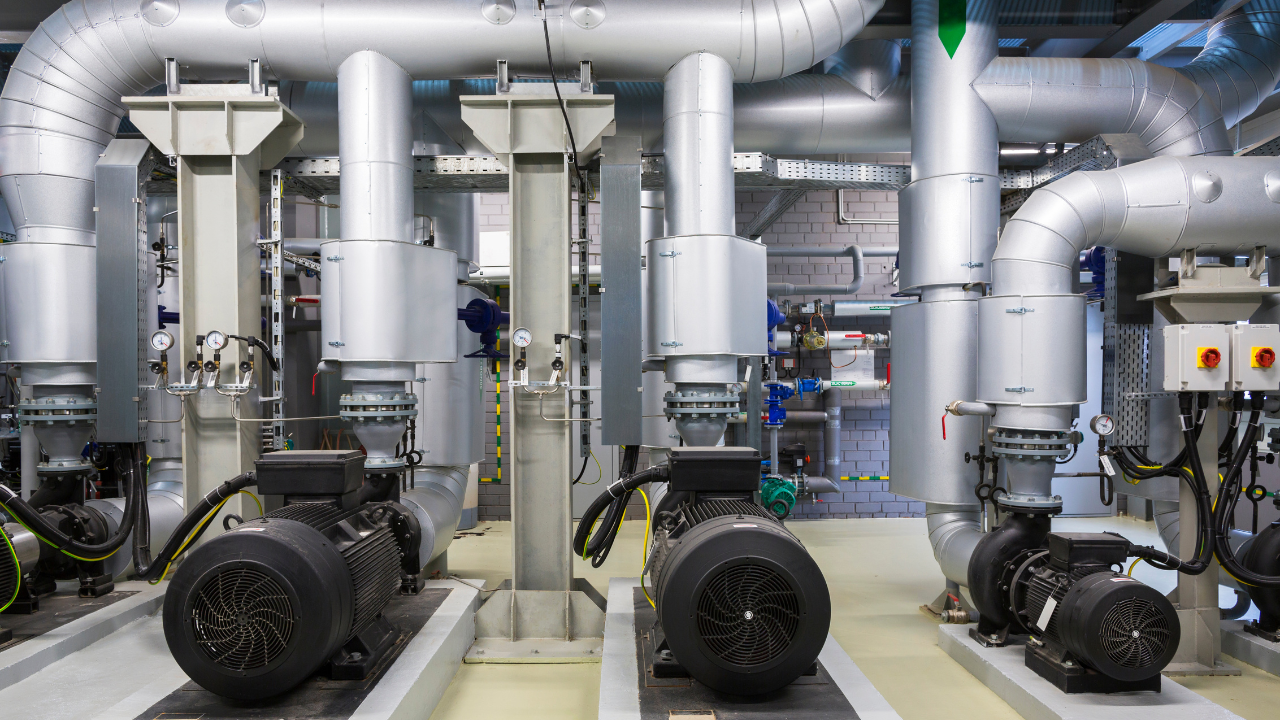
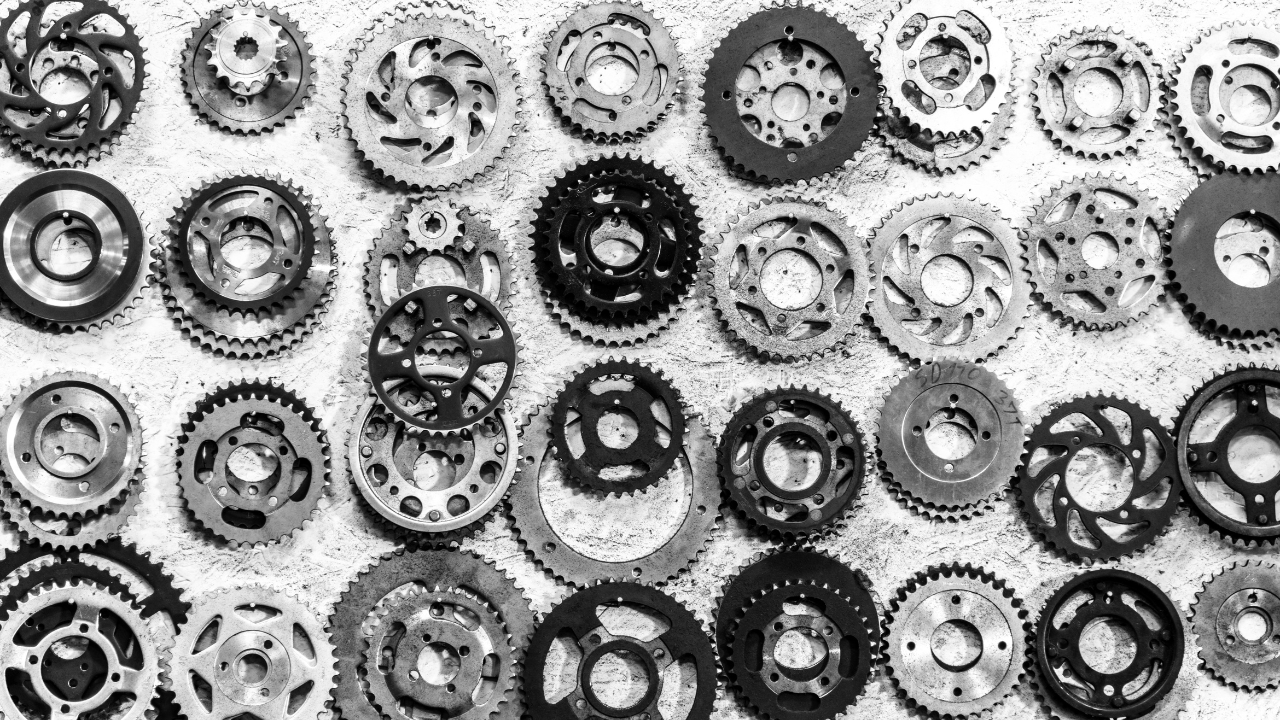
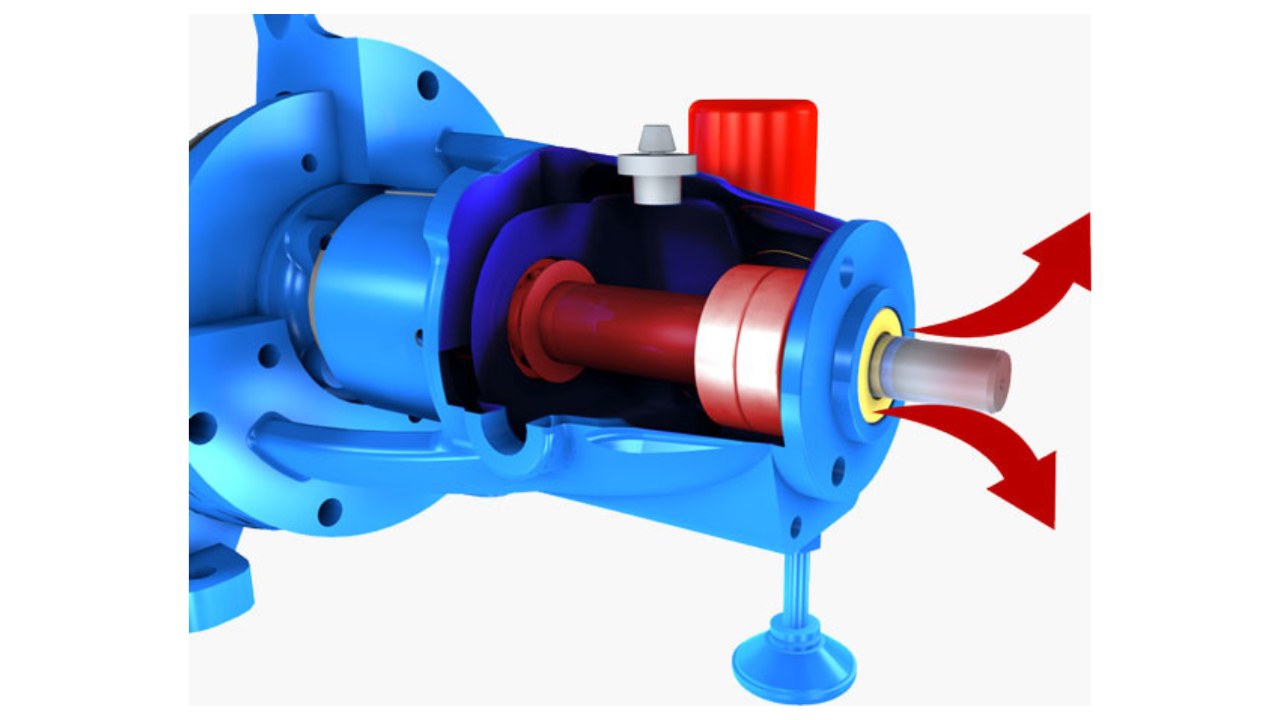
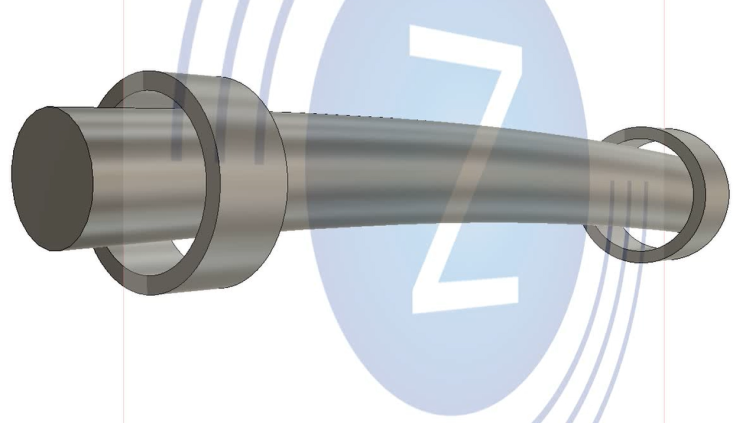
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
Unfettered expression and spiritual satisfaction? How does this relate to managing a maintenance department, especially one in the U.S. Postal Service? Open your mind. Take a page from the Zen Buddhist monks who preach: When you are quiet and listen, you become aware of sounds not normally heard. USPS maintenance leaders are listening and beginning to understand that maintenance success doesn't come through closed minds and closed doors.
Unfettered expression and spiritual satisfaction? How does this relate to managing a maintenance department, especially one in the U.S. Postal Service? Open your mind. Take a page from the Zen Buddhist monks who preach: When you are quiet and listen, you become aware of sounds not normally heard. USPS maintenance leaders are listening and beginning to understand that maintenance success doesn't come through closed minds and closed doors.
It is not uncommon that many reliability and maintenance improvement initiatives fail to deliver expected results. Why is it so? Some of the most common causes I have observed include:
It is not uncommon that many reliability and maintenance improvement initiatives fail to deliver expected results. Why is it so? Some of the most common causes I have observed include:
Why do improvement efforts fail or perhaps not sustain the gains? There are many reasons, but those most often stated are “lack of commitment” and not “following the process”. But why is there lack of commitment, and why aren’t processes followed? Here are a few of the reasons that I’ve seen:
Why do improvement efforts fail or perhaps not sustain the gains? There are many reasons, but those most often stated are “lack of commitment” and not “following the process”. But why is there lack of commitment, and why aren’t processes followed? Here are a few of the reasons that I’ve seen:
Significant engineering and test efforts
have been undertaken in the last few years into the area of arc flash/blast hazards in electrical equipment. The result has been a better understanding of arcing faults and how to prevent and/or minimize the hazards to personnel and equipment. This paper highlights some of the findings that may help in safety management and equipment selection. This paper concludes with some design considerations that will help reduce the hazards of arcing faults.
Significant engineering and test efforts
have been undertaken in the last few years into the area of arc flash/blast hazards in electrical equipment. The result has been a better understanding of arcing faults and how to prevent and/or minimize the hazards to personnel and equipment. This paper highlights some of the findings that may help in safety management and equipment selection. This paper concludes with some design considerations that will help reduce the hazards of arcing faults.
A confined space is defined as a workspace that is fully or partially enclosed, is not designed or intended for continuous human occupancy and has limited or restricted access, exiting or an internal configuration that can complicate provisions of first aid, evacuation, rescue or other emergency response services. Confined spaces can be found in almost all industries in Canada, which include tunnels, mines, grain silos, hydro vaults, shipping compartments, pump stations, boilers, chemical tanks and more. Every confined space is considered to be hazardous unless deemed not so by a competent person through a hazard identification and risk assessment.
A confined space is defined as a workspace that is fully or partially enclosed, is not designed or intended for continuous human occupancy and has limited or restricted access, exiting or an internal configuration that can complicate provisions of first aid, evacuation, rescue or other emergency response services. Confined spaces can be found in almost all industries in Canada, which include tunnels, mines, grain silos, hydro vaults, shipping compartments, pump stations, boilers, chemical tanks and more. Every confined space is considered to be hazardous unless deemed not so by a competent person through a hazard identification and risk assessment.
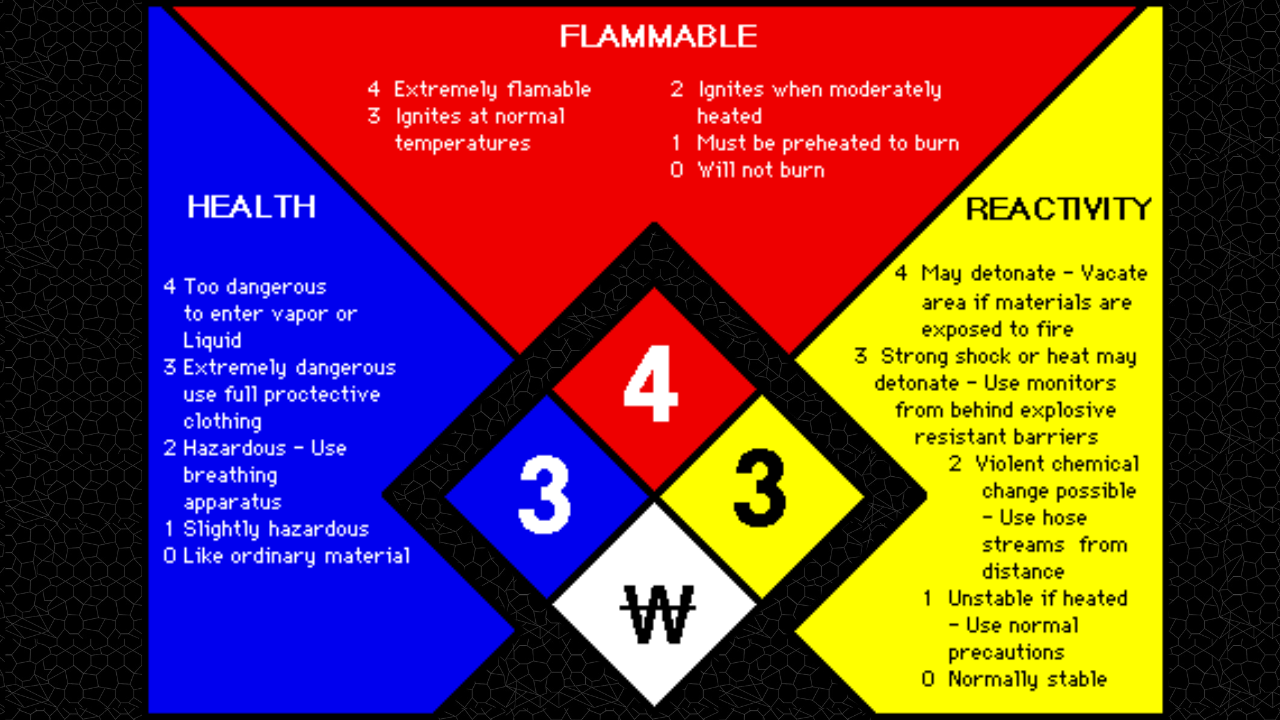
One of the hot topics in electrical and mechanical training classes is the National Fire Protection Association (NFPA) 70E. Students question what 70E is and how it relates to the National Electrical Code (NEC), if 70E is a new regulation and if not why are they just now hearing about it, and if companies are required to comply with 70E. This article will take some of the mystery out of 70E.
One of the hot topics in electrical and mechanical training classes is the National Fire Protection Association (NFPA) 70E. Students question what 70E is and how it relates to the National Electrical Code (NEC), if 70E is a new regulation and if not why are they just now hearing about it, and if companies are required to comply with 70E. This article will take some of the mystery out of 70E.
There are three basic electrical hazards that cause injury and death: shock, arc-flash, and arc-blast. Following these safety principles can result in a safer work environment and prevent injuries or even death.
There are three basic electrical hazards that cause injury and death: shock, arc-flash, and arc-blast. Following these safety principles can result in a safer work environment and prevent injuries or even death.
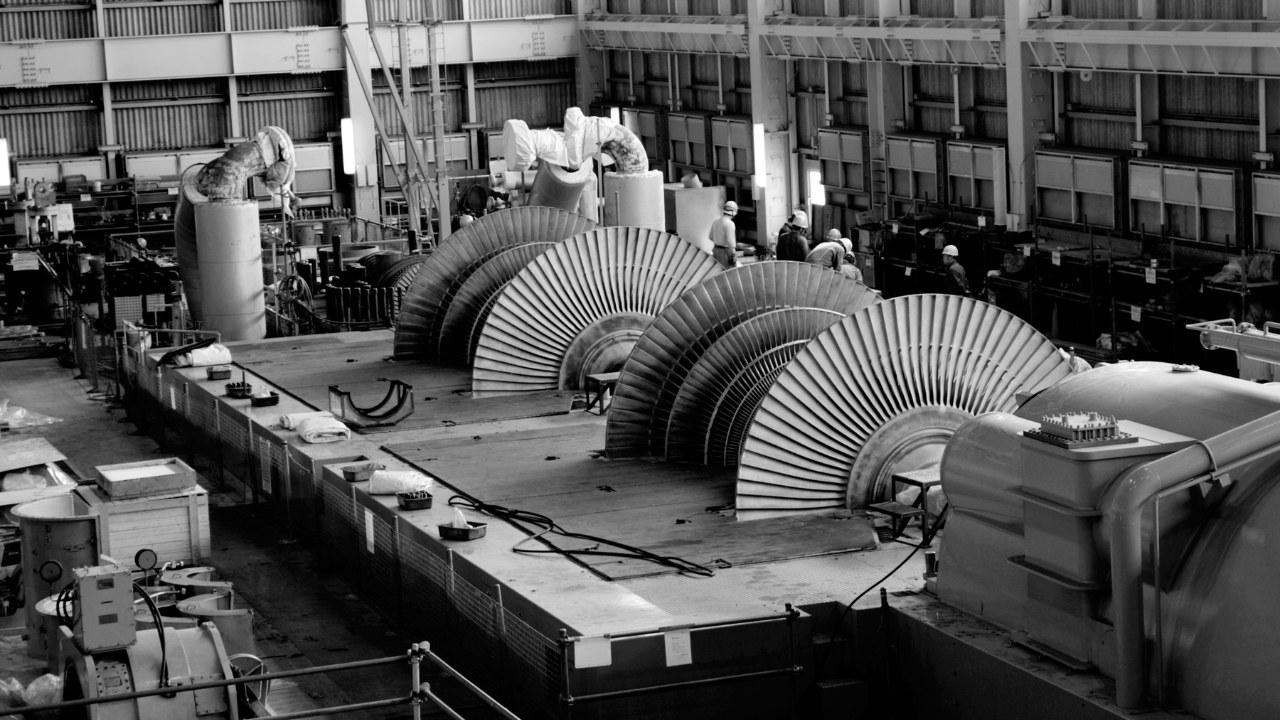
It's hard to imagine belt conveyors anywhere playing a more important role than at South Africa's Kendal Power Station. Here, the world's largest black-coal-fired electrical generating complex converts up to 1.4 million tons a month into more than 4100 megawatts, enough to supply three cities the size of nearby greater Johannesburg.
It's hard to imagine belt conveyors anywhere playing a more important role than at South Africa's Kendal Power Station. Here, the world's largest black-coal-fired electrical generating complex converts up to 1.4 million tons a month into more than 4100 megawatts, enough to supply three cities the size of nearby greater Johannesburg.
In 2001, close to 100,000 people were treated in U.S. Hospital emergency rooms for eye injuries related to the workplace, yet this figure actually only represents a small portion of the total number of injuries. According to the U.S. Bureau of Labor Statistics, each day, as many as 2,000 workers incur eye injuries related to their jobs. According to Prevent Blindness America (PBA), 90% of these injuries are preventable.
In 2001, close to 100,000 people were treated in U.S. Hospital emergency rooms for eye injuries related to the workplace, yet this figure actually only represents a small portion of the total number of injuries. According to the U.S. Bureau of Labor Statistics, each day, as many as 2,000 workers incur eye injuries related to their jobs. According to Prevent Blindness America (PBA), 90% of these injuries are preventable.
In this advisory, we are going to demonstrate how hazardous, documented, service, repair, and troubleshooting recommendations have proliferated the fluid power industry, leaving unsuspecting persons vulnerable to possible injury or death. Unsafe service, repair, and troubleshooting recommendations are running rampant throughout the fluid power industry - and there is no end in sight!
In this advisory, we are going to demonstrate how hazardous, documented, service, repair, and troubleshooting recommendations have proliferated the fluid power industry, leaving unsuspecting persons vulnerable to possible injury or death. Unsafe service, repair, and troubleshooting recommendations are running rampant throughout the fluid power industry - and there is no end in sight!
About 80 percent of maintenance mistakes involve human factors (HF), according to the Federal Aviation Administration. The maintenance world has unique HF issues that are more severe and longer lasting than elsewhere in aviation. Operators are looking at various techniques to combat HF challenges.
About 80 percent of maintenance mistakes involve human factors (HF), according to the Federal Aviation Administration. The maintenance world has unique HF issues that are more severe and longer lasting than elsewhere in aviation. Operators are looking at various techniques to combat HF challenges.
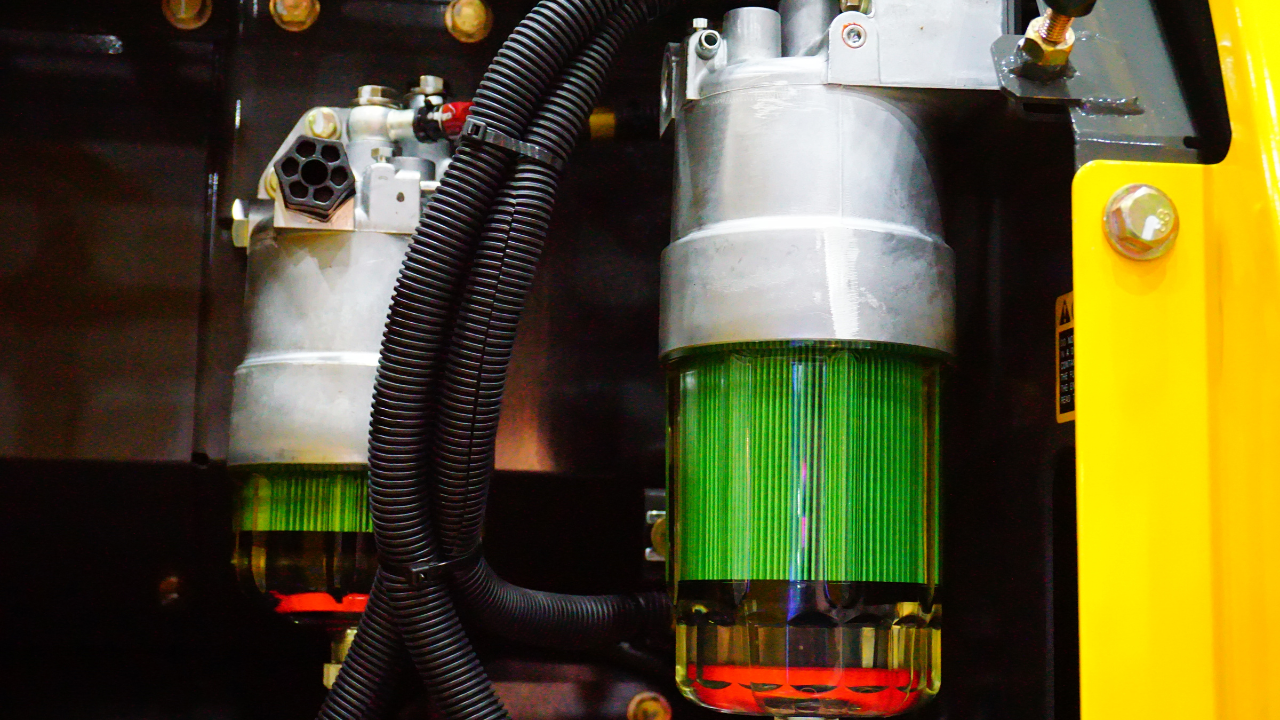
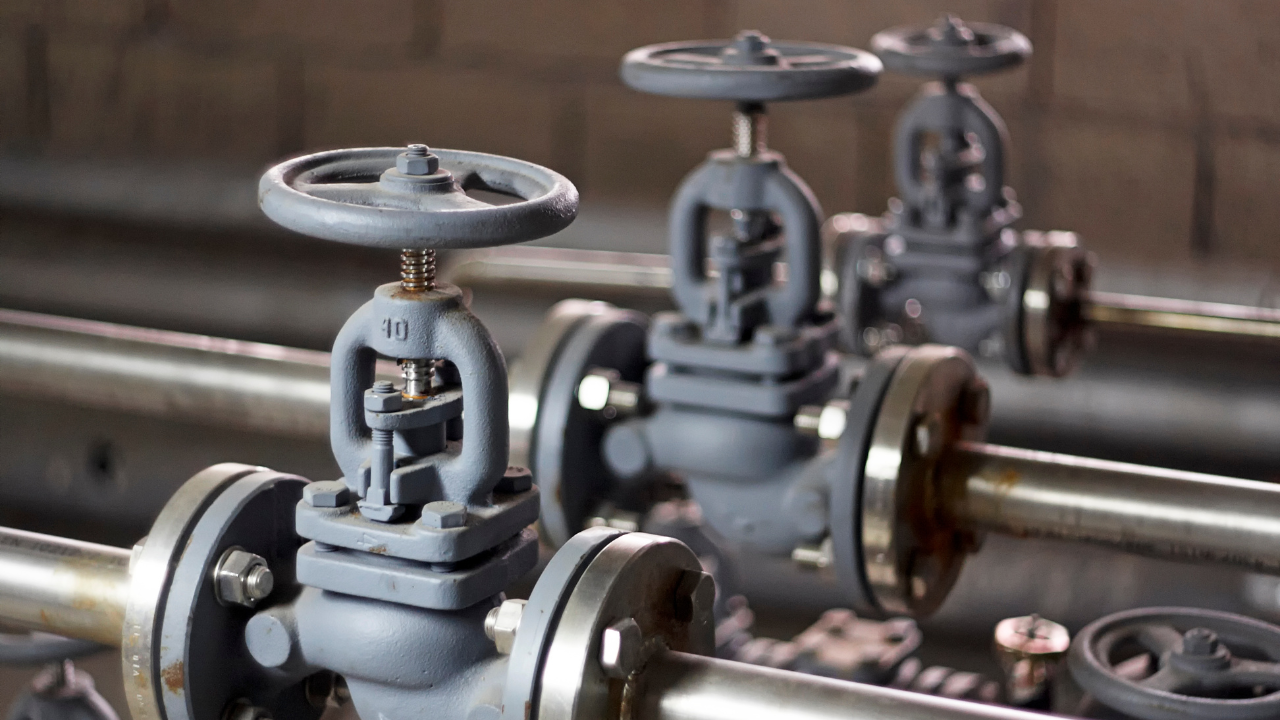
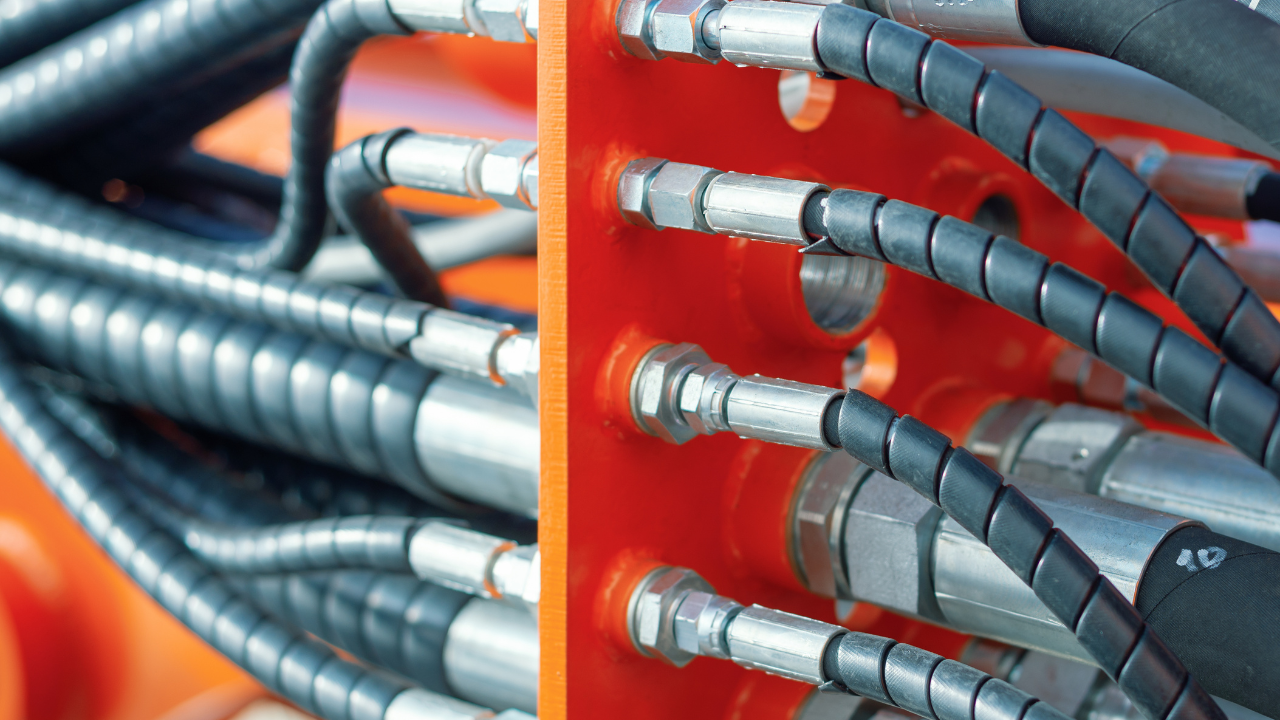
Hydraulic systems must store fluid under high pressure. Three kinds of hazards exist: burns from the hot, high pressure spray of fluid; bruises, cuts or abrasions from flailing hydraulic lines; and injection of fluid into the skin. Safe hydraulic system performance requires general maintenance. Proper coupling of high and low pressure hydraulic components and pressure relief valves are important safety measures.
Hydraulic systems must store fluid under high pressure. Three kinds of hazards exist: burns from the hot, high pressure spray of fluid; bruises, cuts or abrasions from flailing hydraulic lines; and injection of fluid into the skin. Safe hydraulic system performance requires general maintenance. Proper coupling of high and low pressure hydraulic components and pressure relief valves are important safety measures.
When a piece of production machinery broke down at the Whirlpool plant in Findlay, Ohio, several years back, it was accepted practice for the machine operator to call maintenance and then sit back and wait for the problem to be fixed. Critical information and knowledge was not shared between the operator and maintenance technician. Like many companies, these workers were stuck in traditional roles - operators run the machines, maintenance fixes the machines, and the two do not cross. As a result, productivity opportunities were missed.
When a piece of production machinery broke down at the Whirlpool plant in Findlay, Ohio, several years back, it was accepted practice for the machine operator to call maintenance and then sit back and wait for the problem to be fixed. Critical information and knowledge was not shared between the operator and maintenance technician. Like many companies, these workers were stuck in traditional roles - operators run the machines, maintenance fixes the machines, and the two do not cross. As a result, productivity opportunities were missed.
Many managers are unaware that best-in-class companies routinely design-out maintenance at the inception of a project. That, clearly, is the first key to highest equipment reliability and plant profitability. Whenever maintenance events occur as time goes on, the real industry leaders see every one of these events as an opportunity to upgrade. Indeed, upgrading is the second key, and upgrading is the job of highly trained, well-organized, knowledgeable reliability professionals.
Many managers are unaware that best-in-class companies routinely design-out maintenance at the inception of a project. That, clearly, is the first key to highest equipment reliability and plant profitability. Whenever maintenance events occur as time goes on, the real industry leaders see every one of these events as an opportunity to upgrade. Indeed, upgrading is the second key, and upgrading is the job of highly trained, well-organized, knowledgeable reliability professionals.
The key to realizing greater savings from more informed management decisions is to predetermine the "True" cost of downtime for each profit center category. True downtime cost is a methodology of analyzing all cost factors associated with downtime, and using this information for cost justification and day to day management decisions. Most likely, this data is already being collected in your facility, and need only be consolidated and organized according to the true downtime cost guidelines.
The key to realizing greater savings from more informed management decisions is to predetermine the "True" cost of downtime for each profit center category. True downtime cost is a methodology of analyzing all cost factors associated with downtime, and using this information for cost justification and day to day management decisions. Most likely, this data is already being collected in your facility, and need only be consolidated and organized according to the true downtime cost guidelines.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
Hour after hour, in businesses of all sizes, these workhorses respond to the men and women who operate them – by pounding, cutting, crushing, welding, stitching or whatever other task they were designed for, to fashion the products that will be marketed to hungry consumers. But there is a fearful downside to this scenario: the machine cannot distinguish between a piece of wood, steel or fabric and the operator’s body.
Hour after hour, in businesses of all sizes, these workhorses respond to the men and women who operate them – by pounding, cutting, crushing, welding, stitching or whatever other task they were designed for, to fashion the products that will be marketed to hungry consumers. But there is a fearful downside to this scenario: the machine cannot distinguish between a piece of wood, steel or fabric and the operator’s body.
Because maintenance departments are often recognized as caretakers of company safety initiatives, they're inundated with all things safety: messages, procedures, meetings, checks, equipment, training and permits, etc. Despite their good intentions, however, some maintenance professionals still get hurt on the job. To understand why, we need only to draw a parallel with automobile accidents.
Because maintenance departments are often recognized as caretakers of company safety initiatives, they're inundated with all things safety: messages, procedures, meetings, checks, equipment, training and permits, etc. Despite their good intentions, however, some maintenance professionals still get hurt on the job. To understand why, we need only to draw a parallel with automobile accidents.
Work-related deaths at U.S. manufacturing plants declined 14.0 percent in 2007, marking a rebound from the 16.0 percent increase that occurred in 2006. This was among the findings of the new Census of Fatal Occupational Injuries report released recently by the U.S. Department of Labor's Bureau of Labor Statistics.
Work-related deaths at U.S. manufacturing plants declined 14.0 percent in 2007, marking a rebound from the 16.0 percent increase that occurred in 2006. This was among the findings of the new Census of Fatal Occupational Injuries report released recently by the U.S. Department of Labor's Bureau of Labor Statistics.
For management, new and untrained employees present a different set of costly challenges. For example, productivity will drop due to lost time, there may be overtime expenses, insurance costs will rise and there can be potential lost customer sales. Worker's compensation claims will also increase and lead to higher premiums. How can these problems be avoided? What are some steps that can be put in place to help alleviate these concerns for new and untrained workers already in the workforce? Ideally, health and safety programs that offer basic training will fit the bill quite nicely. New and untrained workers need to learn about personal protective equipment (PPE), back-injury prevention, health and safety regulations and hazard recognition.
For management, new and untrained employees present a different set of costly challenges. For example, productivity will drop due to lost time, there may be overtime expenses, insurance costs will rise and there can be potential lost customer sales. Worker's compensation claims will also increase and lead to higher premiums. How can these problems be avoided? What are some steps that can be put in place to help alleviate these concerns for new and untrained workers already in the workforce? Ideally, health and safety programs that offer basic training will fit the bill quite nicely. New and untrained workers need to learn about personal protective equipment (PPE), back-injury prevention, health and safety regulations and hazard recognition.
The challenge of managing the aspects of occupational health and safety (OH&S) in the workplace can often times feel overwhelming. There are many legal, moral and financial reasons for you to pay attention to OH&S obligations. With all of these challenges, it's important not to waste time, money or place efforts on things that simply don't work. In terms of successfully managing OH&S issues, the following Top 10 list includes some of the common errors that organizations make.
The challenge of managing the aspects of occupational health and safety (OH&S) in the workplace can often times feel overwhelming. There are many legal, moral and financial reasons for you to pay attention to OH&S obligations. With all of these challenges, it's important not to waste time, money or place efforts on things that simply don't work. In terms of successfully managing OH&S issues, the following Top 10 list includes some of the common errors that organizations make.
The issuance of safety eyewear to employees requires more than a handout. An important thing to remember when issuing safety eyewear is that in order to put your safety program into action, you need to communicate and educate your employees. Merely handing out free safety goggles and glasses and saying "wear these when you are working or else..." will only get you so far. Employees need to know why it is important to wear protective eyewear, and they need you to make it easy for them to do so effectively. It often helps to recite employee eye injury statistics to show workers the reality of the hazards around them, and give them a starting point for improvement.
The issuance of safety eyewear to employees requires more than a handout. An important thing to remember when issuing safety eyewear is that in order to put your safety program into action, you need to communicate and educate your employees. Merely handing out free safety goggles and glasses and saying "wear these when you are working or else..." will only get you so far. Employees need to know why it is important to wear protective eyewear, and they need you to make it easy for them to do so effectively. It often helps to recite employee eye injury statistics to show workers the reality of the hazards around them, and give them a starting point for improvement.
With literally thousands of dangerous materials being used/transported/discarded every day, the process of choosing protective clothing has become increasingly complex for today's safety and hygiene professional. It is important to understand the distinction between three broad types of protective garments used today. Generally classified as disposable, reusable, and limited-use garments, these three general categories provide a basic framework for clothing decisions.
With literally thousands of dangerous materials being used/transported/discarded every day, the process of choosing protective clothing has become increasingly complex for today's safety and hygiene professional. It is important to understand the distinction between three broad types of protective garments used today. Generally classified as disposable, reusable, and limited-use garments, these three general categories provide a basic framework for clothing decisions.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
Republic Windows & Doors transformed their plant safety for the sake of their workers. By implementing 3 "outs" they were able to make significant safety gains in just a few short years, even with high turnover rates and unskilled labor. If they can improve safety and job quality at the same time, so can you!
Republic Windows & Doors transformed their plant safety for the sake of their workers. By implementing 3 "outs" they were able to make significant safety gains in just a few short years, even with high turnover rates and unskilled labor. If they can improve safety and job quality at the same time, so can you!
The notions "one tool does all" or "any tool will do" result in wasted effort, poor quality work, damage to the misused tool, and exposing the user to possible injury, according to the Hand Tools Institute, an association of American manufacturers of quality hand tools. As with hammers, pliers, wrenches and all other hand tools, design is a key element to the type of work a tool is intended to do properly and safely, says HTI. Clamps are no exception and should be selected to conform to the work they are to perform.
The notions "one tool does all" or "any tool will do" result in wasted effort, poor quality work, damage to the misused tool, and exposing the user to possible injury, according to the Hand Tools Institute, an association of American manufacturers of quality hand tools. As with hammers, pliers, wrenches and all other hand tools, design is a key element to the type of work a tool is intended to do properly and safely, says HTI. Clamps are no exception and should be selected to conform to the work they are to perform.
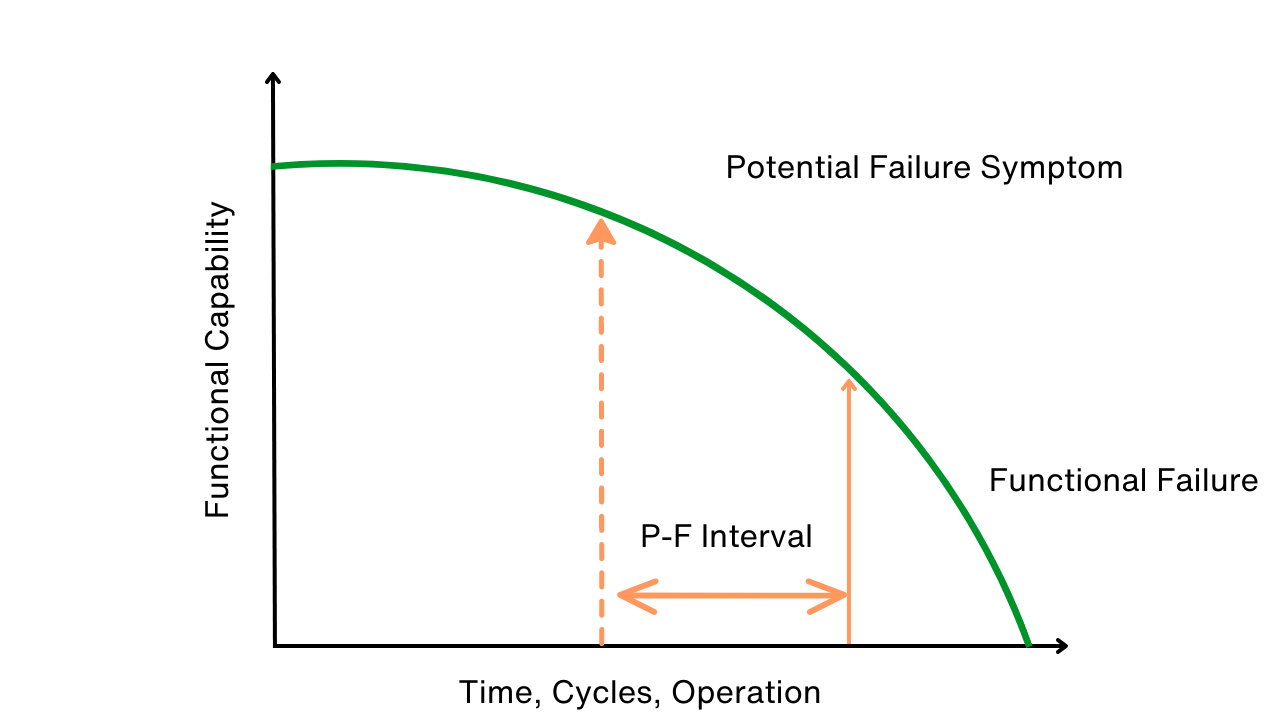
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
Reactive maintenance is here defined as all maintenance work that was scheduled less than 20 hours before it was executed. It makes sense that there is a strong correlation between safety incidents, injuries and reactive maintenance. In a reactive situation you might not take the time you should to plan and think before you take action. The urgency also call out the so common hero in maintenance crafts people and they take risks they should not take.
Reactive maintenance is here defined as all maintenance work that was scheduled less than 20 hours before it was executed. It makes sense that there is a strong correlation between safety incidents, injuries and reactive maintenance. In a reactive situation you might not take the time you should to plan and think before you take action. The urgency also call out the so common hero in maintenance crafts people and they take risks they should not take.
Life without standards would result in near chaos for both manufactures and consumers. Just think if you could not rely on the strength of a critical fastener in an aircraft fuselage, the quality of the glass in a high rise building, the voltage fluctuation of the electrical grid at a faraway vacation destination, a crucial replacement for an electrical motor, the purity of a critical medication or the mere annoyance of not finding a correct battery for that digital camera. In short, as consumers, we would soon notice the lack of standards when the safety, quality, fit, reliability and compatibility of the products we consume, purchase and rely on are compromised.
Life without standards would result in near chaos for both manufactures and consumers. Just think if you could not rely on the strength of a critical fastener in an aircraft fuselage, the quality of the glass in a high rise building, the voltage fluctuation of the electrical grid at a faraway vacation destination, a crucial replacement for an electrical motor, the purity of a critical medication or the mere annoyance of not finding a correct battery for that digital camera. In short, as consumers, we would soon notice the lack of standards when the safety, quality, fit, reliability and compatibility of the products we consume, purchase and rely on are compromised.
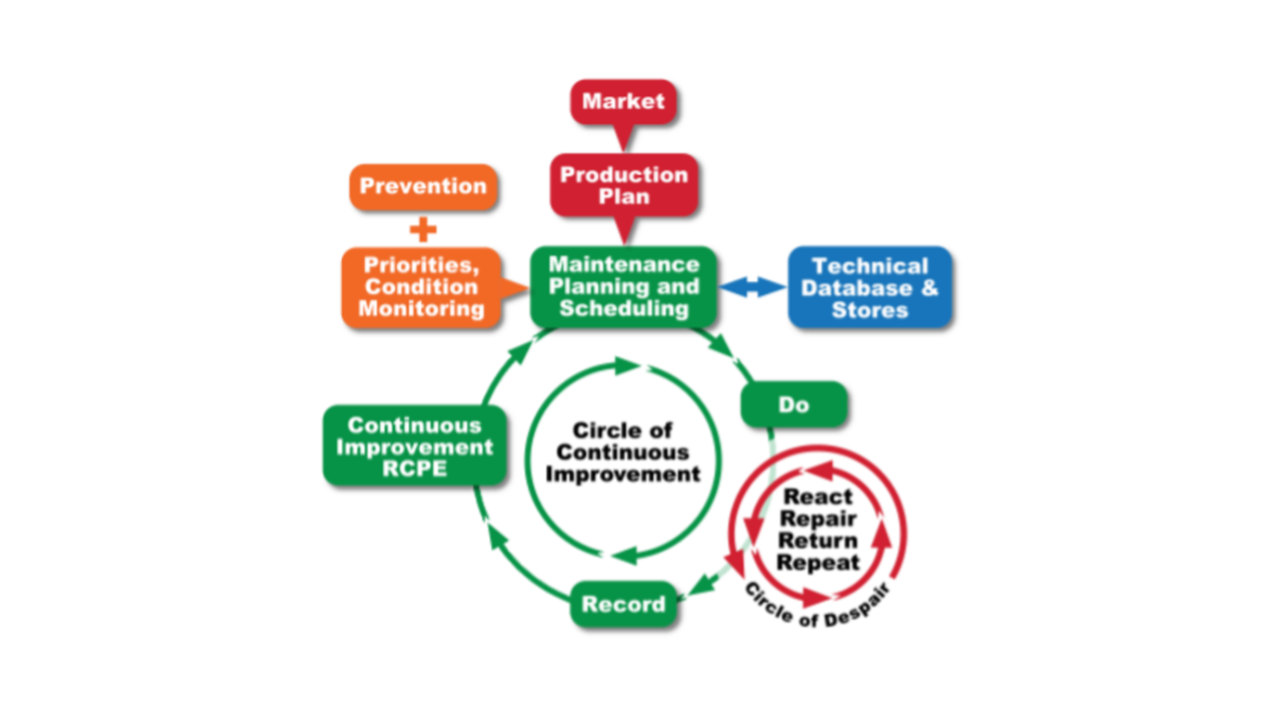
“Prevention is better than cure”, this proverb sounds rightly in case of maintenance also. If the maintenance is prevented, then the availability of the plant increases and the overall cost reduces. Every effort should be made to avoid maintenance, which can be achieved through continuous monitoring of equipment and upgrading the sophistication of the equipment through better design and process improvement.
“Prevention is better than cure”, this proverb sounds rightly in case of maintenance also. If the maintenance is prevented, then the availability of the plant increases and the overall cost reduces. Every effort should be made to avoid maintenance, which can be achieved through continuous monitoring of equipment and upgrading the sophistication of the equipment through better design and process improvement.
ISO 12100 is a fundamental safety standard being developed that will apply to a very broad array of machinery. There are many machines that have specific industry consensus standards that pertain to the particular equipment (e.g., power presses, robots, packaging machinery). There are many more machines for which no industry specific standard exists. In this case, the ISO “A level” standard ISO 12100 Safety of Machinery applies. Complying with the requirements of ISO 12100 is a critical first step in achieving mobility of equipment and consistent operations.
ISO 12100 is a fundamental safety standard being developed that will apply to a very broad array of machinery. There are many machines that have specific industry consensus standards that pertain to the particular equipment (e.g., power presses, robots, packaging machinery). There are many more machines for which no industry specific standard exists. In this case, the ISO “A level” standard ISO 12100 Safety of Machinery applies. Complying with the requirements of ISO 12100 is a critical first step in achieving mobility of equipment and consistent operations.
We as safety professionals aren't exempt. Have you seen this: Workers don't change their actions? Tell them again (with a why-didn't-you-listen undertone). Policies and procedures not followed? Write additional (and more detailed) rules. Training didn't change their behavior? Put them through the same training again and again (until they "get it"). Try, try, try again to solve safety problems, but don't confuse persistence with obstinancy.
We as safety professionals aren't exempt. Have you seen this: Workers don't change their actions? Tell them again (with a why-didn't-you-listen undertone). Policies and procedures not followed? Write additional (and more detailed) rules. Training didn't change their behavior? Put them through the same training again and again (until they "get it"). Try, try, try again to solve safety problems, but don't confuse persistence with obstinancy.
Certified mail has arrived. The letter carrier isn't Ed McMahon. Uh Oh! It's a citation package from the USDOL/OSHA. What do you do? You glance at the paperwork to be sure it really relates to an OSHA inspection at one of your sites. You notice some rather heavy penalties. You are shocked, irate and feel as if you've been branded "corporate slime." You try to convince yourself that you've been in lots of workplaces that are more dangerous than yours. You need this like a centipede needs sore feet. Options pop through you mind.
Certified mail has arrived. The letter carrier isn't Ed McMahon. Uh Oh! It's a citation package from the USDOL/OSHA. What do you do? You glance at the paperwork to be sure it really relates to an OSHA inspection at one of your sites. You notice some rather heavy penalties. You are shocked, irate and feel as if you've been branded "corporate slime." You try to convince yourself that you've been in lots of workplaces that are more dangerous than yours. You need this like a centipede needs sore feet. Options pop through you mind.
As many of us strive to improve the reliability of our plants, several comments bemoan how challenging that is to do in an era of continuous deep cost cutting. They say that in their operation, maintenance is seen as a cost, and is one of the first things to arbitrarily cut. Some think their operations have cut too far! What they seek is a way to justify a strong maintenance capability. I submit that one approach is to speak of maintenance as an “investment in capacity.” Use the language that plant managers, controllers and senior management understands: capital investment and return on investment (ROI).
As many of us strive to improve the reliability of our plants, several comments bemoan how challenging that is to do in an era of continuous deep cost cutting. They say that in their operation, maintenance is seen as a cost, and is one of the first things to arbitrarily cut. Some think their operations have cut too far! What they seek is a way to justify a strong maintenance capability. I submit that one approach is to speak of maintenance as an “investment in capacity.” Use the language that plant managers, controllers and senior management understands: capital investment and return on investment (ROI).
"Listen: I’m a mechanic, not a clerk. Do you want me to do the work OR fill out these work orders? If I wasted all that time filling in those silly blanks on your paperwork I’d never get caught up! Besides, I don’t know why we need ‘em anyway. Let’s just do the work like we’ve always done.” Sound familiar? Maintenance work orders are often seen as an extra burden to the maintainers as well as those who are requesting the work to start with. “Paperwork. Needless paperwork. That’s all it really is anyway. I just want to call the mechanic and get this work done fast!” But without work order history, the maintenance organization is at risk and equipment problems will likely worsen.
"Listen: I’m a mechanic, not a clerk. Do you want me to do the work OR fill out these work orders? If I wasted all that time filling in those silly blanks on your paperwork I’d never get caught up! Besides, I don’t know why we need ‘em anyway. Let’s just do the work like we’ve always done.” Sound familiar? Maintenance work orders are often seen as an extra burden to the maintainers as well as those who are requesting the work to start with. “Paperwork. Needless paperwork. That’s all it really is anyway. I just want to call the mechanic and get this work done fast!” But without work order history, the maintenance organization is at risk and equipment problems will likely worsen.
The true translation — might it be proper to say a new and improved translation? — is being used today by Cervecería Cuauhtemoc Moctezuma, one of the largest brewers of beer in Latin America. Known throughout this company as Mantenimiento Alto Desempeño (MAD), or translated as High-Performance Maintenance, the concept of TPM is alive and well at the company's six plants in Mexico. Perhaps the best example is at CCM's brewery in Tecate, located a short drive from the U.S.-Mexico border on the Baja California peninsula.
The true translation — might it be proper to say a new and improved translation? — is being used today by Cervecería Cuauhtemoc Moctezuma, one of the largest brewers of beer in Latin America. Known throughout this company as Mantenimiento Alto Desempeño (MAD), or translated as High-Performance Maintenance, the concept of TPM is alive and well at the company's six plants in Mexico. Perhaps the best example is at CCM's brewery in Tecate, located a short drive from the U.S.-Mexico border on the Baja California peninsula.
A chaotic or traumatic event can happen to anyone at any time or place. Would you be ready if it happened to you? Anything that threatens your sense of safety and security either physically or mentally can be considered a traumatic event. How well you respond to and recover from such events primarily depends on your overall state of well-being. Let's look at ways to develop the Internal Resources and External Resources you need to put yourself in the best possible position to deal with chaotic events.
A chaotic or traumatic event can happen to anyone at any time or place. Would you be ready if it happened to you? Anything that threatens your sense of safety and security either physically or mentally can be considered a traumatic event. How well you respond to and recover from such events primarily depends on your overall state of well-being. Let's look at ways to develop the Internal Resources and External Resources you need to put yourself in the best possible position to deal with chaotic events.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
When a firm makes the decision to divest of a plant, management immediately begins to take actions to increase the perceived value of the asset. Just as an individual thoroughly cleans and details an automobile before putting it up for sale, plant owners want to make the plant look as good as possible to drive up the prospective buyer's perceived value of the plant or to cover "warts" that suitors might view as liabilities - a practice commonly referred to as "window dressing." Some of these window dressings can have an adverse impact on the reliability of the plant, thus reducing the plant's true value, which, unfortunately, won't be felt for months or years after you've bought the plant.
When a firm makes the decision to divest of a plant, management immediately begins to take actions to increase the perceived value of the asset. Just as an individual thoroughly cleans and details an automobile before putting it up for sale, plant owners want to make the plant look as good as possible to drive up the prospective buyer's perceived value of the plant or to cover "warts" that suitors might view as liabilities - a practice commonly referred to as "window dressing." Some of these window dressings can have an adverse impact on the reliability of the plant, thus reducing the plant's true value, which, unfortunately, won't be felt for months or years after you've bought the plant.
This column is likely to create a lot of reactions from the academia of reliability and maintenance management, and all comments are welcome. Reliability Centered Maintenance (RCM) has its place, but many times plants jump into training programs and attempt to implement RCM long before they are ready for it. This application makes RCM more of a trap, than a helpful tool to implement.
This column is likely to create a lot of reactions from the academia of reliability and maintenance management, and all comments are welcome. Reliability Centered Maintenance (RCM) has its place, but many times plants jump into training programs and attempt to implement RCM long before they are ready for it. This application makes RCM more of a trap, than a helpful tool to implement.
In August 2002 I spent a week in Japan at the chemical plant of an internationally renowned chemical manufacturer. While there I asked them about how they do their maintenance. They told me about their maintenance philosophy. And I want to pass on to you what I learnt about the Japanese way of doing maintenance on that trip.
In August 2002 I spent a week in Japan at the chemical plant of an internationally renowned chemical manufacturer. While there I asked them about how they do their maintenance. They told me about their maintenance philosophy. And I want to pass on to you what I learnt about the Japanese way of doing maintenance on that trip.
In my consulting and educating roles at Noria, I’m often asked what effective plant reliability management looks like. How does one recognize it when he or she sees it? While there are plenty of details, I’ve boiled it down to the following 12 dimensional elements.
In my consulting and educating roles at Noria, I’m often asked what effective plant reliability management looks like. How does one recognize it when he or she sees it? While there are plenty of details, I’ve boiled it down to the following 12 dimensional elements.
It’s not uncommon to see maintenance departments accept goals, concepts and projects just because we are told to or because it seems to be the norm for the company. We don’t always question the validity or logic when someone influential suggests a path forward. Plant maintenance professionals should know reliability best. When making reliability decisions, maintenance needs to speak up and not accept inefficient or incorrect decisions.
It’s not uncommon to see maintenance departments accept goals, concepts and projects just because we are told to or because it seems to be the norm for the company. We don’t always question the validity or logic when someone influential suggests a path forward. Plant maintenance professionals should know reliability best. When making reliability decisions, maintenance needs to speak up and not accept inefficient or incorrect decisions.
The cost of maintaining the status quo is enormous. The status quo affects each and every one of us every hour of every day, at work and at home. We have come to accept doing nothing as a safe and acceptable alternative. We even make it the default solution. Doing nothing is the management equivalent of a baby’s soother. It makes us feel safe and comfortable. But there is a cost to doing nothing.
The cost of maintaining the status quo is enormous. The status quo affects each and every one of us every hour of every day, at work and at home. We have come to accept doing nothing as a safe and acceptable alternative. We even make it the default solution. Doing nothing is the management equivalent of a baby’s soother. It makes us feel safe and comfortable. But there is a cost to doing nothing.
In May 1995, a company we will call ACME North America to protect its identity, began a focused effort to improve manufacturing performance at one of its major production facilities. Particular attention was given to improving plant reliability and its potential impact on increased uptime and lower maintenance costs.
In May 1995, a company we will call ACME North America to protect its identity, began a focused effort to improve manufacturing performance at one of its major production facilities. Particular attention was given to improving plant reliability and its potential impact on increased uptime and lower maintenance costs.
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
With today's limited internal resources, it's tough to transform machine maintenance from reactionary to preventive, and ultimately proactive, despite the obvious upsides in higher overall equipment efficiency (OEE), better process control and lower total cost. Outsourcing this requirement to a third-party specialist, however, is a cost-effective alternative, according to companies that have crunched the numbers.
With today's limited internal resources, it's tough to transform machine maintenance from reactionary to preventive, and ultimately proactive, despite the obvious upsides in higher overall equipment efficiency (OEE), better process control and lower total cost. Outsourcing this requirement to a third-party specialist, however, is a cost-effective alternative, according to companies that have crunched the numbers.
Results-oriented organizations focus first on the quality and volume of production throughput, followed closely by the cost to produce the required quality and volume. This approach will improve reliability performance, which will drive manufacturing costs down.
Results-oriented organizations focus first on the quality and volume of production throughput, followed closely by the cost to produce the required quality and volume. This approach will improve reliability performance, which will drive manufacturing costs down.
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
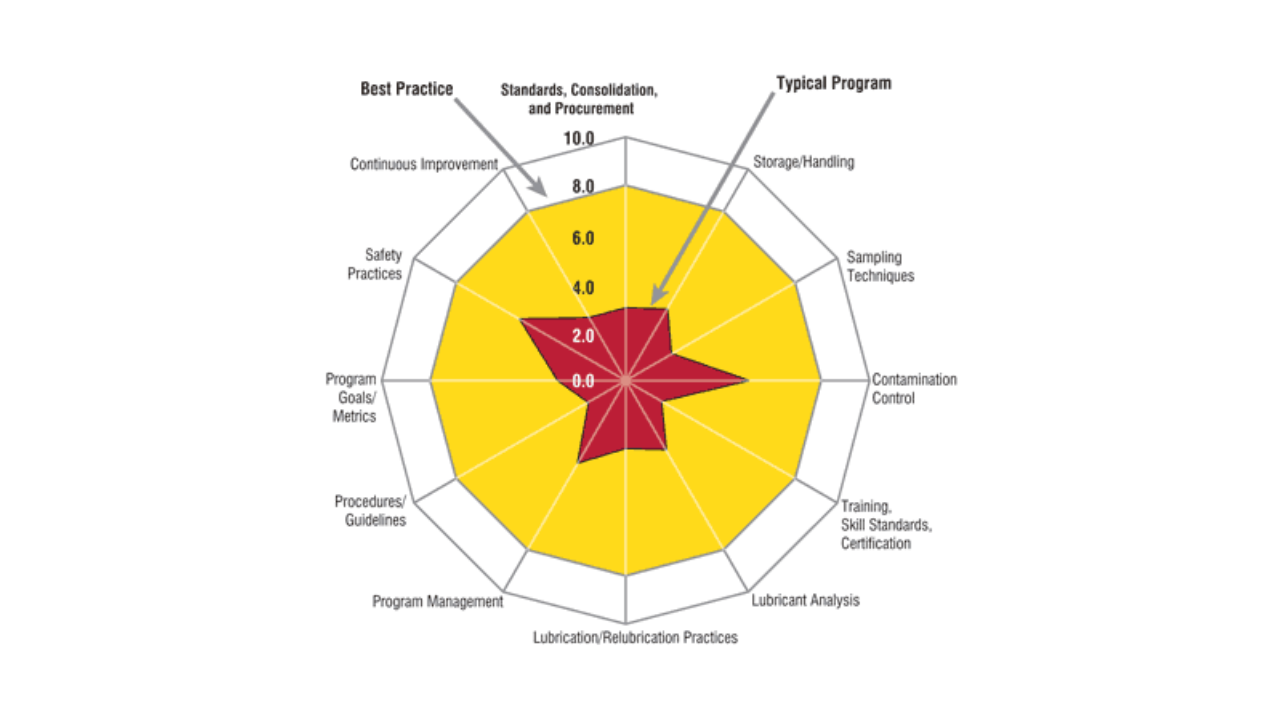
The concept of Best Practice is easy to describe and discuss – the more difficult part is determining your path towards reliability and maintenance Best Practice and more importantly, sustaining standards and developing a continuous improvement culture.
The concept of Best Practice is easy to describe and discuss – the more difficult part is determining your path towards reliability and maintenance Best Practice and more importantly, sustaining standards and developing a continuous improvement culture.
Christer Idhammar of IDCON INC presents the implementation steps you need to take if you want to be successful in improving reliability and maintenance, sustain that improvement, and continue to improve after that.
Christer Idhammar of IDCON INC presents the implementation steps you need to take if you want to be successful in improving reliability and maintenance, sustain that improvement, and continue to improve after that.
The current economic climate dictates that cost management is a critical activity for many companies and their managers. Maintenance is very often seen as an area where cost cutting targets can be easily and quickly achieved. Many maintenance managers take the view that this type of philosophy always ends up with increased costs in the future. This is not true in many cases. 15 years of analysis and review of maintenance programs by the author shows that most maintenance departments are more reactive than they should be and because of this, they over spend and underperform.
The current economic climate dictates that cost management is a critical activity for many companies and their managers. Maintenance is very often seen as an area where cost cutting targets can be easily and quickly achieved. Many maintenance managers take the view that this type of philosophy always ends up with increased costs in the future. This is not true in many cases. 15 years of analysis and review of maintenance programs by the author shows that most maintenance departments are more reactive than they should be and because of this, they over spend and underperform.
Corporations throughout the world are losing billions of dollars in wasted project spending, and this waste is being carefully hidden from management and investors. A new global research report shows that one of the biggest contributing factors is the lack of alignment of projects with corporate strategy.
Corporations throughout the world are losing billions of dollars in wasted project spending, and this waste is being carefully hidden from management and investors. A new global research report shows that one of the biggest contributing factors is the lack of alignment of projects with corporate strategy.
There are numerous issues influencing our economic engine-many real, many politic, and many mysterious. We could discuss capital formation problems, balance of trade politics, over-wary management, and so on. However, I want to focus on the part that professional development plays in this scenario. And more importantly-the role that professional development will play in the future performance of our economic engine.
There are numerous issues influencing our economic engine-many real, many politic, and many mysterious. We could discuss capital formation problems, balance of trade politics, over-wary management, and so on. However, I want to focus on the part that professional development plays in this scenario. And more importantly-the role that professional development will play in the future performance of our economic engine.
Baby Boomers are going to retire soon. There won’t be enough skilled labor to fill all the jobs. Employers aren’t prepared to handle the labor shortage. It goes on and on. So, is this workforce shortage thing for real? Well, YES! The numbers don’t lie. By 2012, the U.S. Department of Labor (DOL) estimates there will be 165 million jobs and only 162 million people available in the workforce.
Baby Boomers are going to retire soon. There won’t be enough skilled labor to fill all the jobs. Employers aren’t prepared to handle the labor shortage. It goes on and on. So, is this workforce shortage thing for real? Well, YES! The numbers don’t lie. By 2012, the U.S. Department of Labor (DOL) estimates there will be 165 million jobs and only 162 million people available in the workforce.
Oh "Overall Equipment Effectiveness", I've heard about that before! Unfortunately, in many facilities, that's all OEE (Overall Equipment Effectiveness) is to the personnel. Something they heard of, talked about or read about. Many maintenance departments today still do not effectively utilize the OEE tool even though it's widely used among the world class companies.
Oh "Overall Equipment Effectiveness", I've heard about that before! Unfortunately, in many facilities, that's all OEE (Overall Equipment Effectiveness) is to the personnel. Something they heard of, talked about or read about. Many maintenance departments today still do not effectively utilize the OEE tool even though it's widely used among the world class companies.
Novozymes North America, Franklinton, North Carolina, a company with Scandinavian roots and management style won the coveted North American Maintenance Excellence Award (NAME) 2000. A reporter (Michael Lippig) recently paid Owe Forsberg, Maintenance Manager, Novozymes North America, a visit to see how this came about.
Novozymes North America, Franklinton, North Carolina, a company with Scandinavian roots and management style won the coveted North American Maintenance Excellence Award (NAME) 2000. A reporter (Michael Lippig) recently paid Owe Forsberg, Maintenance Manager, Novozymes North America, a visit to see how this came about.
“Maintenance is a thankless job”, this is repeated by us every time and also sometimes, use it as a tool to be with the maintenance person. Many a times it's true. We don’t appreciate their efforts as we cannot get their direct results like the sales showing their numbers, production showing their targets achieved and crossed. The maintenance data is also recorded, tracked, presented and analysed, but it is viewed and understood only whenever the production or sales targets are missed due to some failure of the machine. In other words, we try to understand the maintenance data with negative approach and to understand its impact on the business loss.
“Maintenance is a thankless job”, this is repeated by us every time and also sometimes, use it as a tool to be with the maintenance person. Many a times it's true. We don’t appreciate their efforts as we cannot get their direct results like the sales showing their numbers, production showing their targets achieved and crossed. The maintenance data is also recorded, tracked, presented and analysed, but it is viewed and understood only whenever the production or sales targets are missed due to some failure of the machine. In other words, we try to understand the maintenance data with negative approach and to understand its impact on the business loss.
Reliability is not rocket science. It should be easy to achieve. Do things right the first time, from design, procurement, construction, installation, maintenance and operation, all the way through to decommissioning. Isn't this the goal of engineers? Still, in many cases we —industry in general—seem to struggle in achieving high reliability. One reason may be widespread inattention to Mechanical Quality Assurance (MQA).
Reliability is not rocket science. It should be easy to achieve. Do things right the first time, from design, procurement, construction, installation, maintenance and operation, all the way through to decommissioning. Isn't this the goal of engineers? Still, in many cases we —industry in general—seem to struggle in achieving high reliability. One reason may be widespread inattention to Mechanical Quality Assurance (MQA).
In most businesses, success is easily measured by looking at the bottom line; but what’s the bottom line in the maintenance business? To better understand how to evaluate maintenance business performance, it’s helpful to examine how businesses generate profits. Quite simply, businesses generate profits by providing goods and/or services at minimum cost and sold at a fair market price. Obviously, revenues generated from sales must exceed the costs. It is important to note that the customer determines the fair market price.
In most businesses, success is easily measured by looking at the bottom line; but what’s the bottom line in the maintenance business? To better understand how to evaluate maintenance business performance, it’s helpful to examine how businesses generate profits. Quite simply, businesses generate profits by providing goods and/or services at minimum cost and sold at a fair market price. Obviously, revenues generated from sales must exceed the costs. It is important to note that the customer determines the fair market price.
The maintenance impact on manufacturing results has traditionally been measured in terms of cost. As equipment reliability became a focus area in our industry, the strategic value of maintenance effectiveness became apparent to business leaders. For mill leaders, this brought the dilemma of balancing a need to reduce costs with an expectation that reliability must improve. From a total corporation view, wide disparity among site results establishes the need to lead and support change in maintenance performance. It is this kind of variability among sites that provides the opportunity to improve performance.
The maintenance impact on manufacturing results has traditionally been measured in terms of cost. As equipment reliability became a focus area in our industry, the strategic value of maintenance effectiveness became apparent to business leaders. For mill leaders, this brought the dilemma of balancing a need to reduce costs with an expectation that reliability must improve. From a total corporation view, wide disparity among site results establishes the need to lead and support change in maintenance performance. It is this kind of variability among sites that provides the opportunity to improve performance.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
This paper considers Product Service Systems as an emerging approach to creating a win-win situation for OEMs and their customers, and discusses maintenance outsourcing as a step towards applying this new concept. Two key elements in successful maintenance outsourcing are to understand the risks to the service providers in taking responsibility for their customers' maintenance activities, and understanding the value that is delivered to the customers by the maintenance service provider. The concept of 'value in use' will be introduced. as an improved decision criterion for maintenance outsourcing, and the need for a too/ to assess value-inuse will be explained.
This paper considers Product Service Systems as an emerging approach to creating a win-win situation for OEMs and their customers, and discusses maintenance outsourcing as a step towards applying this new concept. Two key elements in successful maintenance outsourcing are to understand the risks to the service providers in taking responsibility for their customers' maintenance activities, and understanding the value that is delivered to the customers by the maintenance service provider. The concept of 'value in use' will be introduced. as an improved decision criterion for maintenance outsourcing, and the need for a too/ to assess value-inuse will be explained.
The purpose of this article is to raise questions and challenge plant leadership on strategy, vision and execution of plant reliability and overall maintenance management. To start, we need to define reliability. Often times companies want to improve reliability but when you ask them to define reliability and how it's measured, it's unusual to get a comprehensive answer.
The purpose of this article is to raise questions and challenge plant leadership on strategy, vision and execution of plant reliability and overall maintenance management. To start, we need to define reliability. Often times companies want to improve reliability but when you ask them to define reliability and how it's measured, it's unusual to get a comprehensive answer.
There are many paradigms and legends surrounding maintenance management in plants. Often, the legends are known to be untrue, but people live with them because it is politically correct, or simply convenient. To be successful in improving equipment reliability and maintenance management, plants must break the legends that exist in their organizations. Some of the legends will be addressed in this article. You may find that these legends are uncomfortably close to describing how your plant operates.
There are many paradigms and legends surrounding maintenance management in plants. Often, the legends are known to be untrue, but people live with them because it is politically correct, or simply convenient. To be successful in improving equipment reliability and maintenance management, plants must break the legends that exist in their organizations. Some of the legends will be addressed in this article. You may find that these legends are uncomfortably close to describing how your plant operates.
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
It is often said that "what gets measured gets done". And getting things done, through people, is what management is all about. Measuring things that get done and the results of this effort is an essential part of successful management, but too much emphasis on measurements, or the wrong measurements may not be in your company's best interests.
It is often said that "what gets measured gets done". And getting things done, through people, is what management is all about. Measuring things that get done and the results of this effort is an essential part of successful management, but too much emphasis on measurements, or the wrong measurements may not be in your company's best interests.
A custom blueprint for streamlining internal processes, Lean has helped to increase production at many plants. Except, all too often, these plants don’t enjoy the maximum return on their investment. This is because managers often limit their Lean implementations to production-related processes. Such applications provide only a fraction of the benefit Lean is designed to offer and often deprive plants of achieving the true potential for growth and development.
A custom blueprint for streamlining internal processes, Lean has helped to increase production at many plants. Except, all too often, these plants don’t enjoy the maximum return on their investment. This is because managers often limit their Lean implementations to production-related processes. Such applications provide only a fraction of the benefit Lean is designed to offer and often deprive plants of achieving the true potential for growth and development.
Regardless of the nature of the manufacturing process you maintain, the subject of your maintenance budget has doubtless come up in recent days—probably over and over. That's because most organizations still view the maintenance department as a cost center, and when it's difficult to locate the bottom line, senior managers have a tendency to look behind the maintenance budget to find it.
Regardless of the nature of the manufacturing process you maintain, the subject of your maintenance budget has doubtless come up in recent days—probably over and over. That's because most organizations still view the maintenance department as a cost center, and when it's difficult to locate the bottom line, senior managers have a tendency to look behind the maintenance budget to find it.
Whether your company is large or small, whether you're hiring an entry-level employee or a top executive, any one of the following mistakes can result in a hiring disaster for your organization. Recent Kennedy Information audio conference speaker Lori Davila and her co-author Louise Kursmark offer 10 key points for reviewing your organization's hiring procedures and making adjustments where needed.
Whether your company is large or small, whether you're hiring an entry-level employee or a top executive, any one of the following mistakes can result in a hiring disaster for your organization. Recent Kennedy Information audio conference speaker Lori Davila and her co-author Louise Kursmark offer 10 key points for reviewing your organization's hiring procedures and making adjustments where needed.
When a forced layoff takes place in a unionized environment, the latest employees, in this case the apprentices were laid off; the plant had to lay off its future employees. Even sadder is that only four months after the lay offs the plant had to hire back many of the people they laid off. Many of them worked for a contractor who had contracted them to the plant after they were laid off! Soon this plant will start talking about a new improvement initiative and new management will wonder why it is so difficult to get people committed to improvement initiatives.
When a forced layoff takes place in a unionized environment, the latest employees, in this case the apprentices were laid off; the plant had to lay off its future employees. Even sadder is that only four months after the lay offs the plant had to hire back many of the people they laid off. Many of them worked for a contractor who had contracted them to the plant after they were laid off! Soon this plant will start talking about a new improvement initiative and new management will wonder why it is so difficult to get people committed to improvement initiatives.
With the increased globalization and with companies acting globally, the need for a common understanding of the indicators to measure maintenance and availability performance is increasing, and there is no doubt that this activity in a short period of time will be a part in a global standard for maintenance indicators. This is highlighted by the fact that COPIMAN (Technical Committee on Maintenance of the Pan American Federation of Engineering Societies) is joining the comparison effort.
With the increased globalization and with companies acting globally, the need for a common understanding of the indicators to measure maintenance and availability performance is increasing, and there is no doubt that this activity in a short period of time will be a part in a global standard for maintenance indicators. This is highlighted by the fact that COPIMAN (Technical Committee on Maintenance of the Pan American Federation of Engineering Societies) is joining the comparison effort.
You can develop, document, and preach your improvement plans as much as you want, but if those plans do not result in better front line maintenance performance, you have just wasted money and time. Maintenance managers cannot produce expected results without the help of others, especially the frontline. Those organizations that have experimented with autonomous teams lacking front line leadership often fail to deliver sustainable results. If you believe this statement is wrong, I am very interested in hearing back from you.
You can develop, document, and preach your improvement plans as much as you want, but if those plans do not result in better front line maintenance performance, you have just wasted money and time. Maintenance managers cannot produce expected results without the help of others, especially the frontline. Those organizations that have experimented with autonomous teams lacking front line leadership often fail to deliver sustainable results. If you believe this statement is wrong, I am very interested in hearing back from you.
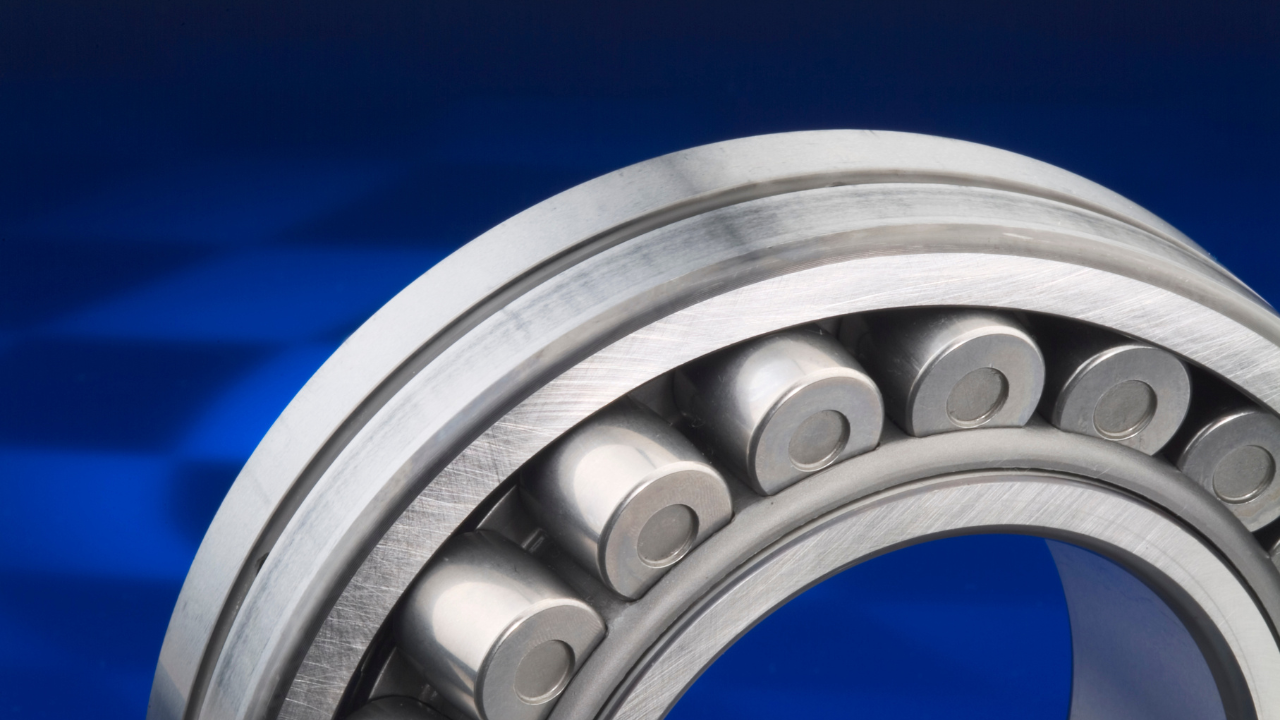
The goal of every lubrication program should be to ensure that all equipment receives and maintains the proper levels of lubrication such that no equipment fails due to inadequate or improper lubrication. In order for this to happen, we must follow the 5R's of lubrication - right lubricant, right condition, right location, right amount, right frequency.
The goal of every lubrication program should be to ensure that all equipment receives and maintains the proper levels of lubrication such that no equipment fails due to inadequate or improper lubrication. In order for this to happen, we must follow the 5R's of lubrication - right lubricant, right condition, right location, right amount, right frequency.
To compete in this adverse environment, companies switched mantras, from "do or die" to "do more with less or die." Every year, the bar of acceptable performance is raised. Employees are challenged to achieve these objectives with fewer resources. According to the U.S. Labor Department's Bureau of Labor Statistics, between 1981 and 1996, the total number of workers who lost jobs they held for three or more years because their plant or company closed or moved was nearly 18 million.
To compete in this adverse environment, companies switched mantras, from "do or die" to "do more with less or die." Every year, the bar of acceptable performance is raised. Employees are challenged to achieve these objectives with fewer resources. According to the U.S. Labor Department's Bureau of Labor Statistics, between 1981 and 1996, the total number of workers who lost jobs they held for three or more years because their plant or company closed or moved was nearly 18 million.
Virtually everyone has heard of and will express an opinion on outsourcing. There are clear global trends toward outsourcing and most are experiencing the joys in one form or another. In the maintenance world outsourcing extends from specialized services, contract labor and consigned spare parts all the way to a full, shared risk-reward, incentive-based partnership. There are many benefits in favor of outsourcing, but even with these benefits why would an operating company elect to form a maintenance partnership? What factors must be considered? What concerns? Most important - what are the results achieved and lessons learned after a full year of actual operation?
Virtually everyone has heard of and will express an opinion on outsourcing. There are clear global trends toward outsourcing and most are experiencing the joys in one form or another. In the maintenance world outsourcing extends from specialized services, contract labor and consigned spare parts all the way to a full, shared risk-reward, incentive-based partnership. There are many benefits in favor of outsourcing, but even with these benefits why would an operating company elect to form a maintenance partnership? What factors must be considered? What concerns? Most important - what are the results achieved and lessons learned after a full year of actual operation?
The "Program of the Month" phenomena. I feel that there is somewhat of a misunderstanding of this issue. Mindsets such as these are often attributed to the fact that management are not fully behind the concept, or a coping mechanism for a workforce that has reached a saturation point in terms of the continual changes that they need to endure. While there is, of course, some validity in these arguments the prime reason, the reason that proven programs fail is generally due to the lack of adequate communication.
The "Program of the Month" phenomena. I feel that there is somewhat of a misunderstanding of this issue. Mindsets such as these are often attributed to the fact that management are not fully behind the concept, or a coping mechanism for a workforce that has reached a saturation point in terms of the continual changes that they need to endure. While there is, of course, some validity in these arguments the prime reason, the reason that proven programs fail is generally due to the lack of adequate communication.
Many smaller companies feel maintenance management software is overkill for their organizations. Nothing could be further from the truth. In reality, even a one-person maintenance department can reap the benefits of maintenance management software. The same benefits realized by the maintenance crew in larger companies are there for smaller maintenance departments also.
Many smaller companies feel maintenance management software is overkill for their organizations. Nothing could be further from the truth. In reality, even a one-person maintenance department can reap the benefits of maintenance management software. The same benefits realized by the maintenance crew in larger companies are there for smaller maintenance departments also.
Information technologies (IT), in the context of this paper, include all computer systems and networks, plant automation systems such as distributed control systems and programmable logic controllers, design drawing databases, procedures databases, and diagnostic monitoring systems. The role of information technology is critical for maintenance optimization because it relies on the ability of the plant personnel to bring all data together in a coherent fashion for optimum analysis and decision-making.
Information technologies (IT), in the context of this paper, include all computer systems and networks, plant automation systems such as distributed control systems and programmable logic controllers, design drawing databases, procedures databases, and diagnostic monitoring systems. The role of information technology is critical for maintenance optimization because it relies on the ability of the plant personnel to bring all data together in a coherent fashion for optimum analysis and decision-making.
Besides being the central hub for maintenance, the storeroom also provides functions that are absolutely critical to the maintenance operation. These functions are so important that when the storeroom is operating in a best practices mode, the rest of the maintenance operation can excel – the storeroom is the enabler. Put another way, if the storeroom is run improperly (such as poor inventory accuracy, parts unavailable when needed due to poor replenishment and procurement practices, etc), the rest of the maintenance operation has no chance of achieving high service levels of equipment availability and reliability.
Besides being the central hub for maintenance, the storeroom also provides functions that are absolutely critical to the maintenance operation. These functions are so important that when the storeroom is operating in a best practices mode, the rest of the maintenance operation can excel – the storeroom is the enabler. Put another way, if the storeroom is run improperly (such as poor inventory accuracy, parts unavailable when needed due to poor replenishment and procurement practices, etc), the rest of the maintenance operation has no chance of achieving high service levels of equipment availability and reliability.
We now have the ability to automate many of our standard maintenance processes, analyse in detail various parts of our businesses, and the performance of our equipment. We are able to plan shutdowns, technical change projects and operational maintenance procedures down to a very fine level of detail. As maintenance management generally makes up around 40 - 50 % of operational budgets, the savings made possible from increased efficiency and reduction of waste are staggering.
We now have the ability to automate many of our standard maintenance processes, analyse in detail various parts of our businesses, and the performance of our equipment. We are able to plan shutdowns, technical change projects and operational maintenance procedures down to a very fine level of detail. As maintenance management generally makes up around 40 - 50 % of operational budgets, the savings made possible from increased efficiency and reduction of waste are staggering.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Training for users of a computerized maintenance management system (CMMS) is a multiple-phase process. There are three areas of training needs: basic training, application (CMMS) training, and internal training.
Training for users of a computerized maintenance management system (CMMS) is a multiple-phase process. There are three areas of training needs: basic training, application (CMMS) training, and internal training.
Trelleborg has developed a product, that can withstand a jet fire - the cause of the Piper Alpha disaster. The product is already in use on several platforms, primarily in the North Sea. To date, some NOK 7 million in development costs- has been invested annually. These costs are shared by the project sponsors, comprising the Norwegian government and a number of oil companies. Continued development is not expected to be as costly and will focus more on handling other derivatives, such as gas and oil, and possibly being able to offer a material in other colors for customers who wish to customize their equipment using their own color schemes.
Trelleborg has developed a product, that can withstand a jet fire - the cause of the Piper Alpha disaster. The product is already in use on several platforms, primarily in the North Sea. To date, some NOK 7 million in development costs- has been invested annually. These costs are shared by the project sponsors, comprising the Norwegian government and a number of oil companies. Continued development is not expected to be as costly and will focus more on handling other derivatives, such as gas and oil, and possibly being able to offer a material in other colors for customers who wish to customize their equipment using their own color schemes.
The effectiveness of maintenance can make the difference between success and insolvency, between limping by financially and organizational excellence. Many companies and organizations consider their computerized maintenance management system (CMMS) and processes as catalysts for achieving a competitive advantage. Yet, good intentions are only part of the recipe for success.
The effectiveness of maintenance can make the difference between success and insolvency, between limping by financially and organizational excellence. Many companies and organizations consider their computerized maintenance management system (CMMS) and processes as catalysts for achieving a competitive advantage. Yet, good intentions are only part of the recipe for success.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
Probably 80% of all testing. performed in electrical power systems is related to the verification of insulation quality. This Cadick Corporation Technical Bulletin briefly describes the fundamental concepts of insulation testing including – insulation behavior, types of tests, and some test procedures. For more detailed information, refer to the bibliography at the end of the paper.
Probably 80% of all testing. performed in electrical power systems is related to the verification of insulation quality. This Cadick Corporation Technical Bulletin briefly describes the fundamental concepts of insulation testing including – insulation behavior, types of tests, and some test procedures. For more detailed information, refer to the bibliography at the end of the paper.
Management today is never the same what was yesterday. And India, undoubtedly, has been one place that has witnessed radical changes in Management - be it Man Management, Money or Material Management. And it goes without saying that concept of "Lean" in all fields is the name of the game. Lean Organization, Reduced Vendor base, Shorter Production Cycle, Market Micro-segmentation and Skinned Distribution Points are all globally accepted jargons of the present day cost conscious world.
Management today is never the same what was yesterday. And India, undoubtedly, has been one place that has witnessed radical changes in Management - be it Man Management, Money or Material Management. And it goes without saying that concept of "Lean" in all fields is the name of the game. Lean Organization, Reduced Vendor base, Shorter Production Cycle, Market Micro-segmentation and Skinned Distribution Points are all globally accepted jargons of the present day cost conscious world.
Maintenance management is an around-the-clock challenge. Equipment failure can (and does) happen at inconvenient times–times when maintenance managers may be off-site and must rely on communication from technicians to convey problems and act efficiently. Mobile computerized maintenance management systems (CMMS) and applications provide live, synchronized status reports and other key features that can dramatically improve reaction time and efficiency.
Maintenance management is an around-the-clock challenge. Equipment failure can (and does) happen at inconvenient times–times when maintenance managers may be off-site and must rely on communication from technicians to convey problems and act efficiently. Mobile computerized maintenance management systems (CMMS) and applications provide live, synchronized status reports and other key features that can dramatically improve reaction time and efficiency.
Proper planning and control of spare parts inventory is a critical component of an effective asset management program. If the right parts are not on hand when needed for routine maintenance or repairs, downtime is prolonged. If too many parts are on hand, the enterprise absorbs excessive costs and the overhead of carrying the inventory.
Proper planning and control of spare parts inventory is a critical component of an effective asset management program. If the right parts are not on hand when needed for routine maintenance or repairs, downtime is prolonged. If too many parts are on hand, the enterprise absorbs excessive costs and the overhead of carrying the inventory.
The latest ARC Advisory Group study of the enterprise asset management (EAM/CMMS) software market profiles more than 80 maintenance application suppliers. This number of choices is enough to make any plant manager shudder. How can you pick the tool that is right for you? The tug-of-war between decision makers can make or break the success of an EAM/CMMS implementation. This article addresses the delicate balance of wants and needs, and how they apply in the application selection process.
The latest ARC Advisory Group study of the enterprise asset management (EAM/CMMS) software market profiles more than 80 maintenance application suppliers. This number of choices is enough to make any plant manager shudder. How can you pick the tool that is right for you? The tug-of-war between decision makers can make or break the success of an EAM/CMMS implementation. This article addresses the delicate balance of wants and needs, and how they apply in the application selection process.
Now that the best EAM/ CMMS application for your business has been selected, the deployment phase begins. But an EAM system is not a plug-and-play application. Will you miss out on some real operational savings? Will the data be clean enough to provide value in a production environment? Will processes be tailored to match the new system, or will they be optimized to improve business? Is the vendor knowledgeable about your specific industry or regulatory requirements?
Now that the best EAM/ CMMS application for your business has been selected, the deployment phase begins. But an EAM system is not a plug-and-play application. Will you miss out on some real operational savings? Will the data be clean enough to provide value in a production environment? Will processes be tailored to match the new system, or will they be optimized to improve business? Is the vendor knowledgeable about your specific industry or regulatory requirements?
Energy utilities require optimization of asset management as never before. Maintenance personnel bear the burden of sustaining reliability and availability and are personally in the spotlight the instant an interruption or failure occurs. Yet without the right resources and tools at their disposal, one can argue that it is not the staff but the focus on maintenance that is broken. This article addresses some of the challenges faced by utilities today and reasons to recalibrate your maintenance priorities.
Energy utilities require optimization of asset management as never before. Maintenance personnel bear the burden of sustaining reliability and availability and are personally in the spotlight the instant an interruption or failure occurs. Yet without the right resources and tools at their disposal, one can argue that it is not the staff but the focus on maintenance that is broken. This article addresses some of the challenges faced by utilities today and reasons to recalibrate your maintenance priorities.
A whopping 94.7 percent of plant maintenance managers feel they are not using their computerized maintenance management software system to its maximum capability, according to the results of a national CMMS survey conducted for Reliable Plant magazine by educator, consultant and author Kris Bagadia. “I knew that it was going to be a high percentage. I didn’t know it was going to be that high,” says Bagadia.
A whopping 94.7 percent of plant maintenance managers feel they are not using their computerized maintenance management software system to its maximum capability, according to the results of a national CMMS survey conducted for Reliable Plant magazine by educator, consultant and author Kris Bagadia. “I knew that it was going to be a high percentage. I didn’t know it was going to be that high,” says Bagadia.
What is a failure code? Quite simply, it is a code that illustrates why an asset failed or the reason that the asset failed. Codes can be a number which is cross referenced to a list of actual code descriptions or more conveniently a series of alphanumeric characters that are a logical abbreviation of their descriptions. However, with modern database technology and available disk space, the full descriptions are increasingly being used instead of alphanumeric codes.
What is a failure code? Quite simply, it is a code that illustrates why an asset failed or the reason that the asset failed. Codes can be a number which is cross referenced to a list of actual code descriptions or more conveniently a series of alphanumeric characters that are a logical abbreviation of their descriptions. However, with modern database technology and available disk space, the full descriptions are increasingly being used instead of alphanumeric codes.
The new general manager at Doe Run’s South-east Missouri Mining and Milling Division determined that inaccurate and incomplete maintenance data was a major contributing factor preventing effective management of maintenance costs. Management then decided to obtain the necessary knowledge and tools which would allow implementation and operation of an effective maintenance management program. The company chose to pilot a program at one of the mines, and depending on its success, the program would be expanded to other areas within the division.
The new general manager at Doe Run’s South-east Missouri Mining and Milling Division determined that inaccurate and incomplete maintenance data was a major contributing factor preventing effective management of maintenance costs. Management then decided to obtain the necessary knowledge and tools which would allow implementation and operation of an effective maintenance management program. The company chose to pilot a program at one of the mines, and depending on its success, the program would be expanded to other areas within the division.
An elephant is a large animal and it is doubtful anyone would want to eat one. But the old proverb, with a little twist, has a similar paradox to implementing a computerized maintenance management system (CMMS). Not developing the proper steps to implementation may lead a company to failure.
An elephant is a large animal and it is doubtful anyone would want to eat one. But the old proverb, with a little twist, has a similar paradox to implementing a computerized maintenance management system (CMMS). Not developing the proper steps to implementation may lead a company to failure.
Most, if not all, companies use CMMS systems to oversee their maintenance activities. From home-grown systems to complete ERP systems, leveraging technology allows companies to more efficiently and effectively manage their maintenance, repair and operations activities. So as a core maintenance function, surely routine, lubrication-related preventive and predictive activities such as regreasing motor bearings, taking oil samples, and executing oil top-offs and inspections belong in the CMMS system like any other maintenance task, right?
Most, if not all, companies use CMMS systems to oversee their maintenance activities. From home-grown systems to complete ERP systems, leveraging technology allows companies to more efficiently and effectively manage their maintenance, repair and operations activities. So as a core maintenance function, surely routine, lubrication-related preventive and predictive activities such as regreasing motor bearings, taking oil samples, and executing oil top-offs and inspections belong in the CMMS system like any other maintenance task, right?
In this year literally billions of dollars will be spent, in many different countries, on implementing CMMS and enterprise level systems. Some corporations, such as RIO TINTO and BHP, have attempted to circumvent a lot of this cost by developing implementation templates for use across their global operations.
In this year literally billions of dollars will be spent, in many different countries, on implementing CMMS and enterprise level systems. Some corporations, such as RIO TINTO and BHP, have attempted to circumvent a lot of this cost by developing implementation templates for use across their global operations.
Defining the real need for new software and staying focused is tricky. There are so many variables along the way to a good software implementation that falling off the track is easy. There has to be a central theme to guide the decisions that will be made during the process. Simple steps early in the project keep decisions simple when times get tough.
Defining the real need for new software and staying focused is tricky. There are so many variables along the way to a good software implementation that falling off the track is easy. There has to be a central theme to guide the decisions that will be made during the process. Simple steps early in the project keep decisions simple when times get tough.
This call to action is being driven by reductions in resources, increased desire to maximize capacity utilization, the need to optimize operational performance, and the need to ensure that we are in compliance with company goals, targets and corporate responsibilities. We are being asked to do more with less. Data management is an essential element of the solution to this challenge.
This call to action is being driven by reductions in resources, increased desire to maximize capacity utilization, the need to optimize operational performance, and the need to ensure that we are in compliance with company goals, targets and corporate responsibilities. We are being asked to do more with less. Data management is an essential element of the solution to this challenge.
Good Computerized Maintenance Management Software (CMMS) that schedules preventive maintenance work orders on your equipment is an integral component of any efficient maintenance department. Preventive and scheduled maintenance, efficiently scheduled, will not only reduce your maintenance costs, but will minimize emergency repairs and downtime, resulting in an increase in overall profitability.
Good Computerized Maintenance Management Software (CMMS) that schedules preventive maintenance work orders on your equipment is an integral component of any efficient maintenance department. Preventive and scheduled maintenance, efficiently scheduled, will not only reduce your maintenance costs, but will minimize emergency repairs and downtime, resulting in an increase in overall profitability.
Industry pacesetters use real-time equipment data to prioritize and optimize their maintenance resources. The process is straightforward in concept: use real-time data to determine the equipment health, but only inform the Computerized Maintenance Management System (CMMS) when maintenance is actually necessary. From there, the CMMS automatically produces the work order and uses the workflow that is already familiar to all maintenance personnel.
Industry pacesetters use real-time equipment data to prioritize and optimize their maintenance resources. The process is straightforward in concept: use real-time data to determine the equipment health, but only inform the Computerized Maintenance Management System (CMMS) when maintenance is actually necessary. From there, the CMMS automatically produces the work order and uses the workflow that is already familiar to all maintenance personnel.
Maintaining an interactive collaborative partnership with inter- and intra-departmental groups and outside groups is essential if a maintenance department is to be successful in delivering asset reliability and availability at a level suitable to achieve production throughput and quality targets. To achieve this, a maintenance department must understand the difference between "what it manages" and "what it controls."
Maintaining an interactive collaborative partnership with inter- and intra-departmental groups and outside groups is essential if a maintenance department is to be successful in delivering asset reliability and availability at a level suitable to achieve production throughput and quality targets. To achieve this, a maintenance department must understand the difference between "what it manages" and "what it controls."
CMMS systems, as we have come to know them, come basically from two distinct families. These are ERP systems such as SAP, JDE and the PRONTO system and EAM systems such as Epac, MIMS and a plethora of other systems. When most maintenance practitioners refer to CMMS systems they are in reality talking about EAM systems.
CMMS systems, as we have come to know them, come basically from two distinct families. These are ERP systems such as SAP, JDE and the PRONTO system and EAM systems such as Epac, MIMS and a plethora of other systems. When most maintenance practitioners refer to CMMS systems they are in reality talking about EAM systems.
To manufacture products on such a large scale means stocking a lot of equipment to maintain the operation. Fort Saskatchewan plant in Alberta, Canada, Roy Lura, process leader, estimated an inventory of more than 15,000 pieces of equipment. Until recently, however, there was no way to adequately track the items. With the help of a barcode-driven tracking system, this has changed.
To manufacture products on such a large scale means stocking a lot of equipment to maintain the operation. Fort Saskatchewan plant in Alberta, Canada, Roy Lura, process leader, estimated an inventory of more than 15,000 pieces of equipment. Until recently, however, there was no way to adequately track the items. With the help of a barcode-driven tracking system, this has changed.
For most companies, gone are the days when users were forced to conform to a rigid framework dictated by the CMMS vendor and strictly controlled by the Information Systems department. Users today enjoy freedom to customise the content, look and feel of their CMMS environment on a variety of devices, from handhelds to desktops. With modern computers and software, users are overwhelmed with choices.
For most companies, gone are the days when users were forced to conform to a rigid framework dictated by the CMMS vendor and strictly controlled by the Information Systems department. Users today enjoy freedom to customise the content, look and feel of their CMMS environment on a variety of devices, from handhelds to desktops. With modern computers and software, users are overwhelmed with choices.
This paper presents an overview of an integrated process for system maintenance, fault diagnosis and support. The solution is based on Qualtech System, Inc.’s (QSI’s) TEAMS toolset for integrated diagnostics and involves several key innovations. As a showcase of the integrated solution, QSI, along with Antech Systems and Carnegie Mellon University (CMU), have recently completed a research project for the Information Technology Branch at the Naval Air Warfare Center–Aircraft Division (NAWC-AD) in St. Inigoes, MD. The entire system, termed ADAPTS (Adaptive Diagnostic And Personalized Technical Support), provides a comprehensive solution to integrated maintenance and training.
This paper presents an overview of an integrated process for system maintenance, fault diagnosis and support. The solution is based on Qualtech System, Inc.’s (QSI’s) TEAMS toolset for integrated diagnostics and involves several key innovations. As a showcase of the integrated solution, QSI, along with Antech Systems and Carnegie Mellon University (CMU), have recently completed a research project for the Information Technology Branch at the Naval Air Warfare Center–Aircraft Division (NAWC-AD) in St. Inigoes, MD. The entire system, termed ADAPTS (Adaptive Diagnostic And Personalized Technical Support), provides a comprehensive solution to integrated maintenance and training.
Much has been written in the past about the implementation of maintenance software (CMMS systems). This article takes a slightly different approach in that it attempts to explain some of the pitfalls associated with first time implementation in SME's. It suggests a "try before you buy" approach, which stages the maintenance software implementation to reduce both risk and cost. Tales of failed implementations abound and failure rates of 40% to 80% are commonly quoted. Real statistics are hard to come by but the following data is both relevant and current.
Much has been written in the past about the implementation of maintenance software (CMMS systems). This article takes a slightly different approach in that it attempts to explain some of the pitfalls associated with first time implementation in SME's. It suggests a "try before you buy" approach, which stages the maintenance software implementation to reduce both risk and cost. Tales of failed implementations abound and failure rates of 40% to 80% are commonly quoted. Real statistics are hard to come by but the following data is both relevant and current.
Even when a company has both the will and the money to spend, it is difficult to know where to start when considering the implementation of maintenance management systems. Probably the majority of smaller companies are still at this stage, which effectively means the majority of maintenance people. The prospect of developing suitable maintenance control strategies and policies from a standing start is daunting. There are many questions such as how much will it cost, where will the resources come from and how will we cope?
Even when a company has both the will and the money to spend, it is difficult to know where to start when considering the implementation of maintenance management systems. Probably the majority of smaller companies are still at this stage, which effectively means the majority of maintenance people. The prospect of developing suitable maintenance control strategies and policies from a standing start is daunting. There are many questions such as how much will it cost, where will the resources come from and how will we cope?
In Total Productive Maintenance small group activities are interwoven in each other. Autonomous maintenance is one of the most important pillars of TPM. Autonomous maintenance aims to educate the participants in the concepts and philosophy of autonomous maintenance and to give m opportunity to develop their skills and confidence. Read the learn why implementing TPM to improve OEE was recommended to the plant in question.
In Total Productive Maintenance small group activities are interwoven in each other. Autonomous maintenance is one of the most important pillars of TPM. Autonomous maintenance aims to educate the participants in the concepts and philosophy of autonomous maintenance and to give m opportunity to develop their skills and confidence. Read the learn why implementing TPM to improve OEE was recommended to the plant in question.
Supervisors make things happen on the shop floor and are the primary salesperson for new changes that will affect the front-line workers. Effective shop floor management is essential to the success of any corporation. Communication makes shop floor management effective and fluid. If all of the levels communicate on a normal basis changes will happen more efficiently and effectively. The main point to remember is that the supervisor is the first line in the training of tomorrow’s shop floor leaders.
Supervisors make things happen on the shop floor and are the primary salesperson for new changes that will affect the front-line workers. Effective shop floor management is essential to the success of any corporation. Communication makes shop floor management effective and fluid. If all of the levels communicate on a normal basis changes will happen more efficiently and effectively. The main point to remember is that the supervisor is the first line in the training of tomorrow’s shop floor leaders.
Corrective Maintenance Task. Generation is best performed by the. same personnel who perform corrective maintenance. The normal. technician’s time schedule does not. allow the time to document tasks in. detail. Some companies rely on the maintenance supervisor to document. and implement new preventative and corrective maintenance tasks.
Corrective Maintenance Task. Generation is best performed by the. same personnel who perform corrective maintenance. The normal. technician’s time schedule does not. allow the time to document tasks in. detail. Some companies rely on the maintenance supervisor to document. and implement new preventative and corrective maintenance tasks.
Companies often ask if maintenance planning and scheduling will work if they have a decentralized maintenance organization. Yes, it will. In fact, they need planning and scheduling just as much as a centralized shop. Let's review why.
Companies often ask if maintenance planning and scheduling will work if they have a decentralized maintenance organization. Yes, it will. In fact, they need planning and scheduling just as much as a centralized shop. Let's review why.
Reliability Centered Maintenance is a step-by-step instructional tool for how to analyze a system's failure modes and define how to prevent or find those failures early. RCM become a very detailed study of things we already know, you will often hear the justification "it's to make sure we don't miss anything." If you are considering implementing a reliability centered maintenance program, you. should be aware of the problems you may run into.
Reliability Centered Maintenance is a step-by-step instructional tool for how to analyze a system's failure modes and define how to prevent or find those failures early. RCM become a very detailed study of things we already know, you will often hear the justification "it's to make sure we don't miss anything." If you are considering implementing a reliability centered maintenance program, you. should be aware of the problems you may run into.
Why us, why now? In years past, the engineer, manager or superintendent was responsible for improvement ideas. Maintenance people were "hands" hired to do what they were told. Today, organizations are lean and mean; we need the capabilities of all maintainers. The downsizing craze, however, has left everyone in a managerial role with too many tasks and too little time. There's no one left to cut costs!
Why us, why now? In years past, the engineer, manager or superintendent was responsible for improvement ideas. Maintenance people were "hands" hired to do what they were told. Today, organizations are lean and mean; we need the capabilities of all maintainers. The downsizing craze, however, has left everyone in a managerial role with too many tasks and too little time. There's no one left to cut costs!
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
Contrary to popular opinion, a centrifugal pump is not designed to develop one head at a single capacity as requested by the pump purchaser. In fact a pump is designed and produced to supply a whole range of head-capacity conditions as identified on it’s performance curve. The pump will operate on that curve if it is driven at the particular speed for which the curve is drawn.
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Let's suppose that we have recorded the time when each failure of a repairable subsystem has happened during a season. The arrangement of these failures (black points in Figure 1) along the time axis is called a stochastical realization of failure events.
Let's suppose that we have recorded the time when each failure of a repairable subsystem has happened during a season. The arrangement of these failures (black points in Figure 1) along the time axis is called a stochastical realization of failure events.
The component importance measure is an index of how much or how little an individual component contributes to the overall system reliability. It is useful to obtain the reliability importance measure or value of each component in the system prior to investing resources toward improving specific components. This is done to determine where to focus resources in order to achieve the most benefit from the improvement effort.
The component importance measure is an index of how much or how little an individual component contributes to the overall system reliability. It is useful to obtain the reliability importance measure or value of each component in the system prior to investing resources toward improving specific components. This is done to determine where to focus resources in order to achieve the most benefit from the improvement effort.
When selecting pressure measurement transmitters, the first stage is whether to opt for a transducer or a transmitter. Although the terms are often confused, there are several differences between transducer and transmitter devices. A transducer creates a low-level electronic signal in response to changes in applied or differential pressure. As with transmitters, transducers feature an internal sensor that converts the applied force into an electrical signal, from which the measurement is derived.
When selecting pressure measurement transmitters, the first stage is whether to opt for a transducer or a transmitter. Although the terms are often confused, there are several differences between transducer and transmitter devices. A transducer creates a low-level electronic signal in response to changes in applied or differential pressure. As with transmitters, transducers feature an internal sensor that converts the applied force into an electrical signal, from which the measurement is derived.
This article has several related themes. The main purpose is to give an overview of the engineering education process, relating theory to practical application. As part of this overview, I express gratitude to the scientists, mathematicians, and engineers who have guided my own education. This education is the foundation of my engineering career, as my experiences demonstrate.
This article has several related themes. The main purpose is to give an overview of the engineering education process, relating theory to practical application. As part of this overview, I express gratitude to the scientists, mathematicians, and engineers who have guided my own education. This education is the foundation of my engineering career, as my experiences demonstrate.
Digital measurement technology certainly has taken the test industry forward, mostly with giant strides. The exact opposite may be true, however, when it is applied to testing for aging-related failure modes such as intermittency or no fault found (NFF). Digital abstraction devices, perfect for parametric testing, rarely synchronize to real-time, randomly occurring, anomalous, or intermittent age-related failure events. This shortcoming is especially acute when large numbers of circuit nodes require testing.
Digital measurement technology certainly has taken the test industry forward, mostly with giant strides. The exact opposite may be true, however, when it is applied to testing for aging-related failure modes such as intermittency or no fault found (NFF). Digital abstraction devices, perfect for parametric testing, rarely synchronize to real-time, randomly occurring, anomalous, or intermittent age-related failure events. This shortcoming is especially acute when large numbers of circuit nodes require testing.
For the foreseeable future, the “job of the future” will exist in a world that wrestles with issues of outsourcing, offshore design and manufacturing, and generally uncertain employment prospects. Among the job seekers, aspiring engineers need to develop effective ways of finding and keeping employment in this murky environment.
For the foreseeable future, the “job of the future” will exist in a world that wrestles with issues of outsourcing, offshore design and manufacturing, and generally uncertain employment prospects. Among the job seekers, aspiring engineers need to develop effective ways of finding and keeping employment in this murky environment.
When the time comes to specify replacements for mechanical power transmission couplings, it's human nature to take the easy path...simply find something similar (if not identical) to the coupling that failed, maybe apply a few oversizing fudge factors just to be conservative. Too often, however, this practice only invites a repeat failure...or more costly system damage.
When the time comes to specify replacements for mechanical power transmission couplings, it's human nature to take the easy path...simply find something similar (if not identical) to the coupling that failed, maybe apply a few oversizing fudge factors just to be conservative. Too often, however, this practice only invites a repeat failure...or more costly system damage.
The force acting on a general purpose relay is near the fulcrum of the arm. With a force guided relay, the force acting on the relay is about as close to the contact point as one can reasonably get.
The force acting on a general purpose relay is near the fulcrum of the arm. With a force guided relay, the force acting on the relay is about as close to the contact point as one can reasonably get.
The moral: Even when you think you have found the best solution, put the problem aside and then ponder it again. A fresh look may lead to an even better solution. As for the integral desuperheater, it is too elegant a solution to go to waste. Perhaps you may have a use for it.
The moral: Even when you think you have found the best solution, put the problem aside and then ponder it again. A fresh look may lead to an even better solution. As for the integral desuperheater, it is too elegant a solution to go to waste. Perhaps you may have a use for it.
Most efforts to decrease the frequency and severity of injuries to miners have stressed miner training and work procedures, improved work environments and safety and environmental control equipment, improved personal protective equipment, improved equipment control and display design, enhanced lighting and visibility-related research, and organizational issues. However, the industry has paid much less attention to the design of the mining machine itself with respect to maintenance cost or safety for the maintainer.
Most efforts to decrease the frequency and severity of injuries to miners have stressed miner training and work procedures, improved work environments and safety and environmental control equipment, improved personal protective equipment, improved equipment control and display design, enhanced lighting and visibility-related research, and organizational issues. However, the industry has paid much less attention to the design of the mining machine itself with respect to maintenance cost or safety for the maintainer.
The following is a Maintainability Design Checklist for coal mining equipment. The purpose of the checklist is to provide a summary of design review points for the maintainability assessment of new or existing underground equipment. It specifically focuses on the identification of equipment design features, tasks, or procedures that impact equipment downtime, repair costs, labor hours and maintainer skill level requirements.
The following is a Maintainability Design Checklist for coal mining equipment. The purpose of the checklist is to provide a summary of design review points for the maintainability assessment of new or existing underground equipment. It specifically focuses on the identification of equipment design features, tasks, or procedures that impact equipment downtime, repair costs, labor hours and maintainer skill level requirements.
A team of technical experts will make a thorough review of the building and its operating history. Led by a professional engineer or architect, they will review the original construction plans and specifications, if they are available. Then they will develop a specific reoccurring maintenance program, as well as a cost estimate, for each of the building's systems and load it on their computers.
A team of technical experts will make a thorough review of the building and its operating history. Led by a professional engineer or architect, they will review the original construction plans and specifications, if they are available. Then they will develop a specific reoccurring maintenance program, as well as a cost estimate, for each of the building's systems and load it on their computers.
Paul Maier, project manager of the NYSERDA study, states that "Pump sandblasting and coating should be a required step of any pump. refurbishment program." MCWA has also included interior pump coatings as a requirement in its new pump specifications. The goal is that. requiring coatings on the inside of. new pumps will eliminate, or significantly delay, the seemingly inevitable decline in pump performance and efficiency from internal corrosion and tuberculation buildup inside unlined pumps.
Paul Maier, project manager of the NYSERDA study, states that "Pump sandblasting and coating should be a required step of any pump. refurbishment program." MCWA has also included interior pump coatings as a requirement in its new pump specifications. The goal is that. requiring coatings on the inside of. new pumps will eliminate, or significantly delay, the seemingly inevitable decline in pump performance and efficiency from internal corrosion and tuberculation buildup inside unlined pumps.
It's important to find out if material flows are present or not throughout a bulk-processing facility; material cost savings and increased plant efficiency can offset an investment in monitoring. Most bulk solids processors can do this using low-cost acoustic emission-monitoring technology.
It's important to find out if material flows are present or not throughout a bulk-processing facility; material cost savings and increased plant efficiency can offset an investment in monitoring. Most bulk solids processors can do this using low-cost acoustic emission-monitoring technology.
In this paper we are concerned with design and innovation in the context of long-term service driven engineering projects. The cases reveal a number of ways in which new organisational arrangements have emerged from attempts to deal with these difficulties and also some of the mechanisms that have helped companies to identify the design implications of future maintenance requirements.
In this paper we are concerned with design and innovation in the context of long-term service driven engineering projects. The cases reveal a number of ways in which new organisational arrangements have emerged from attempts to deal with these difficulties and also some of the mechanisms that have helped companies to identify the design implications of future maintenance requirements.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
When maintenance is allowed to interact with the plant and production Original Equipment Manufacturer (OEM), a prosperous relationship for both parties will often ensue. This OEM partnership results in first-hand information for maintenance to set up its maintenance approach, and valuable operational and design feedback for the OEM. There are seven main circumstances in which maintenance will interact or communicate with an OEM and form an OEM partnership.
When maintenance is allowed to interact with the plant and production Original Equipment Manufacturer (OEM), a prosperous relationship for both parties will often ensue. This OEM partnership results in first-hand information for maintenance to set up its maintenance approach, and valuable operational and design feedback for the OEM. There are seven main circumstances in which maintenance will interact or communicate with an OEM and form an OEM partnership.
Carbon Graphite is probably the best seal face you can use in most of your water and chemical applications. Its corrosion resistance and natural lubricity provides two of the features we need in a good seal face material. The question sometimes comes up about how to insert the carbon into the mechanical seal. Should it be captured into some type of a metal holder or would you be better off using a "monolithic" or solid version?
Carbon Graphite is probably the best seal face you can use in most of your water and chemical applications. Its corrosion resistance and natural lubricity provides two of the features we need in a good seal face material. The question sometimes comes up about how to insert the carbon into the mechanical seal. Should it be captured into some type of a metal holder or would you be better off using a "monolithic" or solid version?
The most common question asked by seal salesmen is "what are you sealing?" This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of. The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
The most common question asked by seal salesmen is "what are you sealing?" This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of. The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
Sizing electric motors correctly for hydraulic power units can save a sizable amount of money over the life of the equipment. If system pressure and flow are constant, motor sizing simply boils down to the standard equation: hp = QP / 1714EM
Sizing electric motors correctly for hydraulic power units can save a sizable amount of money over the life of the equipment. If system pressure and flow are constant, motor sizing simply boils down to the standard equation: hp = QP / 1714EM
The cost per kWhr, the "cost of producing electricity", is the cost of the energy which is taken out of the steam by the turbine generator system and converted into electricity. The following paper discusses calculation methods for determining this cost -- a critical step in the process of evaluating cogeneration feasibility.
The cost per kWhr, the "cost of producing electricity", is the cost of the energy which is taken out of the steam by the turbine generator system and converted into electricity. The following paper discusses calculation methods for determining this cost -- a critical step in the process of evaluating cogeneration feasibility.
The power industry’s operating and maintenance practices were held up to intense regulator and public scrutiny when on November 6, 2007, a Massachusetts power plant’s steam-generating boiler exploded and three men died. The Department of Public Safety’s Incident Report investigation determined that the primary cause of the Dominion Energy New England’s Salem Harbor Generating Station Unit 3 explosion was extensive corrosion of boiler tubes
The power industry’s operating and maintenance practices were held up to intense regulator and public scrutiny when on November 6, 2007, a Massachusetts power plant’s steam-generating boiler exploded and three men died. The Department of Public Safety’s Incident Report investigation determined that the primary cause of the Dominion Energy New England’s Salem Harbor Generating Station Unit 3 explosion was extensive corrosion of boiler tubes
I was asked recently to give a second opinion on the cause of failure of an axial piston pump. The hydraulic pump had failed after a short period in service and my client had pursued a warranty claim with the manufacturer. The manufacturer rejected the warranty claim on the basis that the failure had been caused by contamination of the hydraulic fluid. The foundation for this assessment was scoring damage to the valve plate.
I was asked recently to give a second opinion on the cause of failure of an axial piston pump. The hydraulic pump had failed after a short period in service and my client had pursued a warranty claim with the manufacturer. The manufacturer rejected the warranty claim on the basis that the failure had been caused by contamination of the hydraulic fluid. The foundation for this assessment was scoring damage to the valve plate.
Root Cause Analysis has the potential of CHANGING people, IF the leader of the investigation knows of this potential. Far from “just another problem-solving exercise,”the root cause analysis should SLOW PEOPLE DOWN to the extent that they can see the truth of the incident under inquiry, WHATEVER THE TRUTH MIGHT BE. This paper focuses on two parts of our human nature which are large obstacles to root cause discovery, i.e., our unwillingness to slow down, and our unwillingness to let go of certain basic assumptions about life. Warning: This paper is designed to challenge the way you think about Root Cause Analysis.
Root Cause Analysis has the potential of CHANGING people, IF the leader of the investigation knows of this potential. Far from “just another problem-solving exercise,”the root cause analysis should SLOW PEOPLE DOWN to the extent that they can see the truth of the incident under inquiry, WHATEVER THE TRUTH MIGHT BE. This paper focuses on two parts of our human nature which are large obstacles to root cause discovery, i.e., our unwillingness to slow down, and our unwillingness to let go of certain basic assumptions about life. Warning: This paper is designed to challenge the way you think about Root Cause Analysis.
You have four opportunities to trouble shoot centrifugal pumps and each opportunity can offer you a clue as to what is wrong with the pump. Let's take a look at each of these conditions:
You have four opportunities to trouble shoot centrifugal pumps and each opportunity can offer you a clue as to what is wrong with the pump. Let's take a look at each of these conditions:
A fault tree is constructed starting with the final failure and progressively tracing each cause that led to the previous cause. This continues till the trail can be traced back no further. Each result of a cause must clearly flow from its predecessor (the one before it). If it is clear that a step is missing between causes it is added in and evidence looked for to support its presence. Below is a sample fault tree for the moral story of the kingdom lost because of a missing horseshoe nail.
A fault tree is constructed starting with the final failure and progressively tracing each cause that led to the previous cause. This continues till the trail can be traced back no further. Each result of a cause must clearly flow from its predecessor (the one before it). If it is clear that a step is missing between causes it is added in and evidence looked for to support its presence. Below is a sample fault tree for the moral story of the kingdom lost because of a missing horseshoe nail.
A laptop computer with PLC programming, communication, and operating programs is a necessary tool in today’s modern plant. Engineers, production supervisors, maintenance supervisors, maintenance technicians, electricians, instrument technicians, and maintenance mechanics all need to have PLC and computer knowledge, training and skills in troubleshooting.
A laptop computer with PLC programming, communication, and operating programs is a necessary tool in today’s modern plant. Engineers, production supervisors, maintenance supervisors, maintenance technicians, electricians, instrument technicians, and maintenance mechanics all need to have PLC and computer knowledge, training and skills in troubleshooting.
One of the most rewarding aspects of working as an electrician is taking such compelling evidence as “appears to be developing a problem,” determining what is actually going on, and making a sound decision on the correct course of action. Successfully troubleshooting a complex piece of equipment gives a technician a tremendous sense of satisfaction. Having an effective troubleshooting plan and following it can help obtain this feeling of satisfaction.
One of the most rewarding aspects of working as an electrician is taking such compelling evidence as “appears to be developing a problem,” determining what is actually going on, and making a sound decision on the correct course of action. Successfully troubleshooting a complex piece of equipment gives a technician a tremendous sense of satisfaction. Having an effective troubleshooting plan and following it can help obtain this feeling of satisfaction.
Examples of failure analysis are almost everywhere. Reduced wear and failure of machine components are a common occurrence, whether it is a minor maintenance failure or a disaster of national significance, anyone can learn from analyzing mistakes.
Examples of failure analysis are almost everywhere. Reduced wear and failure of machine components are a common occurrence, whether it is a minor maintenance failure or a disaster of national significance, anyone can learn from analyzing mistakes.
What Causes Fatigue Failure? Metal fatigue is caused by repeated cycling of the load. It is a progressive localized damage due to fluctuating stresses and strains on the material. Metal fatigue cracks initiate and propagate in regions where the strain is most severe. The process of fatigue consists of three stages.
What Causes Fatigue Failure? Metal fatigue is caused by repeated cycling of the load. It is a progressive localized damage due to fluctuating stresses and strains on the material. Metal fatigue cracks initiate and propagate in regions where the strain is most severe. The process of fatigue consists of three stages.
The paper deals with the method of gearbox diagnostics fault detection, and shows that using: design, production technology, operational, change of condition (DPTOCC) factors analysis leads to the inference of gearbox diagnostic information. In the paper is a review of the current possibilities for using mathematical modeling and computer simulation for investigating the dynamic properties of gearbox systems. Computer simulation of dynamic behavior of gearboxes is a powerful tool for supporting gearbox diagnostic inference.
The paper deals with the method of gearbox diagnostics fault detection, and shows that using: design, production technology, operational, change of condition (DPTOCC) factors analysis leads to the inference of gearbox diagnostic information. In the paper is a review of the current possibilities for using mathematical modeling and computer simulation for investigating the dynamic properties of gearbox systems. Computer simulation of dynamic behavior of gearboxes is a powerful tool for supporting gearbox diagnostic inference.
Root Cause Analysis (RCA) is rapidly becoming another one of those “flavour of the month” TLAs (Three Letter Acronyms). Like all TLAs, it is easy to get carried away with the hype surrounding the approach. Inevitably, then, the reality doesn’t live up to the expectations created by the hype. But nevertheless, the appropriate application of Root Cause Analysis techniques can yield significant organisational and individual benefits. This paper discusses some of the practical issues surrounding the implementation of Root Cause Analysis processes within organisations, and in doing so, attempts to give some guidance to those wishing to obtain success from their Root Cause Analysis program.
Root Cause Analysis (RCA) is rapidly becoming another one of those “flavour of the month” TLAs (Three Letter Acronyms). Like all TLAs, it is easy to get carried away with the hype surrounding the approach. Inevitably, then, the reality doesn’t live up to the expectations created by the hype. But nevertheless, the appropriate application of Root Cause Analysis techniques can yield significant organisational and individual benefits. This paper discusses some of the practical issues surrounding the implementation of Root Cause Analysis processes within organisations, and in doing so, attempts to give some guidance to those wishing to obtain success from their Root Cause Analysis program.
There are many types of RCA tools available to organizations, including 5 Why?, Fault Tree Analysis, Interrelation Diagrams, Ishikawa Diagrams (Fishbone, Cause and Effect) and many others. A great example is the 5 Why? method: starting with the incident itself, an RCA team would continue asking “Why did this happen?” until they arrive at the root cause. Refer to the following example:
There are many types of RCA tools available to organizations, including 5 Why?, Fault Tree Analysis, Interrelation Diagrams, Ishikawa Diagrams (Fishbone, Cause and Effect) and many others. A great example is the 5 Why? method: starting with the incident itself, an RCA team would continue asking “Why did this happen?” until they arrive at the root cause. Refer to the following example:
This paper outlines the key factors that you should consider when establishing a Maintenance Change program in your organization. In doing so, it provides a framework which you can apply to increase the chances of success in your change efforts. The paper draws heavily on Price Waterhouse experience in implementing Maintenance change at many major organizations throughout WA, as well as our international experience in implementing change as articulated in our book "Better Change."
This paper outlines the key factors that you should consider when establishing a Maintenance Change program in your organization. In doing so, it provides a framework which you can apply to increase the chances of success in your change efforts. The paper draws heavily on Price Waterhouse experience in implementing Maintenance change at many major organizations throughout WA, as well as our international experience in implementing change as articulated in our book "Better Change."
The Maintenance Scorecard is the first book to seriously tackle the issue of aligning asset management with other areas of corporate activity. This is a particularly relevant topic given the growing importance of the area as a source of strategic advantages and as a centre for risk management.
The Maintenance Scorecard is the first book to seriously tackle the issue of aligning asset management with other areas of corporate activity. This is a particularly relevant topic given the growing importance of the area as a source of strategic advantages and as a centre for risk management.
Planned maintenance is a maintenance concept developed over a span of time, and is made up of numerous functions, all designed to compliment each other. Planned maintenance, then, is a maintenance program designed to improve the effectiveness of maintenance through the use of systematic methods and plans. The primary objective of the maintenance effort is to keep equipment functioning in a safe and efficient manner. This allows production to meet production targets with minimum operating cost.
Planned maintenance is a maintenance concept developed over a span of time, and is made up of numerous functions, all designed to compliment each other. Planned maintenance, then, is a maintenance program designed to improve the effectiveness of maintenance through the use of systematic methods and plans. The primary objective of the maintenance effort is to keep equipment functioning in a safe and efficient manner. This allows production to meet production targets with minimum operating cost.
Industry experts have for many years pointed to the low productivity levels in maintenance departments of most companies around the world. They cite anywhere from 30% to 50% as an average for “wrench time,” the productive time technicians spend actually repairing or replacing equipment, as opposed to walking to the job, receiving instructions, waiting for parts and other productive or non-productive activities. Do you know the average wrench time for your maintenance department and how it compares to others within and outside your industry?
Industry experts have for many years pointed to the low productivity levels in maintenance departments of most companies around the world. They cite anywhere from 30% to 50% as an average for “wrench time,” the productive time technicians spend actually repairing or replacing equipment, as opposed to walking to the job, receiving instructions, waiting for parts and other productive or non-productive activities. Do you know the average wrench time for your maintenance department and how it compares to others within and outside your industry?
Too many organisations neglect the benefits of a clearly defined prioritisation system. Even when they realise the importance the focus is invariably at a department or functional level. I have seen organisations where there are up to three or more prioritisation systems. None of which are inter-related. Along with work order classification, failure coding and integration with business processes, this is one of the key determinants of a maintenance systems future operation.
Too many organisations neglect the benefits of a clearly defined prioritisation system. Even when they realise the importance the focus is invariably at a department or functional level. I have seen organisations where there are up to three or more prioritisation systems. None of which are inter-related. Along with work order classification, failure coding and integration with business processes, this is one of the key determinants of a maintenance systems future operation.
All of the work of backlog management, planning and priority targeted capacity scheduling are focussed on efficient execution. To ensure that the tasks that need to be done, as per the true requirements of the plant, are done in a timely manner with as little waste of human and material resources as is possible.
All of the work of backlog management, planning and priority targeted capacity scheduling are focussed on efficient execution. To ensure that the tasks that need to be done, as per the true requirements of the plant, are done in a timely manner with as little waste of human and material resources as is possible.
As a result of recent audits and reviews of various medium to large-scale industry. I have found the following to be a general observation regarding systems of work. As technology for maintenance has moved forward there has been an increasing demand on the time of the maintenance-planning department. All are key to progressing the maintenance delivery systems towards world-class status. Organisations may use various positions to analyse this function.
As a result of recent audits and reviews of various medium to large-scale industry. I have found the following to be a general observation regarding systems of work. As technology for maintenance has moved forward there has been an increasing demand on the time of the maintenance-planning department. All are key to progressing the maintenance delivery systems towards world-class status. Organisations may use various positions to analyse this function.
There is only one reason to support a planned maintenance program. Planned maintenance increases profits! The primary objective for any business is to produce profits for the owner. Profit oriented goals apply to an elderly couple operating a corner grocery store, as well as to large corporations. Even maintenance consulting firms have to operate at a profit.
There is only one reason to support a planned maintenance program. Planned maintenance increases profits! The primary objective for any business is to produce profits for the owner. Profit oriented goals apply to an elderly couple operating a corner grocery store, as well as to large corporations. Even maintenance consulting firms have to operate at a profit.
Wrench time is a measure of crafts personnel at work, using tools, in front of jobs. Wrench time does not include obtaining parts, tools or instructions, or the travel associated with those tasks. It does not include traveling to or from Obviously, it does not include break time. These non-wrench time tasks are often necessary to get work done, but are not "wrench time." The craftsperson is in a delay situation. We should also ask ourselves whether the crafts personnel perform tasks efficiently while they are on tools in front of jobs. This is a legitimate question, but not answered by wrench time. Nonetheless, if we increase the time employees are "on the job," we should get more work done.
Wrench time is a measure of crafts personnel at work, using tools, in front of jobs. Wrench time does not include obtaining parts, tools or instructions, or the travel associated with those tasks. It does not include traveling to or from Obviously, it does not include break time. These non-wrench time tasks are often necessary to get work done, but are not "wrench time." The craftsperson is in a delay situation. We should also ask ourselves whether the crafts personnel perform tasks efficiently while they are on tools in front of jobs. This is a legitimate question, but not answered by wrench time. Nonetheless, if we increase the time employees are "on the job," we should get more work done.
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."
Priority, as defined in the Franklin Dictionary, means "coming before in time, order, or importance." When prioritizing maintenance work, one must consider its importance to the entire company in question. My experience shows that, in the real world of most maintenance departments, you can classify priorities in two groups: Emotional priorities and real priorities.
Priority, as defined in the Franklin Dictionary, means "coming before in time, order, or importance." When prioritizing maintenance work, one must consider its importance to the entire company in question. My experience shows that, in the real world of most maintenance departments, you can classify priorities in two groups: Emotional priorities and real priorities.
Effective shutdown management is critical to the operation of mills, for without well-planned and executed shutdowns, equipment reliability suffers, and the mill pays the price in poor quality and lost production. Becoming proficient at managing shutdowns is a way to reduce overall downtime costs so that shutdowns themselves do not consume the savings they are capable of generating.
Effective shutdown management is critical to the operation of mills, for without well-planned and executed shutdowns, equipment reliability suffers, and the mill pays the price in poor quality and lost production. Becoming proficient at managing shutdowns is a way to reduce overall downtime costs so that shutdowns themselves do not consume the savings they are capable of generating.
It’s common knowledge that increasing the share of planned maintenance over the time spent on breakdowns should be a top priority for forward-thinking maintenance organizations. The financial benefits of that strategy, however, may not be readily apparent.
It’s common knowledge that increasing the share of planned maintenance over the time spent on breakdowns should be a top priority for forward-thinking maintenance organizations. The financial benefits of that strategy, however, may not be readily apparent.
A few weeks ago, someone asked me, “How many hours should a planner plan for each week?” This is a great question, but I can only give a touchy-feely answer. A strict numerical approach to productivity might miss the point of why planners exist (to promote crew productivity). I want the planner to keep the unplanned backlog under control by adjusting the time spent on the level of detail put into each job plan.
A few weeks ago, someone asked me, “How many hours should a planner plan for each week?” This is a great question, but I can only give a touchy-feely answer. A strict numerical approach to productivity might miss the point of why planners exist (to promote crew productivity). I want the planner to keep the unplanned backlog under control by adjusting the time spent on the level of detail put into each job plan.
Many who work in mine and site maintenance will probably tell you that chaos not only reigns but has moved in and set up shop. This is not for a lack of planning in maintenance because in fact, it's quite to the contrary as many mining operations have entire departments dedicated to maintenance planning. The problem in many instances is that the effort that goes into creating those plans is not matched by the support required to make them effective.
Many who work in mine and site maintenance will probably tell you that chaos not only reigns but has moved in and set up shop. This is not for a lack of planning in maintenance because in fact, it's quite to the contrary as many mining operations have entire departments dedicated to maintenance planning. The problem in many instances is that the effort that goes into creating those plans is not matched by the support required to make them effective.
Organizations should have a clear work description of what a planner’s role is. The role may vary between organizations, mainly due to plant size. Some organizations have combined planners/supervisors. Some have dedicated planners for shutdowns/turnarounds. Many have people with a planner’s title, but no planning. So, how do we figure out a planner’s role?
Organizations should have a clear work description of what a planner’s role is. The role may vary between organizations, mainly due to plant size. Some organizations have combined planners/supervisors. Some have dedicated planners for shutdowns/turnarounds. Many have people with a planner’s title, but no planning. So, how do we figure out a planner’s role?
Underground mining operations, similar to many industrial enterprises, have long recognized the potential benefits of maintenance planning. However, underground mining operations’ efforts to implement maintenance planning have generally met with little success. One finds that after an initial period of enthusiastic support implemented systems and procedures fall to disuse. Most companies, upon the collapse of their maintenance planning, convince themselves that underground mining is so "unique" that to accurately plan, schedule and measure maintenance work is impractical.
Underground mining operations, similar to many industrial enterprises, have long recognized the potential benefits of maintenance planning. However, underground mining operations’ efforts to implement maintenance planning have generally met with little success. One finds that after an initial period of enthusiastic support implemented systems and procedures fall to disuse. Most companies, upon the collapse of their maintenance planning, convince themselves that underground mining is so "unique" that to accurately plan, schedule and measure maintenance work is impractical.
To actually realize potential increases in profits, maintenance must be taken a step further through planning and scheduling. In addition to identifying potential failures, we must also focus our resources to correct them before the failure occurs. With decreasing workforces and increasing responsibilities of those left at the facility, the efficiency of our resources easily becomes a second priority.
To actually realize potential increases in profits, maintenance must be taken a step further through planning and scheduling. In addition to identifying potential failures, we must also focus our resources to correct them before the failure occurs. With decreasing workforces and increasing responsibilities of those left at the facility, the efficiency of our resources easily becomes a second priority.
The maintenance department is one of the greatest levers of profitability that any capital intensive organisation has. An average of 40 - 50% of a capital intensive industries operating budget is consumed by maintenance expenditure. During the past twenty years the advances in technology available to the maintenance department to manage its processes has delivered the situation where it is within the reach of all maintenance operations to achieve a world class level of maintenance delivery.
The maintenance department is one of the greatest levers of profitability that any capital intensive organisation has. An average of 40 - 50% of a capital intensive industries operating budget is consumed by maintenance expenditure. During the past twenty years the advances in technology available to the maintenance department to manage its processes has delivered the situation where it is within the reach of all maintenance operations to achieve a world class level of maintenance delivery.
While working this April in Holland, I saw a plant utilizing a marvelous Dutch phrase: "Ja, maar", which means "Yes, but ..." Seeing it first-hand helps me understand a principle of successful planning. Many plants can't implement successful planning because they assign the planners many worthwhile activities that are not planning. "Yes, planning is supposed to really help us, but we need the planner to do this other thing that really helps us." Ja, maar.
While working this April in Holland, I saw a plant utilizing a marvelous Dutch phrase: "Ja, maar", which means "Yes, but ..." Seeing it first-hand helps me understand a principle of successful planning. Many plants can't implement successful planning because they assign the planners many worthwhile activities that are not planning. "Yes, planning is supposed to really help us, but we need the planner to do this other thing that really helps us." Ja, maar.
Estimating lays the foundation for planning, scheduling, and management of business critical projects. It is also critical for budgeting, bidding and contracting. Achieving consistent, quality estimates is critical to business success. However, many companies lack systems and procedures to ensure consistency in estimating across the enterprise and easily define, benchmark, and refine corporate estimating standards. The potential long term benefits of instituting an effective solution to this problem are enormous.
Estimating lays the foundation for planning, scheduling, and management of business critical projects. It is also critical for budgeting, bidding and contracting. Achieving consistent, quality estimates is critical to business success. However, many companies lack systems and procedures to ensure consistency in estimating across the enterprise and easily define, benchmark, and refine corporate estimating standards. The potential long term benefits of instituting an effective solution to this problem are enormous.
Many organizations spend too much time searching for—and starting implementation of—new reliability and maintenance concepts, and very little time on implementation and improvements of what they just started. Let me give some examples of my own observations as they relate to the statement above. Some time ago I met with a group of supervisors, planners, and craftspeople—the front line of maintenance—in a mill.
Many organizations spend too much time searching for—and starting implementation of—new reliability and maintenance concepts, and very little time on implementation and improvements of what they just started. Let me give some examples of my own observations as they relate to the statement above. Some time ago I met with a group of supervisors, planners, and craftspeople—the front line of maintenance—in a mill.
Scheduled shutdowns, however, can provide unique opportunities to a maintenance department not normally available during standard operation or even during short shutdown periods. Lost capacity can be restored to an overtaxed facility during an extended shutdown. Major equipment overhauls can be performed to help prevent future unscheduled shutdowns. Government mandated inspections and repairs can be accomplished during a shutdown, bringing a plant into better compliance.
Scheduled shutdowns, however, can provide unique opportunities to a maintenance department not normally available during standard operation or even during short shutdown periods. Lost capacity can be restored to an overtaxed facility during an extended shutdown. Major equipment overhauls can be performed to help prevent future unscheduled shutdowns. Government mandated inspections and repairs can be accomplished during a shutdown, bringing a plant into better compliance.
Cutting costs has become a high priority, due to the recent economic conditions. Maintenance shutdowns are a major part of the annual budget at most mills, and are usually a target for cost reduction. Maintenance shutdown costs can be reduced by 30-50 percent from historical levels, with start up after the outage occurring smoothly and predictably. Using simple and effective shutdown management techniques can result in such improvements, creating savings equal to several weeks of additional production each year. This can be done without sacrificing any work, or canceling any scheduled downtime.
Cutting costs has become a high priority, due to the recent economic conditions. Maintenance shutdowns are a major part of the annual budget at most mills, and are usually a target for cost reduction. Maintenance shutdown costs can be reduced by 30-50 percent from historical levels, with start up after the outage occurring smoothly and predictably. Using simple and effective shutdown management techniques can result in such improvements, creating savings equal to several weeks of additional production each year. This can be done without sacrificing any work, or canceling any scheduled downtime.
From the very start, the implementation of a computerized maintenance management system (CMMS) is a long and arduous process. One of the largest concerns is how to effectively get the correct data into the system in the first place, and then, how to get useful information out. The better and more consistently recording of repair activities is done, the greater potential for yielding greater and more specific information about an operation.
From the very start, the implementation of a computerized maintenance management system (CMMS) is a long and arduous process. One of the largest concerns is how to effectively get the correct data into the system in the first place, and then, how to get useful information out. The better and more consistently recording of repair activities is done, the greater potential for yielding greater and more specific information about an operation.
Few tools are as useful to managing the maintenance workload and effectiveness as the Maintenance Backlog. In many companies today management of the maintenance backlog has been neglected. As a result they are generally drowning in their own data. A poorly managed system has a dramatic effect on the entire delivery of maintenance services.
Few tools are as useful to managing the maintenance workload and effectiveness as the Maintenance Backlog. In many companies today management of the maintenance backlog has been neglected. As a result they are generally drowning in their own data. A poorly managed system has a dramatic effect on the entire delivery of maintenance services.
Planners struggle too much over developing an accurate estimate for each job. Many managers expect planners to develop perfect time estimates. They may even grade technicians and planners on actual field performance vs. the estimates. As a result, planners agonize over the estimates to the point where they don’t get all the jobs planned; even the ones planned still aren’t “accurate.”
Planners struggle too much over developing an accurate estimate for each job. Many managers expect planners to develop perfect time estimates. They may even grade technicians and planners on actual field performance vs. the estimates. As a result, planners agonize over the estimates to the point where they don’t get all the jobs planned; even the ones planned still aren’t “accurate.”
Hidden from view in a typical coal-fired power plant is a battle that never ends. Coal attacks steel and alloy components when the fuel is transported about the plant. Predictably, over time, the abrasive nature of coal will prevail against any metal surface because metal will eventually erode. The only opportunity for metal surfaces to have a fighting chance is to advance the secret weapon: ceramics.
Hidden from view in a typical coal-fired power plant is a battle that never ends. Coal attacks steel and alloy components when the fuel is transported about the plant. Predictably, over time, the abrasive nature of coal will prevail against any metal surface because metal will eventually erode. The only opportunity for metal surfaces to have a fighting chance is to advance the secret weapon: ceramics.
In its simplest form, vibration can be considered to be the oscillation or repetitive motion of an object around an equilibrium position. The equilibrium position is the position the object will attain when the force acting on it is zero. This type of vibration is called "whole body motion", meaning that all parts of the body are moving together in the same direction at any point in time.
In its simplest form, vibration can be considered to be the oscillation or repetitive motion of an object around an equilibrium position. The equilibrium position is the position the object will attain when the force acting on it is zero. This type of vibration is called "whole body motion", meaning that all parts of the body are moving together in the same direction at any point in time.
As the infrared industry continues to develop, documentation will become more important and required. Infrared video recording and data logging creates a database, making the thermographer and the end user accountable for all items surveyed, thereby reducing the liability and improving the quality for both the end user and infrared thermographer.
As the infrared industry continues to develop, documentation will become more important and required. Infrared video recording and data logging creates a database, making the thermographer and the end user accountable for all items surveyed, thereby reducing the liability and improving the quality for both the end user and infrared thermographer.
During Academy of Infrared Training courses, we see many students who have purchased an infrared camera that is not suited for their intended use. These students have put their trust in a camera salesperson, and, many times, that salesperson was solely interested making a sale. Later, these students are disappointed to find out that the camera is not truly suited for their application. This article aims to help the camera buyer understand what basic camera specifications mean, and also help them determine what type of camera and options are suitable for their application. If you note your answers to questions throughout this article, by the end you should have a custom list of applicable specifications and options.
During Academy of Infrared Training courses, we see many students who have purchased an infrared camera that is not suited for their intended use. These students have put their trust in a camera salesperson, and, many times, that salesperson was solely interested making a sale. Later, these students are disappointed to find out that the camera is not truly suited for their application. This article aims to help the camera buyer understand what basic camera specifications mean, and also help them determine what type of camera and options are suitable for their application. If you note your answers to questions throughout this article, by the end you should have a custom list of applicable specifications and options.
A number of changes are occurring in the Condition Based Maintenance (CBM) market and in the realm of communications, Internet and database technologies that are resulting in the adoption of Internet based monitoring programs. The following paper will describe the technologies involved as well as the current market climate that is driving this change. This paper will focus on vibration analysis in particular, however, the forces involved are just as applicable to other CBM technologies and Maintenance planning packages.
A number of changes are occurring in the Condition Based Maintenance (CBM) market and in the realm of communications, Internet and database technologies that are resulting in the adoption of Internet based monitoring programs. The following paper will describe the technologies involved as well as the current market climate that is driving this change. This paper will focus on vibration analysis in particular, however, the forces involved are just as applicable to other CBM technologies and Maintenance planning packages.
Industry spends millions of dollars each year on improved filtration technology in an attempt to reduce particle contamination, with some of the more advanced companies reducing failure rates by up to 90 percent simply by controlling fluid cleanliness. However, in some industries and environments, water is a far more insidious contaminant than solid particles. Water contamination is often overlooked as the primary cause of component failure.
Industry spends millions of dollars each year on improved filtration technology in an attempt to reduce particle contamination, with some of the more advanced companies reducing failure rates by up to 90 percent simply by controlling fluid cleanliness. However, in some industries and environments, water is a far more insidious contaminant than solid particles. Water contamination is often overlooked as the primary cause of component failure.
The purpose of this paper is to introduce condition monitoring and reliability engineers to the principles of using ultrasound for the assessment of machine condition. Ultrasound can be a complimentary technology to vibration, thermography and lubrication monitoring. It must be emphasized that it is rarely successful as a stand alone technology for effective machine condition assessment and subsequent required maintenance planning. This paper concentrates on the use of airborne ultrasound as a complementary technique particularly for machinery that may be inaccessible due to guards or hazardous locations.
The purpose of this paper is to introduce condition monitoring and reliability engineers to the principles of using ultrasound for the assessment of machine condition. Ultrasound can be a complimentary technology to vibration, thermography and lubrication monitoring. It must be emphasized that it is rarely successful as a stand alone technology for effective machine condition assessment and subsequent required maintenance planning. This paper concentrates on the use of airborne ultrasound as a complementary technique particularly for machinery that may be inaccessible due to guards or hazardous locations.
There are three major types of tools for finding bearing defects using vibration techniques. Which of the tools should you chose for inspections of bearings? The best solution is often a combination of two or three of the tools, but it depends very much on how much rotating equipment you have in your plant, the criticality of that equipment, the speed of your rotating equipment, and how perceptive your organization is to training. A short description of the three techniques follows.
There are three major types of tools for finding bearing defects using vibration techniques. Which of the tools should you chose for inspections of bearings? The best solution is often a combination of two or three of the tools, but it depends very much on how much rotating equipment you have in your plant, the criticality of that equipment, the speed of your rotating equipment, and how perceptive your organization is to training. A short description of the three techniques follows.
At the installation of a new 150 gal/min centrifugal pump driven by a 125 HP motor, high vibration levels were found immediately upon first start. After several days of alignment checks, pump teardowns, bearing inspections, motor uncoupled runs and vendor technical support, no solution was found. The plant maintenance manager asked the company's vibration analyst to take readings to troubleshoot the problem. After measuring extremely high vibration levels, resonance was suspected and was found at the motor support structure due to inadequate mounting design for the new installation.
At the installation of a new 150 gal/min centrifugal pump driven by a 125 HP motor, high vibration levels were found immediately upon first start. After several days of alignment checks, pump teardowns, bearing inspections, motor uncoupled runs and vendor technical support, no solution was found. The plant maintenance manager asked the company's vibration analyst to take readings to troubleshoot the problem. After measuring extremely high vibration levels, resonance was suspected and was found at the motor support structure due to inadequate mounting design for the new installation.
Ultrasonic leak detection has been used for a variety of applications ranging from energy reduction by locating compressed air leaks to quality assurance inspections such as locating wind noise and water leaks in automobiles. The secret to success is to understand the nature of what type of leak produces a detectible ultrasound and what does not, along with the techniques that can be used for effective leak identification.
Ultrasonic leak detection has been used for a variety of applications ranging from energy reduction by locating compressed air leaks to quality assurance inspections such as locating wind noise and water leaks in automobiles. The secret to success is to understand the nature of what type of leak produces a detectible ultrasound and what does not, along with the techniques that can be used for effective leak identification.
There is another, often overlooked, type of preventive maintenance inspection which can not be scheduled at regular intervals. These inspections can and should be done in conjunction with corrective maintenance. Corrective maintenance is defined as maintenance work which involves the repair or replacement of components which have failed or broken down.
There is another, often overlooked, type of preventive maintenance inspection which can not be scheduled at regular intervals. These inspections can and should be done in conjunction with corrective maintenance. Corrective maintenance is defined as maintenance work which involves the repair or replacement of components which have failed or broken down.
Why Balance? All rotating components experience significant quality and performance improvements if balanced. Balancing is the process of minimizing vibration, noise and bearing wear of rotating bodies. It is accomplished by reducing the centrifugal forces by aligning the principal inertia axis with the geometric axis of rotation through the adding or removing of material. In order to understand the basics of balancing it is necessary to define the following fundamental terms.
Why Balance? All rotating components experience significant quality and performance improvements if balanced. Balancing is the process of minimizing vibration, noise and bearing wear of rotating bodies. It is accomplished by reducing the centrifugal forces by aligning the principal inertia axis with the geometric axis of rotation through the adding or removing of material. In order to understand the basics of balancing it is necessary to define the following fundamental terms.
Machine conditions change from the time the machine is off line to when it is running under normal operating conditions. Some of these changes are due to process forces (e.g., fluid pressures, airflow, etc.). The most notable of these changes is the change in the temperature of the machine bearings and supports. This is called the machine's thermal growth.
Machine conditions change from the time the machine is off line to when it is running under normal operating conditions. Some of these changes are due to process forces (e.g., fluid pressures, airflow, etc.). The most notable of these changes is the change in the temperature of the machine bearings and supports. This is called the machine's thermal growth.
Ultrasonic technology (UT) has become widely accepted for the detection of leaks in both pressurized and nonpressurized systems. Most compressor service companies and several manufacturers own some type of ultrasonic sensor for pinpointing leaks. It is easy to cost-justify the purchase of an ultrasonic sensor based upon the high cost of energy loss due to leaks. However, there is another application for ultrasound that consumers, nondestructive testing (NDT) organizations, and even developers and manufacturers of ultrasonic sensors are often not aware of or overlook. UT can be used as a means to detect early wear of components such as bearings and gears due to lack of lubrication or overlubrication.
Ultrasonic technology (UT) has become widely accepted for the detection of leaks in both pressurized and nonpressurized systems. Most compressor service companies and several manufacturers own some type of ultrasonic sensor for pinpointing leaks. It is easy to cost-justify the purchase of an ultrasonic sensor based upon the high cost of energy loss due to leaks. However, there is another application for ultrasound that consumers, nondestructive testing (NDT) organizations, and even developers and manufacturers of ultrasonic sensors are often not aware of or overlook. UT can be used as a means to detect early wear of components such as bearings and gears due to lack of lubrication or overlubrication.
Begin by not reading this editorial. Most "old school" lube programs like to hold to the status quo. Editorials like this one threaten their comfort zone. After all, change takes guts . . . it takes imagination . . . it takes commitment. Who's got the time (and courage) for that?
Begin by not reading this editorial. Most "old school" lube programs like to hold to the status quo. Editorials like this one threaten their comfort zone. After all, change takes guts . . . it takes imagination . . . it takes commitment. Who's got the time (and courage) for that?
The article is intended to provide a few tips for blower maintenance to plant maintenance professionals in reducing the downtime and increasing the reliability of blowers. Generally the apparent reasons for blower failure are: Failure of Bearings and High Vibrations
The article is intended to provide a few tips for blower maintenance to plant maintenance professionals in reducing the downtime and increasing the reliability of blowers. Generally the apparent reasons for blower failure are: Failure of Bearings and High Vibrations
Using lubrication and oil analysis to enhance machine reliability is really too simple. Behind the appearances of complexity and vale of high science are the most basic of concepts. We can try to make it difficult, but why? With the right tools and a generous amount of training, a seemingly challenging task can be transformed into something almost mundane, but still powerful.
Using lubrication and oil analysis to enhance machine reliability is really too simple. Behind the appearances of complexity and vale of high science are the most basic of concepts. We can try to make it difficult, but why? With the right tools and a generous amount of training, a seemingly challenging task can be transformed into something almost mundane, but still powerful.
Misalignment is probably the most common cause of machinery malfunction. Considering the importance of alignment, the vibration spectra of alignment is not well documented. Various authors have reported different spectra. The goal of this research was to determine the unique vibration signature for misalignment at varying operating and design conditions such as speed, type and level of misalignment, coupling types and machinery dynamic stiffness.
Misalignment is probably the most common cause of machinery malfunction. Considering the importance of alignment, the vibration spectra of alignment is not well documented. Various authors have reported different spectra. The goal of this research was to determine the unique vibration signature for misalignment at varying operating and design conditions such as speed, type and level of misalignment, coupling types and machinery dynamic stiffness.
Proper lubrication is an essential maintenance function and changing oil is one aspect of the process. Unlike changing the oil in your car based upon time or miles, oil changes for industrial equipment should be based on need where no other practical solution to restore proper lubrication is available. Too often, we schedule an oil change to rectify a contamination problem or when excessive wear is detected. In neither case is the oil change a certain correction of the root cause of the problem, and it wastes good money and further stresses the environment with hazardous waste.
Proper lubrication is an essential maintenance function and changing oil is one aspect of the process. Unlike changing the oil in your car based upon time or miles, oil changes for industrial equipment should be based on need where no other practical solution to restore proper lubrication is available. Too often, we schedule an oil change to rectify a contamination problem or when excessive wear is detected. In neither case is the oil change a certain correction of the root cause of the problem, and it wastes good money and further stresses the environment with hazardous waste.
To be able to truly evaluate the effectiveness of an infrared predictive maintenance program there must be an understanding of the relationship between the equipment that is to be inspected and the problems that are found and repaired. Too often the focus is on only the infrared images that the camera produces while the solutions that the data produced from the program can provide get lost. It all boils down to a simple but fundamental law that is expressed by the equation E = IR8 which focuses on measuring the effectiveness of the overall infrared program as well as on each of the individual components that contribute to its success.
To be able to truly evaluate the effectiveness of an infrared predictive maintenance program there must be an understanding of the relationship between the equipment that is to be inspected and the problems that are found and repaired. Too often the focus is on only the infrared images that the camera produces while the solutions that the data produced from the program can provide get lost. It all boils down to a simple but fundamental law that is expressed by the equation E = IR8 which focuses on measuring the effectiveness of the overall infrared program as well as on each of the individual components that contribute to its success.
Following this meeting, a professional consultant visited Schmid to determine if the right oil and lubricants were being utilized to meet maintenance goals. After much testing and analysis, the consultant determined that the oils in use were not as high quality as the company originally thought. With hard work and determined mechanics, every piece of equipment and every truck was changed over to the new brand of oil and the company seemed to have fewer lubrication related problems. Still, large amounts of money were poured into repairs and the desired results were not fully achieved.
Following this meeting, a professional consultant visited Schmid to determine if the right oil and lubricants were being utilized to meet maintenance goals. After much testing and analysis, the consultant determined that the oils in use were not as high quality as the company originally thought. With hard work and determined mechanics, every piece of equipment and every truck was changed over to the new brand of oil and the company seemed to have fewer lubrication related problems. Still, large amounts of money were poured into repairs and the desired results were not fully achieved.
So, how does lubrication stack up? In this column, the first of a three-part series, I will look at the basics of lubrication preventive maintenance (PM) procedures. In Part 2, I'll talk about what I call "hybrid PMs", PMs that span multiple technologies. In Part 3, I'll discuss how you should use the information in the PM to maximum effect in the field.
So, how does lubrication stack up? In this column, the first of a three-part series, I will look at the basics of lubrication preventive maintenance (PM) procedures. In Part 2, I'll talk about what I call "hybrid PMs", PMs that span multiple technologies. In Part 3, I'll discuss how you should use the information in the PM to maximum effect in the field.
The present study is aimed at establishing the vibration standards for precision machine tools. The machine tools are first segregated and then their vibration data are analyzed for determining the normal vibration level and damage factors (DF). After refining and fixing the vibration standards obtained, they can be used to assess the machinery health.
The present study is aimed at establishing the vibration standards for precision machine tools. The machine tools are first segregated and then their vibration data are analyzed for determining the normal vibration level and damage factors (DF). After refining and fixing the vibration standards obtained, they can be used to assess the machinery health.
Often, the perception of quality derives from the presence of a practice. The practice exists, therefore it is right. In reality, a scheduled task is often passed off as a standard regardless of rightness. This disconnect occurs because the relubrication portion of the CMMS deployment follows a troubled model. A flawed practice is coded into a program. This doesn’t make the practice functional.
Often, the perception of quality derives from the presence of a practice. The practice exists, therefore it is right. In reality, a scheduled task is often passed off as a standard regardless of rightness. This disconnect occurs because the relubrication portion of the CMMS deployment follows a troubled model. A flawed practice is coded into a program. This doesn’t make the practice functional.
Although thermal imagers may be simple to operate, they are most effective in the hands of a qualified technician who understands electrical measurement and the equipment to be inspected. For anyone using this type of imager, the following three points are especially important.
Although thermal imagers may be simple to operate, they are most effective in the hands of a qualified technician who understands electrical measurement and the equipment to be inspected. For anyone using this type of imager, the following three points are especially important.
Making money, not tons, has become the mantra of the pulp and paper industry in recent years. Consolidation moves in the sector have resulted in more effective management of inventories and supply, but the cyclical tendencies of the business remain. On top of that, the market is now a global one rather than being split up into regions. Managers today have to live up to the challenge of reducing costs to remain competitive in this global market. Mills face the real possibility of closure if manufacturing costs are no longer competitive in the global market economy. Future success will be achieved only by driving down costs and improving operating efficiencies.
Making money, not tons, has become the mantra of the pulp and paper industry in recent years. Consolidation moves in the sector have resulted in more effective management of inventories and supply, but the cyclical tendencies of the business remain. On top of that, the market is now a global one rather than being split up into regions. Managers today have to live up to the challenge of reducing costs to remain competitive in this global market. Mills face the real possibility of closure if manufacturing costs are no longer competitive in the global market economy. Future success will be achieved only by driving down costs and improving operating efficiencies.
A long time ago, I discovered that most maintenance people like gadgets and smart methods, especially from within their fields. I must include myself in this group, and have learned to use the knowledge of a variety of maintenance methods to keep up my own enthusiasm while generating interest and commitment for implementing better preventive and corrective maintenance practices. Most of these methods are old, but they are very new to many, especially to people who are just entering the area of maintenance.
A long time ago, I discovered that most maintenance people like gadgets and smart methods, especially from within their fields. I must include myself in this group, and have learned to use the knowledge of a variety of maintenance methods to keep up my own enthusiasm while generating interest and commitment for implementing better preventive and corrective maintenance practices. Most of these methods are old, but they are very new to many, especially to people who are just entering the area of maintenance.
"What's the system's normal operating temperature? What's the system's usual operating pressure range?" If you can't answer these two basic questions about the vital signs of your hydraulic equipment I strongly recommend you make the effort to get to know your hydraulic equipment better. The information is easy to collect and can give valuable insight to the health of your hydraulic equipment.
"What's the system's normal operating temperature? What's the system's usual operating pressure range?" If you can't answer these two basic questions about the vital signs of your hydraulic equipment I strongly recommend you make the effort to get to know your hydraulic equipment better. The information is easy to collect and can give valuable insight to the health of your hydraulic equipment.
There are several important silent assumptions of bearing reliability. However, before I address these assumptions, some even more basic assumptions and statements of fact must be established. While it might be a bit of a leap, I'm going to assume that the bearing is well-designed, well-manufactured, properly handled and stored, and finally, correctly selected for the intended application. With that said, we're now ready to talk about those silent assumptions that are in the maintenance function's domain.
There are several important silent assumptions of bearing reliability. However, before I address these assumptions, some even more basic assumptions and statements of fact must be established. While it might be a bit of a leap, I'm going to assume that the bearing is well-designed, well-manufactured, properly handled and stored, and finally, correctly selected for the intended application. With that said, we're now ready to talk about those silent assumptions that are in the maintenance function's domain.
There has always been a debate on whether jack screws should remain tight against the side of the machine case after the machine has been moved into position or to back off the screws, so they do not touch. Should jack screws be tight or backed off? The answer is yes and no. In some situations you should leave the bolts tight against the machine and in other situations, it may be better to back off the jack screws.
There has always been a debate on whether jack screws should remain tight against the side of the machine case after the machine has been moved into position or to back off the screws, so they do not touch. Should jack screws be tight or backed off? The answer is yes and no. In some situations you should leave the bolts tight against the machine and in other situations, it may be better to back off the jack screws.
SPM Instrument AB, Sweden, launches a brand new diagnostic method in connection with Leonova™, a hand-held machine condition analyzer. Called the SPM Spectrum™, it is the result of an FFT on the time signal recorded with an SPM shock pulse transducer from a rolling element bearing. The individual bearing frequencies (BPI, BPO, 2*B2 and FT) and their harmonics are highlighted in the spectrum. This is displayed together with the measured shock value and a light signal, green, yellow or red that shows the result of bearing condition evaluation.
SPM Instrument AB, Sweden, launches a brand new diagnostic method in connection with Leonova™, a hand-held machine condition analyzer. Called the SPM Spectrum™, it is the result of an FFT on the time signal recorded with an SPM shock pulse transducer from a rolling element bearing. The individual bearing frequencies (BPI, BPO, 2*B2 and FT) and their harmonics are highlighted in the spectrum. This is displayed together with the measured shock value and a light signal, green, yellow or red that shows the result of bearing condition evaluation.
Choosing the right lubrication in the offshore industry is typically based on considerations such as performance and reliability, but this does not have to come at the expense of the environment. For any piece of industrial machinery to run smoothly, lubrication is a key consideration. In the offshore industry, where equipment may be stranded more than 100 miles from the shore, maximum efficiency is essential, so lubrication treatment must be carefully selected to ensure reliable performance. Where spares and replacement parts may be days away, ensuring that everything is fully functional is critical to the bottom line.
Choosing the right lubrication in the offshore industry is typically based on considerations such as performance and reliability, but this does not have to come at the expense of the environment. For any piece of industrial machinery to run smoothly, lubrication is a key consideration. In the offshore industry, where equipment may be stranded more than 100 miles from the shore, maximum efficiency is essential, so lubrication treatment must be carefully selected to ensure reliable performance. Where spares and replacement parts may be days away, ensuring that everything is fully functional is critical to the bottom line.
A methodology is presented to evaluate and determine the necessary level of reliability for process equipment such as large centrifugal compressors and turbines in a refinery environment.
A methodology is presented to evaluate and determine the necessary level of reliability for process equipment such as large centrifugal compressors and turbines in a refinery environment.
For many applications, a REFRIGERATED COMPRESSED AIR DRYER is one of your best solutions to getting the moisture out of your compressed air system. Look for these symptoms to tell when you need a Refrigerated Compressed Air Dryer...
For many applications, a REFRIGERATED COMPRESSED AIR DRYER is one of your best solutions to getting the moisture out of your compressed air system. Look for these symptoms to tell when you need a Refrigerated Compressed Air Dryer...
Overgreasing rolling element bearings in motors has been an industry problem for several years. More motors have bearing failures due to overgreasing than from undergreasing. For the nuclear power generation industry in particular, the Nuclear Regulatory Commission (NRC) provided guidance and direction. Their method delivered mixed performance results for the amount of resources that companies have had to devote to motor relubrication, motivating some organizations to develop additional improvements.
Overgreasing rolling element bearings in motors has been an industry problem for several years. More motors have bearing failures due to overgreasing than from undergreasing. For the nuclear power generation industry in particular, the Nuclear Regulatory Commission (NRC) provided guidance and direction. Their method delivered mixed performance results for the amount of resources that companies have had to devote to motor relubrication, motivating some organizations to develop additional improvements.
Today's new control systems are delivering higher productivity to meet ever-increasing expectations of equipment performance. These systems typically contain more electronics, much of it adopted from non-industrial applications, and almost all of it more sensitive to electrical disturbances than the equipment being replaced. The following discussion provides information needed to develop a strategy for protecting sensitive mission critical equipment from the effects of a poor industrial power environment.
Today's new control systems are delivering higher productivity to meet ever-increasing expectations of equipment performance. These systems typically contain more electronics, much of it adopted from non-industrial applications, and almost all of it more sensitive to electrical disturbances than the equipment being replaced. The following discussion provides information needed to develop a strategy for protecting sensitive mission critical equipment from the effects of a poor industrial power environment.
Damaged hydraulic cylinder rods and wiper seals are an eternal problem for users of hydraulic machinery. Dents and gouges on the surface of hydraulic cylinder rods reduce seal life and give dust and other contaminants an easy path into the hydraulic system. Many hydraulic cylinders also have bent rods, which cause distortion and ultimately premature failure of the seals.
Damaged hydraulic cylinder rods and wiper seals are an eternal problem for users of hydraulic machinery. Dents and gouges on the surface of hydraulic cylinder rods reduce seal life and give dust and other contaminants an easy path into the hydraulic system. Many hydraulic cylinders also have bent rods, which cause distortion and ultimately premature failure of the seals.
Machinery can be idle from intermittent use, stand-by (redundancy), storage for spare parts, or for temporary decommissioning. This article looks at practices that protect equipment characterized as decommissioned, short-term storage or storage of stand-by capacity.
Machinery can be idle from intermittent use, stand-by (redundancy), storage for spare parts, or for temporary decommissioning. This article looks at practices that protect equipment characterized as decommissioned, short-term storage or storage of stand-by capacity.
Condition monitoring (CM) is not a life-extending activity. Life-extending activities are things such as lubrication, alignment, balancing and operating procedures. It’s very important to keep this very basic fact clear in all communications within your plant; otherwise, too little importance may be placed on the planning and scheduling of corrective work orders originated in CM.
Condition monitoring (CM) is not a life-extending activity. Life-extending activities are things such as lubrication, alignment, balancing and operating procedures. It’s very important to keep this very basic fact clear in all communications within your plant; otherwise, too little importance may be placed on the planning and scheduling of corrective work orders originated in CM.
Adding the correct amount of lubrication at each re-lubricating interval is essential to achieve maximum bearing life. An incorrect re-lubrication quantity, whether it's too much or too little, can actually decrease bearing life.
Adding the correct amount of lubrication at each re-lubricating interval is essential to achieve maximum bearing life. An incorrect re-lubrication quantity, whether it's too much or too little, can actually decrease bearing life.
Predictive maintenance helps Calpine reduce forced outages and cut MRO costs. The challenge for energy producers to supply continuous, uninterrupted power to customers is constant. Forced outages, which usually occur because of unexpected component failures or systemic problems, can prove costly to the power supplier and undermine its effort to attract and maintain satisfied customers.
Predictive maintenance helps Calpine reduce forced outages and cut MRO costs. The challenge for energy producers to supply continuous, uninterrupted power to customers is constant. Forced outages, which usually occur because of unexpected component failures or systemic problems, can prove costly to the power supplier and undermine its effort to attract and maintain satisfied customers.
Predictive maintenance (PdM) techniques are commonly used on motors and drives. But how often is the power to the equipment inspected? Adding basic power quality measurements to equipment maintenance procedures can head off unexpected failures in both the equipment and the power system.
Predictive maintenance (PdM) techniques are commonly used on motors and drives. But how often is the power to the equipment inspected? Adding basic power quality measurements to equipment maintenance procedures can head off unexpected failures in both the equipment and the power system.
As part of a larger maintenance strategy, outsourcing the diagnostics and monitoring of critical machinery can be an effective tool in the battle to maximize asset availability and plant efficiency. In situations in which machine performance is critical but in-house analysis is not practical because of limited resources, outsourcing offers a cost-effective solution.
As part of a larger maintenance strategy, outsourcing the diagnostics and monitoring of critical machinery can be an effective tool in the battle to maximize asset availability and plant efficiency. In situations in which machine performance is critical but in-house analysis is not practical because of limited resources, outsourcing offers a cost-effective solution.
A number of common mistakes are made in selecting, scoping and carrying out lubrication PM tasks and intervals. I have outlined four common "wrongs" with respect to lube PM optimization, which can, with some effort and guidance, be turned into four "rights."
A number of common mistakes are made in selecting, scoping and carrying out lubrication PM tasks and intervals. I have outlined four common "wrongs" with respect to lube PM optimization, which can, with some effort and guidance, be turned into four "rights."
An important component of Borealis' strategy is that rather than using separate condition monitoring software for their online systems, they transmit the condition data from these systems to their DCS, allowing operators to see both asset condition information and process information within a single HMI (Human Machine Interface) environment. This eliminates the need for operators to learn an entirely different system and ensures that condition data and process data are available simultaneously on the process control system. This, in turn, helps ensure that asset condition receives as much attention as process condition.
An important component of Borealis' strategy is that rather than using separate condition monitoring software for their online systems, they transmit the condition data from these systems to their DCS, allowing operators to see both asset condition information and process information within a single HMI (Human Machine Interface) environment. This eliminates the need for operators to learn an entirely different system and ensures that condition data and process data are available simultaneously on the process control system. This, in turn, helps ensure that asset condition receives as much attention as process condition.
Choosing a lubrication system to lubricate the chain can positively impact production as this process can be done while the chain is in motion. By implementing lubrication systems, additional savings can also be realized through improved worker safety and better housekeeping and or procedures.
Choosing a lubrication system to lubricate the chain can positively impact production as this process can be done while the chain is in motion. By implementing lubrication systems, additional savings can also be realized through improved worker safety and better housekeeping and or procedures.
The demand for this equipment will undoubtedly continue, but many users – particularly plant engineers and the increasing number of new energy surveyors – have been calling for affordable and user-friendly cameras which previously had only been available to specialist thermoraphers due to cost and complexity of use. This market-led demand has resulted in a new generation of cameras that combine thermal imagery with digital photography.
The demand for this equipment will undoubtedly continue, but many users – particularly plant engineers and the increasing number of new energy surveyors – have been calling for affordable and user-friendly cameras which previously had only been available to specialist thermoraphers due to cost and complexity of use. This market-led demand has resulted in a new generation of cameras that combine thermal imagery with digital photography.
Rotating-element bearing manufacturers measure the reliability of their bearings using a Load-Life calculation rating, which is known as the L10 rating life. To achieve its design rating, the manufacturer assumes the bearing will be run in a clean operating environment. This takes into account providing an adequate lubricant film (adequate described as a film equal to, or greater than, the composite roughness of the two mating surfaces) of the correct viscosity for the designed maximum bearing speed and operating temperature ratings.
Rotating-element bearing manufacturers measure the reliability of their bearings using a Load-Life calculation rating, which is known as the L10 rating life. To achieve its design rating, the manufacturer assumes the bearing will be run in a clean operating environment. This takes into account providing an adequate lubricant film (adequate described as a film equal to, or greater than, the composite roughness of the two mating surfaces) of the correct viscosity for the designed maximum bearing speed and operating temperature ratings.
The maritime industry is in many aspects using maintenance strategies from the past. Land based industry used to take influence from shipping to organise the maintenance in the 70:ties. Now industry is perusing new strategies that give better reliability and are more profitable. By focusing on reliability the indirect effects from doing the wrong maintenance can be reduced considerably. Shipping industry has from a maintenance aspect been doing the wrong things correct for many years. The opportunity is now to do the right thing correct instead.
The maritime industry is in many aspects using maintenance strategies from the past. Land based industry used to take influence from shipping to organise the maintenance in the 70:ties. Now industry is perusing new strategies that give better reliability and are more profitable. By focusing on reliability the indirect effects from doing the wrong maintenance can be reduced considerably. Shipping industry has from a maintenance aspect been doing the wrong things correct for many years. The opportunity is now to do the right thing correct instead.
It is not necessary to totally restructure maintenance practices. A plant can start small and expand the use of process floor information as needs dictate and budgets allow. The key is to begin building a database from the smart devices now in operation and expand the use of the available information as the number of such devices grows. A scalable and expandable platform can grow into a plantwide system that supports the reliability and maintainability of all field instrumentation.
It is not necessary to totally restructure maintenance practices. A plant can start small and expand the use of process floor information as needs dictate and budgets allow. The key is to begin building a database from the smart devices now in operation and expand the use of the available information as the number of such devices grows. A scalable and expandable platform can grow into a plantwide system that supports the reliability and maintainability of all field instrumentation.
ASSALUB has introduced a new technology to help track manual greasing. This technology can help improve your lubrication program and ensure the practices you aim to implement are being completed. The LubeRight is a computer aided manual greasing system that offers the following advantages when compared to traditional manual greasing.
ASSALUB has introduced a new technology to help track manual greasing. This technology can help improve your lubrication program and ensure the practices you aim to implement are being completed. The LubeRight is a computer aided manual greasing system that offers the following advantages when compared to traditional manual greasing.
This project, like so many others, had a humble beginning. About five years ago, after returning from a routine sales call to the smelter where a representative was selling synthetic and specialty greases, he challenged the authors to develop a series of lubricants that he could sell to the aluminum industry. In a discussion with a group of maintenance people at the smelter, he was told that if his company could develop longer lasting lubricants and protect equipment better than the current product, they would buy from him.
This project, like so many others, had a humble beginning. About five years ago, after returning from a routine sales call to the smelter where a representative was selling synthetic and specialty greases, he challenged the authors to develop a series of lubricants that he could sell to the aluminum industry. In a discussion with a group of maintenance people at the smelter, he was told that if his company could develop longer lasting lubricants and protect equipment better than the current product, they would buy from him.
Industrial Video Solutions (IVS) supplies high-speed digital video technologies to packaging, manufacturing and paper industries around the world. These systems combine the latest in GigE technology, digital video developments, efficient lighting and an intuitive, feature-rich user interface. The goal: keep that product moving!
Industrial Video Solutions (IVS) supplies high-speed digital video technologies to packaging, manufacturing and paper industries around the world. These systems combine the latest in GigE technology, digital video developments, efficient lighting and an intuitive, feature-rich user interface. The goal: keep that product moving!
When we think of contamination in lubricated systems, we often focus on particle and water contamination. The fact of the matter is that there are many other contaminants we should consider and attempt to control. Most contaminants, which include any material not contained in the lubricant's formulation, can potentially damage the oil and the lubricated components. Although air is always present in lubricating oil, it is often justifiable to adopt measures to minimize its presence.
When we think of contamination in lubricated systems, we often focus on particle and water contamination. The fact of the matter is that there are many other contaminants we should consider and attempt to control. Most contaminants, which include any material not contained in the lubricant's formulation, can potentially damage the oil and the lubricated components. Although air is always present in lubricating oil, it is often justifiable to adopt measures to minimize its presence.
Vibration and wear debris analyses are two key components of any successful condition-monitoring program and can be used as both predictive and proactive tools to identify active machine wear and diagnose faults occurring inside machinery. Integrating these two techniques in a machine condition-monitoring program provides greater and more reliable information, bringing significant cost benefits to industry.
Vibration and wear debris analyses are two key components of any successful condition-monitoring program and can be used as both predictive and proactive tools to identify active machine wear and diagnose faults occurring inside machinery. Integrating these two techniques in a machine condition-monitoring program provides greater and more reliable information, bringing significant cost benefits to industry.
In today's industry, practices that were once acceptable are no longer even tolerated. Environmental concerns and EPA mandates are applying more and more pressure on businesses like the chemical industry to improve the manufacturing processes being used, to the point that not only is a slight drip from a pump seal not acceptable, but in 2004 the MACT will be enacted and only 500 - 1,000 parts per million vapor will be allowed and, eventually, no vapor at all.
In today's industry, practices that were once acceptable are no longer even tolerated. Environmental concerns and EPA mandates are applying more and more pressure on businesses like the chemical industry to improve the manufacturing processes being used, to the point that not only is a slight drip from a pump seal not acceptable, but in 2004 the MACT will be enacted and only 500 - 1,000 parts per million vapor will be allowed and, eventually, no vapor at all.
Rapid progress in process automation and tightening quality standards result in a growing demand being placed on fault detection and diagnostics (FDD) methods to provide both speed and reliability of motor quality testing. This paper presents the findings of a decade long research and development efforts in the field of experimental modeling technique and its practical applications for the fault detection purposes, first in the fields of aerospace and defense, and now in the context of highvolume electric motor manufacturing. Underlying this patented technology is a set of proprietary algorithms that enable precise tracking of the parameters pertaining to the physical structure of the motor.
Rapid progress in process automation and tightening quality standards result in a growing demand being placed on fault detection and diagnostics (FDD) methods to provide both speed and reliability of motor quality testing. This paper presents the findings of a decade long research and development efforts in the field of experimental modeling technique and its practical applications for the fault detection purposes, first in the fields of aerospace and defense, and now in the context of highvolume electric motor manufacturing. Underlying this patented technology is a set of proprietary algorithms that enable precise tracking of the parameters pertaining to the physical structure of the motor.
Infrared thermography is the science of seeing heat. Thermal imagers
have the ability to produce a visual representation of thermal patterns as heating systems’ components are identified and recorded. Maintenance strategies are then planned and carried out before system breakdowns occur.
Infrared thermography is the science of seeing heat. Thermal imagers
have the ability to produce a visual representation of thermal patterns as heating systems’ components are identified and recorded. Maintenance strategies are then planned and carried out before system breakdowns occur.
For a program to be effective it must be accepted by management as well as other maintenance personnel. Getting other maintenance people involved in Infrared Thermography is a good way of gaining acceptance not to mention the fact that, more people scanning equipment will find more problems, more quickly, resulting in payback more quickly for the plant. This paper discusses the approach which I am implementing with varying degrees of success at my client's plant sites and which could be implemented in plants with existing IR imagers.
For a program to be effective it must be accepted by management as well as other maintenance personnel. Getting other maintenance people involved in Infrared Thermography is a good way of gaining acceptance not to mention the fact that, more people scanning equipment will find more problems, more quickly, resulting in payback more quickly for the plant. This paper discusses the approach which I am implementing with varying degrees of success at my client's plant sites and which could be implemented in plants with existing IR imagers.
The combination of high 'emulsified' water and high particulate levels create a perfect storm for bearing failure and reduced oil life! This article describes methods to improve lube oil performance.
The combination of high 'emulsified' water and high particulate levels create a perfect storm for bearing failure and reduced oil life! This article describes methods to improve lube oil performance.
If thermography is new in your plant, the first few inspection cycles may yield a large number of finds. Subsequent inspections should go more smoothly. After about three cycles, reorganize the routes so they are more efficient, and add new routes and equipment into the inspection cycle as necessary. The optimum frequency of inspection will be determined by the needs of the equipment assets. As they age, are heavily loaded or are poorly maintained, inspections may become more frequent.
If thermography is new in your plant, the first few inspection cycles may yield a large number of finds. Subsequent inspections should go more smoothly. After about three cycles, reorganize the routes so they are more efficient, and add new routes and equipment into the inspection cycle as necessary. The optimum frequency of inspection will be determined by the needs of the equipment assets. As they age, are heavily loaded or are poorly maintained, inspections may become more frequent.
Mass unbalance in a rotating system often produces excessive synchronous forces that reduce the life span of various mechanical elements. Unbalance is basically very simple case caused by an asymmetry in the rotating element that results in an offset between the shaft centerline and center of mass. Asymmetry can be an off-center weight distribution, or it can be a thermal mechanism that produces uneven heating and bowing of the rotor, or it can be an electrical effect that produces uneven magnetic field.
Mass unbalance in a rotating system often produces excessive synchronous forces that reduce the life span of various mechanical elements. Unbalance is basically very simple case caused by an asymmetry in the rotating element that results in an offset between the shaft centerline and center of mass. Asymmetry can be an off-center weight distribution, or it can be a thermal mechanism that produces uneven heating and bowing of the rotor, or it can be an electrical effect that produces uneven magnetic field.
There are four primary components to precision grease lubrication for bearings: lubricant selection, application method, the volume of lubricant to be delivered, and the frequency with which it is applied. There are, of course, many different methods for specifying these values, and opinions can vary significantly as to which approach is best. Due to the variability of operating conditions and machine design, it can be very difficult to be truly precise without introducing the "condition-based" component to the formula.
There are four primary components to precision grease lubrication for bearings: lubricant selection, application method, the volume of lubricant to be delivered, and the frequency with which it is applied. There are, of course, many different methods for specifying these values, and opinions can vary significantly as to which approach is best. Due to the variability of operating conditions and machine design, it can be very difficult to be truly precise without introducing the "condition-based" component to the formula.
Just like nutrition facts printed on the label of every item in a grocery store, the symbols on an oil can label tell consumers the service rating and certification for that product. In the United States, the American Petroleum Institute (API) administers the licensing and certification of engine oils through a system that meets the warranty, maintenance and lubrication requirements of original equipment manufacturers. OEMs, oil marketers, additive companies and testing laboratories work together to establish engine oil performance requirements, test methods and limits for the various classifications and testing processes.
Just like nutrition facts printed on the label of every item in a grocery store, the symbols on an oil can label tell consumers the service rating and certification for that product. In the United States, the American Petroleum Institute (API) administers the licensing and certification of engine oils through a system that meets the warranty, maintenance and lubrication requirements of original equipment manufacturers. OEMs, oil marketers, additive companies and testing laboratories work together to establish engine oil performance requirements, test methods and limits for the various classifications and testing processes.
The IR camera is a great tool used in our everyday predictive maintenance endeavors, but it can play tricks on our eyes if we do not investigate beyond what we are observing. Things truly are not always as they seem, here's an example:
The IR camera is a great tool used in our everyday predictive maintenance endeavors, but it can play tricks on our eyes if we do not investigate beyond what we are observing. Things truly are not always as they seem, here's an example:
The path to lubrication excellence can be difficult to navigate. It begins when individuals and organizations become aware of the importance of their lubrication program, its impact on productivity and its direct effect on the bottom line. Once this enlightenment has occurred, comprehensive training in best practices is acquired and the organization can consider what the lubrication program should be and where they wish to take it.
The path to lubrication excellence can be difficult to navigate. It begins when individuals and organizations become aware of the importance of their lubrication program, its impact on productivity and its direct effect on the bottom line. Once this enlightenment has occurred, comprehensive training in best practices is acquired and the organization can consider what the lubrication program should be and where they wish to take it.
Before bearings, valves and other mechanical parts fail, they usually scream for help. But their piercing wails usually fall on deaf ears because the sound frequencies are far too high for humans to hear. No wonder deteriorating components may go undetected until they break down completely. Now, however, a variety of tools using ultrasonic technology—ultrasound, as it is commonly known—are helping companies in a wide range of industries avoid wasteful replacements or costly breakdowns.
Before bearings, valves and other mechanical parts fail, they usually scream for help. But their piercing wails usually fall on deaf ears because the sound frequencies are far too high for humans to hear. No wonder deteriorating components may go undetected until they break down completely. Now, however, a variety of tools using ultrasonic technology—ultrasound, as it is commonly known—are helping companies in a wide range of industries avoid wasteful replacements or costly breakdowns.
Manually greasing a bearing is another act that, at least on the surface, appears to be purely physical. One grabs the grease gun, pumps it full of grease or installs a cartridge, goes to the machine, attaches the gun to the grease fitting and pumps the lever to deliver grease - right? Regrettably, this is too often the case. When the act of greasing a bearing is viewed as a purely physical task, the plant has little chance of developing a world-class machinery lubrication program that delivers machine reliability, profits and competitive advantage.
Manually greasing a bearing is another act that, at least on the surface, appears to be purely physical. One grabs the grease gun, pumps it full of grease or installs a cartridge, goes to the machine, attaches the gun to the grease fitting and pumps the lever to deliver grease - right? Regrettably, this is too often the case. When the act of greasing a bearing is viewed as a purely physical task, the plant has little chance of developing a world-class machinery lubrication program that delivers machine reliability, profits and competitive advantage.
"This equipment has given us completely new opportunities to plan maintenance activities in advance. This has meant that we've been able to minimize the number of breakdowns, thus increasing our profits." A look in the rear-view mirror tells us that before 1993, the mill suffered three or four breakdowns, caused by stock damage, every year. After installation of the SPM system, breakdowns have been very rare, which has made it possible to avoid production losses worth millions.
"This equipment has given us completely new opportunities to plan maintenance activities in advance. This has meant that we've been able to minimize the number of breakdowns, thus increasing our profits." A look in the rear-view mirror tells us that before 1993, the mill suffered three or four breakdowns, caused by stock damage, every year. After installation of the SPM system, breakdowns have been very rare, which has made it possible to avoid production losses worth millions.
I routinely ask my consulting clients and seminar students if they have lube procedures, and they sheepishly admit that they don't. They often look embarrassed to have to admit it, but I believe these folks represent the cream of the crop. If they are attending classes on lubrication, or are having their program audited, they must have good intentions.
I routinely ask my consulting clients and seminar students if they have lube procedures, and they sheepishly admit that they don't. They often look embarrassed to have to admit it, but I believe these folks represent the cream of the crop. If they are attending classes on lubrication, or are having their program audited, they must have good intentions.
How much energy waste is out there? Plenty. Professors Leon and Montañana carried out multiple field studies to confirm their hypotheses about the link between power-quality issues and the effect on energy waste.
How much energy waste is out there? Plenty. Professors Leon and Montañana carried out multiple field studies to confirm their hypotheses about the link between power-quality issues and the effect on energy waste.
Regardless of the approach taken to measure true dynamic movement, coupled machines need to be set to cold alignment targets that will reflect the actual changes in the shaft alignment. This will lead to lower vibration levels, increased Mean Time Between Failures, decreased maintenance expenditures and increases in production. Much like the philosophical change from aligning shafts with dial indicators to aligning shafts with laser based systems, these types of measurements will take some time to be generally accepted and routinely practiced.
Regardless of the approach taken to measure true dynamic movement, coupled machines need to be set to cold alignment targets that will reflect the actual changes in the shaft alignment. This will lead to lower vibration levels, increased Mean Time Between Failures, decreased maintenance expenditures and increases in production. Much like the philosophical change from aligning shafts with dial indicators to aligning shafts with laser based systems, these types of measurements will take some time to be generally accepted and routinely practiced.
Accept that you will sometimes be wrong and do whatever it takes to find out the “as found” condition. This is often difficult to accomplish but it is well worth the effort and in the best circumstances this should be implemented as a normal procedure.
Accept that you will sometimes be wrong and do whatever it takes to find out the “as found” condition. This is often difficult to accomplish but it is well worth the effort and in the best circumstances this should be implemented as a normal procedure.
Westar is currently evaluating the implementation of a new database and route collection system. This new component to the infrared program will allow for Web-based tracking and trending of all infrared projects and will greatly enhance the efficiency of our program. It will also allow for simultaneous imbedding, reporting, tracking, and trending of the ultrasonic technology being brought into the thermography program.
Westar is currently evaluating the implementation of a new database and route collection system. This new component to the infrared program will allow for Web-based tracking and trending of all infrared projects and will greatly enhance the efficiency of our program. It will also allow for simultaneous imbedding, reporting, tracking, and trending of the ultrasonic technology being brought into the thermography program.
The previous article in this series, "Understanding Shaft Alignment: Thermal Growth," explained thermal growth and its affect on proper equipment alignment. A practical example involves a recent project at a wastewater treatment plant in Cleveland that needed realistic cold alignment targets for a 3600 rpm compressor to reach their accurate alignment targets.
The previous article in this series, "Understanding Shaft Alignment: Thermal Growth," explained thermal growth and its affect on proper equipment alignment. A practical example involves a recent project at a wastewater treatment plant in Cleveland that needed realistic cold alignment targets for a 3600 rpm compressor to reach their accurate alignment targets.
When troubleshooting or using vibration in a Predictive Maintenance program comparing identical machines to each other is often the best method to diagnose a problem – especially if you suspect a problem exists in one or more of the machines. When vibration data is collected on a bearing housing using an accelerometer, one is not only measuring vibration forces, but also the effect of the structure on these forces.
When troubleshooting or using vibration in a Predictive Maintenance program comparing identical machines to each other is often the best method to diagnose a problem – especially if you suspect a problem exists in one or more of the machines. When vibration data is collected on a bearing housing using an accelerometer, one is not only measuring vibration forces, but also the effect of the structure on these forces.
A vibration test and analysis guide is a simple book or electronic document that contains a variety of information about the machine. Information should include: A simple schematic of the machine with test points identified, instructions for testing the machine (especially if loads and speeds must be manipulated or verified), name plate information and a simple schematic of internal components. This information is invaluable for conducting a proper diagnosis of the machine.
A vibration test and analysis guide is a simple book or electronic document that contains a variety of information about the machine. Information should include: A simple schematic of the machine with test points identified, instructions for testing the machine (especially if loads and speeds must be manipulated or verified), name plate information and a simple schematic of internal components. This information is invaluable for conducting a proper diagnosis of the machine.
A common approach to looking at vibration spectra is to display the graphs and then ask “What is wrong with this machine?” Another common approach to analyzing vibration spectra is to display the graphs and then ask “What is this peak?” and “what is that peak” A better approach to analyzing data is to first ask “What faults can this machine have?”, “Which of these are most common for this machine?” and finally...
A common approach to looking at vibration spectra is to display the graphs and then ask “What is wrong with this machine?” Another common approach to analyzing vibration spectra is to display the graphs and then ask “What is this peak?” and “what is that peak” A better approach to analyzing data is to first ask “What faults can this machine have?”, “Which of these are most common for this machine?” and finally...
What is electrical corona? Corona is the ionization of the nitrogen in the air, caused by an intense electrical field. Electrical corona can be distinguished from arcing in that corona starts and stops at essentially the same voltage and is invisible during the day and requires darkness to see at night. Arcing starts at a voltage and stops at a voltage about 50% lower and is visible to the naked eye day or night if the gap is large enough (about 5/8" at 3500 volts).
What is electrical corona? Corona is the ionization of the nitrogen in the air, caused by an intense electrical field. Electrical corona can be distinguished from arcing in that corona starts and stops at essentially the same voltage and is invisible during the day and requires darkness to see at night. Arcing starts at a voltage and stops at a voltage about 50% lower and is visible to the naked eye day or night if the gap is large enough (about 5/8" at 3500 volts).
Many power generation steam turbine generators today are required in service well beyond their intended lifetimes. Dismantling for inspection is expensive, and owners need to consider all relevant information in making the decision. Application of condition monitoring in all the applicable methods is justified, with each showing different degradation modes. Performance analysis is less well publicised, yet unlike vibration analysis and oil debris analysis, it will show conditions which reduce machine efficiency and output, such as deposits on blades and erosion of internal clearances. The paper outlines, with examples, some condition monitoring techniques that have contributed to retaining some large fossil machines in service for up to 17 years without opening high-pressure sections.
Many power generation steam turbine generators today are required in service well beyond their intended lifetimes. Dismantling for inspection is expensive, and owners need to consider all relevant information in making the decision. Application of condition monitoring in all the applicable methods is justified, with each showing different degradation modes. Performance analysis is less well publicised, yet unlike vibration analysis and oil debris analysis, it will show conditions which reduce machine efficiency and output, such as deposits on blades and erosion of internal clearances. The paper outlines, with examples, some condition monitoring techniques that have contributed to retaining some large fossil machines in service for up to 17 years without opening high-pressure sections.
I was recently engaged by a client to conduct failure analysis on a large (and expensive) hydraulic cylinder off an excavator. This hydraulic cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the hydraulic cylinder were in serviceable condition.
I was recently engaged by a client to conduct failure analysis on a large (and expensive) hydraulic cylinder off an excavator. This hydraulic cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the hydraulic cylinder were in serviceable condition.
In Part II of Insider Secrets to Hydraulics, I outline a logical approach to hydraulic system troubleshooting that begins with checking and eliminating the easy things first. The benefits of this approach are clearly illustrated by a troubleshooting situation I was involved in recently.
In Part II of Insider Secrets to Hydraulics, I outline a logical approach to hydraulic system troubleshooting that begins with checking and eliminating the easy things first. The benefits of this approach are clearly illustrated by a troubleshooting situation I was involved in recently.
The business process is most commonly named Root Cause Failure Analysis (RCFA) or root cause analysis. The name itself implies the largest and most expensive problem when implementing problem solving in an organization. The results wanted from the process are to eliminate the problem, not to analyze the failure. To convey the desired result to the organization, the name should therefore be changed to Root Cause Problem Elimination (RCPE).
The business process is most commonly named Root Cause Failure Analysis (RCFA) or root cause analysis. The name itself implies the largest and most expensive problem when implementing problem solving in an organization. The results wanted from the process are to eliminate the problem, not to analyze the failure. To convey the desired result to the organization, the name should therefore be changed to Root Cause Problem Elimination (RCPE).
Savvy professionals in safety, quality, maintenance and reliability have long recognized that human performance analysis could be a bonanza for opportunities to improve and control operations. This article describes and explains a new approach to human factor analysis, an approach that provides a repeatable process and a practical methodology that can be used immediately by working professionals to deal with unwanted human behavior in the workplace.
Savvy professionals in safety, quality, maintenance and reliability have long recognized that human performance analysis could be a bonanza for opportunities to improve and control operations. This article describes and explains a new approach to human factor analysis, an approach that provides a repeatable process and a practical methodology that can be used immediately by working professionals to deal with unwanted human behavior in the workplace.
Who is to blame when a defect occurs? Is it the supplier who was contracted to produce a key component or supply materials, or is it the customer organization that created the specs and produced the final product? As more companies outsource parts of production and develop closer partnerships with key suppliers, finding blame can topple the delicate balance in even the best customer-supplier relationship.
Who is to blame when a defect occurs? Is it the supplier who was contracted to produce a key component or supply materials, or is it the customer organization that created the specs and produced the final product? As more companies outsource parts of production and develop closer partnerships with key suppliers, finding blame can topple the delicate balance in even the best customer-supplier relationship.
This paper presents a case study in a process industry that illustrates how industrial productivity may be increased and business objectives achieved by application of a process termed as REU (Reliability of Equipment Usage). REU basically concentrates on the process of improving operational reliability through knowledge workers. Operational reliability may encompass problems in equipment, process, system, spare parts, cost, purchase, material stocking and a host of other problems connected to business effectiveness. The process is briefly described. The results and benefits of such improvements are highlighted.
This paper presents a case study in a process industry that illustrates how industrial productivity may be increased and business objectives achieved by application of a process termed as REU (Reliability of Equipment Usage). REU basically concentrates on the process of improving operational reliability through knowledge workers. Operational reliability may encompass problems in equipment, process, system, spare parts, cost, purchase, material stocking and a host of other problems connected to business effectiveness. The process is briefly described. The results and benefits of such improvements are highlighted.
When a bearing in a critical piece of equipment fails prematurely, a maintenance specialist knows the failure usually indicates there is more here than meets the eye. What the untutored eye sees is a failed bearing and little more. However, a premature bearing failure is symptomatic of other problems that, if left untreated, will cause the same kind of failure to occur again.
When a bearing in a critical piece of equipment fails prematurely, a maintenance specialist knows the failure usually indicates there is more here than meets the eye. What the untutored eye sees is a failed bearing and little more. However, a premature bearing failure is symptomatic of other problems that, if left untreated, will cause the same kind of failure to occur again.
For Condition Monitoring (CM) purposes a range of technologies are available, each having its own strengths and weaknesses, and it is usual to consider each of them as a tool in the CM toolkit. The Acoustic Emission (AE) technique has a 40 year history of use for machinery condition monitoring and although it got off to a slow start, in recent years it has gained very widespread acceptance across industry.
For Condition Monitoring (CM) purposes a range of technologies are available, each having its own strengths and weaknesses, and it is usual to consider each of them as a tool in the CM toolkit. The Acoustic Emission (AE) technique has a 40 year history of use for machinery condition monitoring and although it got off to a slow start, in recent years it has gained very widespread acceptance across industry.
The first instruments for Condition Monitoring at Norske Skogn were purchased in 1971. Today we are using instrumentation of the 8th generation. We can see that each generation has given us an opportunity to improve the reliability of the CM program.
The first instruments for Condition Monitoring at Norske Skogn were purchased in 1971. Today we are using instrumentation of the 8th generation. We can see that each generation has given us an opportunity to improve the reliability of the CM program.
Mirant Mid-Atlantic’s condition-monitoring team consists of a central group of four technicians and one team leader. The team’s primary responsibilities are the company’s four coal-fired power plants; as resources and priorities permit, the team also provides support to other assets.
Mirant Mid-Atlantic’s condition-monitoring team consists of a central group of four technicians and one team leader. The team’s primary responsibilities are the company’s four coal-fired power plants; as resources and priorities permit, the team also provides support to other assets.
The more I delve into this subject, the more I discover the pronounced impact lubrication has on energy and the environment. A case in point is the impact of clean oil on fuel consumption and emission in engines. There are many ways that a lubricant could fail to deliver fuel-efficient engine performance. Many of these are due to formulation issues as opposed to transient properties of the lubricant in service.
The more I delve into this subject, the more I discover the pronounced impact lubrication has on energy and the environment. A case in point is the impact of clean oil on fuel consumption and emission in engines. There are many ways that a lubricant could fail to deliver fuel-efficient engine performance. Many of these are due to formulation issues as opposed to transient properties of the lubricant in service.
We change a lot of oil in our plants, mills, mines and factories. What are we doing to change our lubrication culture? In their book Learning to Fly, Collison and Parcell, employees of British Petroleum (BP), suggest a predictable pattern in achieving sustained culture change, which is a function of effort and time.
We change a lot of oil in our plants, mills, mines and factories. What are we doing to change our lubrication culture? In their book Learning to Fly, Collison and Parcell, employees of British Petroleum (BP), suggest a predictable pattern in achieving sustained culture change, which is a function of effort and time.
There is still some controversy regarding the various certification levels, test questions and test procedures. These problems will hopefully be worked out in the future. However, despite these issues, certification is probably the glue that will be required to bind and network this group of analysts together in today’s dynamic job market.
There is still some controversy regarding the various certification levels, test questions and test procedures. These problems will hopefully be worked out in the future. However, despite these issues, certification is probably the glue that will be required to bind and network this group of analysts together in today’s dynamic job market.
As with many condition monitoring techniques, infrared thermography is a skilled art form that requires technician and engineeers to be educated in infrared physics, have a thorough understanding of applications and be able to develop their knowledge with continual field experience.
As with many condition monitoring techniques, infrared thermography is a skilled art form that requires technician and engineeers to be educated in infrared physics, have a thorough understanding of applications and be able to develop their knowledge with continual field experience.
There are many uses for infrared thermography other than inspecting electrical switchgear and mechanical components. Inspecting buildings for heat loss was one of the first commercial uses for infrared thermography.
There are many uses for infrared thermography other than inspecting electrical switchgear and mechanical components. Inspecting buildings for heat loss was one of the first commercial uses for infrared thermography.
A preventive maintenance program adopted at the mill has clearly improved the reliability of 16 raft-mounted mixers that help stimulate the biological treatment process removing organic solids from process effluent. The proactive approach to maintaining the mixers, utilizing factory-authorized service, has corrected problems with the previously rebuilt units and delivered significant savings to the mill.
A preventive maintenance program adopted at the mill has clearly improved the reliability of 16 raft-mounted mixers that help stimulate the biological treatment process removing organic solids from process effluent. The proactive approach to maintaining the mixers, utilizing factory-authorized service, has corrected problems with the previously rebuilt units and delivered significant savings to the mill.
Like all industry these days, the economics of running a plant requires a keen eye on operating costs. In an effort to increase uptime and reduce maintenance costs, the mechanical maintenance team at the Valiant plant undertook a program to reduce dryer bearing failures with lubrication management, which included aggressive contamination control and oil analysis.
Like all industry these days, the economics of running a plant requires a keen eye on operating costs. In an effort to increase uptime and reduce maintenance costs, the mechanical maintenance team at the Valiant plant undertook a program to reduce dryer bearing failures with lubrication management, which included aggressive contamination control and oil analysis.
The manufacturer using the bearing in his equipment, not the ball bearing manufacturer, determines the anticipated life of a ball bearing. This life, once determined, is called the L10 life of the bearing and it is based on the premise that 90% of the bearings will last a certain amount of revolutions before they experience metal fatigue.
The manufacturer using the bearing in his equipment, not the ball bearing manufacturer, determines the anticipated life of a ball bearing. This life, once determined, is called the L10 life of the bearing and it is based on the premise that 90% of the bearings will last a certain amount of revolutions before they experience metal fatigue.
The following paper will describe a methodology for automatically detecting and diagnosing rolling element bearing wear. The techniques involved have been proven in over 15 years of use in a huge variety of environments, machine types and applications. The techniques involved in diagnosing bearing wear will be described in detail and supported by a set of example graphs and an annotated diagnostic report.
The following paper will describe a methodology for automatically detecting and diagnosing rolling element bearing wear. The techniques involved have been proven in over 15 years of use in a huge variety of environments, machine types and applications. The techniques involved in diagnosing bearing wear will be described in detail and supported by a set of example graphs and an annotated diagnostic report.
Infrared Thermal Imaging is an excellent condition monitoring tool to assist in the reduction of maintenance costs on mechanical equipment. The technique allows for the monitoring of temperatures and thermal patterns while the equipment is online and running under full load. Most mechanical equipment has allowable operating temperature limits that can be used as guidelines. Unlike many other test methods, Infrared Thermal Imaging can be used on a wide variety of equipment including pumps, motors, bearings, pulleys, fans, drives, conveyors etc.
Infrared Thermal Imaging is an excellent condition monitoring tool to assist in the reduction of maintenance costs on mechanical equipment. The technique allows for the monitoring of temperatures and thermal patterns while the equipment is online and running under full load. Most mechanical equipment has allowable operating temperature limits that can be used as guidelines. Unlike many other test methods, Infrared Thermal Imaging can be used on a wide variety of equipment including pumps, motors, bearings, pulleys, fans, drives, conveyors etc.
Chillers and their refrigerants require ongoing preventative maintenance. Preventing refrigerant from leaving, preventing air from entering, and preserving refrigerant quality are all a part of chiller maintenance. By maintaining your chillers and by preventing chiller leaks you will also keep your operating costs down.
Chillers and their refrigerants require ongoing preventative maintenance. Preventing refrigerant from leaving, preventing air from entering, and preserving refrigerant quality are all a part of chiller maintenance. By maintaining your chillers and by preventing chiller leaks you will also keep your operating costs down.
In theory, machine alignment is a straightforward process, but in real world applications, it is often compounded by structural faults such as ‘soft foot’, piping strain, induced frame distortion, excessive bearing clearance or shaft rubs. These pitfalls can turn a simple job into an all day affair - frequently with unsatisfactory results despite a conscientious effort and a considerable investment in manpower and downtime. This paper will examine how to eliminate some of the typical reasons why alignments are unsuccessful.
In theory, machine alignment is a straightforward process, but in real world applications, it is often compounded by structural faults such as ‘soft foot’, piping strain, induced frame distortion, excessive bearing clearance or shaft rubs. These pitfalls can turn a simple job into an all day affair - frequently with unsatisfactory results despite a conscientious effort and a considerable investment in manpower and downtime. This paper will examine how to eliminate some of the typical reasons why alignments are unsuccessful.
Motor Condition Monitor has many successful applications in different areas of industry. In this section, three applications of MCM in foundry industry will be presented.
Motor Condition Monitor has many successful applications in different areas of industry. In this section, three applications of MCM in foundry industry will be presented.
Open impellers are frequently used in centrifugal pumps which pump liquids that contain suspended solid materials (slurries, paper stock, etc). They do not plug as easily as closed impellers and usually have a simple external adjustment to maintain the correct impeller clearance as internal parts wear.
Open impellers are frequently used in centrifugal pumps which pump liquids that contain suspended solid materials (slurries, paper stock, etc). They do not plug as easily as closed impellers and usually have a simple external adjustment to maintain the correct impeller clearance as internal parts wear.
There are different thoughts of what constitutes a "world class lubrication program." It is our belief that a world class lubrication program consists of researching, documenting and implementing the best lubrication practices and regulatory requirements as defined by the leaders in the lubrication and reliability industry (Noria, SMRP, ICML, etc.) as well as regulatory agencies (OSHA, EPA). We have determined that for most programs, best practices can be summarized into the following categories:
There are different thoughts of what constitutes a "world class lubrication program." It is our belief that a world class lubrication program consists of researching, documenting and implementing the best lubrication practices and regulatory requirements as defined by the leaders in the lubrication and reliability industry (Noria, SMRP, ICML, etc.) as well as regulatory agencies (OSHA, EPA). We have determined that for most programs, best practices can be summarized into the following categories:
While off-line filtering and particle analysis were key to Smoky Canyon Mine’s reliability improvements, the mine’s reliability team found that these techniques did not do enough to warn about catastrophic failures in the mine’s fleet of 785 Caterpillar haul trucks. Therefore, the team decided to include magnetic plug inspections in the 500-hour interval inspections. Smoky Canyon Mine’s magnetic plug inspections have raised its reliability maintenance program beyond contamination control to the next level.
While off-line filtering and particle analysis were key to Smoky Canyon Mine’s reliability improvements, the mine’s reliability team found that these techniques did not do enough to warn about catastrophic failures in the mine’s fleet of 785 Caterpillar haul trucks. Therefore, the team decided to include magnetic plug inspections in the 500-hour interval inspections. Smoky Canyon Mine’s magnetic plug inspections have raised its reliability maintenance program beyond contamination control to the next level.
I previously explained the system and procedures that need to be set up in order to make people do what you want them to do. Since people can’t be more effective than the system in which they work, you have to start by building a system and procedures. However, if you as maintenance leaders are going to get people to do what you want them to do, you are going to have to use diplomacy and psychology.
I previously explained the system and procedures that need to be set up in order to make people do what you want them to do. Since people can’t be more effective than the system in which they work, you have to start by building a system and procedures. However, if you as maintenance leaders are going to get people to do what you want them to do, you are going to have to use diplomacy and psychology.
The fix to the problem will take time, because it includes a cultural change. “Right now we have to save what we can in the short term so we do not have time to deal with this now, and on top of that it will cost money to improve our work system” is a common saying in this organization. The time and cost to improve is visible cost, the existing waste is embedded in the work system and invisible.
The fix to the problem will take time, because it includes a cultural change. “Right now we have to save what we can in the short term so we do not have time to deal with this now, and on top of that it will cost money to improve our work system” is a common saying in this organization. The time and cost to improve is visible cost, the existing waste is embedded in the work system and invisible.
One of the major European postal services decided in the late 1990s to make a change in their plant maintenance organization. In my own U.S. Postal Service, there had been talk for years of combining the operations and maintenance supervision and reducing the supervisory ranks. It is easy to say, but how do you do it? Be careful of what you wish for!
One of the major European postal services decided in the late 1990s to make a change in their plant maintenance organization. In my own U.S. Postal Service, there had been talk for years of combining the operations and maintenance supervision and reducing the supervisory ranks. It is easy to say, but how do you do it? Be careful of what you wish for!
Circular logic is how many large, otherwise sophisticated manufacturing plants manage financial accountability over their industrial contractors. They create a PO, send it to the contractor, the contract performs the work, keeps track of expenses, and then submits an invoice. The planning and scheduling and execution of the works are excellent, but the financial control needs upgrading.
Circular logic is how many large, otherwise sophisticated manufacturing plants manage financial accountability over their industrial contractors. They create a PO, send it to the contractor, the contract performs the work, keeps track of expenses, and then submits an invoice. The planning and scheduling and execution of the works are excellent, but the financial control needs upgrading.
Determine which functions hold the greatest opportunity for improving your maintenance operations, and look around for companies that show excellence in each target function. Summarized below are four of the more common functions that are of interest to modern maintenance operations, as well as sample target industries for benchmarking.
Determine which functions hold the greatest opportunity for improving your maintenance operations, and look around for companies that show excellence in each target function. Summarized below are four of the more common functions that are of interest to modern maintenance operations, as well as sample target industries for benchmarking.
Using many of its own products and solutions, Schneider Electric was able to realize an energy savings from 2005 through August 2008 that totaled more than $5.1 million. In addition, the company’s goal of reducing energy consumption per employee by ten percent by 2008 was met two years ahead of schedule.
Using many of its own products and solutions, Schneider Electric was able to realize an energy savings from 2005 through August 2008 that totaled more than $5.1 million. In addition, the company’s goal of reducing energy consumption per employee by ten percent by 2008 was met two years ahead of schedule.
The "breakthrough strategy" really works. Equipment becomes more reliable, costs go down, and behaviors change along the way. The key is focusing on results-the kind of results that will get people's attention on the plant floor as well as in the key decision makers' offices. Select the equipment that, if it ran better and was more reliable, would generate sizeable savings. But more importantly, choose equipment that would generate more throughput and revenue.
The "breakthrough strategy" really works. Equipment becomes more reliable, costs go down, and behaviors change along the way. The key is focusing on results-the kind of results that will get people's attention on the plant floor as well as in the key decision makers' offices. Select the equipment that, if it ran better and was more reliable, would generate sizeable savings. But more importantly, choose equipment that would generate more throughput and revenue.
All Maintenance Technology Reader Panelists agree that training is important. The need for it is ongoing, and it is a part of routine strategy for most operations. Today, its value is heightened as manufacturing operations face growing departures of experienced workers.
All Maintenance Technology Reader Panelists agree that training is important. The need for it is ongoing, and it is a part of routine strategy for most operations. Today, its value is heightened as manufacturing operations face growing departures of experienced workers.
For decades, maintenance professionals have advocated and used information management systems, planned maintenance activities, emphasized preventive maintenance and assessed equipment utilization to eliminate non-essential assets (reducing numbers of equipment). These professionals also have been aware of the need for operator and mechanic training and, to some extent, decentralizing asset responsibility. Accordingly, they have been striving to build operator-ownership of equipment through basic care.
For decades, maintenance professionals have advocated and used information management systems, planned maintenance activities, emphasized preventive maintenance and assessed equipment utilization to eliminate non-essential assets (reducing numbers of equipment). These professionals also have been aware of the need for operator and mechanic training and, to some extent, decentralizing asset responsibility. Accordingly, they have been striving to build operator-ownership of equipment through basic care.
So you have a plan, now what? It is now time to execute. Hopefully, you are using some great CI methodologies founded in Six Sigma and the Toyota Production System. Each of the items on your plan may need some additional analysis to see exactly what is involved in the improvement of those items.
So you have a plan, now what? It is now time to execute. Hopefully, you are using some great CI methodologies founded in Six Sigma and the Toyota Production System. Each of the items on your plan may need some additional analysis to see exactly what is involved in the improvement of those items.
I am from an automotive parts supplier in mid-western United States. Implementing TPM in a company is not easy. The philosophies of TPM are not that difficult to understand but are a some what difficult task to implement.
I am from an automotive parts supplier in mid-western United States. Implementing TPM in a company is not easy. The philosophies of TPM are not that difficult to understand but are a some what difficult task to implement.
Over the years, I probably asked this of several hundred employees, and many of the answers related to the interaction of management within the plant. They wanted the magic fix to be management that worked together, shift changes that were transparent, maintenance to work with operations, supervisors to be knowledgeable about expectations, and to feel part of the team. In essence, they wanted to perform like the USS Lincoln.
Over the years, I probably asked this of several hundred employees, and many of the answers related to the interaction of management within the plant. They wanted the magic fix to be management that worked together, shift changes that were transparent, maintenance to work with operations, supervisors to be knowledgeable about expectations, and to feel part of the team. In essence, they wanted to perform like the USS Lincoln.
After a couple of decades of testing, Lean business practices are now widely accepted as a major contributor to extraordinary customer service and profitable operations. But with this acceptance has come a new leveling of the playing field in many industries. The preemptive competitive advantages enjoyed by early Lean adopters have dissipated as more and more companies are “converted” to techniques that reduce waste and slash lead times. We have also come to the realization that only the most effective operations can position a company to compete with competitors who source off shore to suppliers in low cost labor markets.
After a couple of decades of testing, Lean business practices are now widely accepted as a major contributor to extraordinary customer service and profitable operations. But with this acceptance has come a new leveling of the playing field in many industries. The preemptive competitive advantages enjoyed by early Lean adopters have dissipated as more and more companies are “converted” to techniques that reduce waste and slash lead times. We have also come to the realization that only the most effective operations can position a company to compete with competitors who source off shore to suppliers in low cost labor markets.
Manufacturers in process industries are no strangers to raw material price volatility. Historically, price fluctuations of 15 to 20 percent have been common and threatened only the weakest companies. But when prices surge by 100 to 200 percent over the course of 12 to 24 months, the rules of the game change. And when those increases become systemic—not just cyclical—they threaten the viability of all processors– large and small. And that’s exactly where the industry finds itself today.
Manufacturers in process industries are no strangers to raw material price volatility. Historically, price fluctuations of 15 to 20 percent have been common and threatened only the weakest companies. But when prices surge by 100 to 200 percent over the course of 12 to 24 months, the rules of the game change. And when those increases become systemic—not just cyclical—they threaten the viability of all processors– large and small. And that’s exactly where the industry finds itself today.
Thinking back about the initial resistance to TPM, Don Russell laughs and says, "At first a lot of folks here defined TPM as 'Totally Painted Machines'. Now I can say we all define TPM as 'Taking Pride in our Machines'."
Thinking back about the initial resistance to TPM, Don Russell laughs and says, "At first a lot of folks here defined TPM as 'Totally Painted Machines'. Now I can say we all define TPM as 'Taking Pride in our Machines'."
A mentor can assume many different roles including teacher, motivator, advisor, coach, door-opener. A good mentor has some traits that are conducive to their role. They are supportive, patient, secure in their position and achievers. They tend to be accepting of others, even their shortcomings. Mentors require the ability to listen and possess questioning skills and a passion for their work and industry. They provide constructive and positive feedback and are able to plan and make decisions.
A mentor can assume many different roles including teacher, motivator, advisor, coach, door-opener. A good mentor has some traits that are conducive to their role. They are supportive, patient, secure in their position and achievers. They tend to be accepting of others, even their shortcomings. Mentors require the ability to listen and possess questioning skills and a passion for their work and industry. They provide constructive and positive feedback and are able to plan and make decisions.
From my experience, it is more common than not to find that the working relationship between operations and maintenance is one of adversity instead of a relationship of close and productive cooperation. Operations often sees itself as the customer of maintenance, and, consequently, maintenance is viewed as a service provider. In such a relationship, it should be obvious that operations is responsible for the cost of the maintenance work it requests and gets delivered. However, in a bad relationship, this is not the case.
From my experience, it is more common than not to find that the working relationship between operations and maintenance is one of adversity instead of a relationship of close and productive cooperation. Operations often sees itself as the customer of maintenance, and, consequently, maintenance is viewed as a service provider. In such a relationship, it should be obvious that operations is responsible for the cost of the maintenance work it requests and gets delivered. However, in a bad relationship, this is not the case.
Over the years, our quest for lower production costs through technology has drastically changed the role the operator in our mills. Once an operator spent the majority of his day “on the floor.” This provided a hands-on knowledge of how equipment worked and what are the signs of it starting to fail. In today’s world, most operators are running the mill via computer-controlled systems.
Over the years, our quest for lower production costs through technology has drastically changed the role the operator in our mills. Once an operator spent the majority of his day “on the floor.” This provided a hands-on knowledge of how equipment worked and what are the signs of it starting to fail. In today’s world, most operators are running the mill via computer-controlled systems.
In addition to an increase in greenfield plants, Stone & Webster Management Consultants Inc. (Stone & Webster Consultants) has seen increased interest in solid fuel repowering of existing oil- and gas-fired boilers. The primary reason for this interest is that repowering an existing gas- and/or oil-fired power plant with solid fuel boilers potentially has a lower capital cost and lower development risk than developing a new greenfield solid fuel – fired power plant.
In addition to an increase in greenfield plants, Stone & Webster Management Consultants Inc. (Stone & Webster Consultants) has seen increased interest in solid fuel repowering of existing oil- and gas-fired boilers. The primary reason for this interest is that repowering an existing gas- and/or oil-fired power plant with solid fuel boilers potentially has a lower capital cost and lower development risk than developing a new greenfield solid fuel – fired power plant.
A reliability effort does contribute to an increase in the return on assets. The most direct and easy-to-understand impact resides in the expenses section of the income statement. There, it is apparent that the greatest part of the reliability financial benefit lies in the operators home, reassign them to do something else or make conversion costs reduction.
A reliability effort does contribute to an increase in the return on assets. The most direct and easy-to-understand impact resides in the expenses section of the income statement. There, it is apparent that the greatest part of the reliability financial benefit lies in the operators home, reassign them to do something else or make conversion costs reduction.
I've been fortunate in that I've been able to benchmark M&R improvement processes within and outside Cargill for the past decade. These visits have included trips all over the world. In a recent trip to one of our factories in Pennsylvania, I was introduced to a family of cultural change resistors that I'd like to share with you.
I've been fortunate in that I've been able to benchmark M&R improvement processes within and outside Cargill for the past decade. These visits have included trips all over the world. In a recent trip to one of our factories in Pennsylvania, I was introduced to a family of cultural change resistors that I'd like to share with you.
In nearly all of the 250 or so equipment intensive plants and facilities I have visited, taught at, and worked in over the past 30 years, I have observed the relationships between the skills of employees and the reliability of the equipment. These observations may provide helpful insights for plant and facility managers who are troubled with unreliable equipment and high maintenance costs. Here are a few:
In nearly all of the 250 or so equipment intensive plants and facilities I have visited, taught at, and worked in over the past 30 years, I have observed the relationships between the skills of employees and the reliability of the equipment. These observations may provide helpful insights for plant and facility managers who are troubled with unreliable equipment and high maintenance costs. Here are a few:
Some of the characteristics that made us a strongly competitive and productive nation are in serious need of repair. Moreover, what is going largely unnoticed is that the maintenance skills shortage— which, very recently, was just a forecast of a perfect storm—has come down on us with a vengeance. Are you ready?
Some of the characteristics that made us a strongly competitive and productive nation are in serious need of repair. Moreover, what is going largely unnoticed is that the maintenance skills shortage— which, very recently, was just a forecast of a perfect storm—has come down on us with a vengeance. Are you ready?
World-class organizations would not—could not—succeed without implementing an efficient and effective planning and scheduling process. It’s one of those cornerstone processes that can transform your organization into “Best-in-Class.” Here are some of the pitfalls regarding the deployment of Planners/Schedulers (Planners) that can keep you from getting where you want to be.
World-class organizations would not—could not—succeed without implementing an efficient and effective planning and scheduling process. It’s one of those cornerstone processes that can transform your organization into “Best-in-Class.” Here are some of the pitfalls regarding the deployment of Planners/Schedulers (Planners) that can keep you from getting where you want to be.
There is an ongoing debate on the Superfactory web forum concerning SMED (Single Minute Exchange of Dies) as developed by Shigeo Shingo, and in particular about Shingo’s influence on Toyota. As someone who had the privilege of meeting Shingo a few times before his death in 1991 and who has taught Single Minute Exchange of Dies for 15 years, I would like to give my view on the importance of the SMED process.
There is an ongoing debate on the Superfactory web forum concerning SMED (Single Minute Exchange of Dies) as developed by Shigeo Shingo, and in particular about Shingo’s influence on Toyota. As someone who had the privilege of meeting Shingo a few times before his death in 1991 and who has taught Single Minute Exchange of Dies for 15 years, I would like to give my view on the importance of the SMED process.
Total Productive Maintenance (TPM) is a maintenance program which involves a newly defined concept for maintaining plants and equipment. This paper will define TPM history, benefits, strengths as a maintenance philosophy, its implementation approach, difficulties in its implementation and cost of implementing TPM. TPM is to Maintenance as Total Quality is to Production The goal of the TPM program is to markedly increase production while, at the same time, increasing employee morale and job satisfaction.
Total Productive Maintenance (TPM) is a maintenance program which involves a newly defined concept for maintaining plants and equipment. This paper will define TPM history, benefits, strengths as a maintenance philosophy, its implementation approach, difficulties in its implementation and cost of implementing TPM. TPM is to Maintenance as Total Quality is to Production The goal of the TPM program is to markedly increase production while, at the same time, increasing employee morale and job satisfaction.
It is extremely important for any modern process company to have a good set of seal specifications. When written properly the seal specifications will classify seals by operation condition.
It is extremely important for any modern process company to have a good set of seal specifications. When written properly the seal specifications will classify seals by operation condition.
Maybe you’re thinking to yourself that the waste and inefficiency caused by using worn spray nozzles just can’t be all that significant. If so, it’s time to change your thinking and determine if nozzle wear is a problem in your operations. Like many other processors, you may discover that you are wasting millions of gallons of water, thousands of gallons of chemicals and incurring many other unnecessary costs due to using worn nozzles.
Maybe you’re thinking to yourself that the waste and inefficiency caused by using worn spray nozzles just can’t be all that significant. If so, it’s time to change your thinking and determine if nozzle wear is a problem in your operations. Like many other processors, you may discover that you are wasting millions of gallons of water, thousands of gallons of chemicals and incurring many other unnecessary costs due to using worn nozzles.
Threaded fasteners set and hold tolerances on assemblies ranging from light-duty equipment to heavy machinery. Loosening is one of the major causes of industrial equipment failure, and results in millions of dollars worth of unscheduled downtime costs each year. In many cases, fasteners that self-loosen during equipment operation may contribute to wear and fatigue, and result in poor operating tolerances, misalignment and even catastrophic equipment failure. Various types of differential stresses such as vibration and shock, thermal expansion and contraction, and micro-movement reduce clamping force on the assembly and ultimately cause failure.
Threaded fasteners set and hold tolerances on assemblies ranging from light-duty equipment to heavy machinery. Loosening is one of the major causes of industrial equipment failure, and results in millions of dollars worth of unscheduled downtime costs each year. In many cases, fasteners that self-loosen during equipment operation may contribute to wear and fatigue, and result in poor operating tolerances, misalignment and even catastrophic equipment failure. Various types of differential stresses such as vibration and shock, thermal expansion and contraction, and micro-movement reduce clamping force on the assembly and ultimately cause failure.
The American Petroleum Institute (API) issues guide lines to help petroleum people select and then pipe various types of controls for mechanical sealing applications. These piping arrangements are described in a series of plans issued by the API. Although 17 plans are described, only a few are really needed. Any time you have 17 choices there is bound to be some confusion. In the following paragraphs I will describe those API plans that I use on a regular basis, where I use these plans and, in the process, hopefully simplify your selection decisions.
The American Petroleum Institute (API) issues guide lines to help petroleum people select and then pipe various types of controls for mechanical sealing applications. These piping arrangements are described in a series of plans issued by the API. Although 17 plans are described, only a few are really needed. Any time you have 17 choices there is bound to be some confusion. In the following paragraphs I will describe those API plans that I use on a regular basis, where I use these plans and, in the process, hopefully simplify your selection decisions.
When rolling element or sleeve bearings operate under extreme conditions, it’s more important than ever to follow proper lubrication selection and maintenance procedures to maximize effective life and efficient performance. Long-term analysis of field data shows that the lack of proper lubrication is the most commonly cited cause of bearing failure and accounts for over 40 percent of breakdowns. Bearings for high temperatures must be properly maintained and lubricated to withstand high heat.
When rolling element or sleeve bearings operate under extreme conditions, it’s more important than ever to follow proper lubrication selection and maintenance procedures to maximize effective life and efficient performance. Long-term analysis of field data shows that the lack of proper lubrication is the most commonly cited cause of bearing failure and accounts for over 40 percent of breakdowns. Bearings for high temperatures must be properly maintained and lubricated to withstand high heat.
Bearing repair is not a new concept, nor has it changed a great deal over the years — and that's good news. Repairing damaged bearings is a precise science that has been fine-tuned over time through careful and gradual enhancements to provide superior results.
Bearing repair is not a new concept, nor has it changed a great deal over the years — and that's good news. Repairing damaged bearings is a precise science that has been fine-tuned over time through careful and gradual enhancements to provide superior results.
Bearing life is defined as the length of time, or the number of revolutions, until a fatigue spall of a specific size develops. This spall size, regardless of the size of the bearing, is defined by an area of 0.01 inch2 (6 mm2). This life depends on many different factors such as loading, speed, lubrication, fitting, setting, operating temperature, contamination, maintenance, plus many other environmental factors. Due to all these factors, the life of an individual bearing is impossible to predict precisely.
Bearing life is defined as the length of time, or the number of revolutions, until a fatigue spall of a specific size develops. This spall size, regardless of the size of the bearing, is defined by an area of 0.01 inch2 (6 mm2). This life depends on many different factors such as loading, speed, lubrication, fitting, setting, operating temperature, contamination, maintenance, plus many other environmental factors. Due to all these factors, the life of an individual bearing is impossible to predict precisely.
Cavitation means that cavities are forming in the liquid that we are pumping. When these cavities form at the suction of the pump several things happen all at once. The cavities form for five basic reasons and it is common practice to lump all of them into the general classification of cavitation. This is an error because we will learn that to correct each of these conditions we must understand why they occur and how to fix them.
Cavitation means that cavities are forming in the liquid that we are pumping. When these cavities form at the suction of the pump several things happen all at once. The cavities form for five basic reasons and it is common practice to lump all of them into the general classification of cavitation. This is an error because we will learn that to correct each of these conditions we must understand why they occur and how to fix them.
One of the important ingredients for making and keeping a reliable electrical connection is clean contact surfaces. When initial contact is made between electrical contact surfaces, no matter how smooth and level the surfaces, only a few high points touch. As the contact force increases, more points make contact until at optimum force most of the metal-to-metal contact has been accomplished. Contact theory tells us that these points are actually cold welds.
One of the important ingredients for making and keeping a reliable electrical connection is clean contact surfaces. When initial contact is made between electrical contact surfaces, no matter how smooth and level the surfaces, only a few high points touch. As the contact force increases, more points make contact until at optimum force most of the metal-to-metal contact has been accomplished. Contact theory tells us that these points are actually cold welds.
My interest in writing this article was to explore one way to reduce the cost of manufacturing and installing new boilers: improved insulation practices within the boiler island. It is my opinion that the power industry requires a smarter and more economical insulation design on steam-generating boiler walls, especially when considering the rising cost and reduced availability of qualified field labor. Yes, the potential cost savings with improved insulation practices is small compared to the total plant cost, but every dollar saved is important.
My interest in writing this article was to explore one way to reduce the cost of manufacturing and installing new boilers: improved insulation practices within the boiler island. It is my opinion that the power industry requires a smarter and more economical insulation design on steam-generating boiler walls, especially when considering the rising cost and reduced availability of qualified field labor. Yes, the potential cost savings with improved insulation practices is small compared to the total plant cost, but every dollar saved is important.
A DC Motor carbon brush is an electrical contact which makes a connection with a moving surface. Optimal performance on motors, generators and other types of moving contact applications will be attained only when the carbon brush, the brushholder and the contact surface are properly designed and maintained. All three components are critical factors in a complex electro-mechanical system.
A DC Motor carbon brush is an electrical contact which makes a connection with a moving surface. Optimal performance on motors, generators and other types of moving contact applications will be attained only when the carbon brush, the brushholder and the contact surface are properly designed and maintained. All three components are critical factors in a complex electro-mechanical system.
The motor carbon brush has been a critical component in variable speed rotating equipment for over 100 years. The trend towards reduced maintenance has resulted in the elimination of many well established procedures related to carbon brushes. Today new technology is attempting to replace this component and permanently eliminate these maintenance costs. However, when subjected to the proper operating conditions carbon brushes do yield excellent life and perform an amazing function.
The motor carbon brush has been a critical component in variable speed rotating equipment for over 100 years. The trend towards reduced maintenance has resulted in the elimination of many well established procedures related to carbon brushes. Today new technology is attempting to replace this component and permanently eliminate these maintenance costs. However, when subjected to the proper operating conditions carbon brushes do yield excellent life and perform an amazing function.
Many drive systems go to an early grave after only about 10 years of operation. Reconditioning an existing drive system could enable it to operate reliably for another decade and can be achieved for just 30-40% of the cost of a new drive system. Peter Wright, Drives Products Service Manager for ABB in the UK explains how.
Many drive systems go to an early grave after only about 10 years of operation. Reconditioning an existing drive system could enable it to operate reliably for another decade and can be achieved for just 30-40% of the cost of a new drive system. Peter Wright, Drives Products Service Manager for ABB in the UK explains how.
The cost of replacement parts, labor, standby inventory, and downtime can have a devastating effect on a plant's bottom line. Eliminating even one of them by drying a compressed air system will offset the cost of installing and operating the equipment. When pneumatic components wear or become corroded as a result of moisture, they consume more compressed air - and lose energy efficiency. When this wear or corrosion becomes great enough, components must be repaired or replaced - increasing operating expense.
The cost of replacement parts, labor, standby inventory, and downtime can have a devastating effect on a plant's bottom line. Eliminating even one of them by drying a compressed air system will offset the cost of installing and operating the equipment. When pneumatic components wear or become corroded as a result of moisture, they consume more compressed air - and lose energy efficiency. When this wear or corrosion becomes great enough, components must be repaired or replaced - increasing operating expense.
Air can also be temporarily entrained into oil through bearing agitation. This can occur in healthy oil, but is more common in oil containing high amounts of moisture, as well as oil having other forms of contaminants. Air entrained in oil sumps of rotating equipment tends to rise out and re-enter the headspace over time. Read to learn some of the potential effects of air entrainment.
Air can also be temporarily entrained into oil through bearing agitation. This can occur in healthy oil, but is more common in oil containing high amounts of moisture, as well as oil having other forms of contaminants. Air entrained in oil sumps of rotating equipment tends to rise out and re-enter the headspace over time. Read to learn some of the potential effects of air entrainment.
In this paper the authors examine opportunities for energy savings at water treatment facilities in North America and how energy savings can be achieved. The authors discuss specific approaches, such as using variable speed drives and high efficiency motors as primary sources to realize increased payback of original equipment cost. In addition, this paper explored life cycle costing as a method to justify investment in equipment upgrades, moving beyond just simple payback periods. The authors use existing treatment facilities for reference throughout the paper.
In this paper the authors examine opportunities for energy savings at water treatment facilities in North America and how energy savings can be achieved. The authors discuss specific approaches, such as using variable speed drives and high efficiency motors as primary sources to realize increased payback of original equipment cost. In addition, this paper explored life cycle costing as a method to justify investment in equipment upgrades, moving beyond just simple payback periods. The authors use existing treatment facilities for reference throughout the paper.
Use the proper tools and a good pair of eyes to eliminate almost all your belt drive problems. Did you know that premature belt drive failures can be attributed to just a half-dozen commonly encountered problems? Or that all it takes to solve these problems is just a few tools and using your head? Other than normal wear and use, the most common sources of belt drive failures are 1) improper tension, 2) misalignment, 3) handling, 4) hardware, 5) environmental factors, and 6) design factors.
Use the proper tools and a good pair of eyes to eliminate almost all your belt drive problems. Did you know that premature belt drive failures can be attributed to just a half-dozen commonly encountered problems? Or that all it takes to solve these problems is just a few tools and using your head? Other than normal wear and use, the most common sources of belt drive failures are 1) improper tension, 2) misalignment, 3) handling, 4) hardware, 5) environmental factors, and 6) design factors.
This article presents, in layman's terms, information regarding a high-speed electrostatic kidney-loop system, designed to remove submicron particles and other foreign matter (varnish) from lubricating fluids. It is a culmination of more than 30 years of research and development, on-site beta testing, and trial and error, and it has resulted in seven electrostatic filter patents which significantly aid in the process of oil purification.
This article presents, in layman's terms, information regarding a high-speed electrostatic kidney-loop system, designed to remove submicron particles and other foreign matter (varnish) from lubricating fluids. It is a culmination of more than 30 years of research and development, on-site beta testing, and trial and error, and it has resulted in seven electrostatic filter patents which significantly aid in the process of oil purification.
Many process systems operate by the storage, transfer, metering, and disposal of liquid materials. The pumps that move the liquid materials represent a point where maintenance failure can halt all other processes. Extending the service life of these critical process components can significantly reduce process as well as maintenance costs.
Many process systems operate by the storage, transfer, metering, and disposal of liquid materials. The pumps that move the liquid materials represent a point where maintenance failure can halt all other processes. Extending the service life of these critical process components can significantly reduce process as well as maintenance costs.
Gear pumps use toothed gears turning inside a close tolerance housing to draw-in liquid and then squeezing it out ahead of them. Paddle steamers used the same principle of operation. These pumps are positive displacement pumps and anything drawn into them will be forced out. As a consequence they can generate very high discharge pressures. Materials of construction vary from metals of various types and hardness through to plastics of various types and hardness.
Gear pumps use toothed gears turning inside a close tolerance housing to draw-in liquid and then squeezing it out ahead of them. Paddle steamers used the same principle of operation. These pumps are positive displacement pumps and anything drawn into them will be forced out. As a consequence they can generate very high discharge pressures. Materials of construction vary from metals of various types and hardness through to plastics of various types and hardness.
When equipment fails, wind farms must deal with exorbitant crane mobilization expenses, lost energy production, soaring costs per kilowatt-hour and untimely delays in obtaining replacement parts in a burgeoning industry where the demand for necessary components routinely outstrips supply.
When equipment fails, wind farms must deal with exorbitant crane mobilization expenses, lost energy production, soaring costs per kilowatt-hour and untimely delays in obtaining replacement parts in a burgeoning industry where the demand for necessary components routinely outstrips supply.
In today's global environment, the "one size fits all" approach is used for so many products that we expect it to apply to just about everything. In the mechanical seal industry, one problem with that philosophy is the definition of the word all. Mechanical seals must live in literally every environment under the sun-from extreme hot to extreme cold, wet to dry, solid to gas, acidic to caustic and so on. Until relatively recently, a vast variety of cartridge mechanical seals were needed to accommodate these pump applications.
In today's global environment, the "one size fits all" approach is used for so many products that we expect it to apply to just about everything. In the mechanical seal industry, one problem with that philosophy is the definition of the word all. Mechanical seals must live in literally every environment under the sun-from extreme hot to extreme cold, wet to dry, solid to gas, acidic to caustic and so on. Until relatively recently, a vast variety of cartridge mechanical seals were needed to accommodate these pump applications.
Seal companies purchase carbon/graphite seal faces from one of several carbon manufacturers. The seal companies pay for the necessary molds and then retain the exclusive use of them. A good seal face would be a mixture of carbon, graphite and nothing else. The carbon is purchased as a byproduct of a manufacturing process while the graphite is mined with the main sources being in Canada and Madagascar.
Seal companies purchase carbon/graphite seal faces from one of several carbon manufacturers. The seal companies pay for the necessary molds and then retain the exclusive use of them. A good seal face would be a mixture of carbon, graphite and nothing else. The carbon is purchased as a byproduct of a manufacturing process while the graphite is mined with the main sources being in Canada and Madagascar.
Expansion joints for pipework are often made from corrugated metal, especially when handling liquids or for operating pressures significantly above atmospheric. Metal expansion joints are outside the scope of the ESA guide.
Expansion joints for pipework are often made from corrugated metal, especially when handling liquids or for operating pressures significantly above atmospheric. Metal expansion joints are outside the scope of the ESA guide.
Most of us who have spent time in the lubrication field have been told that it takes only a small amount of water (less than 500 ppm) to substantially shorten the service life of rolling element bearings. There is indeed a vast amount of research that supports these assertions. Being a career-long crusader of clean and dry oil, I will certainly not argue the contrary. In fact, water's destructive effects on bearings can easily reach or exceed that of particle contamination, depending on the conditions. Water can even cause bearing failure.
Most of us who have spent time in the lubrication field have been told that it takes only a small amount of water (less than 500 ppm) to substantially shorten the service life of rolling element bearings. There is indeed a vast amount of research that supports these assertions. Being a career-long crusader of clean and dry oil, I will certainly not argue the contrary. In fact, water's destructive effects on bearings can easily reach or exceed that of particle contamination, depending on the conditions. Water can even cause bearing failure.
SES Technical takes a "hands on" approach to all disciplines of predictive maintenance. The same Field Engineer who collects the data performs vibration, infrared, and ultrasonic analysis. This allows the engineers to develop an understanding of the equipment and develop a familiarity with its maintenance history. SES has also applied this principal to oil analysis.
SES Technical takes a "hands on" approach to all disciplines of predictive maintenance. The same Field Engineer who collects the data performs vibration, infrared, and ultrasonic analysis. This allows the engineers to develop an understanding of the equipment and develop a familiarity with its maintenance history. SES has also applied this principal to oil analysis.
Good indoor air quality (IAQ) depends on a number of factors, including effective filtration, which provides the primary defense for building occupants and HVAC (Heating, Ventilating and Air Conditioning) equipment against particular pollutants. Today's higher standards in filtration, coupled with rigorous attention paid to HVAC filter selection, helps to produce cleaner, purer air and reduce IAQ-related problems.
Good indoor air quality (IAQ) depends on a number of factors, including effective filtration, which provides the primary defense for building occupants and HVAC (Heating, Ventilating and Air Conditioning) equipment against particular pollutants. Today's higher standards in filtration, coupled with rigorous attention paid to HVAC filter selection, helps to produce cleaner, purer air and reduce IAQ-related problems.
Given that particle contamination of hydraulic fluid reduces the service life of hydraulic components, it would seem logical that a system can never have too many hydraulic filters. Well... not exactly. Some hydraulic filters can actually do more harm than good and therefore their inclusion in a hydraulic system is sometimes misguided.
Given that particle contamination of hydraulic fluid reduces the service life of hydraulic components, it would seem logical that a system can never have too many hydraulic filters. Well... not exactly. Some hydraulic filters can actually do more harm than good and therefore their inclusion in a hydraulic system is sometimes misguided.
Contaminants of hydraulic fluid include solid particles, air, water or any other matter that impairs the function of the fluid. Particle contamination accelerates the wear of hydraulic components. The rate at which damage occurs is dependent on the internal clearance of the components within the system, the size, the quantity of particles present in the fluid, and the system pressure.
Contaminants of hydraulic fluid include solid particles, air, water or any other matter that impairs the function of the fluid. Particle contamination accelerates the wear of hydraulic components. The rate at which damage occurs is dependent on the internal clearance of the components within the system, the size, the quantity of particles present in the fluid, and the system pressure.
A client recently asked me to advise them on the possibility of repairing a large hydraulic valve off a 400 ton excavator, used in open-cut mining. The valve in question was a spool-type directional control. It had been badly damaged as a result of cavitation, which had occurred over a long period in service.
A client recently asked me to advise them on the possibility of repairing a large hydraulic valve off a 400 ton excavator, used in open-cut mining. The valve in question was a spool-type directional control. It had been badly damaged as a result of cavitation, which had occurred over a long period in service.
he application of motor systems maintenance and management programs have the potential impact of saving industry an initial $26.5 Billion in electrical energy costs while reducing greenhouse gas emissions by over 3,000 Mega-Tons per year. The individual impact on production availability is also significant, by reducing troubleshooting and evaluation time by over 50%, motor repair by over 30% and general motor-system related labor by up to 50%, following the application and sustainment of the program. In this article, we are going to cover three opportunities obtained through the application of the Electrical Motor Diagnostic component of an overall program.
he application of motor systems maintenance and management programs have the potential impact of saving industry an initial $26.5 Billion in electrical energy costs while reducing greenhouse gas emissions by over 3,000 Mega-Tons per year. The individual impact on production availability is also significant, by reducing troubleshooting and evaluation time by over 50%, motor repair by over 30% and general motor-system related labor by up to 50%, following the application and sustainment of the program. In this article, we are going to cover three opportunities obtained through the application of the Electrical Motor Diagnostic component of an overall program.
The majority of the failure mechanisms that significantly reduce the reliability and life of a centrifugal pump are caused by operation away from the pump best efficiency point (BEP). To achieve best-in-class life, it is essential to either operate close to the pump BEP (which is always the preferred method) or to provide provisions that anticipate the various effects of off-BEP operation and attempt to mitigate these consequences.
The majority of the failure mechanisms that significantly reduce the reliability and life of a centrifugal pump are caused by operation away from the pump best efficiency point (BEP). To achieve best-in-class life, it is essential to either operate close to the pump BEP (which is always the preferred method) or to provide provisions that anticipate the various effects of off-BEP operation and attempt to mitigate these consequences.
Unfortunately, when it comes to steam traps, people often ignore them. There's a complacency about them that is costing steam users much more than they realize. The hard reality of a plant maintaining its boiler and forgetting about the rest of the steam system can be a horribly wasteful proposition. Losses can include not only wasted energy but replacement of damaged equipment and misuse of man-hours. It is not uncommon to discover system losses in the hundreds of thousands of dollars.
Unfortunately, when it comes to steam traps, people often ignore them. There's a complacency about them that is costing steam users much more than they realize. The hard reality of a plant maintaining its boiler and forgetting about the rest of the steam system can be a horribly wasteful proposition. Losses can include not only wasted energy but replacement of damaged equipment and misuse of man-hours. It is not uncommon to discover system losses in the hundreds of thousands of dollars.
Installation and mounting errors are responsible for 27% of all bearing failures, second only to lubrication problems. Most installation errors can be avoided through proper training, correct procedures and selection of products with design features that are compatible with operating conditions of the application.
Installation and mounting errors are responsible for 27% of all bearing failures, second only to lubrication problems. Most installation errors can be avoided through proper training, correct procedures and selection of products with design features that are compatible with operating conditions of the application.
Is there is reason to suppose a properly repaired motor is less reliable than a new machine? This article will define reliability and repairability to help you answer this question.
Is there is reason to suppose a properly repaired motor is less reliable than a new machine? This article will define reliability and repairability to help you answer this question.
Air systems without compressed air dryers severely restrict the life expectancy of any equipment they operate. You must keep your compressed air dry. One of the most effective ways of drying compressed air is to cool it, collect the moisture that condenses, then reheat the air to the ambient temperature. That is exactly what the cool winter weather did for your compressed air system.
Air systems without compressed air dryers severely restrict the life expectancy of any equipment they operate. You must keep your compressed air dry. One of the most effective ways of drying compressed air is to cool it, collect the moisture that condenses, then reheat the air to the ambient temperature. That is exactly what the cool winter weather did for your compressed air system.
Many people operate rotary screw compressors with oil seeping from around the shaft. This housekeeping nuisance and waste of expensive oil can be avoided with a better understanding of the shaft seal. The mechanical seal and lip seal are the most common types of shaft seals used on Rotary Screw compressors. The following provides further information specific to each of these styles.
Many people operate rotary screw compressors with oil seeping from around the shaft. This housekeeping nuisance and waste of expensive oil can be avoided with a better understanding of the shaft seal. The mechanical seal and lip seal are the most common types of shaft seals used on Rotary Screw compressors. The following provides further information specific to each of these styles.
One of the most pervasive trends in fluid handling today is that of miniaturization. The call for smaller and smaller flow control devices is evident across the industry. Regarding hydraulic and pneumatic components specifically, the extraordinary mass-to-power and mass-to-response features of such technologies are enabling miniaturization.1 But as hydraulic and pneumatic devices continue to go mini, the manufacturing process has become more finite and certain design vulnerabilities have become more pronounced.
One of the most pervasive trends in fluid handling today is that of miniaturization. The call for smaller and smaller flow control devices is evident across the industry. Regarding hydraulic and pneumatic components specifically, the extraordinary mass-to-power and mass-to-response features of such technologies are enabling miniaturization.1 But as hydraulic and pneumatic devices continue to go mini, the manufacturing process has become more finite and certain design vulnerabilities have become more pronounced.
Effective pump maintenance allows industrial plants to keep pumps operating well, to detect problems in time to schedule repairs, and to avoid early pump failures. Regular maintenance also reveals deteriorations in efficiency and capacity, which can occur long before a pump fails. Wear ring and rotor erosions, for example, can be costly problems that reduce wire-to-water efficiency by 10% or more. The amount of attention given to maintenance depends on how important a system is to a plant’s operations.
Effective pump maintenance allows industrial plants to keep pumps operating well, to detect problems in time to schedule repairs, and to avoid early pump failures. Regular maintenance also reveals deteriorations in efficiency and capacity, which can occur long before a pump fails. Wear ring and rotor erosions, for example, can be costly problems that reduce wire-to-water efficiency by 10% or more. The amount of attention given to maintenance depends on how important a system is to a plant’s operations.
The fact of the matter is that there are three types of problems mostly encountered with centrifugal pumps: design errors, poor operation, poor maintenance practices. The present article is being presented in 3 parts: covering all aspects of operation, maintenance, and troubleshooting of centrifugal pumps.
The fact of the matter is that there are three types of problems mostly encountered with centrifugal pumps: design errors, poor operation, poor maintenance practices. The present article is being presented in 3 parts: covering all aspects of operation, maintenance, and troubleshooting of centrifugal pumps.
You need to read this article on maintenance management of PLCs. Why? Because the PLCs (Programmable Logic Controllers) are the brains of your operation. When the PLC is not functioning properly, lines shut down, plants shutdown, even city bridges and water stations could cease to operate. Thousands to millions could be lost by one little PLC in an electrical panel that you never even knew existed. But most importantly, damage to machine and personnel could result from improper maintenance management of your company’s PLCs.
You need to read this article on maintenance management of PLCs. Why? Because the PLCs (Programmable Logic Controllers) are the brains of your operation. When the PLC is not functioning properly, lines shut down, plants shutdown, even city bridges and water stations could cease to operate. Thousands to millions could be lost by one little PLC in an electrical panel that you never even knew existed. But most importantly, damage to machine and personnel could result from improper maintenance management of your company’s PLCs.
So what is going wrong with the lubricant and bearings in our pumps? We do not get a service life any where near those numbers. It turns out that most bearings fail prematurely for only two reasons: High heat that caused the lubricant to "varnish" and then form "coke" that will introduce solids into the lubricant, and contamination of the lubricant by water, moisture, and solids.
So what is going wrong with the lubricant and bearings in our pumps? We do not get a service life any where near those numbers. It turns out that most bearings fail prematurely for only two reasons: High heat that caused the lubricant to "varnish" and then form "coke" that will introduce solids into the lubricant, and contamination of the lubricant by water, moisture, and solids.
The development of the electric motor has given us the most efficient and effective means to do work known to man. The electric motor is a simple device in principle. It converts electric energy into mechanical energy. Over the years, electric motors have changed substantially in design, however the basic principles have remained the same. In this section of the Action Guide we will discuss these basic motor principles. We will discuss the phenomena of magnetism, AC current and basic motor operation.
The development of the electric motor has given us the most efficient and effective means to do work known to man. The electric motor is a simple device in principle. It converts electric energy into mechanical energy. Over the years, electric motors have changed substantially in design, however the basic principles have remained the same. In this section of the Action Guide we will discuss these basic motor principles. We will discuss the phenomena of magnetism, AC current and basic motor operation.
In the past few years, Hydrovacs and "daylighting" have gained industry acceptance by minimizing the challenges of exposing underground pipelines, fiber-optics, and utilities. "Daylighting" is a non-destructive process using pressurized water (hydro) and a vacuum system (vac) to remove soil cover, thereby allowing a visual observation of underground lines. Hydrovacs expose these facilities to daylight, thus the term "daylighting".
In the past few years, Hydrovacs and "daylighting" have gained industry acceptance by minimizing the challenges of exposing underground pipelines, fiber-optics, and utilities. "Daylighting" is a non-destructive process using pressurized water (hydro) and a vacuum system (vac) to remove soil cover, thereby allowing a visual observation of underground lines. Hydrovacs expose these facilities to daylight, thus the term "daylighting".
There are 3 major problems associated with poor pump piping. 1) There is a scarcity of accessible information available on the topic. 2) No one pays any attention to it when installing a pump. 3) It can remain undetected and cause repetitive pump failures for many years.
There are 3 major problems associated with poor pump piping. 1) There is a scarcity of accessible information available on the topic. 2) No one pays any attention to it when installing a pump. 3) It can remain undetected and cause repetitive pump failures for many years.
First of all, despite the fact that the PLC was designed as a direct replacement for relays, its logic is actually quite different. Relays are 100% parallel logic. Every single part of a relay control system operates simultaneously. If you were to draw several rungs on a relay diagram and put one coil on each line with no contacts on any of the lines, every relay would energize at the same time when power was applied. This makes relay logic blindingly fast by nature (its only the relay's mechanical limitations that make it slow) but it’s often a source of trouble
First of all, despite the fact that the PLC was designed as a direct replacement for relays, its logic is actually quite different. Relays are 100% parallel logic. Every single part of a relay control system operates simultaneously. If you were to draw several rungs on a relay diagram and put one coil on each line with no contacts on any of the lines, every relay would energize at the same time when power was applied. This makes relay logic blindingly fast by nature (its only the relay's mechanical limitations that make it slow) but it’s often a source of trouble
Pump cavitation is defined as the phenomenon of formation and consequent implosion of vapor bubbles in a region where the pressure of the liquid falls below its vapor pressure. Cavitation can occur in any fluid handling equipment, especially in pumps, one of the most important components of industry today. Technological advances in industrial protective coatings and repair composite materials have made it possible to repair pumps suffering from cavitation rather than simply replacing them.
Pump cavitation is defined as the phenomenon of formation and consequent implosion of vapor bubbles in a region where the pressure of the liquid falls below its vapor pressure. Cavitation can occur in any fluid handling equipment, especially in pumps, one of the most important components of industry today. Technological advances in industrial protective coatings and repair composite materials have made it possible to repair pumps suffering from cavitation rather than simply replacing them.
Pneumatic directional control valves and cylinders are most commonly used in power circuits, with the valves controlling cylinders that, in turn, provide work. As we learn about a few of these circuits, other accessory valves will be introduced, along with some interesting ways of using them.
Pneumatic directional control valves and cylinders are most commonly used in power circuits, with the valves controlling cylinders that, in turn, provide work. As we learn about a few of these circuits, other accessory valves will be introduced, along with some interesting ways of using them.
In the pump business alignment means that the centerline of the pump is aligned with the centerline of the driver. Although this alignment was always a consideration with packed pumps, it is critical with sealed pumps especially if you are using rotating seal designs where the springs or bellows rotates with the shaft. A little misalignment at the power end of the pump is a lot of misalignment at the wet end, and unfortunately that is where the seal is located in most pump applications.
In the pump business alignment means that the centerline of the pump is aligned with the centerline of the driver. Although this alignment was always a consideration with packed pumps, it is critical with sealed pumps especially if you are using rotating seal designs where the springs or bellows rotates with the shaft. A little misalignment at the power end of the pump is a lot of misalignment at the wet end, and unfortunately that is where the seal is located in most pump applications.
How long should a vertical pump's suction bell last? That was a question a plant manager asked me during a recent consulting assignment for a power plant. A pump manufacturer's typical response to such a question is, "it depends." So what does it depend on?
How long should a vertical pump's suction bell last? That was a question a plant manager asked me during a recent consulting assignment for a power plant. A pump manufacturer's typical response to such a question is, "it depends." So what does it depend on?
In 1999-2001, the New Jersey International & Bulk Mail Center (NJI&BMC) in Jersey City, one of the largest United States Postal Service facilities, was concerned about its eight 33-year-old motor control centers (MCCs). Events forced a decision to pursue options for replacing or refurbishing the 276 cells that provide power primarily to 58 heating, air conditioning, and ventilation air handling units (HVAC AHUs) for the 1.8-million-sq-ft facility.
In 1999-2001, the New Jersey International & Bulk Mail Center (NJI&BMC) in Jersey City, one of the largest United States Postal Service facilities, was concerned about its eight 33-year-old motor control centers (MCCs). Events forced a decision to pursue options for replacing or refurbishing the 276 cells that provide power primarily to 58 heating, air conditioning, and ventilation air handling units (HVAC AHUs) for the 1.8-million-sq-ft facility.
Consumers use the term "flushing" to describe six different methods of bringing fluid to the stuffing box area of a centrifugal pump. Experienced seal people use different terms to differentiate between the methods. Water is one of the best barrier or buffer fluids because of its high specific heat and good conductivity. Petroleum oil is probably one of the worse because of its low specific heat and poor conductivity. Keep this in mind when you select a barrier or buffer fluid for your seals.
Consumers use the term "flushing" to describe six different methods of bringing fluid to the stuffing box area of a centrifugal pump. Experienced seal people use different terms to differentiate between the methods. Water is one of the best barrier or buffer fluids because of its high specific heat and good conductivity. Petroleum oil is probably one of the worse because of its low specific heat and poor conductivity. Keep this in mind when you select a barrier or buffer fluid for your seals.
In 1997-98, the facility was considering replacing the aging (1972-73) high, medium, and low voltage equipment because of several operational and maintenance problems with the breakers. We also were concerned about the overall grounding scheme of the facility. To find out the existing status of the grounding system, we procured architect/engineer (A/E) services to check and confirm the overall validity of the facility-grounding scheme.
In 1997-98, the facility was considering replacing the aging (1972-73) high, medium, and low voltage equipment because of several operational and maintenance problems with the breakers. We also were concerned about the overall grounding scheme of the facility. To find out the existing status of the grounding system, we procured architect/engineer (A/E) services to check and confirm the overall validity of the facility-grounding scheme.
Non-contacting labyrinth seal bearing isolators for industrial rotating equipment can be a key to energy conservation -- and saving money. By changing from contact lip seals to non-contact seals in industrial rotating equipment, the U.S. could save billions of dollars in electrical power costs and conserve over 5,500-MW of energy each year.
Non-contacting labyrinth seal bearing isolators for industrial rotating equipment can be a key to energy conservation -- and saving money. By changing from contact lip seals to non-contact seals in industrial rotating equipment, the U.S. could save billions of dollars in electrical power costs and conserve over 5,500-MW of energy each year.
Unless you're lucky enough to own your own paper mill, chances are you sometimes have to live with management decisions that differ from those you might have made on your own. So let's move forward and assume your company is going to implement pay-for-knowledge. It's not all bad. Not only are there various ways to cut your potential losses; there are even some positive benefits you can achieve if you do things right.
Unless you're lucky enough to own your own paper mill, chances are you sometimes have to live with management decisions that differ from those you might have made on your own. So let's move forward and assume your company is going to implement pay-for-knowledge. It's not all bad. Not only are there various ways to cut your potential losses; there are even some positive benefits you can achieve if you do things right.
I was asked recently to investigate and solve an overheating problem in a mobile hydraulics application. The hydraulic system that was overheating comprised a diesel-hydraulic power unit, which was being used to power a pipe-cutting saw. The saw was designed for sub-sea use and was connected to the hydraulic power unit on the surface via a 710-foot umbilical. The operating requirements for the saw were 24 gpm at 3000 psi. Heating of hydraulic fluid in operation is caused by inefficiencies. Inefficiencies result in losses of input power, which are converted to heat. A hydraulic system's heat load is equal to the total power lost (PL) through inefficiencies.
I was asked recently to investigate and solve an overheating problem in a mobile hydraulics application. The hydraulic system that was overheating comprised a diesel-hydraulic power unit, which was being used to power a pipe-cutting saw. The saw was designed for sub-sea use and was connected to the hydraulic power unit on the surface via a 710-foot umbilical. The operating requirements for the saw were 24 gpm at 3000 psi. Heating of hydraulic fluid in operation is caused by inefficiencies. Inefficiencies result in losses of input power, which are converted to heat. A hydraulic system's heat load is equal to the total power lost (PL) through inefficiencies.
"At the end of every batch, my pump wants to go home!" These were the words said to me in halting English by a maintenance manager of a major brewery in Manilla during one of my trips to the beautiful Philippines. Although I was accompanied by a translator, the manager insisted on trying out his limited English. As we were obviously having some kind of communication breakdown, I asked the translator to verify the comment. Sure enough, back it came, accompanied by a big grin and lots of head nodding. "At the end of every batch, my pump wants to go home." Obviously, this was a pump I just had to see!
"At the end of every batch, my pump wants to go home!" These were the words said to me in halting English by a maintenance manager of a major brewery in Manilla during one of my trips to the beautiful Philippines. Although I was accompanied by a translator, the manager insisted on trying out his limited English. As we were obviously having some kind of communication breakdown, I asked the translator to verify the comment. Sure enough, back it came, accompanied by a big grin and lots of head nodding. "At the end of every batch, my pump wants to go home." Obviously, this was a pump I just had to see!
In industry, power consumption in the manufacturing environment accounts for approximately one-third of all energy consumed annually in the U.S. In the enclosed-gearing industry, questions, such as "how efficient is product X," are becoming increasingly common. Several factors influence how efficiency is lost during the operation of the gearbox system. Let's get started and first take a look at the effect oil seals and lubricants can have on gearbox efficiency.
In industry, power consumption in the manufacturing environment accounts for approximately one-third of all energy consumed annually in the U.S. In the enclosed-gearing industry, questions, such as "how efficient is product X," are becoming increasingly common. Several factors influence how efficiency is lost during the operation of the gearbox system. Let's get started and first take a look at the effect oil seals and lubricants can have on gearbox efficiency.
Consumers use the term "flushing" to describe six different methods of bringing fluid to the stuffing box area of a centrifugal pump. Experienced seal people use different terms to differentiate between the methods.
Consumers use the term "flushing" to describe six different methods of bringing fluid to the stuffing box area of a centrifugal pump. Experienced seal people use different terms to differentiate between the methods.
When there is a significant difference between the temperature of a hydraulic component and the fluid being supplied to it, rapid, localized heating of the internal parts of the component can occur. This causes individual parts of the component to expand at different rates, resulting in interference between parts that normally have fine clearances.
When there is a significant difference between the temperature of a hydraulic component and the fluid being supplied to it, rapid, localized heating of the internal parts of the component can occur. This causes individual parts of the component to expand at different rates, resulting in interference between parts that normally have fine clearances.
A pump’s efficiency can degrade as much as 10% to 25% before it is replaced, according to a study of industrial facilities commissioned by the U.S. Department of Energy (DOE), and efficiencies of 50% to 60% or lower are quite common. However, because these inefficiencies are not readily apparent, opportunities to save energy by repairing or replacing components and optimizing systems are often overlooked.
A pump’s efficiency can degrade as much as 10% to 25% before it is replaced, according to a study of industrial facilities commissioned by the U.S. Department of Energy (DOE), and efficiencies of 50% to 60% or lower are quite common. However, because these inefficiencies are not readily apparent, opportunities to save energy by repairing or replacing components and optimizing systems are often overlooked.
The affinity laws accurately predict the affect of changing the speed of a centrifugal or rotary pump, and they also do a fairly good job of predicting the affect of changing the diameter of a centrifugal pump. In another paper (02-01) we discussed the affinity laws as they apply to centrifugal pumps, but in this paper we will look at their use with rotary pumps.
The affinity laws accurately predict the affect of changing the speed of a centrifugal or rotary pump, and they also do a fairly good job of predicting the affect of changing the diameter of a centrifugal pump. In another paper (02-01) we discussed the affinity laws as they apply to centrifugal pumps, but in this paper we will look at their use with rotary pumps.
ANSI is an acronym used to describe the American National Institute Pump Standard. The standard evolved from the American Voluntary Standard (AVS) that was first proposed by the Manufacturing Chemists Association in the nineteen fifties. It is a set of inch dimensional standards that describe the envelope dimensions of a back pull out, centrifugal pump.
ANSI is an acronym used to describe the American National Institute Pump Standard. The standard evolved from the American Voluntary Standard (AVS) that was first proposed by the Manufacturing Chemists Association in the nineteen fifties. It is a set of inch dimensional standards that describe the envelope dimensions of a back pull out, centrifugal pump.
The seal gland is that part that holds the stationary half of the mechanical seal and attaches to the stuffing box. The most universally used gland is labeled the American Petroleum Institute (API) gland. The API (American Petroleum Institute) gland incorporates several important environmental controls and safety features. It should be specified for all petroleum refinery service because of the danger of an explosion or fire, but should also be recommended any time you are pumping any type of dangerous product. The gland has several features you need to understand.
The seal gland is that part that holds the stationary half of the mechanical seal and attaches to the stuffing box. The most universally used gland is labeled the American Petroleum Institute (API) gland. The API (American Petroleum Institute) gland incorporates several important environmental controls and safety features. It should be specified for all petroleum refinery service because of the danger of an explosion or fire, but should also be recommended any time you are pumping any type of dangerous product. The gland has several features you need to understand.
Dual seals are recommended for a variety of purposes, but in this paper we will be considering the use of dual seals as an environmental control to prevent the sealed product from either opening the seal faces, or damaging one of the seal components, the two reasons any mechanical seal ever failed.
Dual seals are recommended for a variety of purposes, but in this paper we will be considering the use of dual seals as an environmental control to prevent the sealed product from either opening the seal faces, or damaging one of the seal components, the two reasons any mechanical seal ever failed.
Non-leak pumps have been the dream of pump designers ever since the first pump was invented back in the dark ages. We all want a non leaking pump for the obvious reasons. Because of this desire there are a number of companies willing to supply just about any kind of "Voodoo" you are looking for. Let's take a look at the non seal pump subject and see if this type of pump make sense in your application.
Non-leak pumps have been the dream of pump designers ever since the first pump was invented back in the dark ages. We all want a non leaking pump for the obvious reasons. Because of this desire there are a number of companies willing to supply just about any kind of "Voodoo" you are looking for. Let's take a look at the non seal pump subject and see if this type of pump make sense in your application.
There are occasions when you might want to permanently change the amount of fluid you are pumping, or change the discharge head of a centrifugal pump. There are four ways you could do this, of the four methods the middle two are the only sensible ones. In the following paragraphs we will learn what happens when we change either the pump speed or impeller diameter and as you would guess other characteristics of the pump are going to change along with speed or diameter.
There are occasions when you might want to permanently change the amount of fluid you are pumping, or change the discharge head of a centrifugal pump. There are four ways you could do this, of the four methods the middle two are the only sensible ones. In the following paragraphs we will learn what happens when we change either the pump speed or impeller diameter and as you would guess other characteristics of the pump are going to change along with speed or diameter.
One of the primary challenges of reliably burning coal is managing the corrosion experienced by the furnace heat transfer surfaces. Fireside corrosion remains a leading cause of failure in superheater and reheater tubes. Also, tubes affected by the fireside corrosion mechanism may lose 15 mils per year (mpy) and more in extreme cases. Five case studies (three presented here in Part 1) examine the different failure modes experienced by tubes located throughout the furnace.
One of the primary challenges of reliably burning coal is managing the corrosion experienced by the furnace heat transfer surfaces. Fireside corrosion remains a leading cause of failure in superheater and reheater tubes. Also, tubes affected by the fireside corrosion mechanism may lose 15 mils per year (mpy) and more in extreme cases. Five case studies (three presented here in Part 1) examine the different failure modes experienced by tubes located throughout the furnace.
One of the primary challenges of reliably burning coal is managing the corrosion experienced by the furnace heat transfer surfaces. Fireside corrosion remains a leading cause of failure in boiler tube, in both superheater and reheater tubes. Boiler tubes affected by fireside corrosion also may lose 15 mils per year (mpy), or more in extreme cases
One of the primary challenges of reliably burning coal is managing the corrosion experienced by the furnace heat transfer surfaces. Fireside corrosion remains a leading cause of failure in boiler tube, in both superheater and reheater tubes. Boiler tubes affected by fireside corrosion also may lose 15 mils per year (mpy), or more in extreme cases
Contrary to popular opinion, a centrifugal pump is not designed to develop a specific head at a certain capacity as requested by the pump purchaser. In fact a pump is designed and built to produce a whole range of head-capacity conditions as identified by it’s performance curve. The pump will operate on that curve if it is driven at the designated speed.
Contrary to popular opinion, a centrifugal pump is not designed to develop a specific head at a certain capacity as requested by the pump purchaser. In fact a pump is designed and built to produce a whole range of head-capacity conditions as identified by it’s performance curve. The pump will operate on that curve if it is driven at the designated speed.
The secret to making and keeping reliable electrical connections is contained in two elements: start with clean contact surfaces, and apply high force. Clean contact surfaces are a function of cleaning procedures, including joint compounds, and will be covered in a future article. Application of high force is the subject here. The trouble comes about because the terms "torque" and "force" are incorrectly used interchangeably. Force is NOT torque. Force is a function of torque.
The secret to making and keeping reliable electrical connections is contained in two elements: start with clean contact surfaces, and apply high force. Clean contact surfaces are a function of cleaning procedures, including joint compounds, and will be covered in a future article. Application of high force is the subject here. The trouble comes about because the terms "torque" and "force" are incorrectly used interchangeably. Force is NOT torque. Force is a function of torque.
The most critical piping for any building
property or plant operation is unquestionably at the fire sprinkler system. Corrosion problems at tower water, chill water, steam, or other HVAC and plumbing piping may produce a loss of service, inconvenience, property damage, shutdown, and even millions of dollars in monetary losses, but the failure of a fire sprinkler line always threatens the loss of human life.
The most critical piping for any building
property or plant operation is unquestionably at the fire sprinkler system. Corrosion problems at tower water, chill water, steam, or other HVAC and plumbing piping may produce a loss of service, inconvenience, property damage, shutdown, and even millions of dollars in monetary losses, but the failure of a fire sprinkler line always threatens the loss of human life.
I was recently engaged by a client to conduct failure analysis on a large (and expensive) double-acting cylinder off a hydraulic excavator. This cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the cylinder were in serviceable condition. The diesel effect occurs in a hydraulic cylinder when air is drawn past the rod seals, mixes with the hydraulic fluid and explodes when pressurized.
I was recently engaged by a client to conduct failure analysis on a large (and expensive) double-acting cylinder off a hydraulic excavator. This cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the cylinder were in serviceable condition. The diesel effect occurs in a hydraulic cylinder when air is drawn past the rod seals, mixes with the hydraulic fluid and explodes when pressurized.
Part one of a four-part series that will cover alignment fundamentals and thermal growth, and highlight the importance of field measurements through two case studies. Despite the best efforts to precisely align rotating machinery shafts, dynamic movement (commonly believed to be due to the thermal growth of the machine casings) has resulted in machines operating at less than optimum alignment conditions. This vexing problem has plagued machine reliability professionals for decades.
Part one of a four-part series that will cover alignment fundamentals and thermal growth, and highlight the importance of field measurements through two case studies. Despite the best efforts to precisely align rotating machinery shafts, dynamic movement (commonly believed to be due to the thermal growth of the machine casings) has resulted in machines operating at less than optimum alignment conditions. This vexing problem has plagued machine reliability professionals for decades.
The valve is one of the most basic and indispensable components of our modern technological society. It is essential to virtually all manufacturing processes and every energy production and supply system. Yet it is one of the oldest products known to man, with a history of thousands of years.
The valve is one of the most basic and indispensable components of our modern technological society. It is essential to virtually all manufacturing processes and every energy production and supply system. Yet it is one of the oldest products known to man, with a history of thousands of years.
Such a question often comes up when it is time to recondition a mechanical seal: We use several different brands of mechanical seals in my plant. When a pump is taken out of service, we usually send the seal back to the original seal manufacturer for reconditioning. One of my suppliers has offered to recondition all of my seals, regardless of brand. Is this a good idea? Most process plant maintenance departments return their used mechanical seals to the original seal manufacturer (or Seal OEM) for reconditioning.
Such a question often comes up when it is time to recondition a mechanical seal: We use several different brands of mechanical seals in my plant. When a pump is taken out of service, we usually send the seal back to the original seal manufacturer for reconditioning. One of my suppliers has offered to recondition all of my seals, regardless of brand. Is this a good idea? Most process plant maintenance departments return their used mechanical seals to the original seal manufacturer (or Seal OEM) for reconditioning.
Why automate, why improve? They're all about the same question, so after covering the more general area, we'll zoom in on the specifics of PLCs. "Why improve?" Because your competitors are, and you will not be in competition with them very long, if you don't. "More and better" are today's bottom line. With the customers being better educated, and having better availability of the product they seek, you have no choice.
Why automate, why improve? They're all about the same question, so after covering the more general area, we'll zoom in on the specifics of PLCs. "Why improve?" Because your competitors are, and you will not be in competition with them very long, if you don't. "More and better" are today's bottom line. With the customers being better educated, and having better availability of the product they seek, you have no choice.
What makes the difference between success and failure in meeting maintenance task deadlines? How can equipment reliability and maintenance task completion times be improved? These and other maintenance related questions can be answered by the UCC International's Skills Assessment and Multi-skilling approach to maintenance training. Certified Trades and Technical staff at the University College of the Cariboo have developed a process by which maintenance supervisors and decision makers can adequately address maintenance skills weaknesses within their organization.
What makes the difference between success and failure in meeting maintenance task deadlines? How can equipment reliability and maintenance task completion times be improved? These and other maintenance related questions can be answered by the UCC International's Skills Assessment and Multi-skilling approach to maintenance training. Certified Trades and Technical staff at the University College of the Cariboo have developed a process by which maintenance supervisors and decision makers can adequately address maintenance skills weaknesses within their organization.
One of the most costly mistakes that almost every company makes with its pumps is to actually buy the wrong pump. Sadly, this is a situation that occurs with much more frequency than anyone would care to admit. The ramifications are truly enormous—and they are magnified even more in tough economic environments. Efficiency drops. Reliability plummets. Maintenance costs rise dramatically. Even in the best of times, you couldn't afford to gamble on the efficiency and reliability of your pumping systems. Don't start now.
One of the most costly mistakes that almost every company makes with its pumps is to actually buy the wrong pump. Sadly, this is a situation that occurs with much more frequency than anyone would care to admit. The ramifications are truly enormous—and they are magnified even more in tough economic environments. Efficiency drops. Reliability plummets. Maintenance costs rise dramatically. Even in the best of times, you couldn't afford to gamble on the efficiency and reliability of your pumping systems. Don't start now.
With RCFA being a buzzword of the 90’s, companies are faced with a slew of new vendors with numerous RCFA methods and practices to help you attain quantum results. How do you decide who is going to make you money versus who is going to take your money?
With RCFA being a buzzword of the 90’s, companies are faced with a slew of new vendors with numerous RCFA methods and practices to help you attain quantum results. How do you decide who is going to make you money versus who is going to take your money?
Root Cause Analysis (RCA) is a valuable tool for reliability improvement in manufacturing and production operations. Yet, most efforts to implement an RCA program fail to achieve meaningful results despite significant investments in employee training. What needs to be done to assure that RCA becomes a functional work process in organizations?
Root Cause Analysis (RCA) is a valuable tool for reliability improvement in manufacturing and production operations. Yet, most efforts to implement an RCA program fail to achieve meaningful results despite significant investments in employee training. What needs to be done to assure that RCA becomes a functional work process in organizations?
From my own RCA experiences at industrial sites and manufacturing facilities, I have found that there is little consensus regarding what constitutes an Root Cause Analysis activity, what it is supposed to accomplish, how it will be applied, who should do the activity, when it will be applied, etc. Very little agreement exists on these basic RCA points. Ask these RCA questions in your work environment and listen to the diversity of opinions you will hear in reply.
From my own RCA experiences at industrial sites and manufacturing facilities, I have found that there is little consensus regarding what constitutes an Root Cause Analysis activity, what it is supposed to accomplish, how it will be applied, who should do the activity, when it will be applied, etc. Very little agreement exists on these basic RCA points. Ask these RCA questions in your work environment and listen to the diversity of opinions you will hear in reply.
Root Cause Analysis represents one of the greatest challenges in reliability program development, requiring a broad understanding of management processes, structured problem solving and behavior. Developing a Root Cause Analysis work process will require effort and persistence as well as new thinking about organizational structure and resource priorities. The potential improvements from developing an effective Root Cause Analysis work process are significant. Most manufacturing processes have opportunities for improvement and cost reduction that have not been obtainable with current efforts. In some cases, these opportunities could represent competitive advantages in manufacturing strategies and processes.
Root Cause Analysis represents one of the greatest challenges in reliability program development, requiring a broad understanding of management processes, structured problem solving and behavior. Developing a Root Cause Analysis work process will require effort and persistence as well as new thinking about organizational structure and resource priorities. The potential improvements from developing an effective Root Cause Analysis work process are significant. Most manufacturing processes have opportunities for improvement and cost reduction that have not been obtainable with current efforts. In some cases, these opportunities could represent competitive advantages in manufacturing strategies and processes.
What we need to do today is make management aware through education and awareness that our cultures live with these chronic events that typically end up costing 100 times more than the occasional sporadic event. Unfortunately, the sporadic events get all the attention. When our cultures are enlightened, we will begin to enjoy the fruits of our efforts in the form of return on investment (ROI) figures as high as 7000-8000 percent. Then the believers will come.
What we need to do today is make management aware through education and awareness that our cultures live with these chronic events that typically end up costing 100 times more than the occasional sporadic event. Unfortunately, the sporadic events get all the attention. When our cultures are enlightened, we will begin to enjoy the fruits of our efforts in the form of return on investment (ROI) figures as high as 7000-8000 percent. Then the believers will come.
RCM may have been thought of as a strategy best left to large organizations. That may have been a perfectly logical assumption. Small-to medium-sized enterprises (SMEs) and lean operations simply seem to have less money to invest in and fewer resources to cope with the many activities required for RCM success. Now, however, out of joint academic/industry collaboration in Spain, comes information that may help begin to put these types of popular misconceptions to rest. The RCM methodology described in this overview of the Spanish research has been adapted to meet the specific needs of today’s smaller, leaner organizations. And it is not just a theory, either. The practicality of this approach is being confirmed through actual testing in SME and/or lean companies.
RCM may have been thought of as a strategy best left to large organizations. That may have been a perfectly logical assumption. Small-to medium-sized enterprises (SMEs) and lean operations simply seem to have less money to invest in and fewer resources to cope with the many activities required for RCM success. Now, however, out of joint academic/industry collaboration in Spain, comes information that may help begin to put these types of popular misconceptions to rest. The RCM methodology described in this overview of the Spanish research has been adapted to meet the specific needs of today’s smaller, leaner organizations. And it is not just a theory, either. The practicality of this approach is being confirmed through actual testing in SME and/or lean companies.
If I have an unwanted situation which consumes resources and tends to happen in a repeated fashion then there is a possibility that it might be beneficial to figure out what is really causing this situation to occur and remove it so the situation does not occur again. This is generally referred to as Root Cause Analysis, finding the real cause of the problem and dealing with it rather than simply continuing to deal with the symptoms.
If I have an unwanted situation which consumes resources and tends to happen in a repeated fashion then there is a possibility that it might be beneficial to figure out what is really causing this situation to occur and remove it so the situation does not occur again. This is generally referred to as Root Cause Analysis, finding the real cause of the problem and dealing with it rather than simply continuing to deal with the symptoms.
DOE Order 5000.3A, "Occurrence Reporting and Processing of Operations Information," investigation and reporting of occurrences (including the performance of root cause analysis) requires the and the selection, implementation, and follow-up of corrective actions. The level of effort expended should be based on the significance attached to the occurrence. Most off-normal occurrences need only a scaled down effort while most emergency occurrences should be investigated using one or more of the formal analytical models. A discussion of methodologies, instructions, and worksheets in this document guides the analysis of occurrences as specified by DOE Order 5000.3A.
DOE Order 5000.3A, "Occurrence Reporting and Processing of Operations Information," investigation and reporting of occurrences (including the performance of root cause analysis) requires the and the selection, implementation, and follow-up of corrective actions. The level of effort expended should be based on the significance attached to the occurrence. Most off-normal occurrences need only a scaled down effort while most emergency occurrences should be investigated using one or more of the formal analytical models. A discussion of methodologies, instructions, and worksheets in this document guides the analysis of occurrences as specified by DOE Order 5000.3A.
As a teacher and a practitioner of root cause analysis, I see not only the physical motions of going through such an effort, but also the psychology behind what makes or breaks it. When you consider the effort that goes into determining root causes and developing recommendations, why should it be such a hard sell to get something done?
As a teacher and a practitioner of root cause analysis, I see not only the physical motions of going through such an effort, but also the psychology behind what makes or breaks it. When you consider the effort that goes into determining root causes and developing recommendations, why should it be such a hard sell to get something done?
Many different factors contribute towards the failure of a pump. Some factors that did not seem to have contributed to earlier failures were not examined or considered and may become the cause of failure under other situations. Failures do not occur suddenly. Usually there are many symptoms, which signal a failure situation and are generally termed as potential failure modes. The ignorance of such symptoms almost always leads to failure. Below are two case studies pertaining to mechanical seal systems, a vital component of pumps operating in running process plant.
Many different factors contribute towards the failure of a pump. Some factors that did not seem to have contributed to earlier failures were not examined or considered and may become the cause of failure under other situations. Failures do not occur suddenly. Usually there are many symptoms, which signal a failure situation and are generally termed as potential failure modes. The ignorance of such symptoms almost always leads to failure. Below are two case studies pertaining to mechanical seal systems, a vital component of pumps operating in running process plant.
Root Cause Analysis (RCA) is a useful tool for trouble shooting breakdowns and efficiently coming to a solution. I propose the following seven points for successful implementation of RCA that will naturally result in increased profits.
Root Cause Analysis (RCA) is a useful tool for trouble shooting breakdowns and efficiently coming to a solution. I propose the following seven points for successful implementation of RCA that will naturally result in increased profits.
Hidden but powerful forces within our organizations are causing people to make serious mistakes. Until someone deals with these forces, they will continuously but unpredictably snare people into doing things they should not do. These forces are like a "trap," waiting to catch the next person. The most proactive of all industrial action might be to identify and remove these latent traps. But all our attempts to identify and remove these latent causes of failure start at the human. Humans do things "inappropriately," for "latent" reasons.
Hidden but powerful forces within our organizations are causing people to make serious mistakes. Until someone deals with these forces, they will continuously but unpredictably snare people into doing things they should not do. These forces are like a "trap," waiting to catch the next person. The most proactive of all industrial action might be to identify and remove these latent traps. But all our attempts to identify and remove these latent causes of failure start at the human. Humans do things "inappropriately," for "latent" reasons.
The following charts will give you multiple pathways to assist when you are attempting to troubleshoot AC Motors. The 4 problems covered are: Problem A - Motor won't start or motor accelerates too slowly, Problem B - Motor runs noisy, Problem C - Motor overheats, Problem D - Motor bearings run hot or noisy
The following charts will give you multiple pathways to assist when you are attempting to troubleshoot AC Motors. The 4 problems covered are: Problem A - Motor won't start or motor accelerates too slowly, Problem B - Motor runs noisy, Problem C - Motor overheats, Problem D - Motor bearings run hot or noisy
Personnel should follow a system when troubleshooting. The following articles outlines the STOP System and seven things to consider when troubleshooting hydraulics.
Personnel should follow a system when troubleshooting. The following articles outlines the STOP System and seven things to consider when troubleshooting hydraulics.
The Paper Industry has numerous processes that can provide a thermal imprint. The papermaking process is based on water removal through drainage, mechanical pressing and, the application of heat. We will review four case studies to represent only a few of the opportunities to troubleshoot the process.
The Paper Industry has numerous processes that can provide a thermal imprint. The papermaking process is based on water removal through drainage, mechanical pressing and, the application of heat. We will review four case studies to represent only a few of the opportunities to troubleshoot the process.
Listed below are areas that you can diagnose in hydraulic valves. When working on a specific machine, refer to a machine's technical manual for more information.
Listed below are areas that you can diagnose in hydraulic valves. When working on a specific machine, refer to a machine's technical manual for more information.
The 9 articles in this series will outline common issues with mechanical seals, how to notice them, and troubleshooting tips. The series addresses: wide wear track, centered/miscentered, even/uneven wear track, scoring, chipping, coking, heat cracking or checking, and blistering.
The 9 articles in this series will outline common issues with mechanical seals, how to notice them, and troubleshooting tips. The series addresses: wide wear track, centered/miscentered, even/uneven wear track, scoring, chipping, coking, heat cracking or checking, and blistering.
In a properly operating bearing the race ways and rolling elements will become dull in appearance. This dullness is not an indication of wear and has no affect on the life of the bearing. These dull surfaces form the visible paths that I will be referring to in the following paragraphs, so their appearance and location is important in analyzing any type of bearing failure.
In a properly operating bearing the race ways and rolling elements will become dull in appearance. This dullness is not an indication of wear and has no affect on the life of the bearing. These dull surfaces form the visible paths that I will be referring to in the following paragraphs, so their appearance and location is important in analyzing any type of bearing failure.
Lately, I’ve been asked to provide root-cause analysis training more than ever before in my 14 years as an independent quality/lean consultant. This is interesting in the age of Six Sigma, especially because “analyze” is the heart of DMAIC (define, measure, analyze, improve, control). I find this interesting in this age of lean, in which the lean tools that are taught to so many people are only possible solutions to good root-cause analysis. I began to wonder, “Why does root-cause analysis suck?,” and I came up with the following possible root causes. You decide which apply to your company by asking “Why?” somewhere around five times until you find the systemic reason(s) that it sucks at your company. Drum roll, please . . .
Lately, I’ve been asked to provide root-cause analysis training more than ever before in my 14 years as an independent quality/lean consultant. This is interesting in the age of Six Sigma, especially because “analyze” is the heart of DMAIC (define, measure, analyze, improve, control). I find this interesting in this age of lean, in which the lean tools that are taught to so many people are only possible solutions to good root-cause analysis. I began to wonder, “Why does root-cause analysis suck?,” and I came up with the following possible root causes. You decide which apply to your company by asking “Why?” somewhere around five times until you find the systemic reason(s) that it sucks at your company. Drum roll, please . . .
What do we mean by good bearing life? Most of us change the bearings every time we disassemble the equipment to replace the mechanical seal or the packing sleeve. Is this really a sensible thing to do? If you think about it for a minute there is nothing in a bearing to wear out, there are no sacrificial parts.
What do we mean by good bearing life? Most of us change the bearings every time we disassemble the equipment to replace the mechanical seal or the packing sleeve. Is this really a sensible thing to do? If you think about it for a minute there is nothing in a bearing to wear out, there are no sacrificial parts.
To successfully carry out this mission, a root-cause investigation needs to be evidence-driven in accordance with a rigorous application of the bedrock of all root-cause methodologies: the Scientific Method. Consistent with the Scientific Method, underlying assumptions have to be questioned and conclusions have to be consistent with the available evidence, as well as with proven scientific facts and principles. Sometimes root-cause investigations fail to fulfill their primary mission and the failure recurs. In that regard, diagnosing the root cause of root-cause investigation failures is, in itself, an interesting topic. Here are three common reasons why some root-cause investigations fail their mission.
To successfully carry out this mission, a root-cause investigation needs to be evidence-driven in accordance with a rigorous application of the bedrock of all root-cause methodologies: the Scientific Method. Consistent with the Scientific Method, underlying assumptions have to be questioned and conclusions have to be consistent with the available evidence, as well as with proven scientific facts and principles. Sometimes root-cause investigations fail to fulfill their primary mission and the failure recurs. In that regard, diagnosing the root cause of root-cause investigation failures is, in itself, an interesting topic. Here are three common reasons why some root-cause investigations fail their mission.
In an ideal world, the lube route is the perfect answer. Group activities based on commonality of frequency, task type (e.g. motor regreasing) or area of the plant and execute in one block. It's efficient, effective and cuts down on paperwork by having just one work order for tens or even hundreds of tasks. The key here is "ideal world" - few if any of us live in this utopia, which causes some very real problems when it comes to executing what I tend to call "macro" lube routes.
In an ideal world, the lube route is the perfect answer. Group activities based on commonality of frequency, task type (e.g. motor regreasing) or area of the plant and execute in one block. It's efficient, effective and cuts down on paperwork by having just one work order for tens or even hundreds of tasks. The key here is "ideal world" - few if any of us live in this utopia, which causes some very real problems when it comes to executing what I tend to call "macro" lube routes.
Drop a bearing (oops!), impact an interference fit hub, coupling etc., that seized onto a shaft (hammer time oops!), beat a bearing onto a shaft or into an housing, hit the machine with the big hammer to move it (no jacking bolts oops!), let that spare machine sit on the warehouse shelf or in the field for months or even years with no rotation (oops!)? And the list could go on and on…we’ve all probably been guilty of at least one or more of these infractions at some point. “What’s the big deal anyway?”
Drop a bearing (oops!), impact an interference fit hub, coupling etc., that seized onto a shaft (hammer time oops!), beat a bearing onto a shaft or into an housing, hit the machine with the big hammer to move it (no jacking bolts oops!), let that spare machine sit on the warehouse shelf or in the field for months or even years with no rotation (oops!)? And the list could go on and on…we’ve all probably been guilty of at least one or more of these infractions at some point. “What’s the big deal anyway?”
Many problems with hydraulic systems occur on start-up of a new system, after a repair or overhaul, after a new component is added, or when a component is adjusted or some other form of change occurs. In any machine, particularly in hydraulics, any change in one part of the system will affect all the other parts of the total system. This will result in problems that will require trouble shooting.
Many problems with hydraulic systems occur on start-up of a new system, after a repair or overhaul, after a new component is added, or when a component is adjusted or some other form of change occurs. In any machine, particularly in hydraulics, any change in one part of the system will affect all the other parts of the total system. This will result in problems that will require trouble shooting.
It is very difficult to calculate and predict the speed of an air cylinder; there are too many variables which influence speed and on which it is difficult to gather accurate data. We must rely mainly on good design practices and use the benefit of past experience. It is better to have the cylinder speed too fast to begin with because it can always be reduced with a speed control valve, but if it is too slow to begin with, it is more difficult to increase its speed later.
It is very difficult to calculate and predict the speed of an air cylinder; there are too many variables which influence speed and on which it is difficult to gather accurate data. We must rely mainly on good design practices and use the benefit of past experience. It is better to have the cylinder speed too fast to begin with because it can always be reduced with a speed control valve, but if it is too slow to begin with, it is more difficult to increase its speed later.
The 7 Basic Steps of Hydraulic Testing & Diagnostics. Testing with gauges or a hydraulic analyzer is the most effective way to pinpoint troubles in the system. However, here are some preliminary checks you can make without using a tester or prior to using one.
The 7 Basic Steps of Hydraulic Testing & Diagnostics. Testing with gauges or a hydraulic analyzer is the most effective way to pinpoint troubles in the system. However, here are some preliminary checks you can make without using a tester or prior to using one.
It would be a virtually impossible task to try to document the cause and remedy of every possible fault that could occur on even the simplest hydraulic system. For this reason it is necessary to adopt a logical approach to troubleshooting, in order to locate a fault as quickly and accurately as possible. Down time on modern production machinery is very expensive, so an hour saved in locating a problem may make hundreds, or sometimes thousands, of pounds worth of saving in los production.
It would be a virtually impossible task to try to document the cause and remedy of every possible fault that could occur on even the simplest hydraulic system. For this reason it is necessary to adopt a logical approach to troubleshooting, in order to locate a fault as quickly and accurately as possible. Down time on modern production machinery is very expensive, so an hour saved in locating a problem may make hundreds, or sometimes thousands, of pounds worth of saving in los production.
Continuous monitoring of the filter elements in a hydraulic system can provide valuable clues to the performance of the filter and the condition of the system. Before I discuss this, let's consider some of the advantages and disadvantages of common filter locations in a hydraulic system.
Continuous monitoring of the filter elements in a hydraulic system can provide valuable clues to the performance of the filter and the condition of the system. Before I discuss this, let's consider some of the advantages and disadvantages of common filter locations in a hydraulic system.
I have heard one manager in a plant that has stipulated a maximum of two hours for an Root Cause Analysis to be conducted in his organisation. Another expects at least “brainstormed” solutions before the conclusion of day one – within 6 or 7 hours. It is not uncommon for a draft report to be required within 48 hours of the RCA. The following three tips may assist to meet tight deadlines and when time expectations are short. One advantage of the Apollo RCA process is that it is a fast process but the “driver” has to be on the ball to achieve the desired outcomes – effective solutions.
I have heard one manager in a plant that has stipulated a maximum of two hours for an Root Cause Analysis to be conducted in his organisation. Another expects at least “brainstormed” solutions before the conclusion of day one – within 6 or 7 hours. It is not uncommon for a draft report to be required within 48 hours of the RCA. The following three tips may assist to meet tight deadlines and when time expectations are short. One advantage of the Apollo RCA process is that it is a fast process but the “driver” has to be on the ball to achieve the desired outcomes – effective solutions.
Since there has been tremendous progress in planning and scheduling in the process industry during the last 20 years, it might be worthwhile to give an overview of the current state-of-the-art of planning and scheduling problems in the chemical process industry. This is the purpose of the current review.
Since there has been tremendous progress in planning and scheduling in the process industry during the last 20 years, it might be worthwhile to give an overview of the current state-of-the-art of planning and scheduling problems in the chemical process industry. This is the purpose of the current review.
Whether the mismatch was due to the variation in required pump output or incorrect sizing of the pump, there is no question that the ability to easily vary pump speed has been a major advance in the overall performance of a pumping system. This has increased the energy efficiency, as well as the reliability of the equipment. Problems—such as cavitation or shaft deflection—can be alleviated by running the pump at optimal system speed. But how do variable speed drives affect mechanical seals?
Whether the mismatch was due to the variation in required pump output or incorrect sizing of the pump, there is no question that the ability to easily vary pump speed has been a major advance in the overall performance of a pumping system. This has increased the energy efficiency, as well as the reliability of the equipment. Problems—such as cavitation or shaft deflection—can be alleviated by running the pump at optimal system speed. But how do variable speed drives affect mechanical seals?
A couple months ago, I wrote an article about the top five careers in facility management. I interviewed a broad range of professionals for that story. But it was during an interview with Joel Leonard, President of SkillTV, that I started to ponder what he referred to as “the maintenance crisis”–a depletion of skilled workers in the maintenance management workforce caused by baby boomers retiring and too few young professionals entering the field.
A couple months ago, I wrote an article about the top five careers in facility management. I interviewed a broad range of professionals for that story. But it was during an interview with Joel Leonard, President of SkillTV, that I started to ponder what he referred to as “the maintenance crisis”–a depletion of skilled workers in the maintenance management workforce caused by baby boomers retiring and too few young professionals entering the field.
The chart shows approximate pressure drops which may be expected at various flows rates through sharp edge orifices for petroleum type hydraulic oil. It may be used for designing limiting flow orifices in hydraulic systems. Chart values must be considered as approximate because a number of factors such as specific gravity, orifice efficiency, plumbing ahead of and behind the orifice may cause variations from the values shown.
The chart shows approximate pressure drops which may be expected at various flows rates through sharp edge orifices for petroleum type hydraulic oil. It may be used for designing limiting flow orifices in hydraulic systems. Chart values must be considered as approximate because a number of factors such as specific gravity, orifice efficiency, plumbing ahead of and behind the orifice may cause variations from the values shown.
Carbon brush grades are usually classified according to the manufacturing processes and the types of carbons, graphites, and other ingredients used. The 4 main brush grade families are carbon-graphites, electrographitics, graphites, and metal-graphites.
Carbon brush grades are usually classified according to the manufacturing processes and the types of carbons, graphites, and other ingredients used. The 4 main brush grade families are carbon-graphites, electrographitics, graphites, and metal-graphites.
On the design of a new machine which is to be run with a hydraulic motor, a determination of required speed and horsepower must be made so a model with suitable ratings can be selected. This article describes several methods of making such a determination. Designers who are experienced only in selecting electric motor drives need to be careful in designing hydraulic drives because of important differences between these two motors.
On the design of a new machine which is to be run with a hydraulic motor, a determination of required speed and horsepower must be made so a model with suitable ratings can be selected. This article describes several methods of making such a determination. Designers who are experienced only in selecting electric motor drives need to be careful in designing hydraulic drives because of important differences between these two motors.
Deficiencies in the integrity of equipment data and difficulties in accessing this data are costing asset-intensive companies millions of dollars a year in equipment downtime and business inefficiencies. Waste in the work management processes appears in the form of extended searches for parts and materials; wasted effort due to missing, inaccurate or out-of-date equipment data; procurement errors; and an inability to easily access data from a reliable source. The result can be expensive to these organizations.
Deficiencies in the integrity of equipment data and difficulties in accessing this data are costing asset-intensive companies millions of dollars a year in equipment downtime and business inefficiencies. Waste in the work management processes appears in the form of extended searches for parts and materials; wasted effort due to missing, inaccurate or out-of-date equipment data; procurement errors; and an inability to easily access data from a reliable source. The result can be expensive to these organizations.
When exploring CMMS automation opportunities in your facility, there are many factors to consider. These include cost versus benefit by automating, cash-flow impact, organizational readiness, ease of implementation, availability of resources, technological maturity and availability, as well as probability of success.
When exploring CMMS automation opportunities in your facility, there are many factors to consider. These include cost versus benefit by automating, cash-flow impact, organizational readiness, ease of implementation, availability of resources, technological maturity and availability, as well as probability of success.
Want to expand coupling life? Who doesn’t? You may want to look into advanced-design disc couplings. These couplings feature discs with optimized profile and thickness to provide a higher torque-to-outside-diameter ratio, higher service factors and up to 50 percent greater misalignment capability. All this provides for smaller reactionary forces on bearings compared to conventional disc couplings, which helps achieve infinite coupling life in properly specified applications.
Want to expand coupling life? Who doesn’t? You may want to look into advanced-design disc couplings. These couplings feature discs with optimized profile and thickness to provide a higher torque-to-outside-diameter ratio, higher service factors and up to 50 percent greater misalignment capability. All this provides for smaller reactionary forces on bearings compared to conventional disc couplings, which helps achieve infinite coupling life in properly specified applications.
Over the past decade, I have watched more than 100 companies try to remake themselves into significantly better competitors. They have included large organizations and small ones, companies based in the United States and elsewhere, corporations that were on their knees, and companies that were earning good money. These efforts have gone under many banners: total quality management, reengineering, right sizing, restructuring, cultural change, and turnaround. But, in almost every case, the basic goal has been the same: to make fundamental changes in how business is conducted in order to help cope with a new, more challenging market environment.
Over the past decade, I have watched more than 100 companies try to remake themselves into significantly better competitors. They have included large organizations and small ones, companies based in the United States and elsewhere, corporations that were on their knees, and companies that were earning good money. These efforts have gone under many banners: total quality management, reengineering, right sizing, restructuring, cultural change, and turnaround. But, in almost every case, the basic goal has been the same: to make fundamental changes in how business is conducted in order to help cope with a new, more challenging market environment.
To assist in understanding the transmission of vibration through a machine, it is instructive to investigate the concept of linearity and what is meant by linear and non-linear systems.
To assist in understanding the transmission of vibration through a machine, it is instructive to investigate the concept of linearity and what is meant by linear and non-linear systems.
The answer is, it depends. For example, a traditional cleaner/degreaser, of which there are literally hundreds on the market, generally does an adequate job of cleaning. However – and this is an ongoing problem – the majority of them basically move the contamination from one location to another. The result? This cost of hydrocarbon removal is added to the clean-up process, plus your employees could be at risk of additional from toxins in the cleaner. So, how do you clean, provide a safe product for your employees and contribute to an active pollution prevention program?
The answer is, it depends. For example, a traditional cleaner/degreaser, of which there are literally hundreds on the market, generally does an adequate job of cleaning. However – and this is an ongoing problem – the majority of them basically move the contamination from one location to another. The result? This cost of hydrocarbon removal is added to the clean-up process, plus your employees could be at risk of additional from toxins in the cleaner. So, how do you clean, provide a safe product for your employees and contribute to an active pollution prevention program?
of physical assets, such as mobile or fixed operating plant and equipment. If you want certification to the ISO 55001 asset management standard your enterprise asset
management system must comply fully with the internationally accepted framework specified in
the ISO 55001 standard.
of physical assets, such as mobile or fixed operating plant and equipment. If you want certification to the ISO 55001 asset management standard your enterprise asset
management system must comply fully with the internationally accepted framework specified in
the ISO 55001 standard.
Last time, we pretty much ignored ladder diagrams. This time I'm giving you lots of them. We'll look at the ins and outs of turning those pretty pictures into powerful text. You'll gain insight into the block commands and the various structures that can be built using List. You'll leave with full knowledge of the perils and pitfalls.
Last time, we pretty much ignored ladder diagrams. This time I'm giving you lots of them. We'll look at the ins and outs of turning those pretty pictures into powerful text. You'll gain insight into the block commands and the various structures that can be built using List. You'll leave with full knowledge of the perils and pitfalls.
What do knowledge workers actually do? Clearly they don’t manufacture products or perform basic services. But they do produce something, and it is perfectly reasonable to characterize their work as the production of decisions: decisions about what to sell, at what price, to whom, with what advertising strategy, through what logistics system, in what location, and with what staffing levels.
What do knowledge workers actually do? Clearly they don’t manufacture products or perform basic services. But they do produce something, and it is perfectly reasonable to characterize their work as the production of decisions: decisions about what to sell, at what price, to whom, with what advertising strategy, through what logistics system, in what location, and with what staffing levels.
Proper asset care is critical to ensure that equipment is available to meet production schedules, support process flows and comply with environmental, health, safety, and regulatory requirements. Asset care is the execution of the most cost effective control strategy to address the predominant failure modes of that particular asset with its operating envelope. The intent of an asset care strategy is to provide the required asset utilization at the lowest life cycle cost while also ensuring the asset makes it to the budgeted end of life.
Proper asset care is critical to ensure that equipment is available to meet production schedules, support process flows and comply with environmental, health, safety, and regulatory requirements. Asset care is the execution of the most cost effective control strategy to address the predominant failure modes of that particular asset with its operating envelope. The intent of an asset care strategy is to provide the required asset utilization at the lowest life cycle cost while also ensuring the asset makes it to the budgeted end of life.
The single greatest challenge facing managers in the developed countries of the world is to raise the productivity of knowledge and service workers. This challenge, which will dominate the management agenda for the next several decades, will ultimately determine the competitive performance of companies. Even more important, it will determine the very fabric of society and the quality of life in every industrialized nation.
The single greatest challenge facing managers in the developed countries of the world is to raise the productivity of knowledge and service workers. This challenge, which will dominate the management agenda for the next several decades, will ultimately determine the competitive performance of companies. Even more important, it will determine the very fabric of society and the quality of life in every industrialized nation.
Daily and weekly meetings between operations and maintenance are crucial in taking the efficiency of your daily maintenance to a higher level. Coordinating meetings where various departments prioritize work orders (WO) and maintenance is the foundation for a partnership between operations and maintenance. Such meetings create efficiency. Well-organized meetings with clear goals and agendas can completely change the culture for the better in an organization.
Daily and weekly meetings between operations and maintenance are crucial in taking the efficiency of your daily maintenance to a higher level. Coordinating meetings where various departments prioritize work orders (WO) and maintenance is the foundation for a partnership between operations and maintenance. Such meetings create efficiency. Well-organized meetings with clear goals and agendas can completely change the culture for the better in an organization.
Business and commerce are totally dependent on electrical equipment and systems for energy, control and communications. These systems can be complex and the task to analyze failure consequences can be equally complex. Unrecognized consequence of failure, especially if the failure impacts personnel safety, can have unacceptable moral and legal implications as well as significant financial costs. Recent trends in workplace electrical safety shed new light on reliability needs for certain equipment in electric power and control systems. One trend is the increasing attention given to mitigating arc flash hazards in electric power systems.
Business and commerce are totally dependent on electrical equipment and systems for energy, control and communications. These systems can be complex and the task to analyze failure consequences can be equally complex. Unrecognized consequence of failure, especially if the failure impacts personnel safety, can have unacceptable moral and legal implications as well as significant financial costs. Recent trends in workplace electrical safety shed new light on reliability needs for certain equipment in electric power and control systems. One trend is the increasing attention given to mitigating arc flash hazards in electric power systems.
I absolutely hate to fail, but must admit that failure is an unescapable part of life. Thankfully most of my failures over the years have been relatively minor. Nonetheless, they have been a true source of irritation and frustration that in many ways outweigh the successes. Fortunately my early mentors taught me to use failure, no matter how serious or minor, as a learning tool and a platform to build upon.
I absolutely hate to fail, but must admit that failure is an unescapable part of life. Thankfully most of my failures over the years have been relatively minor. Nonetheless, they have been a true source of irritation and frustration that in many ways outweigh the successes. Fortunately my early mentors taught me to use failure, no matter how serious or minor, as a learning tool and a platform to build upon.
Pump reliability is an old topic, but it is just as relevant today as it was the first time we heard it a few decades ago. There are some very good reasons to focus on improving pump reliability. The rewards for achieving pump reliability are great and the effort, on the surface, seems fairly simple. After all, most of the elements of reliability are just common sense. But Ralph Waldo Emerson expertly put this idea into perspective when he said: "Common sense is as rare as genius."
Pump reliability is an old topic, but it is just as relevant today as it was the first time we heard it a few decades ago. There are some very good reasons to focus on improving pump reliability. The rewards for achieving pump reliability are great and the effort, on the surface, seems fairly simple. After all, most of the elements of reliability are just common sense. But Ralph Waldo Emerson expertly put this idea into perspective when he said: "Common sense is as rare as genius."
Extended service life relies on scheduled black-light monitoring to determine areas of premature coating wear. The timetable depends on the type of coating and its service environment. If low-intensity fluorescence is detected during black-light inspections, maintenance can be delayed. If high-intensity fluorescence is found, complete coating failure is imminent, and repairs should be performed as soon as possible.
Extended service life relies on scheduled black-light monitoring to determine areas of premature coating wear. The timetable depends on the type of coating and its service environment. If low-intensity fluorescence is detected during black-light inspections, maintenance can be delayed. If high-intensity fluorescence is found, complete coating failure is imminent, and repairs should be performed as soon as possible.
To mangle a 270-year-old sonnet written by Elizabeth Barrett Browning—How do we dislike our bosses? Let us count the ways. Harvard Business Review (HBR) surveyed 300,000 workers and finds the issues workers have with leadership are almost equally divided between actions, and the failure to act.
To mangle a 270-year-old sonnet written by Elizabeth Barrett Browning—How do we dislike our bosses? Let us count the ways. Harvard Business Review (HBR) surveyed 300,000 workers and finds the issues workers have with leadership are almost equally divided between actions, and the failure to act.
In recent years, the tremendous growth of available technologies and the resulting trend towards component miniaturization and increased product reliability has challenged many companies to upgrade their current cleaning operations to satisfy the higher quality standards required by new product designs. Fluorescent cleaning non-destructive testing (FC/NDT) is a new integrated process that combines traditional cleaning methods with fluorescence-based inspection.
In recent years, the tremendous growth of available technologies and the resulting trend towards component miniaturization and increased product reliability has challenged many companies to upgrade their current cleaning operations to satisfy the higher quality standards required by new product designs. Fluorescent cleaning non-destructive testing (FC/NDT) is a new integrated process that combines traditional cleaning methods with fluorescence-based inspection.
For over 20 years, users of oil analysis have used the ISO cleanliness code to help determine solid contamination levels in both new and used oils. The current ISO standard for reporting cleanliness is ISO4406:99. Using this standard, analysts and end users alike have managed to establish cleanliness goals and develop key performance indicators (KPIs) with the expectation to allow for preemptive action to avoid early machine damage. While this has produced some success, relying specifically on the ISO cleanliness code as it is currently reported has its limitations.
For over 20 years, users of oil analysis have used the ISO cleanliness code to help determine solid contamination levels in both new and used oils. The current ISO standard for reporting cleanliness is ISO4406:99. Using this standard, analysts and end users alike have managed to establish cleanliness goals and develop key performance indicators (KPIs) with the expectation to allow for preemptive action to avoid early machine damage. While this has produced some success, relying specifically on the ISO cleanliness code as it is currently reported has its limitations.
There are so many positives involved in training your employees that you cannot lose. It’s a definite win situation for any management group. The trick is to turn it into a win/win for both you and your staff. To do this, you must choose the right training.
There are so many positives involved in training your employees that you cannot lose. It’s a definite win situation for any management group. The trick is to turn it into a win/win for both you and your staff. To do this, you must choose the right training.
When manufacturing organizations look to asset reliability to improve their facilities, there is often one main driver behind this decision: financial performance. There are many reasons to employ reliability practices including improved safety and production, but many companies focus on reliability initiatives because they touch so many aspects of the business and yield strong financial results. This article provides a guide to the processes, mindsets, and organizational characteristics necessary to achieve optimum financial results through reliability initiatives.
When manufacturing organizations look to asset reliability to improve their facilities, there is often one main driver behind this decision: financial performance. There are many reasons to employ reliability practices including improved safety and production, but many companies focus on reliability initiatives because they touch so many aspects of the business and yield strong financial results. This article provides a guide to the processes, mindsets, and organizational characteristics necessary to achieve optimum financial results through reliability initiatives.
Have safety efforts gravitated into the back seat driver technique being applied in your workplace? When an employee’s actions are observed as not in accordance with the safety rules and procedures, their error is brought to their attention. The workplace reality is that this error often goes unaddressed, or even unobserved, until a safety incident occurs. The safety incident becomes the trigger for an investigation. The investigation determines what actions led up to the safety incident and often stop at the point of identifying the human error. The resulting corrective measures attempt to contain the human error by revising policies, enhancing procedures, retraining employees, punishing offenders, or some combination thereof. Such corrective measures lag behind the worker’s thought process.
Have safety efforts gravitated into the back seat driver technique being applied in your workplace? When an employee’s actions are observed as not in accordance with the safety rules and procedures, their error is brought to their attention. The workplace reality is that this error often goes unaddressed, or even unobserved, until a safety incident occurs. The safety incident becomes the trigger for an investigation. The investigation determines what actions led up to the safety incident and often stop at the point of identifying the human error. The resulting corrective measures attempt to contain the human error by revising policies, enhancing procedures, retraining employees, punishing offenders, or some combination thereof. Such corrective measures lag behind the worker’s thought process.
If you are currently running a vibration monitoring program in-house or outsourcing it to a consultant, before you potentially throw any more money in the toilet, you really need to audit your vibration monitoring program and ask yourself if you are getting any value out of it. If you do not know what benefits you are getting from a vibration monitoring program, you are probably not getting any benefits at all!
If you are currently running a vibration monitoring program in-house or outsourcing it to a consultant, before you potentially throw any more money in the toilet, you really need to audit your vibration monitoring program and ask yourself if you are getting any value out of it. If you do not know what benefits you are getting from a vibration monitoring program, you are probably not getting any benefits at all!
Manufacturing facilities know downtime is money. Every hour you are offline for a shutdown is costly from both lost revenue and cost of the workforce employed to maintain the facility. This article will discuss the 5 steps to Best Practices that will optimize your shutdown program.
Manufacturing facilities know downtime is money. Every hour you are offline for a shutdown is costly from both lost revenue and cost of the workforce employed to maintain the facility. This article will discuss the 5 steps to Best Practices that will optimize your shutdown program.
Every component of a bolted flange joint has a maximum allowable stress level. The mating flanges will begin to rotate or warp at a defined stress threshold. The studs or bolts of a given specification also will yield or be stressed past their elastic properties at a defined level. Non-metallic and semi-metallic gaskets will crush under excessive applied stress loads.
Every component of a bolted flange joint has a maximum allowable stress level. The mating flanges will begin to rotate or warp at a defined stress threshold. The studs or bolts of a given specification also will yield or be stressed past their elastic properties at a defined level. Non-metallic and semi-metallic gaskets will crush under excessive applied stress loads.
Plant pros often talk about the importance of a maintenance, operations and engineering partnership. In my experience, the discussions commonly center on very general terms such as better communication and understanding. Those issues are important, but we need precise rules and actions to drive that partnership long term.
Plant pros often talk about the importance of a maintenance, operations and engineering partnership. In my experience, the discussions commonly center on very general terms such as better communication and understanding. Those issues are important, but we need precise rules and actions to drive that partnership long term.
You may get the impression that implementing these steps will be costly and very difficult to achieve. The thing you need to bear in mind is: “You are already spending the money.” The only question is: “Are you getting the result from your pumping systems that you are looking for?” If you can create an environment that allows your entire team to become engaged in implementing these concepts, it will be the best investment you ever made.
You may get the impression that implementing these steps will be costly and very difficult to achieve. The thing you need to bear in mind is: “You are already spending the money.” The only question is: “Are you getting the result from your pumping systems that you are looking for?” If you can create an environment that allows your entire team to become engaged in implementing these concepts, it will be the best investment you ever made.
The best results of maintenance practices carried out in enterprises critically depend on the efforts of maintenance staff to ensure their day-to-day actions comply with the schedule of services in order to avoid unwanted failures, correctly diagnose the behavior of active production processes, and ensure quality information recorded in the work orders.
The best results of maintenance practices carried out in enterprises critically depend on the efforts of maintenance staff to ensure their day-to-day actions comply with the schedule of services in order to avoid unwanted failures, correctly diagnose the behavior of active production processes, and ensure quality information recorded in the work orders.
Planning and scheduling functions are the key deliverables of the planning role. This is where the most gains in execution have the potential to be made and acted upon. In some larger organisations these are split, allowing more adequate resources for each role. The difference between planning and scheduling needs to be clear within each company. These are differing areas worthy of differing measurement and improvement initiatives.
Planning and scheduling functions are the key deliverables of the planning role. This is where the most gains in execution have the potential to be made and acted upon. In some larger organisations these are split, allowing more adequate resources for each role. The difference between planning and scheduling needs to be clear within each company. These are differing areas worthy of differing measurement and improvement initiatives.
A cost-benefit analysis can help maintenance and engineering managers determine how well or poorly a planned action will turn out. It helps determine if it’s a sound investment or decision. Managers are faced with the similar situations face much higher risk and consequences if they don’t perform the analysis correctly. The process involves comparing the total expected cost of each option against the total expected benefits to see whether the benefits outweigh the costs and, if so, by how much.
A cost-benefit analysis can help maintenance and engineering managers determine how well or poorly a planned action will turn out. It helps determine if it’s a sound investment or decision. Managers are faced with the similar situations face much higher risk and consequences if they don’t perform the analysis correctly. The process involves comparing the total expected cost of each option against the total expected benefits to see whether the benefits outweigh the costs and, if so, by how much.
America began to acknowledge its cultural obsession with “busyness” a few years ago, when Tim Kreider wrote the now legendary piece “The Busy Trap” for the New York Times. Nearly three years later, while our culture certainly hasn’t changed, an admitted addiction to busyness has at least transitioned from groundbreaking journalism to mainstream conversations.
America began to acknowledge its cultural obsession with “busyness” a few years ago, when Tim Kreider wrote the now legendary piece “The Busy Trap” for the New York Times. Nearly three years later, while our culture certainly hasn’t changed, an admitted addiction to busyness has at least transitioned from groundbreaking journalism to mainstream conversations.
The National Fire Prevention Association (NFPA) developed a rating system to identify and rank the hazards of a material. If you have previously worked in construction you’ve probably seen the colorful labels used to explain these hazards. The NFPA's hazard rating is diamond-shaped, made up of four smaller diamonds. The NFPA symbol colors are blue, red, yellow and white. Inside the colored smaller diamonds are numbers or symbols loaded with a wealth of knowledge.
The National Fire Prevention Association (NFPA) developed a rating system to identify and rank the hazards of a material. If you have previously worked in construction you’ve probably seen the colorful labels used to explain these hazards. The NFPA's hazard rating is diamond-shaped, made up of four smaller diamonds. The NFPA symbol colors are blue, red, yellow and white. Inside the colored smaller diamonds are numbers or symbols loaded with a wealth of knowledge.
Big changes are happening in today’s workforce. These changes have nothing to do with downsizing, global competition, or stress; it is the problem of a distinct generation gap. Young people entering the workforce are of diversified background and have much different attitudes about work. They want a life‐work balance. They want to be led, not managed — and certainly not micro‐managed. The new mode is flexibility and informality. A large proportion of our managers of the veteran era have been trained in relatively autocratic and directive methods that don’t sit well with today’s employees. Are we preparing our workforce to meet tomorrow’s need?
Big changes are happening in today’s workforce. These changes have nothing to do with downsizing, global competition, or stress; it is the problem of a distinct generation gap. Young people entering the workforce are of diversified background and have much different attitudes about work. They want a life‐work balance. They want to be led, not managed — and certainly not micro‐managed. The new mode is flexibility and informality. A large proportion of our managers of the veteran era have been trained in relatively autocratic and directive methods that don’t sit well with today’s employees. Are we preparing our workforce to meet tomorrow’s need?
After working in the CMMS/ EAM software world for almost 16 years, I recently switched to an engineering consulting firm focused on helping clients implement reliability best practices. I’ve developed a fresh perspective on what it takes to implement CMMS/ EAM software successfully.
After working in the CMMS/ EAM software world for almost 16 years, I recently switched to an engineering consulting firm focused on helping clients implement reliability best practices. I’ve developed a fresh perspective on what it takes to implement CMMS/ EAM software successfully.
It was a number of years before the OA community learned that UV spectrometers, while sensitive and accurate for measuring metals in solution, or even at small particulate levels, were not able to detect, let alone measure, particles much above a few microns in diameter. This simply was a technological limitation. Luckily, diesel engines did very well when UV spectrometric testing was employed because a good portion of the wear mechanisms in diesels is sliding wear, which tends to produce very fine particle diameters.
It was a number of years before the OA community learned that UV spectrometers, while sensitive and accurate for measuring metals in solution, or even at small particulate levels, were not able to detect, let alone measure, particles much above a few microns in diameter. This simply was a technological limitation. Luckily, diesel engines did very well when UV spectrometric testing was employed because a good portion of the wear mechanisms in diesels is sliding wear, which tends to produce very fine particle diameters.
Yesterday you were a happy camper. Today you are told your Maintenance Cost (MC) as a percent of your Estimated Replacement Value (ERV) is 4.9%. According to Consulting, Inc. and your corporate management 4.9% is way too high. Good performers are under 3%, some operations are even under 2%. So, the question is what are you going to do about it Mr. Maintenance Manager?
Yesterday you were a happy camper. Today you are told your Maintenance Cost (MC) as a percent of your Estimated Replacement Value (ERV) is 4.9%. According to Consulting, Inc. and your corporate management 4.9% is way too high. Good performers are under 3%, some operations are even under 2%. So, the question is what are you going to do about it Mr. Maintenance Manager?
How does the current state of leadership affect employee engagement? What is the effect of both good and bad leadership as it pertains to organizational health and engagement? From a leadership perspective, who actually is responsible for employee engagement?
How does the current state of leadership affect employee engagement? What is the effect of both good and bad leadership as it pertains to organizational health and engagement? From a leadership perspective, who actually is responsible for employee engagement?
Process pump reliability logically involves a combination of fluid-related performance and design decisions that focus on engineering materials and the configuration of mechanical components. Recent case studies have pointed out improvement opportunities in the relative design conservatism found in certain process pump models. Combined with deficiencies in the training of personnel, it can be argued that pump reliability has not made as much progress as it perhaps could.
Process pump reliability logically involves a combination of fluid-related performance and design decisions that focus on engineering materials and the configuration of mechanical components. Recent case studies have pointed out improvement opportunities in the relative design conservatism found in certain process pump models. Combined with deficiencies in the training of personnel, it can be argued that pump reliability has not made as much progress as it perhaps could.
The approach to vibration analysis is likely the most varied practice in the industry. This is partially due to the lack of standardization, combined with an explosion of new knowledge and technologies over the last two decades. Guidelines for creating a world-class vibration program will differ immensely depending on the source of information. When designing a new policy or optimizing an existing program, it is vital to have a good understanding of the shortcomings that can be found in almost every network in operation.
The approach to vibration analysis is likely the most varied practice in the industry. This is partially due to the lack of standardization, combined with an explosion of new knowledge and technologies over the last two decades. Guidelines for creating a world-class vibration program will differ immensely depending on the source of information. When designing a new policy or optimizing an existing program, it is vital to have a good understanding of the shortcomings that can be found in almost every network in operation.
Perfect balance is unachievable. Rotating machines vibrate. The only time when no vibration is perceptible is when the machines are stopped, so it is impractical to expect to find a non-vibrating machine when in operation. Balancing standards are formally defined for shop balancing, but in field balancing we have no field balancing standards, only industry guidelines. The purpose of this article is to clarify some of those guidelines for field balancing.
Perfect balance is unachievable. Rotating machines vibrate. The only time when no vibration is perceptible is when the machines are stopped, so it is impractical to expect to find a non-vibrating machine when in operation. Balancing standards are formally defined for shop balancing, but in field balancing we have no field balancing standards, only industry guidelines. The purpose of this article is to clarify some of those guidelines for field balancing.
In 2009, Trico Services was contracted to complete an equipment lubrication audit of a large mill in the southeast that produces liner and corrugated material for containers. This audit was for roughly 2500 pieces of rotating equipment. Upon completion of the audit, Trico was to take the lubrication recommendations and input this data into the MAINTelligence software platform that the facility uses using to manage their plant lubrication programs.
In 2009, Trico Services was contracted to complete an equipment lubrication audit of a large mill in the southeast that produces liner and corrugated material for containers. This audit was for roughly 2500 pieces of rotating equipment. Upon completion of the audit, Trico was to take the lubrication recommendations and input this data into the MAINTelligence software platform that the facility uses using to manage their plant lubrication programs.
As an option to reduce plant costs, plant managers may consider contracting out maintenance work. This may have some merit, depending on many factors, including the nature of the business. One question that may be asked is, "Is maintenance a part of our 'core business'?" Let's look at a couple of examples. If the business is a hospital, where revenue is generated by the sale of medical services, and maintenance consists of a few specialized activities, such as janitorial, H&V system servicing, and repair of advanced medical diagnostic and monitoring systems, then contracting out these activities is almost certainly the best approach.
As an option to reduce plant costs, plant managers may consider contracting out maintenance work. This may have some merit, depending on many factors, including the nature of the business. One question that may be asked is, "Is maintenance a part of our 'core business'?" Let's look at a couple of examples. If the business is a hospital, where revenue is generated by the sale of medical services, and maintenance consists of a few specialized activities, such as janitorial, H&V system servicing, and repair of advanced medical diagnostic and monitoring systems, then contracting out these activities is almost certainly the best approach.
The cost of unreliability is a big picture view of system failure costs, described in annual terms, for a manufacturing plant as if the key elements were reduced to a series block diagram for simplicity. It looks at the production system and reduces the complexity to a simple series system where failure of a single item/equipment/system/processing-complex causes the loss of productive output along with the total cost incurred for the failure.
The cost of unreliability is a big picture view of system failure costs, described in annual terms, for a manufacturing plant as if the key elements were reduced to a series block diagram for simplicity. It looks at the production system and reduces the complexity to a simple series system where failure of a single item/equipment/system/processing-complex causes the loss of productive output along with the total cost incurred for the failure.
U.S. fire departments receive an estimated 42,800 reports of fires from industrial and manufacturing facilities each year, according to the NFPA. Fire prevention and emergency action plans are two tools to ensure employees know what to do before and after a fire alarm sounds.
U.S. fire departments receive an estimated 42,800 reports of fires from industrial and manufacturing facilities each year, according to the NFPA. Fire prevention and emergency action plans are two tools to ensure employees know what to do before and after a fire alarm sounds.
Air Canada has opted for a “pit crew” concept for its Dreamliners, with five to eight employees descending on each arriving aircraft. Having more employees on hand results in a speedier turnaround, which is good for passengers and boosts aircraft utilization, according to Alan Butterfield, the carrier’s vice president of maintenance and engineering. “Utilization of your fleet is hugely important,” Butterfield said in an interview at YVR.
Air Canada has opted for a “pit crew” concept for its Dreamliners, with five to eight employees descending on each arriving aircraft. Having more employees on hand results in a speedier turnaround, which is good for passengers and boosts aircraft utilization, according to Alan Butterfield, the carrier’s vice president of maintenance and engineering. “Utilization of your fleet is hugely important,” Butterfield said in an interview at YVR.
Reliability is often used by plants to define future improvement efforts and set expectations for employees and managers. Understanding how it's defined and how to measure it can often be confusing to your organization. This video will give you IDCON's concept of Overall Production Efficiency.
Reliability is often used by plants to define future improvement efforts and set expectations for employees and managers. Understanding how it's defined and how to measure it can often be confusing to your organization. This video will give you IDCON's concept of Overall Production Efficiency.
This paper introduces the concept of Lifetime Coating Systems (LCS). LCS is a strategically engineered maintenance program designed to match coating life with asset life for products and structures with a design life of 25 to 100 years or more. LCS uses a combination of modern maintenance principles: Preventive, Predictive, and Reliability Centered Maintenance (RCM) versus customary Reactive Maintenance.
This paper introduces the concept of Lifetime Coating Systems (LCS). LCS is a strategically engineered maintenance program designed to match coating life with asset life for products and structures with a design life of 25 to 100 years or more. LCS uses a combination of modern maintenance principles: Preventive, Predictive, and Reliability Centered Maintenance (RCM) versus customary Reactive Maintenance.
Soon after the BP offshore oil spill in April 2010, quite a bit of soul-searching was done by industry. This led to the first of two direct questions posed by the corporate maintenance reliability (CMR) team: Is reliability engineer a titled position in the exploration and production (E&P) side of other major petroleum producers/ refiners, or is this job function similarly buried in what a discipline engineer or subject matter expert “might” do on a part-time basis in his or her specific area of expertise?
Soon after the BP offshore oil spill in April 2010, quite a bit of soul-searching was done by industry. This led to the first of two direct questions posed by the corporate maintenance reliability (CMR) team: Is reliability engineer a titled position in the exploration and production (E&P) side of other major petroleum producers/ refiners, or is this job function similarly buried in what a discipline engineer or subject matter expert “might” do on a part-time basis in his or her specific area of expertise?
Reliability is often used by plants to define future improvement efforts and set expectations for employees and managers. Understanding how it's defined and how to measure it can often be confusing to your organization. This video shows how IDCON INC defines reliability in a partnership relationship between Operations and Maintenance.
Reliability is often used by plants to define future improvement efforts and set expectations for employees and managers. Understanding how it's defined and how to measure it can often be confusing to your organization. This video shows how IDCON INC defines reliability in a partnership relationship between Operations and Maintenance.
Today’s mining industry is facing a new set of challenges. Commodity price projections for the future remain uncertain, global demand remains high and there is a global labor shortage. While the mining industry remains highly competitive and essential to continued global economic growth, mining companies continue to search for ways to sustain growth and profitability.
Today’s mining industry is facing a new set of challenges. Commodity price projections for the future remain uncertain, global demand remains high and there is a global labor shortage. While the mining industry remains highly competitive and essential to continued global economic growth, mining companies continue to search for ways to sustain growth and profitability.
It turned out that the photoelectric sensor could only be adjusted to stay on all the time or off all the time when the cans were going by at any higher rate than Jog speed on the Seamer. We adjusted and adjusted the sensors. The sensors were replaced with new sensors. It did no good. The lines were stopped while we traced all the control and power wiring so we could try to determine if there was a problem in the wiring.
It turned out that the photoelectric sensor could only be adjusted to stay on all the time or off all the time when the cans were going by at any higher rate than Jog speed on the Seamer. We adjusted and adjusted the sensors. The sensors were replaced with new sensors. It did no good. The lines were stopped while we traced all the control and power wiring so we could try to determine if there was a problem in the wiring.
During the 20th century cheap and abundant energy made corrosion a manageable problem. This era is coming to an end. Soon, industry will find there is less funding available for corrosion prevention after adjusting for rising energy costs. At this time, management will be forced to decide whether to continue with traditional corrosion control practices or change to something new with a greater potential for energy savings. For many, this will be an extremely difficult decision to make.
During the 20th century cheap and abundant energy made corrosion a manageable problem. This era is coming to an end. Soon, industry will find there is less funding available for corrosion prevention after adjusting for rising energy costs. At this time, management will be forced to decide whether to continue with traditional corrosion control practices or change to something new with a greater potential for energy savings. For many, this will be an extremely difficult decision to make.
Improving the capabilities of those in a leadership position is viewed as a top initiative in many organizations. More and more companies are moving their focus in management from compliance cop to performance coach, due to the realization that if there isn't an understood correlation between what performance obtained the results, the outcomes are due more to luck than purposeful effort.
Improving the capabilities of those in a leadership position is viewed as a top initiative in many organizations. More and more companies are moving their focus in management from compliance cop to performance coach, due to the realization that if there isn't an understood correlation between what performance obtained the results, the outcomes are due more to luck than purposeful effort.
You cannot succeed without clearly stated goals, but you would be surprised at how many programs do not have clearly defined goals! If you believe your program has clear goals, take a moment right now to write some of them down on a piece of paper. If you can’t write them down, then you probably don’t have them! If you don’t have the right goals, you cannot come up with concise strategies and tactics for attaining them. You will not know what people, tools, data, analysis, etc., are required and you will not be able to easily measure if your goals are being met.
You cannot succeed without clearly stated goals, but you would be surprised at how many programs do not have clearly defined goals! If you believe your program has clear goals, take a moment right now to write some of them down on a piece of paper. If you can’t write them down, then you probably don’t have them! If you don’t have the right goals, you cannot come up with concise strategies and tactics for attaining them. You will not know what people, tools, data, analysis, etc., are required and you will not be able to easily measure if your goals are being met.
The way we see maintenance work being done, you have preventive maintenance which is done is to prevent a failure or to detect a failure early. Continuous improvement, you may have some those, those are the things to be done from redesigns. I can see you doing that in two cases...one is if you have a root cause and you see whatever you have a problem on you have a piece of equipment that is not working right...you may have to redesign it.
The way we see maintenance work being done, you have preventive maintenance which is done is to prevent a failure or to detect a failure early. Continuous improvement, you may have some those, those are the things to be done from redesigns. I can see you doing that in two cases...one is if you have a root cause and you see whatever you have a problem on you have a piece of equipment that is not working right...you may have to redesign it.
The CMMS is the repository for data that documents the maintenance program, availability of maintenance spare parts and work order history. The history maintained in the CMMS also supports root cause analysis, resulting in improved engineering and manufacturing solutions. Bottom line, the CMMS is the cornerstone of supporting current operations, trending failures and providing knowledge for improvements that impact the bottom line.
The CMMS is the repository for data that documents the maintenance program, availability of maintenance spare parts and work order history. The history maintained in the CMMS also supports root cause analysis, resulting in improved engineering and manufacturing solutions. Bottom line, the CMMS is the cornerstone of supporting current operations, trending failures and providing knowledge for improvements that impact the bottom line.
Certification from an accredited organization is important. It ensures that personnel have at least a minimum degree of understanding of the subject matter. Certification is also important for compliance and liability reasons. But does having certified personnel on staff ensure the program will be a success? Is certification enough?
Certification from an accredited organization is important. It ensures that personnel have at least a minimum degree of understanding of the subject matter. Certification is also important for compliance and liability reasons. But does having certified personnel on staff ensure the program will be a success? Is certification enough?
REM recently caught up with Christer Idhammar, founder and executive vice-president of IDCON INC, and asked him to share his perspective on World Class maintenance.
REM recently caught up with Christer Idhammar, founder and executive vice-president of IDCON INC, and asked him to share his perspective on World Class maintenance.
If your business doesn’t offer corrosion prevention, repair and maintenance, you are missing a massive segment of the painting and coatings marketplace. Corrosion is such a massive problem; some estimates put it past $1 trillion in damage to the U.S. economy each year.
If your business doesn’t offer corrosion prevention, repair and maintenance, you are missing a massive segment of the painting and coatings marketplace. Corrosion is such a massive problem; some estimates put it past $1 trillion in damage to the U.S. economy each year.
It may seem that visual inspection goes beyond what thermographers are hired to do, but conscientious thermographers include notes and even images in their reports when they see code violations, broken equipment, incorrectly sized fuses, bad wiring, etc. A good thermographer will not ignore copper tubing used as a fuse, even if it looks fine in the infrared. Whether the inspection is insurance driven or a proactive stance, an infrared inspection and a visual inspection complement each other.
It may seem that visual inspection goes beyond what thermographers are hired to do, but conscientious thermographers include notes and even images in their reports when they see code violations, broken equipment, incorrectly sized fuses, bad wiring, etc. A good thermographer will not ignore copper tubing used as a fuse, even if it looks fine in the infrared. Whether the inspection is insurance driven or a proactive stance, an infrared inspection and a visual inspection complement each other.
Picture this: It’s Monday morning and you’re the maintenance manager of an industrial plant. On your desk is a printout of 432 open work orders and the operations manager is screaming because air compressor #2 just tripped for the third time this month. To make matters worse, you just remembered two of your technicians went fishing for the week. The question is: “What can this maintenance manager do to improve this situation?” The obvious answer is to go fishing with the two technicians. Maybe a better question to ask is: "What can be done to improve plant performance?"
Picture this: It’s Monday morning and you’re the maintenance manager of an industrial plant. On your desk is a printout of 432 open work orders and the operations manager is screaming because air compressor #2 just tripped for the third time this month. To make matters worse, you just remembered two of your technicians went fishing for the week. The question is: “What can this maintenance manager do to improve this situation?” The obvious answer is to go fishing with the two technicians. Maybe a better question to ask is: "What can be done to improve plant performance?"
Technical visionaries often invoke terms like the Internet of Things, smart machines and machine to machine (M2M) to ease our fears about managing the upcoming brain drain that accompanies the graying American industrial workforce. The theory goes that one day, self-learning machines and massively parallel computing may replace the operator. Perhaps, but not in the foreseeable future. That's because smart machines are very good at keeping us from doing dumb things, like stalling a commercial airliner, or pushing a gas compressor beyond safe tolerances. In the realm of black and white, the value of artificial intelligence is unassailable. But what about the rest of the time?
Technical visionaries often invoke terms like the Internet of Things, smart machines and machine to machine (M2M) to ease our fears about managing the upcoming brain drain that accompanies the graying American industrial workforce. The theory goes that one day, self-learning machines and massively parallel computing may replace the operator. Perhaps, but not in the foreseeable future. That's because smart machines are very good at keeping us from doing dumb things, like stalling a commercial airliner, or pushing a gas compressor beyond safe tolerances. In the realm of black and white, the value of artificial intelligence is unassailable. But what about the rest of the time?
So, if you’ve had this discussion, which you will have at some point in your career, and if you haven’t heard it a hundred times already, you need to reduce maintenance costs. Have this discussion – how do we do this? What happens in most places is that maintenance cost X this year, last year it was X minus 5%. Why do we do that? Well, this year we have this big rebuilding of boilers…
So, if you’ve had this discussion, which you will have at some point in your career, and if you haven’t heard it a hundred times already, you need to reduce maintenance costs. Have this discussion – how do we do this? What happens in most places is that maintenance cost X this year, last year it was X minus 5%. Why do we do that? Well, this year we have this big rebuilding of boilers…
In Evidence Based Asset Management (EBAM), theory and practice are joined to produce accurate outputs from statistical data and/or tacit knowledge through a process that includes state-of-the-art mathematical and statistical techniques that analyze, clean and process data. With data and knowing how to use it, maintenance managers can improve their standard maintenance practices. Applying principles of Evidence Based Asset Management to asset management decisions generates huge savings for companies as well.
In Evidence Based Asset Management (EBAM), theory and practice are joined to produce accurate outputs from statistical data and/or tacit knowledge through a process that includes state-of-the-art mathematical and statistical techniques that analyze, clean and process data. With data and knowing how to use it, maintenance managers can improve their standard maintenance practices. Applying principles of Evidence Based Asset Management to asset management decisions generates huge savings for companies as well.
At times, this debate has been contentious, pitting one department or function against another, with the winner being, in many cases, who can yell the loudest or who has the most sway with top executives. The key participants in the ERP vs. EAM debate are most often finance, IT and operations.
At times, this debate has been contentious, pitting one department or function against another, with the winner being, in many cases, who can yell the loudest or who has the most sway with top executives. The key participants in the ERP vs. EAM debate are most often finance, IT and operations.
Let’s face it, most companies need a culture intervention – something like a 12-step program. This article will explore behavioral issues that are often at the core of a culture of neglect and mediocracy. It borrows much from management science, leadership principles and conversations with individuals working in the field of maintenance reliability.
Let’s face it, most companies need a culture intervention – something like a 12-step program. This article will explore behavioral issues that are often at the core of a culture of neglect and mediocracy. It borrows much from management science, leadership principles and conversations with individuals working in the field of maintenance reliability.
Spindles are one of the most expensive and sophisticated rotating components on the planet. They rotate at super high speeds with fits and tolerances 10 to 20 times what is required on other rotating devices, such as pumps or motors. If there ever were machines that needed to communicate their health and activity it would be spindles.
Spindles are one of the most expensive and sophisticated rotating components on the planet. They rotate at super high speeds with fits and tolerances 10 to 20 times what is required on other rotating devices, such as pumps or motors. If there ever were machines that needed to communicate their health and activity it would be spindles.
Whether it is a Greenfield capital expansion project, existing plant expansion or the replacement of existing installed equipment, sooner rather than later, you will need an asset maintenance strategy to support your production uptime targets. The longer you wait, the more expensive it becomes.
Whether it is a Greenfield capital expansion project, existing plant expansion or the replacement of existing installed equipment, sooner rather than later, you will need an asset maintenance strategy to support your production uptime targets. The longer you wait, the more expensive it becomes.
Which costs are we interested in? Which cost is it that we're really focused on targeting? That we're saying as a team here. We're doing a business case now. Which costs can we drive down through reliability? "All of them." Agreed. Long term.
Which costs are we interested in? Which cost is it that we're really focused on targeting? That we're saying as a team here. We're doing a business case now. Which costs can we drive down through reliability? "All of them." Agreed. Long term.
Maintenance personnel go to work and do their jobs taking measurements and writing reports, often with great care and skill. Their reports and recommendations then travel into a deep abyss from which they never return. Sound familiar? This situation is all too common in the condition monitoring (CM) world.
Maintenance personnel go to work and do their jobs taking measurements and writing reports, often with great care and skill. Their reports and recommendations then travel into a deep abyss from which they never return. Sound familiar? This situation is all too common in the condition monitoring (CM) world.
Many of today’s manufacturing plants have removed asbestos from their facilities, but some still manufacture products that contain legal amounts of asbestos. Although exposure at these plants is well monitored and minimal, there is no safe level of asbestos exposure according to the Environmental Protection Agency.
Many of today’s manufacturing plants have removed asbestos from their facilities, but some still manufacture products that contain legal amounts of asbestos. Although exposure at these plants is well monitored and minimal, there is no safe level of asbestos exposure according to the Environmental Protection Agency.
Research into bearing failures1 shows that just over half of them are a result of contamination of the bearing oil. Clearly, it is essential to ensure that this is minimized and, if possible, eliminated to achieve the optimum bearing life necessary to improve equipment reliability.
Research into bearing failures1 shows that just over half of them are a result of contamination of the bearing oil. Clearly, it is essential to ensure that this is minimized and, if possible, eliminated to achieve the optimum bearing life necessary to improve equipment reliability.
The most known concept to define reliability is: "Probability that an asset or system operates without failing during a given period of time under some operation conditions previously established." Sometimes, this concept is wrongly used due to the particular use given to the word failure. For many, failure only means shutdowns, so they construct complex mathematical formulas to calculate shutdown probability without taking into account that a failure also occurs when being inefficient, insecure and costly, having a high rejection level, or contributing to a bad image.
The most known concept to define reliability is: "Probability that an asset or system operates without failing during a given period of time under some operation conditions previously established." Sometimes, this concept is wrongly used due to the particular use given to the word failure. For many, failure only means shutdowns, so they construct complex mathematical formulas to calculate shutdown probability without taking into account that a failure also occurs when being inefficient, insecure and costly, having a high rejection level, or contributing to a bad image.
Decades of experience in manufacturing indicates that the reduction of operational risk and value generation is closely related through the culture on the work floor. Companies that succeed in creating a proactive risk culture can use their strength to focus on value generation, for example, in reliability or lean cultures.
Decades of experience in manufacturing indicates that the reduction of operational risk and value generation is closely related through the culture on the work floor. Companies that succeed in creating a proactive risk culture can use their strength to focus on value generation, for example, in reliability or lean cultures.
Drones and reality modeling can and should be part of every maintenance organization and every proactive maintenance workflow to dramatically enhance productivity and safety in infrastructure asset inspections.
Drones and reality modeling can and should be part of every maintenance organization and every proactive maintenance workflow to dramatically enhance productivity and safety in infrastructure asset inspections.
So I think we need to say how good are we and how good can we be? One thing, for the people that are here that don’t know us, we have something called best practices and I'm going to show you that. What we have done in our company, and you can do this by yourself, and it could be in a bit of a tough one but you can use this format…feel free.
So I think we need to say how good are we and how good can we be? One thing, for the people that are here that don’t know us, we have something called best practices and I'm going to show you that. What we have done in our company, and you can do this by yourself, and it could be in a bit of a tough one but you can use this format…feel free.
In a great step forward from management, an experienced reliability engineer was hired to help improve plant reliability. The first task for this engineer was to determine the equipment that causing the biggest losses for the business. Having had a CMMS in use for a number of years, this was the obvious place to start.
In a great step forward from management, an experienced reliability engineer was hired to help improve plant reliability. The first task for this engineer was to determine the equipment that causing the biggest losses for the business. Having had a CMMS in use for a number of years, this was the obvious place to start.
Improper bearing lubrication or re-lubrication accounts for up to 40 to 50 percent of machine failures. By eliminating lubrication from machinery, OEMs can minimize the costs and risks associated with maintenance for the end user. At the same time, costs related to the proper disposal of oil can be eliminated and the initial expenditure for ancillary components and processes (grease lines, zerks, manifolds, etc.) can be decreased.
Improper bearing lubrication or re-lubrication accounts for up to 40 to 50 percent of machine failures. By eliminating lubrication from machinery, OEMs can minimize the costs and risks associated with maintenance for the end user. At the same time, costs related to the proper disposal of oil can be eliminated and the initial expenditure for ancillary components and processes (grease lines, zerks, manifolds, etc.) can be decreased.
One common way of controlling the state-of-health of a piece of equipment is to monitor its vibration signature. High quality data is required, so using high-resolution analog-to-digital converters (ADCs) to acquire and digitize the analog vibration signal is a key enabler to the arena of predictive maintenance.
One common way of controlling the state-of-health of a piece of equipment is to monitor its vibration signature. High quality data is required, so using high-resolution analog-to-digital converters (ADCs) to acquire and digitize the analog vibration signal is a key enabler to the arena of predictive maintenance.
Current reliability calculations are predisposed to a single failure mode or mechanism and assume a constant failure rate, while research being carried out by the Center for Risk and Reliability at the University of Maryland implies that reliability is a function of the level of damage a system can sustain, with the operational environment, operating conditions and operational envelope determining the rate of damage growth.
Current reliability calculations are predisposed to a single failure mode or mechanism and assume a constant failure rate, while research being carried out by the Center for Risk and Reliability at the University of Maryland implies that reliability is a function of the level of damage a system can sustain, with the operational environment, operating conditions and operational envelope determining the rate of damage growth.
Excessive heat in a manufacturing or warehouse environment has negative effects on workers, production levels and even the quality of produced or stored goods. This is a growing concern because today's North American industries are being pressed hard to match offshore production options. Fortunately there are plant cooling solutions that can solve this problem.
Excessive heat in a manufacturing or warehouse environment has negative effects on workers, production levels and even the quality of produced or stored goods. This is a growing concern because today's North American industries are being pressed hard to match offshore production options. Fortunately there are plant cooling solutions that can solve this problem.
When it comes to asset management, most companies focus on maintenance, repair and operations (MRO). In theory, this makes sense. You would think that focusing on MRO would be the most effective way to improve equipment performance and reduce downtime. But in fact, it can compromise the effort. Too much focus on MRO prevents people from taking a step back and seeing the big picture.
When it comes to asset management, most companies focus on maintenance, repair and operations (MRO). In theory, this makes sense. You would think that focusing on MRO would be the most effective way to improve equipment performance and reduce downtime. But in fact, it can compromise the effort. Too much focus on MRO prevents people from taking a step back and seeing the big picture.
Experience shows seemingly identical rolling bearings operated under identical conditions may not last the same amount of time. In most cases, it is impractical to test a statistically significant number of bearings, so engineers rely on standardized bearing-life calculations to select and size bearings for a particular application. These calculations continue to evolve and become more accurate over time, reflecting the collective experience of the bearing industry, including recent advances in manufacturing, tribology, materials, end-user condition monitoring, and computation.
Experience shows seemingly identical rolling bearings operated under identical conditions may not last the same amount of time. In most cases, it is impractical to test a statistically significant number of bearings, so engineers rely on standardized bearing-life calculations to select and size bearings for a particular application. These calculations continue to evolve and become more accurate over time, reflecting the collective experience of the bearing industry, including recent advances in manufacturing, tribology, materials, end-user condition monitoring, and computation.
Executives pursuing lasting improvements must take an inventory of their assets, then devise and implement a strategy that constantly reinforces the behavior of individuals along chosen dimensions. By addressing these areas in tandem with a performance and development (P&D) effort, companies can ensure that performance improvement efforts deliver value immediately and also stand the test of time.
Executives pursuing lasting improvements must take an inventory of their assets, then devise and implement a strategy that constantly reinforces the behavior of individuals along chosen dimensions. By addressing these areas in tandem with a performance and development (P&D) effort, companies can ensure that performance improvement efforts deliver value immediately and also stand the test of time.
Lack of investment in maintenance could potentially have costly consequences. Besides safety risks, defects in power stations often result in cost-intensive remediation measures and temporary loss of power production. The ideal maintenance strategy is about applying the right measures at the right times. However, there are no silver bullets for power station maintenance.
Lack of investment in maintenance could potentially have costly consequences. Besides safety risks, defects in power stations often result in cost-intensive remediation measures and temporary loss of power production. The ideal maintenance strategy is about applying the right measures at the right times. However, there are no silver bullets for power station maintenance.
In late May, Uptime Publisher Terrence O’Hanlon posted on LinkedIn that attendance at maintenance conferences has dropped significantly. Responses to his post offered plausible reasons, including budget constraints, lack of content, recurring content, and total saturation. While these are no doubt contributors, there may be one more growing reason for this decline: more and more organizations are finally recognizing that maintenance is not the source of their competitive or financial problems. This article provides proof for why this reason may be on point.
In late May, Uptime Publisher Terrence O’Hanlon posted on LinkedIn that attendance at maintenance conferences has dropped significantly. Responses to his post offered plausible reasons, including budget constraints, lack of content, recurring content, and total saturation. While these are no doubt contributors, there may be one more growing reason for this decline: more and more organizations are finally recognizing that maintenance is not the source of their competitive or financial problems. This article provides proof for why this reason may be on point.
Organizations that are predominantly reactive typically do not believe it is possible to perform work any other way. Overall, they are frustrated, which in turn impacts morale. Maybe it is a training issue or maybe it is a leadership issue. Either way, it is affecting worker productivity due to the majority of work being unplanned. Unscheduled work also affects job safety. When workers feel rushed, bad things happen. Lastly, those organizations with poor reliability typically waste 10 percent of their revenue.
Organizations that are predominantly reactive typically do not believe it is possible to perform work any other way. Overall, they are frustrated, which in turn impacts morale. Maybe it is a training issue or maybe it is a leadership issue. Either way, it is affecting worker productivity due to the majority of work being unplanned. Unscheduled work also affects job safety. When workers feel rushed, bad things happen. Lastly, those organizations with poor reliability typically waste 10 percent of their revenue.
Standard job plans. Be sure your CMMS systems have a way to put in a standard job. That true? yeah? Okay, so Tor mentioned yesterday critical and repetitive work...great place to start and even on a repetitive job it may be something that's really simple but if there's a bill of materials that comes with that job, then you create a standard job plan that just has the bill of material, has the work order coding on it, and another CMMS system that we had at my last job you could actually link the standard job to an equipment number in the background so when you went in to create a work order you just put in the equipment number there's a standard job pull down every standard job that was linked to that equipment select it and create your work order.
Standard job plans. Be sure your CMMS systems have a way to put in a standard job. That true? yeah? Okay, so Tor mentioned yesterday critical and repetitive work...great place to start and even on a repetitive job it may be something that's really simple but if there's a bill of materials that comes with that job, then you create a standard job plan that just has the bill of material, has the work order coding on it, and another CMMS system that we had at my last job you could actually link the standard job to an equipment number in the background so when you went in to create a work order you just put in the equipment number there's a standard job pull down every standard job that was linked to that equipment select it and create your work order.
The function of reliability is still so tightly married to maintenance that it is often perceived to be the only combination that can unlock all challenges related to an asset. But can maintenance alone handle all aspects of reliability throughout the lifecycle of an asset? What if the asset has inherent design flaws or inadequate commissioning procedures? What if it is being operated outside of its operating parameters? Such issues are related to engineering and operations, which are outside of the maintenance scope.
The function of reliability is still so tightly married to maintenance that it is often perceived to be the only combination that can unlock all challenges related to an asset. But can maintenance alone handle all aspects of reliability throughout the lifecycle of an asset? What if the asset has inherent design flaws or inadequate commissioning procedures? What if it is being operated outside of its operating parameters? Such issues are related to engineering and operations, which are outside of the maintenance scope.
Pneumatic or electric? It’s not a new question. The merits of each have long been subject to discussion, but a fair amount of confusion continues to exist about which makes more sense for what. For example, are you considering replacing a compressor and 200 pneumatic cylinders with electric actuators because you think you’ll save on compressor costs? Or, perhaps you are thinking about building a new machine with pneumatics because 30 electric actuators are far too expensive. Make the wrong decision in either case and you could waste tens of thousands of dollars a year.
Pneumatic or electric? It’s not a new question. The merits of each have long been subject to discussion, but a fair amount of confusion continues to exist about which makes more sense for what. For example, are you considering replacing a compressor and 200 pneumatic cylinders with electric actuators because you think you’ll save on compressor costs? Or, perhaps you are thinking about building a new machine with pneumatics because 30 electric actuators are far too expensive. Make the wrong decision in either case and you could waste tens of thousands of dollars a year.
Just in case you or someone you know is experiencing an undesirable work environment, the author shares this brief recap of a maintenance turnaround plan. Warning: Leading a maintenance turnaround is not for the faint of heart. It takes guts, vitamins and a lot of prayers, in addition to a good plan.
Just in case you or someone you know is experiencing an undesirable work environment, the author shares this brief recap of a maintenance turnaround plan. Warning: Leading a maintenance turnaround is not for the faint of heart. It takes guts, vitamins and a lot of prayers, in addition to a good plan.
ONCE UPON A TIME in a maintenance department, a work order woke up in the morning, feeling very lazy, unable to open his eyes or get up to walk. It's been a long time for him in the same room, nobody knocks on the door to say hello, how are you, or to release him so he can show his presence. He looks in the mirror and finds he has changed a lot since being created and kept in the backlog. Looking at gray hair covering his head, he tries to remember his lifecycle since that day when he became a pending order waiting for spare parts to arrive. This spurred his friends to give him the nickname, "Nomat."
ONCE UPON A TIME in a maintenance department, a work order woke up in the morning, feeling very lazy, unable to open his eyes or get up to walk. It's been a long time for him in the same room, nobody knocks on the door to say hello, how are you, or to release him so he can show his presence. He looks in the mirror and finds he has changed a lot since being created and kept in the backlog. Looking at gray hair covering his head, he tries to remember his lifecycle since that day when he became a pending order waiting for spare parts to arrive. This spurred his friends to give him the nickname, "Nomat."
Something that worked well for us is if you make a visual change in the project one thing is we talk about planning and scheduling in a reliability of projects. We talk about preventive maintenance and reliability projects. What could easily happen is that you start documenting inspection routes and somebody sits in a corner documenting inspection routes right? We tried to work on our planning and scheduling…it may not be very visual on the floor. So, sometimes it could be a good idea just to make sure it's okay…let's pick our top five or top 10 piece of equipment and let's fix them up.
Something that worked well for us is if you make a visual change in the project one thing is we talk about planning and scheduling in a reliability of projects. We talk about preventive maintenance and reliability projects. What could easily happen is that you start documenting inspection routes and somebody sits in a corner documenting inspection routes right? We tried to work on our planning and scheduling…it may not be very visual on the floor. So, sometimes it could be a good idea just to make sure it's okay…let's pick our top five or top 10 piece of equipment and let's fix them up.
Although safety and risk mitigation is a fundamental part of creating value and boosting profits, it is not the end of the story when it comes to asset management. To realize the true value of an asset across its entire lifecycle, a business must ensure it has a set of key building blocks in place. These consist of forward-looking management structures and processes that adopt a broader perspective than just identifying and addressing threats and vulnerabilities.
Although safety and risk mitigation is a fundamental part of creating value and boosting profits, it is not the end of the story when it comes to asset management. To realize the true value of an asset across its entire lifecycle, a business must ensure it has a set of key building blocks in place. These consist of forward-looking management structures and processes that adopt a broader perspective than just identifying and addressing threats and vulnerabilities.
Manufacturers worldwide know that Lean maintenance practices cut costs and improve production by minimizing downtime. But the reality is that for many U.S. manufacturers, up to 90% of the maintenance they perform is conducted on a reactive rather than proactive basis. Some blame the age of their equipment, the absence of spare parts and the rapid pace of manufacturing.
Manufacturers worldwide know that Lean maintenance practices cut costs and improve production by minimizing downtime. But the reality is that for many U.S. manufacturers, up to 90% of the maintenance they perform is conducted on a reactive rather than proactive basis. Some blame the age of their equipment, the absence of spare parts and the rapid pace of manufacturing.
Internal clearance is critical to bearing performance for multiple reasons. The amount of clearance influences the load distribution in a bearing, which ultimately affects bearing life. It also influences bearing running noise and vibration. In addition, it can influence whether the rolling elements move in a rolling or sliding motion.
Internal clearance is critical to bearing performance for multiple reasons. The amount of clearance influences the load distribution in a bearing, which ultimately affects bearing life. It also influences bearing running noise and vibration. In addition, it can influence whether the rolling elements move in a rolling or sliding motion.
By focusing on people and operational improvement, such an EAM program can significantly improve asset utilization rates while reducing long-term capital costs. That attention to people and operations is an essential element of EAM success, however, strategies centered alone on capital investments in facilities and fleet logistics typically fall short of the significant benefits an effective EAM effort can produce.
By focusing on people and operational improvement, such an EAM program can significantly improve asset utilization rates while reducing long-term capital costs. That attention to people and operations is an essential element of EAM success, however, strategies centered alone on capital investments in facilities and fleet logistics typically fall short of the significant benefits an effective EAM effort can produce.
NOT LONG AGO I was talking to a recruiter about a placement she was working on. It was tough going. Her client had emphasized that he wanted someone who “really fit in.” But when asked how he’d measure this, he said “I’ll know it when I see it.”
NOT LONG AGO I was talking to a recruiter about a placement she was working on. It was tough going. Her client had emphasized that he wanted someone who “really fit in.” But when asked how he’d measure this, he said “I’ll know it when I see it.”
OMC (Operations Maintenance Coordinator)...now this is a person that really reports up through the operations group...the production group. But they're that liaison, they work hand in hand with the maintenance folks and they're the representative for the production side to come in and see... What do we have coming up in maintenance? How do we coordinate that with our operating plan? I've seen this where somebody really didn't have this title of OMC but they did that work but some places have a person that their title, that's their job, that's what their going to do.
OMC (Operations Maintenance Coordinator)...now this is a person that really reports up through the operations group...the production group. But they're that liaison, they work hand in hand with the maintenance folks and they're the representative for the production side to come in and see... What do we have coming up in maintenance? How do we coordinate that with our operating plan? I've seen this where somebody really didn't have this title of OMC but they did that work but some places have a person that their title, that's their job, that's what their going to do.
Today, facilities managers must add to their list of responsibilities the task of making the case for funding for critical maintenance tasks and improvements. Fortunately, the right tools for communicating this need to financial decision makers are readily at hand.
Today, facilities managers must add to their list of responsibilities the task of making the case for funding for critical maintenance tasks and improvements. Fortunately, the right tools for communicating this need to financial decision makers are readily at hand.
This article does not describe what you should measure, except perhaps in the form of examples to illustrate a point, but rather shares thoughts to consider about key principles to follow in developing your performance measures.Your performance measures must do the following.
This article does not describe what you should measure, except perhaps in the form of examples to illustrate a point, but rather shares thoughts to consider about key principles to follow in developing your performance measures.Your performance measures must do the following.
If you need to implement a new planning and scheduling program, you’re probably discovering that the task can be rather daunting. But there are ways to achieve an environment that will support a planning and scheduling program that works with what you already have in place and takes into account what your team is able to manage throughout implementation and beyond. If you take a closer look at what you already have, putting the final touches on a successful planning and scheduling program may not really be that big a beast to tackle.
If you need to implement a new planning and scheduling program, you’re probably discovering that the task can be rather daunting. But there are ways to achieve an environment that will support a planning and scheduling program that works with what you already have in place and takes into account what your team is able to manage throughout implementation and beyond. If you take a closer look at what you already have, putting the final touches on a successful planning and scheduling program may not really be that big a beast to tackle.
Asset and maintenance managers are key decision makers in companies, yet the previously used tools for deciding on the right asset and maintenance strategy are inadequate. Rather than changing the way decisions are made, it is advisable to upgrade the tools that are used to make those decisions. Developments in asset management and maintenance show that the data necessary for such prognoses already exists in most companies.
Asset and maintenance managers are key decision makers in companies, yet the previously used tools for deciding on the right asset and maintenance strategy are inadequate. Rather than changing the way decisions are made, it is advisable to upgrade the tools that are used to make those decisions. Developments in asset management and maintenance show that the data necessary for such prognoses already exists in most companies.
Gear pumps are the most common type of positive displacement pump, ideal for transferring high viscosity fluids such as automotive oils, plastics, paint, adhesives, and soaps. As with any pump, proper operation and regular maintenance are vital to reducing costly pump repairs and maximizing pump efficiency. Below are helpful tips for operating your gear pump and ensuring it achieves a long operating life through regular maintenance. As with any pump, proper operation and regular maintenance are vital to reducing costly pump repairs and maximizing pump efficiency.
Gear pumps are the most common type of positive displacement pump, ideal for transferring high viscosity fluids such as automotive oils, plastics, paint, adhesives, and soaps. As with any pump, proper operation and regular maintenance are vital to reducing costly pump repairs and maximizing pump efficiency. Below are helpful tips for operating your gear pump and ensuring it achieves a long operating life through regular maintenance. As with any pump, proper operation and regular maintenance are vital to reducing costly pump repairs and maximizing pump efficiency.
So, the root cause problem elimination. It's really just a structured approach to eliminate problems...that's all it is. It's what usually happens when people say they do root cause, in my experience, this is the morning meeting and someone says motor tripped-out costing production loss. So, what happens in the morning meeting, now I haven't been to yours, but somewhere, the first thing people say is this a maintenance problem or is this an operations problem.
So, the root cause problem elimination. It's really just a structured approach to eliminate problems...that's all it is. It's what usually happens when people say they do root cause, in my experience, this is the morning meeting and someone says motor tripped-out costing production loss. So, what happens in the morning meeting, now I haven't been to yours, but somewhere, the first thing people say is this a maintenance problem or is this an operations problem.
While data quality may seem both simple and obvious, many companies overlook this area due to a misunderstanding on how the CMMS and data are used. In some cases, companies are well aware of their data quality issues, yet don’t understand the affects that poor data can have on their organization. In other cases, companies believe that an expensive new CMMS will be the answer to all of their problems, only to realize six months down the road that they cannot conduct basic part searches and transactional reports.
While data quality may seem both simple and obvious, many companies overlook this area due to a misunderstanding on how the CMMS and data are used. In some cases, companies are well aware of their data quality issues, yet don’t understand the affects that poor data can have on their organization. In other cases, companies believe that an expensive new CMMS will be the answer to all of their problems, only to realize six months down the road that they cannot conduct basic part searches and transactional reports.
Plain and simple: there’s a lot that goes into a preventative maintenance program for hydraulic systems. While it’s a discipline that’s very basic and uncomplicated when you boil it down, there are many tests that need to be performed and plenty of steps where something can be done incorrectly, so it’s critical to the health of your machine that all are done regularly and properly. In order to do this, it’s important that both the system and hydraulic fluid are taken care of, as your fluid and systems are completely interdependent.
Plain and simple: there’s a lot that goes into a preventative maintenance program for hydraulic systems. While it’s a discipline that’s very basic and uncomplicated when you boil it down, there are many tests that need to be performed and plenty of steps where something can be done incorrectly, so it’s critical to the health of your machine that all are done regularly and properly. In order to do this, it’s important that both the system and hydraulic fluid are taken care of, as your fluid and systems are completely interdependent.
Learn to Sell...Do not dismiss this statement thinking it does not apply to your situation because you are not a roving consultant or contractor. In-house maintenance reliability professionals need to exhibit the same, or even better, customer service when it comes to driving change or pulling their organization toward a path of continuous improvement.
Learn to Sell...Do not dismiss this statement thinking it does not apply to your situation because you are not a roving consultant or contractor. In-house maintenance reliability professionals need to exhibit the same, or even better, customer service when it comes to driving change or pulling their organization toward a path of continuous improvement.
Several tests can be performed on a hydraulic pump to indicate its condition. The temperature of the pump case, the flow of the case drain and the current draw of the drive motor are common checks that can be done regularly and over a period of time to track the wear of a hydraulic pump.
Several tests can be performed on a hydraulic pump to indicate its condition. The temperature of the pump case, the flow of the case drain and the current draw of the drive motor are common checks that can be done regularly and over a period of time to track the wear of a hydraulic pump.
Vibration analysis, properly done, allows the user to evaluate the condition of equipment and avoid failures. Maintenance personnel can minimize unplanned downtime by scheduling needed repairs during normal maintenance shutdowns. How can you interpret — at a glance — the comprehensive spectrum information available? In layman's terms, here is how to interpret the vibration signature of rotating equipment. You can learn to recognize misalignment, a defective bearing, bent or loose parts — and tell them apart.
Vibration analysis, properly done, allows the user to evaluate the condition of equipment and avoid failures. Maintenance personnel can minimize unplanned downtime by scheduling needed repairs during normal maintenance shutdowns. How can you interpret — at a glance — the comprehensive spectrum information available? In layman's terms, here is how to interpret the vibration signature of rotating equipment. You can learn to recognize misalignment, a defective bearing, bent or loose parts — and tell them apart.
The Industrial Internet of Things (IIoT) seems like a nebulous concept that encompasses everything from machine learning and robotics to drone delivery systems and intelligent point-of-use vending. There is more information available than ever before, but making sense of all this data can be daunting. This article will help bring clarity to how the IIoT can enhance all aspects of manufacturing.
The Industrial Internet of Things (IIoT) seems like a nebulous concept that encompasses everything from machine learning and robotics to drone delivery systems and intelligent point-of-use vending. There is more information available than ever before, but making sense of all this data can be daunting. This article will help bring clarity to how the IIoT can enhance all aspects of manufacturing.
In the June/July 2016 Uptime article, "Condition Monitoring and MEMS Accelerometers: What You Need to Know," several attributes of microelectromechanical system (MEMS) accelerometers were presented that make the technology compelling for condition monitoring applications. This article reviews data demonstrating the state of MEMS technology development and performance levels by comparing it to a commercially available piezoelectric (PZT) condition monitoring accelerometer.
In the June/July 2016 Uptime article, "Condition Monitoring and MEMS Accelerometers: What You Need to Know," several attributes of microelectromechanical system (MEMS) accelerometers were presented that make the technology compelling for condition monitoring applications. This article reviews data demonstrating the state of MEMS technology development and performance levels by comparing it to a commercially available piezoelectric (PZT) condition monitoring accelerometer.
In today’s competitive funding environment, it’s up to the facility manager to present the case for capital and explain the necessity of addressing deferred maintenance. But where is a facility manager to begin this process when the backlog demanding attention is simply overwhelming?
In today’s competitive funding environment, it’s up to the facility manager to present the case for capital and explain the necessity of addressing deferred maintenance. But where is a facility manager to begin this process when the backlog demanding attention is simply overwhelming?
So, it’s a manager’s job to keep an organization energized. To keep everyone moving onward and upward out of the ruts. To maintain that sense of urgency. To build a culture where people are concerned when things are just not happening the way they should be, or could be, and they go ahead and systematically do something about it. Energizing an organization is not an easy thing to do and crises, real or fabricated, and a push for immediate fixes are one way to do this.
So, it’s a manager’s job to keep an organization energized. To keep everyone moving onward and upward out of the ruts. To maintain that sense of urgency. To build a culture where people are concerned when things are just not happening the way they should be, or could be, and they go ahead and systematically do something about it. Energizing an organization is not an easy thing to do and crises, real or fabricated, and a push for immediate fixes are one way to do this.
Installation, application, and lubrication myths. Learn these 11 ways to protect your assets from these harmful myths that circulate in the maintenance community.
Installation, application, and lubrication myths. Learn these 11 ways to protect your assets from these harmful myths that circulate in the maintenance community.
In the current environment of ever-increasing demands to deliver exceptional results with limited resources, leaders are placing greater emphasis on performance measurement. Performance measurement is defined as the process of analyzing information to determine the progress toward a desired outcome for a given organization.
In the current environment of ever-increasing demands to deliver exceptional results with limited resources, leaders are placing greater emphasis on performance measurement. Performance measurement is defined as the process of analyzing information to determine the progress toward a desired outcome for a given organization.
In this paper I will outline some of the key business opportunities and issues which are driving change in the industry, summarize some of the resulting trends, as I see them, and then draw some conclusions regarding the implications of these trends for Condition Monitoring equipment manufacturers and suppliers, Condition Monitoring contractors, and organizations employing Condition Monitoring techniques.
In this paper I will outline some of the key business opportunities and issues which are driving change in the industry, summarize some of the resulting trends, as I see them, and then draw some conclusions regarding the implications of these trends for Condition Monitoring equipment manufacturers and suppliers, Condition Monitoring contractors, and organizations employing Condition Monitoring techniques.
Asset performance data fuels predictive, condition-based and reliability-centered maintenance strategies. Capturing run-time readings, energy consumption, condition and qualitative data in the EAM (Enterprise Asset Management)system on a real-time basis can save time, reduce maintenance costs and improve asset reliability. Obtaining quick and efficient access to asset performance data should be mission critical for every asset management operation.
Asset performance data fuels predictive, condition-based and reliability-centered maintenance strategies. Capturing run-time readings, energy consumption, condition and qualitative data in the EAM (Enterprise Asset Management)system on a real-time basis can save time, reduce maintenance costs and improve asset reliability. Obtaining quick and efficient access to asset performance data should be mission critical for every asset management operation.
Another trite phrase has the answer: The weakest link in a chain is the strongest because it can break it. Preventative and routine maintenance models help alleviate downtime and boost overall production. The most popular method is Total Productive Maintenance (TPM). TPM assigns the responsibility for preventative and routine maintenance to the same people who operate that individual equipment. This puts the people most familiar with the machine in charge of its care.
Another trite phrase has the answer: The weakest link in a chain is the strongest because it can break it. Preventative and routine maintenance models help alleviate downtime and boost overall production. The most popular method is Total Productive Maintenance (TPM). TPM assigns the responsibility for preventative and routine maintenance to the same people who operate that individual equipment. This puts the people most familiar with the machine in charge of its care.
Tapered roller bearings can be set at initial machine assembly to any desired axial or radial clearance. This unique feature enables a designer to control bearings to meet anticipated application operating conditions, and thereby provide optimum bearing and system performance. Some advantages of tapered roller bearings pertaining to setting include...
Tapered roller bearings can be set at initial machine assembly to any desired axial or radial clearance. This unique feature enables a designer to control bearings to meet anticipated application operating conditions, and thereby provide optimum bearing and system performance. Some advantages of tapered roller bearings pertaining to setting include...
The next step that we talked about was, "How did the component fail…the grid coupling?" This is something that a lot of times, once we start doing this, for a grid coupling, if we set up a PM for this you can probably step straight to what kind of inspections would you do and you guys could tell me in three minutes and they’re probably pretty much right on. But I’m using something simple because I didn’t know who’s going to be in the class and what kind of technical skills you guys have. But using something simple and showing you the steps of how we break this down. I think if we say how would you inspect a coupling that’s going on the run or doing what kind inspections do we need to do and shut down. I think you guys can tell me that. I’ll show you steps anyways so you can see the thinking process using something fairly simple.
The next step that we talked about was, "How did the component fail…the grid coupling?" This is something that a lot of times, once we start doing this, for a grid coupling, if we set up a PM for this you can probably step straight to what kind of inspections would you do and you guys could tell me in three minutes and they’re probably pretty much right on. But I’m using something simple because I didn’t know who’s going to be in the class and what kind of technical skills you guys have. But using something simple and showing you the steps of how we break this down. I think if we say how would you inspect a coupling that’s going on the run or doing what kind inspections do we need to do and shut down. I think you guys can tell me that. I’ll show you steps anyways so you can see the thinking process using something fairly simple.
Ever walk into a room, look around and conclude that all is well. But then, someone picks up papers, a briefcase, or some other object from the floor, right where you were about to walk. You hadn’t seen it. Your vision is fine, so how could you have missed it? It makes you wonder how many other little things you missed in other places, too.
Ever walk into a room, look around and conclude that all is well. But then, someone picks up papers, a briefcase, or some other object from the floor, right where you were about to walk. You hadn’t seen it. Your vision is fine, so how could you have missed it? It makes you wonder how many other little things you missed in other places, too.
In some organizations, reliability is not just a word, but a culture that has been built over a period of time. Developing a reliability culture is not solely a top-down approach or dependent on the company’s vision. Sometimes, it is taken as a normal, routine job, while other times, it may get a fast-track status.
In some organizations, reliability is not just a word, but a culture that has been built over a period of time. Developing a reliability culture is not solely a top-down approach or dependent on the company’s vision. Sometimes, it is taken as a normal, routine job, while other times, it may get a fast-track status.
Many companies are beginning to search for and implement sophisticated maintenance and reliability (M&R) tools and technologies in hopes of finding the next best thing to help achieve operational excellence (OE). Terms, such as asset performance management (APM), predictive analytics, machine learning, Industrial Internet of Things (IIoT), the Cloud, connected plant, etc., are making their way into everything M&R. As game changing as these concepts can be, adopting advanced technologies without first addressing the basic fundamentals of M&R is like building the world’s finest home on a crumbling foundation.
Many companies are beginning to search for and implement sophisticated maintenance and reliability (M&R) tools and technologies in hopes of finding the next best thing to help achieve operational excellence (OE). Terms, such as asset performance management (APM), predictive analytics, machine learning, Industrial Internet of Things (IIoT), the Cloud, connected plant, etc., are making their way into everything M&R. As game changing as these concepts can be, adopting advanced technologies without first addressing the basic fundamentals of M&R is like building the world’s finest home on a crumbling foundation.
What they finally realized is that the majority of their day-to-day work orders were being generated to repair things that were happening at the failure mode level, which was determined to be reactive maintenance. How times have changed! These days, the majority of those senior level managers have been promoted into positions within the reliability group and their technicians are now using improvement-based maintenance techniques. They have never looked back since!
What they finally realized is that the majority of their day-to-day work orders were being generated to repair things that were happening at the failure mode level, which was determined to be reactive maintenance. How times have changed! These days, the majority of those senior level managers have been promoted into positions within the reliability group and their technicians are now using improvement-based maintenance techniques. They have never looked back since!
Proactive organizations recognize that one of the critical success factors in achieving a best practices reliability program is developing a sound maintenance, repair and operations (MRO) spare parts program. That notion is quickly followed by the realization that there are potentially hundreds of improvement opportunities that typically could be associated with a materials management effort. As such, it becomes overwhelming to determine where to start.
Proactive organizations recognize that one of the critical success factors in achieving a best practices reliability program is developing a sound maintenance, repair and operations (MRO) spare parts program. That notion is quickly followed by the realization that there are potentially hundreds of improvement opportunities that typically could be associated with a materials management effort. As such, it becomes overwhelming to determine where to start.
Unfortunately, there is not an easy way to tell if lubricants have been mixed unless they have vastly different viscosities, such as ISO 32 and ISO 680. The best solution would be to avoid this problem in the first place by having trained staff members and well-labeled/color-coded equipment. Using a different sealable and reusable container for each lubricant can help to prevent cross-contamination.
Unfortunately, there is not an easy way to tell if lubricants have been mixed unless they have vastly different viscosities, such as ISO 32 and ISO 680. The best solution would be to avoid this problem in the first place by having trained staff members and well-labeled/color-coded equipment. Using a different sealable and reusable container for each lubricant can help to prevent cross-contamination.
A sophisticated signal processing technique can help to pinpoint bearing failure at an early stage. Chris Hansford, Managing Director at Hansford Sensors, explains. Experienced operators can often tell if a machine is not working properly, on the basis that is does not ‘sound right’. The same principle can be applied – using modern electronics – to identify the exact cause of the problem.
A sophisticated signal processing technique can help to pinpoint bearing failure at an early stage. Chris Hansford, Managing Director at Hansford Sensors, explains. Experienced operators can often tell if a machine is not working properly, on the basis that is does not ‘sound right’. The same principle can be applied – using modern electronics – to identify the exact cause of the problem.
To some people, the word “housekeeping” calls to mind cleaning floors and surfaces, removing dust, and organizing clutter. But in a work setting, it means much more. Housekeeping is crucial to safe workplaces. It can help prevent injuries and improve productivity and morale, as well as make a good first impression on visitors, according to Cari Gray, safety consultant for the Ohio Bureau of Workers’ Compensation. It also can help an employer avoid potential fines for non-compliance.
To some people, the word “housekeeping” calls to mind cleaning floors and surfaces, removing dust, and organizing clutter. But in a work setting, it means much more. Housekeeping is crucial to safe workplaces. It can help prevent injuries and improve productivity and morale, as well as make a good first impression on visitors, according to Cari Gray, safety consultant for the Ohio Bureau of Workers’ Compensation. It also can help an employer avoid potential fines for non-compliance.
Most machines have rotating parts and those rotating parts vibrate. Measuring how and how much those parts vibrate can tell you a lot about the health of a machine. Whether it’s the rumble of worn bearings or the shaking, shimmying, or thumping of loose, misaligned, or unbalanced parts, machines have a tale to tell those who are willing and able to listen.
Most machines have rotating parts and those rotating parts vibrate. Measuring how and how much those parts vibrate can tell you a lot about the health of a machine. Whether it’s the rumble of worn bearings or the shaking, shimmying, or thumping of loose, misaligned, or unbalanced parts, machines have a tale to tell those who are willing and able to listen.
Traditionally, reliability engineers have been the leaders in introducing new maintenance processes and technologies. With the start of predictive maintenance, many other branches of the organization will become part of the process; at a minimum, there will be strong IT involvement and involvement of the COO or VP of operations. Furthermore, companies might have an IoT strategy unit, a digital unit, or an analytics center, all of which will be interested in the rollout of predictive maintenance.
Traditionally, reliability engineers have been the leaders in introducing new maintenance processes and technologies. With the start of predictive maintenance, many other branches of the organization will become part of the process; at a minimum, there will be strong IT involvement and involvement of the COO or VP of operations. Furthermore, companies might have an IoT strategy unit, a digital unit, or an analytics center, all of which will be interested in the rollout of predictive maintenance.
Why are organizations leaving money on the table by not investigating failures that cost them money? One would venture to say that all manufacturing companies have failures each year that cut into their profit. The prevailing question is: What do you do when that failure occurs? Do you simply fix the equipment, get back up and running, and return to whatever you were working on at the time? Or, do you stop what you are doing and diligently try to understand why the failure occurred and put measures in place to prevent recurrence?
Why are organizations leaving money on the table by not investigating failures that cost them money? One would venture to say that all manufacturing companies have failures each year that cut into their profit. The prevailing question is: What do you do when that failure occurs? Do you simply fix the equipment, get back up and running, and return to whatever you were working on at the time? Or, do you stop what you are doing and diligently try to understand why the failure occurred and put measures in place to prevent recurrence?
A first impression is a lasting one. The folks at H&R Screw Machine Products (Reed City, Mich.) understand the impact of this axiom when their parts are delivered to customers. If oil is soaking through the box or parts are dirty, the customers are going to be much more skeptical about what they are paying for. The company produces millions of parts a year and sends a majority of them through its aqueous cleaning system to ensure that the customers like what they see.
A first impression is a lasting one. The folks at H&R Screw Machine Products (Reed City, Mich.) understand the impact of this axiom when their parts are delivered to customers. If oil is soaking through the box or parts are dirty, the customers are going to be much more skeptical about what they are paying for. The company produces millions of parts a year and sends a majority of them through its aqueous cleaning system to ensure that the customers like what they see.
The overwhelming majority of industrial accidents result from human error. Engineers who sleep less than eight hours per night are less productive and almost 10 percent more likely to cause an accident, and many don’t get enough sleep. The solution: engineers need a nap.
The overwhelming majority of industrial accidents result from human error. Engineers who sleep less than eight hours per night are less productive and almost 10 percent more likely to cause an accident, and many don’t get enough sleep. The solution: engineers need a nap.
According to the U.S. Bureau of Labor Statistics, workers sustained a collective 2.9 million workplace injuries and illnesses in 2015, and nearly 5,000 workers were killed on the job—an average of 13 employees every day. As employers try to curtail those shocking numbers and improve safety throughout their facility, it’s important to examine the relationship between a safer workplace and ensuring uptime, reliability and quality asset performance.
According to the U.S. Bureau of Labor Statistics, workers sustained a collective 2.9 million workplace injuries and illnesses in 2015, and nearly 5,000 workers were killed on the job—an average of 13 employees every day. As employers try to curtail those shocking numbers and improve safety throughout their facility, it’s important to examine the relationship between a safer workplace and ensuring uptime, reliability and quality asset performance.
High-pressure injection injuries, also known as grease gun injuries, are caused by the accidental injection of a foreign material–such as grease, oil, or solvent under pressure–through the skin and into the underlying tissue. This is analogous to medical techniques used to administer immunization shots without a needle. A grease gun injury can cause serious delayed soft tissue damage and should be treated as a surgical emergency. Any person sustaining an injury of this sort should seek immediate medical attention, regardless of the appearance of the wound or its size. Accidents involving injection injuries can occur when using any type of pressurized equipment.
High-pressure injection injuries, also known as grease gun injuries, are caused by the accidental injection of a foreign material–such as grease, oil, or solvent under pressure–through the skin and into the underlying tissue. This is analogous to medical techniques used to administer immunization shots without a needle. A grease gun injury can cause serious delayed soft tissue damage and should be treated as a surgical emergency. Any person sustaining an injury of this sort should seek immediate medical attention, regardless of the appearance of the wound or its size. Accidents involving injection injuries can occur when using any type of pressurized equipment.
You are probably familiar with life’s golden rule: Do unto others as you would have them do unto you. But have you ever wondered how any given machine, if it could express itself, would feel about this rule? What would it say? This article offers some speculative thoughts from the machine’s point of view, presented as the golden rules for machinery reliability.
You are probably familiar with life’s golden rule: Do unto others as you would have them do unto you. But have you ever wondered how any given machine, if it could express itself, would feel about this rule? What would it say? This article offers some speculative thoughts from the machine’s point of view, presented as the golden rules for machinery reliability.
Planning should be done before work is scheduled. You can say that all work is always planned before you do the work. That is a fact. The question is how efficient can this be done?
Planning should be done before work is scheduled. You can say that all work is always planned before you do the work. That is a fact. The question is how efficient can this be done?
Vibration in industrial equipment can be both a sign and a source of trouble. Other times, vibration just “goes with the territory” as a normal part of machine operation, and should not cause undue concern. But how can the plant maintenance professional tell the difference between acceptable, normal vibration and the kind of vibration that requires immediate attention to service or replace troubled equipment?
Vibration in industrial equipment can be both a sign and a source of trouble. Other times, vibration just “goes with the territory” as a normal part of machine operation, and should not cause undue concern. But how can the plant maintenance professional tell the difference between acceptable, normal vibration and the kind of vibration that requires immediate attention to service or replace troubled equipment?
Machinery and Equipment MRO interviewed three oil and lubrication specialists to uncover industry trends that are important to suppliers and users alike. They were asked to consider factors that significantly influence decision-making on more easily protecting equipment, and to share insights on what's new, what holds value and provides improvements, as well as what helps solve common problems.
Machinery and Equipment MRO interviewed three oil and lubrication specialists to uncover industry trends that are important to suppliers and users alike. They were asked to consider factors that significantly influence decision-making on more easily protecting equipment, and to share insights on what's new, what holds value and provides improvements, as well as what helps solve common problems.
Condition Monitoring when used to drive reliability improvement offers diagnostics, information and data for Root Cause Analysis and equipment redesign, along with verification of defect or design correction. Condition monitoring applied proactively is a context embracing world class reliability maintenance concepts.
Condition Monitoring when used to drive reliability improvement offers diagnostics, information and data for Root Cause Analysis and equipment redesign, along with verification of defect or design correction. Condition monitoring applied proactively is a context embracing world class reliability maintenance concepts.
"I have heard many different opinions as to whether funnels should be used for topping off an oil reservoir. Can you explain why funnels should or should not be used?" Across industry, it seems that if you are filling a machine or topping it off with oil, you will need to transfer the lubricant from a large container through a small fill port at the top of the machine. A funnel is designed to make this opening wider for adding oil. While funnels can make this task easier, they are not recommended because of their potential to introduce contaminants into the lubricant.
"I have heard many different opinions as to whether funnels should be used for topping off an oil reservoir. Can you explain why funnels should or should not be used?" Across industry, it seems that if you are filling a machine or topping it off with oil, you will need to transfer the lubricant from a large container through a small fill port at the top of the machine. A funnel is designed to make this opening wider for adding oil. While funnels can make this task easier, they are not recommended because of their potential to introduce contaminants into the lubricant.
As anyone with a hand in running a household knows, it’s important to keep a stockpile of key items. You certainly don’t want to find out the hard way that you’re on your last square of toilet paper! But in the case of a facility like a power plant, a missing spare part could be more than just a nuisance, it could be downright expensive.
As anyone with a hand in running a household knows, it’s important to keep a stockpile of key items. You certainly don’t want to find out the hard way that you’re on your last square of toilet paper! But in the case of a facility like a power plant, a missing spare part could be more than just a nuisance, it could be downright expensive.
I decided to write on this topic because I continually hear people say that oil doesn't go bad, it just gets dirty. This implies that if you keep the oil clean, it will last forever. This is not true. I am frequently dismayed to see how many people simply don't change the oil in certain machines. In general, all in-service lubricants will fail at some point.
I decided to write on this topic because I continually hear people say that oil doesn't go bad, it just gets dirty. This implies that if you keep the oil clean, it will last forever. This is not true. I am frequently dismayed to see how many people simply don't change the oil in certain machines. In general, all in-service lubricants will fail at some point.
When you look over the list of projects you’ve worked on in the last 20 or so years, it’s amazing how many involve fastener problems. Some are relatively easy to solve, especially where careless practices have resulted in fatigue failures. Other problems are much more sophisticated, such as aluminum rivets clamping aluminum sheet metal that failed from galvanic corrosion! In Part 1 of this series, Some Plain Talk About Nuts and Bolts, a Q&A addresses some of the important points connected with common bolting practices.
When you look over the list of projects you’ve worked on in the last 20 or so years, it’s amazing how many involve fastener problems. Some are relatively easy to solve, especially where careless practices have resulted in fatigue failures. Other problems are much more sophisticated, such as aluminum rivets clamping aluminum sheet metal that failed from galvanic corrosion! In Part 1 of this series, Some Plain Talk About Nuts and Bolts, a Q&A addresses some of the important points connected with common bolting practices.
Drone-based nondestructive testing allows easier, faster and inexpensive identification of flaws and defects on materials. Using location and other controls, the drones can take the same tests from the same point and angle repeatedly. Drone-based inspection and maintenance provides a wide range of possibilities that take advantage of the mobility of the drone, as well as the nondestructive nature of the tests. These tests can help oil and gas companies identify defects and reduce the rate of failures and unplanned shutdowns. The delicate nature of the oil and gas industry requires close and careful monitoring of its systems, such as pipelines, refineries and more.
Drone-based nondestructive testing allows easier, faster and inexpensive identification of flaws and defects on materials. Using location and other controls, the drones can take the same tests from the same point and angle repeatedly. Drone-based inspection and maintenance provides a wide range of possibilities that take advantage of the mobility of the drone, as well as the nondestructive nature of the tests. These tests can help oil and gas companies identify defects and reduce the rate of failures and unplanned shutdowns. The delicate nature of the oil and gas industry requires close and careful monitoring of its systems, such as pipelines, refineries and more.
If you’re getting comments like these, you’re not alone. For those in the reliability field with a technical background, it can be frustrating. Your response might be, “The numbers in the spreadsheets are clear. Why is it so hard to get support from the executive team?” Although your work is backed by hard science and a solid body of work, the fact is many others in the company may not have a good picture of what maintenance reliability professionals do to contribute to its success.
If you’re getting comments like these, you’re not alone. For those in the reliability field with a technical background, it can be frustrating. Your response might be, “The numbers in the spreadsheets are clear. Why is it so hard to get support from the executive team?” Although your work is backed by hard science and a solid body of work, the fact is many others in the company may not have a good picture of what maintenance reliability professionals do to contribute to its success.
Electrical systems are grounded to limit the voltage imposed by lightning, line surges, or unintentional contact with higher voltage lines and to stabilize the voltage to earth during normal operation. Electrical systems can be grounded in several ways. There are induction grounded systems, resistance grounded systems, and high impedance grounded systems among others. The most common grounded system is the solidly grounded system, where there is no intentional grounding impedance in the earthing or grounding circuit.
Electrical systems are grounded to limit the voltage imposed by lightning, line surges, or unintentional contact with higher voltage lines and to stabilize the voltage to earth during normal operation. Electrical systems can be grounded in several ways. There are induction grounded systems, resistance grounded systems, and high impedance grounded systems among others. The most common grounded system is the solidly grounded system, where there is no intentional grounding impedance in the earthing or grounding circuit.
Reliability is a journey, rather than a simple goal. It is a cultural mind-set that must permeate every level of an organization to be truly effective. The goal of reliability is not to reach the end, but rather to constantly evolve, always looking for ways to improve organizational processes and assets with the goal of constantly doing better than before.
Reliability is a journey, rather than a simple goal. It is a cultural mind-set that must permeate every level of an organization to be truly effective. The goal of reliability is not to reach the end, but rather to constantly evolve, always looking for ways to improve organizational processes and assets with the goal of constantly doing better than before.
One of the best ways to achieve fault-free operation of paper machines is to ensure the proper lubricant is applied to the frictional surfaces. Most paper machines have hundreds, if not thousands, of lube points that require periodic application of oil or grease. There are bearings, gears, couplings, journals, cylinders and valves which must all receive the correct lubricant to survive the rigors of the paper-making process.
One of the best ways to achieve fault-free operation of paper machines is to ensure the proper lubricant is applied to the frictional surfaces. Most paper machines have hundreds, if not thousands, of lube points that require periodic application of oil or grease. There are bearings, gears, couplings, journals, cylinders and valves which must all receive the correct lubricant to survive the rigors of the paper-making process.
IDCON INC'S CEO & President Torbjörn Idhammar described the difference between a failure and a breakdown. Essentially a failure is when the equipment condition reaches an unacceptable level. Whereas a breakdown means the equipment is going to stop functioning.
IDCON INC'S CEO & President Torbjörn Idhammar described the difference between a failure and a breakdown. Essentially a failure is when the equipment condition reaches an unacceptable level. Whereas a breakdown means the equipment is going to stop functioning.
The need for health monitoring in industrial machines using vibration analysis for diagnosis is an ever growing requirement in all types of industries and equipment. Vibrations in machinery can take various forms, and most of the time these vibrations are unintended and undesirable. Therefore, monitoring the vibration characteristics of a machine can provide the information of its health condition, and this piece of information can be used to detect problems that might be incipient or developing.
The need for health monitoring in industrial machines using vibration analysis for diagnosis is an ever growing requirement in all types of industries and equipment. Vibrations in machinery can take various forms, and most of the time these vibrations are unintended and undesirable. Therefore, monitoring the vibration characteristics of a machine can provide the information of its health condition, and this piece of information can be used to detect problems that might be incipient or developing.
The primary physical characteristics of lubricants that are affected by temperature include viscosity, viscosity index, pour point and the base oil. Let's deal with these individually.
The primary physical characteristics of lubricants that are affected by temperature include viscosity, viscosity index, pour point and the base oil. Let's deal with these individually.
The SMRP Body of Knowledge contains five distinct pillars. How does understanding and using the SMRP Body of Knowledge accelerate your current maintenance and reliability program? To begin with, it is designed to provide a framework and outline of what should be in a good program. It also covers some foundational elements, such as project management, change management, etc. All of which are required to start and sustain the program.
The SMRP Body of Knowledge contains five distinct pillars. How does understanding and using the SMRP Body of Knowledge accelerate your current maintenance and reliability program? To begin with, it is designed to provide a framework and outline of what should be in a good program. It also covers some foundational elements, such as project management, change management, etc. All of which are required to start and sustain the program.
Air receivers store compressed air and are used to temporarily satisfy fluctuations in plant air demand. There are other benefits of a wet receiver such as cooling and cleaning the air before it enters the air treatment equipment. Storage benefits highlighted below apply to all compressor control types. Understanding best practices for compressor storage for a lubricated trim compressor with load/unload controls is critical for optimized performance.
Air receivers store compressed air and are used to temporarily satisfy fluctuations in plant air demand. There are other benefits of a wet receiver such as cooling and cleaning the air before it enters the air treatment equipment. Storage benefits highlighted below apply to all compressor control types. Understanding best practices for compressor storage for a lubricated trim compressor with load/unload controls is critical for optimized performance.
A shift is occurring in maintenance of equipment and systems called prognostics and health management. Although it uses similar predictive maintenance (PdM) diagnostic tools such as infrared, vibration monitoring, and oil analysis to deliver the current condition of components, it differs in that it does not correlate and trend the measured parameters. When it comes to prognostics in compressed air systems, knowing what parameters should be measured and how they should be analyzed help to form good practices in condition-based maintenance (CBM).
A shift is occurring in maintenance of equipment and systems called prognostics and health management. Although it uses similar predictive maintenance (PdM) diagnostic tools such as infrared, vibration monitoring, and oil analysis to deliver the current condition of components, it differs in that it does not correlate and trend the measured parameters. When it comes to prognostics in compressed air systems, knowing what parameters should be measured and how they should be analyzed help to form good practices in condition-based maintenance (CBM).
Most maintenance managers feel the pressure of lowering maintenance costs and at the same time improving reliability. As you know, annual maintenance costs have a strong correlation to how well basic work processes such as planning, scheduling, and preventive maintenance are executed in our mills, mines and factories. But, another factor that heavily influences maintenance costs is your existing “maintenance debt.”
Most maintenance managers feel the pressure of lowering maintenance costs and at the same time improving reliability. As you know, annual maintenance costs have a strong correlation to how well basic work processes such as planning, scheduling, and preventive maintenance are executed in our mills, mines and factories. But, another factor that heavily influences maintenance costs is your existing “maintenance debt.”
It is estimated that almost half (45 percent) of global electricity is used by electric motors. Electric motors drive a considerable amount of equipment in almost all industries, from power generation to water and food supply to consumer products. The importance of electric motors in modern society cannot be understated. It is because of this vital role that it pays huge dividends to keep your electric motors running efficiently through a quality reliability program that includes energized and de-energized electric motor testing (EMT).
It is estimated that almost half (45 percent) of global electricity is used by electric motors. Electric motors drive a considerable amount of equipment in almost all industries, from power generation to water and food supply to consumer products. The importance of electric motors in modern society cannot be understated. It is because of this vital role that it pays huge dividends to keep your electric motors running efficiently through a quality reliability program that includes energized and de-energized electric motor testing (EMT).
The phrase “It’s just common sense” is used quite often to describe conclusions or circumstances that are obvious to most people, at least those within earshot. However, W. Edwards Deming, a well-respected management guru and quality expert, famously said ‘There’s no such thing as common sense. If there were, it would be common.’ So, I suppose we have our answer to the title question, at least from Deming’s perspective. That said, let’s explore this further, and perhaps try to begin to understand why he said this, and why so often we see instances where “common sense” is not applied. Maybe it’s just not as common as it should be.
The phrase “It’s just common sense” is used quite often to describe conclusions or circumstances that are obvious to most people, at least those within earshot. However, W. Edwards Deming, a well-respected management guru and quality expert, famously said ‘There’s no such thing as common sense. If there were, it would be common.’ So, I suppose we have our answer to the title question, at least from Deming’s perspective. That said, let’s explore this further, and perhaps try to begin to understand why he said this, and why so often we see instances where “common sense” is not applied. Maybe it’s just not as common as it should be.
When you think about the productivity of your workforce, a number of questions come into play. Are you meeting your daily goals? Have you correctly set benchmarks? Have the proper safety procedures been established and well-communicated with your team?
When you think about the productivity of your workforce, a number of questions come into play. Are you meeting your daily goals? Have you correctly set benchmarks? Have the proper safety procedures been established and well-communicated with your team?
I have especially seen the need for “know WHY” training when companies start including operators in inspections and other maintenance work. Often, we do the training for operators, but suggest that maintenance craftspeople attend so they can become the future instructors. It is very common that the craftspeople themselves then discover that they also need “know WHY” training!
I have especially seen the need for “know WHY” training when companies start including operators in inspections and other maintenance work. Often, we do the training for operators, but suggest that maintenance craftspeople attend so they can become the future instructors. It is very common that the craftspeople themselves then discover that they also need “know WHY” training!
Bad or average habits can be hard to break, but the effort to replace them with good or great habits is a valuable investment of time. No matter how often you catch yourself making the mistakes you were trying to avoid, do not be discouraged. The 5 Habits take many years to perfect, but in the end, you will learn better, faster and smarter.
Bad or average habits can be hard to break, but the effort to replace them with good or great habits is a valuable investment of time. No matter how often you catch yourself making the mistakes you were trying to avoid, do not be discouraged. The 5 Habits take many years to perfect, but in the end, you will learn better, faster and smarter.
If you search the Internet for information on asset management, the Internet and Industrial Internet of Things, digitalization, business trends and business reengineering, you’ll find a considerable increase in the number of articles with headlines heralding or promising significant and “disruption” or “disruptive” change. It’s wiser to focus on how to extract value from what you have and spend time creating the vision of where you want to go on the digital journey.
If you search the Internet for information on asset management, the Internet and Industrial Internet of Things, digitalization, business trends and business reengineering, you’ll find a considerable increase in the number of articles with headlines heralding or promising significant and “disruption” or “disruptive” change. It’s wiser to focus on how to extract value from what you have and spend time creating the vision of where you want to go on the digital journey.
With so many advancements in world-class technology, many maintenance leaders have failed to set a strong leadership foundation. All too often, they get distracted with starting predictive maintenance and oil analysis programs because these are the hot topics and buzzwords. Instead, maintenance leaders, prior to doing anything, must first gauge what their organizations need and set goals to achieve them. The type of leadership role can vary from manager to reliability engineer to predictive maintenance leader. However, the main focus is to lead others to get results.
With so many advancements in world-class technology, many maintenance leaders have failed to set a strong leadership foundation. All too often, they get distracted with starting predictive maintenance and oil analysis programs because these are the hot topics and buzzwords. Instead, maintenance leaders, prior to doing anything, must first gauge what their organizations need and set goals to achieve them. The type of leadership role can vary from manager to reliability engineer to predictive maintenance leader. However, the main focus is to lead others to get results.
How often is the phrase "The ROOT Cause of the problem" used at your plant/mill? This phrase is a bit symptomatic of how Root Cause Analysis is thought of. The phrase implies that there is only one "cause" to the problem. Rarely is there a single root cause to any given problem. Usually, there are several reasons; to be sure there are several "technical causes" that interact to create a breakdown/failure.
How often is the phrase "The ROOT Cause of the problem" used at your plant/mill? This phrase is a bit symptomatic of how Root Cause Analysis is thought of. The phrase implies that there is only one "cause" to the problem. Rarely is there a single root cause to any given problem. Usually, there are several reasons; to be sure there are several "technical causes" that interact to create a breakdown/failure.
If you work in any aspect of manufacturing today, there is no doubt you are aware of a significant revolution underway. It is a new era for the industry, dramatically evident when you take a look around any reasonably maintained and updated manufacturing facility. What is driving this revolution, albeit a slow industry shift from a machinery-based environment to an information-based one? Quite simply, it’s technology and the big data that results from it.
If you work in any aspect of manufacturing today, there is no doubt you are aware of a significant revolution underway. It is a new era for the industry, dramatically evident when you take a look around any reasonably maintained and updated manufacturing facility. What is driving this revolution, albeit a slow industry shift from a machinery-based environment to an information-based one? Quite simply, it’s technology and the big data that results from it.
I believe that most training efforts are wasted unless the training is focused on the training needs of each individual. After going through training, a person should immediately apply the new skills. As the saying goes, “If you do not use it, you lose it.”
I believe that most training efforts are wasted unless the training is focused on the training needs of each individual. After going through training, a person should immediately apply the new skills. As the saying goes, “If you do not use it, you lose it.”
Ignorance is contagious and you are the only one to save the day, according to maintenance expert Joel Levitt who shares the ten things your management needs to know NOW.
Ignorance is contagious and you are the only one to save the day, according to maintenance expert Joel Levitt who shares the ten things your management needs to know NOW.
Some plants have planners, schedulers and supervisors, while others have stop planners and daily planners separated. A few keep electricity and instruments from mechanical planners, while some plants are more bare bones. It makes a big difference if the planner can 100% dedicate his or her time to planning, instead of having to take care of purchasing orders, train workers in the CMMS, attend improvement meetings, and so on. It’s the same thing with the supervisor role. Can he or she focus on their team or he/she expected to run a few improvement projects and renovations? The more we tack on to these roles, the less time will be left for leading their workers.
Some plants have planners, schedulers and supervisors, while others have stop planners and daily planners separated. A few keep electricity and instruments from mechanical planners, while some plants are more bare bones. It makes a big difference if the planner can 100% dedicate his or her time to planning, instead of having to take care of purchasing orders, train workers in the CMMS, attend improvement meetings, and so on. It’s the same thing with the supervisor role. Can he or she focus on their team or he/she expected to run a few improvement projects and renovations? The more we tack on to these roles, the less time will be left for leading their workers.
In best practices, a closeout review or critique meeting gathers all the information from the last event and uses it to prepare for the next event. It is the ammunition your organization can use to either support the current Shutdown/Turnaround/Outage process as cost and safety effective or to challenge how the process is currently performed. Unfortunately, many organizations either don’t do the review or have the meeting and do not use the information to impact the next shutdown cycle.
In best practices, a closeout review or critique meeting gathers all the information from the last event and uses it to prepare for the next event. It is the ammunition your organization can use to either support the current Shutdown/Turnaround/Outage process as cost and safety effective or to challenge how the process is currently performed. Unfortunately, many organizations either don’t do the review or have the meeting and do not use the information to impact the next shutdown cycle.
Managing your inventory levels correctly can mean the difference between machinery that has broken down and is slowing down the assembly line or a smoothly running machine that is boosting productivity. In today’s competitive industry, no company can afford downtimes and delays in production due to missing parts. With increased competition, companies depend on their supply chain to be leaner, healthier and faster than the competition. The thing to remember about inventory control is that it’s about striking a balance between too much stock and too little. If you have too many tools and spare parts on hand, you’re wasting company funds that could be better utilized elsewhere.
Managing your inventory levels correctly can mean the difference between machinery that has broken down and is slowing down the assembly line or a smoothly running machine that is boosting productivity. In today’s competitive industry, no company can afford downtimes and delays in production due to missing parts. With increased competition, companies depend on their supply chain to be leaner, healthier and faster than the competition. The thing to remember about inventory control is that it’s about striking a balance between too much stock and too little. If you have too many tools and spare parts on hand, you’re wasting company funds that could be better utilized elsewhere.
When Benjamin Franklin wrote, “An ounce of prevention is worth a pound of cure,” he was referring to fire safety. But, as you may know from experience, this saying holds true with regard to preventive maintenance (PM). Simply stated, preventive maintenance is an activity performed at a set interval to maintain an asset, regardless of its current condition. It’s a properly planned activity, where materials and parts are on hand and labor is scheduled ahead of time.
When Benjamin Franklin wrote, “An ounce of prevention is worth a pound of cure,” he was referring to fire safety. But, as you may know from experience, this saying holds true with regard to preventive maintenance (PM). Simply stated, preventive maintenance is an activity performed at a set interval to maintain an asset, regardless of its current condition. It’s a properly planned activity, where materials and parts are on hand and labor is scheduled ahead of time.
Some of the common measures – besides outsourcing - taken when an organization decides they need to improve maintenance performance include moving all maintenance resources to area operations managers. I often get calls from organizations that are contemplating to take this step towards improvements. I always ask why they would do that, what are the perceived benefits?
Some of the common measures – besides outsourcing - taken when an organization decides they need to improve maintenance performance include moving all maintenance resources to area operations managers. I often get calls from organizations that are contemplating to take this step towards improvements. I always ask why they would do that, what are the perceived benefits?
Maintenance management as an important part of corporate strategy and a profession did not always exist in the form we see it today. It is a concept that has evolved worldwide, especially within the last 50 years with even more glaring advancements happening during the last decade or so. What started as the sole responsibility of engineers and technicians has now grown to become a backbone of business operations as organizations realize the impact maintenance can have on their efficiency and bottom line.
Maintenance management as an important part of corporate strategy and a profession did not always exist in the form we see it today. It is a concept that has evolved worldwide, especially within the last 50 years with even more glaring advancements happening during the last decade or so. What started as the sole responsibility of engineers and technicians has now grown to become a backbone of business operations as organizations realize the impact maintenance can have on their efficiency and bottom line.
We are embarking on a voyage of discovery that entails us calling at the following way stations:
Part 1 – Calculate natural frequency of a pipe
Part 2 – Calculate VIV Vortex
Induced Vibration affecting the pipe
Part 3 – Calculate the effect
of flow induced vibration as flow rates change
Part 4 – Determine the severity of the vibration to see if it is acceptable as is or if we need to make modifications.
We are embarking on a voyage of discovery that entails us calling at the following way stations:
Part 1 – Calculate natural frequency of a pipe
Part 2 – Calculate VIV Vortex
Induced Vibration affecting the pipe
Part 3 – Calculate the effect
of flow induced vibration as flow rates change
Part 4 – Determine the severity of the vibration to see if it is acceptable as is or if we need to make modifications.
Having the part available in the network has a huge impact on service performance. This also means choosing which parts not to hold is equally crucial, because remember, you can’t have them all. Life is about making choices. If anything, good tools will allow parts planners to present the executive team with several scenarios from which to choose. They can then make a choice based on solid calculations and foresight into cost versus service performance.
Having the part available in the network has a huge impact on service performance. This also means choosing which parts not to hold is equally crucial, because remember, you can’t have them all. Life is about making choices. If anything, good tools will allow parts planners to present the executive team with several scenarios from which to choose. They can then make a choice based on solid calculations and foresight into cost versus service performance.
Picture this. Personnel from a plant are driving along a road in an automobile. The maintenance manager is driving blindfolded. Sitting beside the maintenance manager is the mill manager who is peering in the rear view mirror. In the back seat, the production manager is urging the maintenance manager to proceed at top speed while simultaneously warning him about a flat tire.
Picture this. Personnel from a plant are driving along a road in an automobile. The maintenance manager is driving blindfolded. Sitting beside the maintenance manager is the mill manager who is peering in the rear view mirror. In the back seat, the production manager is urging the maintenance manager to proceed at top speed while simultaneously warning him about a flat tire.
Over the last few years, the continuous improvement of maintenance strategies is taking place at an incredible pace. The rapid influx of accessible data has the industrial world living in exciting times. As the industry just begins to scratch the surface of what the Industrial Internet of Things (IIoT) can deliver, there is a tremendous opportunity to displace antiquated ways of carrying out asset management.
Over the last few years, the continuous improvement of maintenance strategies is taking place at an incredible pace. The rapid influx of accessible data has the industrial world living in exciting times. As the industry just begins to scratch the surface of what the Industrial Internet of Things (IIoT) can deliver, there is a tremendous opportunity to displace antiquated ways of carrying out asset management.
Few areas of a plant provide as much opportunity for the spread of bacteria, mold, fungi, and dust as the floor. Hazardous materials from a contaminated floor can easily be spread from worker’s shoes and mobile equipment. Food processing plant hygiene presents a unique set of challenges that require careful consideration of floor properties and installation.
Few areas of a plant provide as much opportunity for the spread of bacteria, mold, fungi, and dust as the floor. Hazardous materials from a contaminated floor can easily be spread from worker’s shoes and mobile equipment. Food processing plant hygiene presents a unique set of challenges that require careful consideration of floor properties and installation.
Fluid monitoring programs have long been a challenge within the reliability and operations community. For these programs to be implemented properly, the samples must be taken at intervals more frequently than assets or personnel are available. Best in class reliability programs have found success addressing this challenge by implementing online fluid or oil monitoring programs.
Fluid monitoring programs have long been a challenge within the reliability and operations community. For these programs to be implemented properly, the samples must be taken at intervals more frequently than assets or personnel are available. Best in class reliability programs have found success addressing this challenge by implementing online fluid or oil monitoring programs.
I wrote this column for those who want to improve equipment reliability but feel as if they are stuck in “budget jail”. Assuming your fiscal year starts January 1, November and December is the time to plan your jailbreak! Most of you understand what I mean by budget jail. In fact, you are probably in the process of trying to pick the lock. For those who don’t know what I mean, I’ve listed some signs of what a budget jail look likes...
I wrote this column for those who want to improve equipment reliability but feel as if they are stuck in “budget jail”. Assuming your fiscal year starts January 1, November and December is the time to plan your jailbreak! Most of you understand what I mean by budget jail. In fact, you are probably in the process of trying to pick the lock. For those who don’t know what I mean, I’ve listed some signs of what a budget jail look likes...
The result of their failure can be unexpected downtime, higher maintenance costs or even personnel safety risks. In the worst cases, human lives may be at stake. It is time to stop treating grease as some simple substance that just needs to be pumped into machines at some random frequency and then hoping for the best. Machine greasing must be a systematic and carefully planned process to ensure safe operation of assets and to achieve maximum equipment life.
The result of their failure can be unexpected downtime, higher maintenance costs or even personnel safety risks. In the worst cases, human lives may be at stake. It is time to stop treating grease as some simple substance that just needs to be pumped into machines at some random frequency and then hoping for the best. Machine greasing must be a systematic and carefully planned process to ensure safe operation of assets and to achieve maximum equipment life.
Using in-service oil analysis to improve machinery reliability has a long history. The first oil analysis was performed over half a century ago on a locomotive engine. Just as a human blood test provides important information about your health, the information provided by in-service oil analysis about machinery health, especially for a piece of complex machinery with many moving parts, such as a diesel engine, is unmatched by any other technologies on the market.
Using in-service oil analysis to improve machinery reliability has a long history. The first oil analysis was performed over half a century ago on a locomotive engine. Just as a human blood test provides important information about your health, the information provided by in-service oil analysis about machinery health, especially for a piece of complex machinery with many moving parts, such as a diesel engine, is unmatched by any other technologies on the market.
Leadership is vital to the success of all companies. It is a journey that requires reference points to ensure leaders remain on course and continue to grow. Almost all companies need more deliberate and focused leadership development. They need leaders who inspire people to follow. This is especially true when implementing successful work processes. This article describes the needed steps, as well as the roles and responsibilities required, for implementing successful work processes and a leadership structure.
Leadership is vital to the success of all companies. It is a journey that requires reference points to ensure leaders remain on course and continue to grow. Almost all companies need more deliberate and focused leadership development. They need leaders who inspire people to follow. This is especially true when implementing successful work processes. This article describes the needed steps, as well as the roles and responsibilities required, for implementing successful work processes and a leadership structure.
Planners are oftentimes very talented and great at multitasking; the danger is that they get pulled into duties that take them away from their primary function! This video featuring Terry Taylor, Senior Consultant, discusses what a planner's role should not be.
Planners are oftentimes very talented and great at multitasking; the danger is that they get pulled into duties that take them away from their primary function! This video featuring Terry Taylor, Senior Consultant, discusses what a planner's role should not be.
When it comes to asset management, many organizations continue to be hampered by high costs, a high volume of unplanned failures and, ultimately, an unacceptable level of risk. The reason? There’s a piece missing in their asset management puzzle. That piece is called asset strategy management (ASM). It’s a simple, but vital, component of any asset management or reliability focused organization.
When it comes to asset management, many organizations continue to be hampered by high costs, a high volume of unplanned failures and, ultimately, an unacceptable level of risk. The reason? There’s a piece missing in their asset management puzzle. That piece is called asset strategy management (ASM). It’s a simple, but vital, component of any asset management or reliability focused organization.
It’s essential that maintenance teams focus on failure modes to match the most suitable tool to the most likely problems. Vibration analysis helps diagnose the most common faults that rotating machines are susceptible to: imbalance, looseness, misalignment, and wear. The compatible trio of owning the right tools, knowing what to test, and sustaining a functional vibration testing program can potentially reduce repair costs and limit unproductive maintenance hours.
It’s essential that maintenance teams focus on failure modes to match the most suitable tool to the most likely problems. Vibration analysis helps diagnose the most common faults that rotating machines are susceptible to: imbalance, looseness, misalignment, and wear. The compatible trio of owning the right tools, knowing what to test, and sustaining a functional vibration testing program can potentially reduce repair costs and limit unproductive maintenance hours.
Yes, I think that most maintenance organizations are overstaffed, not necessary with their own staff, but they use more total maintenance hours than necessary. Total maintenance hours include your own internal hours, overtime hours, and contractor hours. As an example a newsprint mill or a linerboard mill making 600,000 tons recycled paper per year on two machines is very good at less than 0.3 total maintenance hours per ton while most operations we have been working with are using about 0.5 total maintenance hours per ton.
Yes, I think that most maintenance organizations are overstaffed, not necessary with their own staff, but they use more total maintenance hours than necessary. Total maintenance hours include your own internal hours, overtime hours, and contractor hours. As an example a newsprint mill or a linerboard mill making 600,000 tons recycled paper per year on two machines is very good at less than 0.3 total maintenance hours per ton while most operations we have been working with are using about 0.5 total maintenance hours per ton.
The competitiveness of the U.S. economy depends on changes inside firms, particularly their willingness to take risks in reshaping four key relationships. Competitiveness, it turns out, depends on new kinds of collaboration.
The competitiveness of the U.S. economy depends on changes inside firms, particularly their willingness to take risks in reshaping four key relationships. Competitiveness, it turns out, depends on new kinds of collaboration.
Many experienced maintenance professionals are at or near retirement age. With fewer replacements on the horizon, manufacturers are increasingly looking to industrial technology to maximize worker productivity to unlock capacity and improve overall equipment effectiveness (OEE). Better uptime starts with better data. These four technologies help provide better data quality and access to the teams that keep plants up and running.
Many experienced maintenance professionals are at or near retirement age. With fewer replacements on the horizon, manufacturers are increasingly looking to industrial technology to maximize worker productivity to unlock capacity and improve overall equipment effectiveness (OEE). Better uptime starts with better data. These four technologies help provide better data quality and access to the teams that keep plants up and running.
Like blood coursing through the veins of living beings, lubrication is what keeps a plant’s capital investments operating smoothly and efficiently. At the same time, when lubrication becomes contaminated or depleted of its sustaining properties, overheating or exhaustion are among the problems that can occur. That leads to downtime and loss of production, and the potential of some hefty maintenance expenses.
Like blood coursing through the veins of living beings, lubrication is what keeps a plant’s capital investments operating smoothly and efficiently. At the same time, when lubrication becomes contaminated or depleted of its sustaining properties, overheating or exhaustion are among the problems that can occur. That leads to downtime and loss of production, and the potential of some hefty maintenance expenses.
This is a summary of a part of a presentation by Christer Idhammar, president of IDCON, INC. Raleigh NC, during the 15th annual Pulp & Paper Reliability and Maintenance Conference and Exhibit in Atlanta 5-8 November 2001.
This is a summary of a part of a presentation by Christer Idhammar, president of IDCON, INC. Raleigh NC, during the 15th annual Pulp & Paper Reliability and Maintenance Conference and Exhibit in Atlanta 5-8 November 2001.
Oil analysis is a valuable tool for determining the condition of lubricating oil and the equipment it lubricates. It is best used as a trending process — not a one-time event. When collecting oil samples for routine oil analysis, where and how should you do it?
Oil analysis is a valuable tool for determining the condition of lubricating oil and the equipment it lubricates. It is best used as a trending process — not a one-time event. When collecting oil samples for routine oil analysis, where and how should you do it?
You are 17 times more likely to introduce defects during equipment start-up than during normal equipment operation. Additionally, over 90 percent of rotating equipment has defects at start-up that result in premature equipment failures. What’s causing these start-up defects?
You are 17 times more likely to introduce defects during equipment start-up than during normal equipment operation. Additionally, over 90 percent of rotating equipment has defects at start-up that result in premature equipment failures. What’s causing these start-up defects?
The fact is, shop safety in the U.S. and Europe has dramatically improved over the past few decades. Many unsafe acts accepted in the past are forbidden today. The idea of working without fall protection or lockout-tagout (LOTO) procedures is widely condemned by workers, management and supervision. Still, too many people get grievously hurt or even killed at work.
The fact is, shop safety in the U.S. and Europe has dramatically improved over the past few decades. Many unsafe acts accepted in the past are forbidden today. The idea of working without fall protection or lockout-tagout (LOTO) procedures is widely condemned by workers, management and supervision. Still, too many people get grievously hurt or even killed at work.
One aspect of safety is the reminder to be safe! Just the actual reminder might save someone’s life. It’s not unreasonable to have a safety moment every day. It could be one or two minutes. At some companies, when they have any meeting, they always start with a safety moment. In maintenance, there’s usually a five- or 10-minute section on safety during the daily toolbox meeting in the morning; nothing really elaborate. If you’re going to address a bigger safety topic, it might be a half hour or an hour with a slide presentation.
One aspect of safety is the reminder to be safe! Just the actual reminder might save someone’s life. It’s not unreasonable to have a safety moment every day. It could be one or two minutes. At some companies, when they have any meeting, they always start with a safety moment. In maintenance, there’s usually a five- or 10-minute section on safety during the daily toolbox meeting in the morning; nothing really elaborate. If you’re going to address a bigger safety topic, it might be a half hour or an hour with a slide presentation.
Inspite of the automation, work orders were created manually and assigned manually to maintenance engineers. The automation provided by software tools relied on humans inputting asset, maintenance and people related information in the software. Over the 5 to 7 years, the basic concept of entering information is becoming redundant. Most modern machines can now monitor their own condition and send out information to maintenance teams if their operating parameters have breached. Industrial Internet of Things is changing how maintenance work orders are created, executed and completed.
Inspite of the automation, work orders were created manually and assigned manually to maintenance engineers. The automation provided by software tools relied on humans inputting asset, maintenance and people related information in the software. Over the 5 to 7 years, the basic concept of entering information is becoming redundant. Most modern machines can now monitor their own condition and send out information to maintenance teams if their operating parameters have breached. Industrial Internet of Things is changing how maintenance work orders are created, executed and completed.
Oil analysis is essential for maintaining equipment reliability and life span. In this process, data analysts assess whether samples indicate abnormal working surface wear and tear likely to impede performance or shorten specific equipment life span. The problem is, traditional analysis occurs after the fact. By then, signs of wear and tear when finally detected threaten optimal operation and increase the possibility of downtime.
Oil analysis is essential for maintaining equipment reliability and life span. In this process, data analysts assess whether samples indicate abnormal working surface wear and tear likely to impede performance or shorten specific equipment life span. The problem is, traditional analysis occurs after the fact. By then, signs of wear and tear when finally detected threaten optimal operation and increase the possibility of downtime.
If you currently have a preventive maintenance (PM) program in place and want to improve it, there are 10 steps you can follow to do so. Following these steps will uncover inefficiencies, including over- and under-scheduled PMs, equipment with PMs that don’t need them, and noncritical equipment that is prioritized over critical equipment for preventive maintenance.
If you currently have a preventive maintenance (PM) program in place and want to improve it, there are 10 steps you can follow to do so. Following these steps will uncover inefficiencies, including over- and under-scheduled PMs, equipment with PMs that don’t need them, and noncritical equipment that is prioritized over critical equipment for preventive maintenance.
Visiting plants in different corners of the world, we often are asked: “What are the current best practices for preventive maintenance (PM)?” We usually answer that we define preventive maintenance using 95 key elements. We also point out, to some people’s dismay, that there is no single silver bullet for improving PM, but rather many combined efforts will be required to eventually yield results. Here are a few key elements that have been extracted from our program of Current Best Practices (CBP) along with test questions and best practice (BP) examples to help you gauge how well your plant practices measure up.
Visiting plants in different corners of the world, we often are asked: “What are the current best practices for preventive maintenance (PM)?” We usually answer that we define preventive maintenance using 95 key elements. We also point out, to some people’s dismay, that there is no single silver bullet for improving PM, but rather many combined efforts will be required to eventually yield results. Here are a few key elements that have been extracted from our program of Current Best Practices (CBP) along with test questions and best practice (BP) examples to help you gauge how well your plant practices measure up.
For many organizations, these inspections are something they have to do to meet regulations. And, that’s important – those regulations are there to help provide a workplace that is safe for workers, the environment and the surrounding community. But, some companies are able to leverage those inspections to gain new insights into their operations and build additional efficiencies.
For many organizations, these inspections are something they have to do to meet regulations. And, that’s important – those regulations are there to help provide a workplace that is safe for workers, the environment and the surrounding community. But, some companies are able to leverage those inspections to gain new insights into their operations and build additional efficiencies.
Fatigue is a failure mode that every manufacturing plant will experience at some point and can become chronic if not solved. While understanding fatigue has advanced since its inception in the early 1800s, there are still some misunderstandings in manufacturing in solving these failures. A characteristic of fatigue failures is stress, which is typically below the yield strength of the material. This is what makes fatigue a silent killer.
Fatigue is a failure mode that every manufacturing plant will experience at some point and can become chronic if not solved. While understanding fatigue has advanced since its inception in the early 1800s, there are still some misunderstandings in manufacturing in solving these failures. A characteristic of fatigue failures is stress, which is typically below the yield strength of the material. This is what makes fatigue a silent killer.
Equipment inspections is key to keeping your production running but many plants don't tap into all the resources available. IDCON Reliability and Maintenance Management Consultant, Michael Lippig has a simple decision chart that will help you decide what tasks can be done by what roles.
Equipment inspections is key to keeping your production running but many plants don't tap into all the resources available. IDCON Reliability and Maintenance Management Consultant, Michael Lippig has a simple decision chart that will help you decide what tasks can be done by what roles.
IDCON Inc, leaders in Reliability and Maintenance Management, has launched a new online training for Work Management Planning and Scheduling. Its goal is to get operations and maintenance teams in sync. In addition, teams will become more efficient.
---
The self-paced, online training is fast, efficient and includes essential Work Management information. As a result, maintenance and operations professionals will become less frustrated with how work is managed.
IDCON Inc, leaders in Reliability and Maintenance Management, has launched a new online training for Work Management Planning and Scheduling. Its goal is to get operations and maintenance teams in sync. In addition, teams will become more efficient.
---
The self-paced, online training is fast, efficient and includes essential Work Management information. As a result, maintenance and operations professionals will become less frustrated with how work is managed.
Nowadays most everyone has a powerful computer in their pocket, their phone. Many of us are using them in maintaining our plants. Whether you are neutral or a devotee of the iPhone or Android devices, I think it’s safe to say we have only just scratched the surface of possibilities for using our smartphones to maintain our plants. Just think about how good it is to always have a great camera in your pocket with pictures viewable instantly. Does anybody remember the hassle of film? Waiting days to find out if an image was captured and how well it looked.
Nowadays most everyone has a powerful computer in their pocket, their phone. Many of us are using them in maintaining our plants. Whether you are neutral or a devotee of the iPhone or Android devices, I think it’s safe to say we have only just scratched the surface of possibilities for using our smartphones to maintain our plants. Just think about how good it is to always have a great camera in your pocket with pictures viewable instantly. Does anybody remember the hassle of film? Waiting days to find out if an image was captured and how well it looked.
We know that we need the support of operations in order to reach top-notch reliability in our plants. But does your operations manager know exactly what your expectations are? Have you identified, communicated and agreed upon exactly what you need operations to do? This exact question came up at a plant in Chile.
We know that we need the support of operations in order to reach top-notch reliability in our plants. But does your operations manager know exactly what your expectations are? Have you identified, communicated and agreed upon exactly what you need operations to do? This exact question came up at a plant in Chile.
Because of the telemetry available from modern equipment, the amount of well-organized data we have available to us is orders of magnitude beyond what we had just a few years back. It is very common now to have access to literally 1000’s of devices, each sending out data payloads with many data elements, at sub-second intervals. There can easily be terabytes of data available for us to analyze and then make decisions with. With so much data available, how best to ingest and use it for making near-real time decisions?
Because of the telemetry available from modern equipment, the amount of well-organized data we have available to us is orders of magnitude beyond what we had just a few years back. It is very common now to have access to literally 1000’s of devices, each sending out data payloads with many data elements, at sub-second intervals. There can easily be terabytes of data available for us to analyze and then make decisions with. With so much data available, how best to ingest and use it for making near-real time decisions?
To create a reliable manufacturing culture, you must agree to work in a close partnership between operations and maintenance, including stores and engineering. This should start with a common manufacturing mission that clearly expresses this. Then you need to design and implement all work management processes with the agreed upon mission statement as a guideline.
To create a reliable manufacturing culture, you must agree to work in a close partnership between operations and maintenance, including stores and engineering. This should start with a common manufacturing mission that clearly expresses this. Then you need to design and implement all work management processes with the agreed upon mission statement as a guideline.
Facility managers need to ask themselves – What are the new energy paradigms that we must acknowledge, and what past practices are no longer smart or relevant? How can volatility be mitigated, and what strategies can be used to ensure it is not a major driver in rising operating costs?
Facility managers need to ask themselves – What are the new energy paradigms that we must acknowledge, and what past practices are no longer smart or relevant? How can volatility be mitigated, and what strategies can be used to ensure it is not a major driver in rising operating costs?
Vibration Institute
---
IMV prepares attendees to perform a range of simple machinery vibration condition monitoring and diagnostic activities. It is recommended for individuals as an introduction to machinery vibrations and is partial preparation for the Vibration Analyst Category I Certification Exam. The workshops and demonstrations scheduled throughout the training course are used to illustrate theory and applications.
Vibration Institute
---
IMV prepares attendees to perform a range of simple machinery vibration condition monitoring and diagnostic activities. It is recommended for individuals as an introduction to machinery vibrations and is partial preparation for the Vibration Analyst Category I Certification Exam. The workshops and demonstrations scheduled throughout the training course are used to illustrate theory and applications.
Vibration Institute
---
BMV prepares attendees to perform basic vibration analysis on industrial machinery using single-channel measurements, with or without trigger signals, according to established and recognized procedures. It covers basics of sensors, database and data collector setup, data collection, signal processing, fault analysis, and basics of single plane balancing. It is partial preparation for the Vibration Analyst Category II Certification Exam. The workshops and demonstrations scheduled throughout the training course are used to illustrate theory and applications.
Vibration Institute
---
BMV prepares attendees to perform basic vibration analysis on industrial machinery using single-channel measurements, with or without trigger signals, according to established and recognized procedures. It covers basics of sensors, database and data collector setup, data collection, signal processing, fault analysis, and basics of single plane balancing. It is partial preparation for the Vibration Analyst Category II Certification Exam. The workshops and demonstrations scheduled throughout the training course are used to illustrate theory and applications.
Vibration Institute
---
MVA provides in-depth discussions on time waveforms, FFT’s, phase and orbit analysis techniques for the evaluation of industrial machinery. This course is partial preparation for the Vibration Analyst Category III Certification Exam.
Vibration Institute
---
MVA provides in-depth discussions on time waveforms, FFT’s, phase and orbit analysis techniques for the evaluation of industrial machinery. This course is partial preparation for the Vibration Analyst Category III Certification Exam.
Vibration Institute
---
BRM covers single and basic two-plane balancing techniques. It includes both field balancing and shop (balancing machine) balancing. Topics such as pre-balance checks, influence coefficients, balance quality and tolerances, residual unbalance testing and case histories are included. It is partial preparation for the Vibration Analyst Category III and IV Certification Exams, and Balancing Specialist Exam.
Vibration Institute
---
BRM covers single and basic two-plane balancing techniques. It includes both field balancing and shop (balancing machine) balancing. Topics such as pre-balance checks, influence coefficients, balance quality and tolerances, residual unbalance testing and case histories are included. It is partial preparation for the Vibration Analyst Category III and IV Certification Exams, and Balancing Specialist Exam.
Vibration Institute
---
“An Informational Vibration Analysis Overview for Non-Practitioners” has been provided for individuals that require some understanding of vibration analysis as it relates to their daily work lives. This will assist management, sales, engineering and purchasing in their communication with vibration analysts regarding machine and plant reliability. It will add everyday practical knowledge to their skill sets and improve interaction with vibration teams; on their plant site, at customer plant sites or remotely through electronic based communication.
Vibration Institute
---
“An Informational Vibration Analysis Overview for Non-Practitioners” has been provided for individuals that require some understanding of vibration analysis as it relates to their daily work lives. This will assist management, sales, engineering and purchasing in their communication with vibration analysts regarding machine and plant reliability. It will add everyday practical knowledge to their skill sets and improve interaction with vibration teams; on their plant site, at customer plant sites or remotely through electronic based communication.
As we move towards empowering maintenance with AI and other learning tools, connecting to the growing sources of data is an important consideration. Add this to the plethora of MES systems that are available to us, there is much to explore.
As we move towards empowering maintenance with AI and other learning tools, connecting to the growing sources of data is an important consideration. Add this to the plethora of MES systems that are available to us, there is much to explore.
Maintenance isn’t exciting. For many, it’s a chore, something they’ll rather skip. Poor facility maintenance often marks the start of a downward spiral–a slippery slope you must avoid. But how? Enter facilities management: your ally in connecting people, processes, and systems.
Maintenance isn’t exciting. For many, it’s a chore, something they’ll rather skip. Poor facility maintenance often marks the start of a downward spiral–a slippery slope you must avoid. But how? Enter facilities management: your ally in connecting people, processes, and systems.
Preventive maintenance is a strategy that helps plan regular and routine maintenance to maximize the longevity of assets, equipment, and buildings. It also helps reduce the chances of unexpected equipment failures, costly unplanned downtimes and reactive maintenance. Businesses implement PM strategies by planning and scheduling maintenance activities based on real-time operational data using a computerized maintenance management system (CMMS).
Preventive maintenance is a strategy that helps plan regular and routine maintenance to maximize the longevity of assets, equipment, and buildings. It also helps reduce the chances of unexpected equipment failures, costly unplanned downtimes and reactive maintenance. Businesses implement PM strategies by planning and scheduling maintenance activities based on real-time operational data using a computerized maintenance management system (CMMS).
Just like everything else, lubricants have a shelf-life. If you treat them right, this can be anywhere between six months to three years depending on the type. However, lubricants will only reach their max life expectancy if they are stored and cared for properly.
Just like everything else, lubricants have a shelf-life. If you treat them right, this can be anywhere between six months to three years depending on the type. However, lubricants will only reach their max life expectancy if they are stored and cared for properly.
The perfect solution for the problems with present-day CMMS is a platform approach. A CMMS built using a platform approach works like a quiver full of business capabilities, integrated to form a valuable whole. It works as follows.
The perfect solution for the problems with present-day CMMS is a platform approach. A CMMS built using a platform approach works like a quiver full of business capabilities, integrated to form a valuable whole. It works as follows.
March 13 - 14 and November 7 -8, 2023: join online or in person
---
Do you have the right Preventive Maintenance Strategy? Never question if you know the right task, right frequency, or right tool again with IDCON’s “Develop and Manage Preventive Maintenance” training. IDCON’s PM/ECCM philosophy adapts the documentation method and level of detail, depending on the consequence of breakdown (criticality of the equipment/process) You will practice the concepts learned in class using common components, equipment and processes.
March 13 - 14 and November 7 -8, 2023: join online or in person
---
Do you have the right Preventive Maintenance Strategy? Never question if you know the right task, right frequency, or right tool again with IDCON’s “Develop and Manage Preventive Maintenance” training. IDCON’s PM/ECCM philosophy adapts the documentation method and level of detail, depending on the consequence of breakdown (criticality of the equipment/process) You will practice the concepts learned in class using common components, equipment and processes.
March 15-16 and November 9-10, 2023: join online or in person
---
Band-aid fixes and best guesses are costing you time and resources. IDCON’s Root Cause Problem Elimination™ training focuses on eliminating problems, not just analyzing them. You’ll learn a structured approach to problem elimination while learning a documentation method and implementation strategies for your organization.
March 15-16 and November 9-10, 2023: join online or in person
---
Band-aid fixes and best guesses are costing you time and resources. IDCON’s Root Cause Problem Elimination™ training focuses on eliminating problems, not just analyzing them. You’ll learn a structured approach to problem elimination while learning a documentation method and implementation strategies for your organization.
August 21-23, 2023: In-person training. Raleigh, NC
---
This practical training course teaches how to care for equipment and perform fundamental condition monitoring (inspections) tasks. Through hands-on demonstrations, you’ll learn about inspection tools and smart inspection techniques. This course is designed for maintenance technicians and operators to learn the fundamentals of equipment care, life extension of components and inspections techniques. All participants will receive training materials, hands-on exercises, Condition Monitoring Standards V1 and a training certificate for 12 hours of instruction.
August 21-23, 2023: In-person training. Raleigh, NC
---
This practical training course teaches how to care for equipment and perform fundamental condition monitoring (inspections) tasks. Through hands-on demonstrations, you’ll learn about inspection tools and smart inspection techniques. This course is designed for maintenance technicians and operators to learn the fundamentals of equipment care, life extension of components and inspections techniques. All participants will receive training materials, hands-on exercises, Condition Monitoring Standards V1 and a training certificate for 12 hours of instruction.
I have received untold phone calls over the past several years, from friends in the industry, explaining that their mill is/was undergoing a ‘re-engineering’ of maintenance. Re-engineering in the broadest sense, including panic payroll reduction. The general theme of that re-engineering effort seems to be elimination of the maintenance department per se. Perhaps, however, behind this change, there is a larger, broader expectation.
I have received untold phone calls over the past several years, from friends in the industry, explaining that their mill is/was undergoing a ‘re-engineering’ of maintenance. Re-engineering in the broadest sense, including panic payroll reduction. The general theme of that re-engineering effort seems to be elimination of the maintenance department per se. Perhaps, however, behind this change, there is a larger, broader expectation.
This article covers the two main plant numbering systems that together form the framework on which all maintenance programmes are based and describes the value that can be created by integrating these identification systems. These two systems are: Equipment Numbers, or more accurately, Equipment Location Numbers Stock-Keeping Unit (SKU) numbers or, preferably, Material Catalogue Numbers. A third, less critical but still important numbering system for Stores location (or “bin”) numbers, is also included.
This article covers the two main plant numbering systems that together form the framework on which all maintenance programmes are based and describes the value that can be created by integrating these identification systems. These two systems are: Equipment Numbers, or more accurately, Equipment Location Numbers Stock-Keeping Unit (SKU) numbers or, preferably, Material Catalogue Numbers. A third, less critical but still important numbering system for Stores location (or “bin”) numbers, is also included.
When I moved into the civilian world of continuous process manufacturing in the USA, I saw no reason to change my methods or philosophy when it came to ensuring we had a mission like focus to ensuring our plant and machinery had maximum availability, to run at maximum speed and to produce first quality product ‘right first time every time. Thus, for me, mission focus turned into the three elements of business focus described in Overall Equipment Efficiency OEE, i.e. availability, quality and speed.
When I moved into the civilian world of continuous process manufacturing in the USA, I saw no reason to change my methods or philosophy when it came to ensuring we had a mission like focus to ensuring our plant and machinery had maximum availability, to run at maximum speed and to produce first quality product ‘right first time every time. Thus, for me, mission focus turned into the three elements of business focus described in Overall Equipment Efficiency OEE, i.e. availability, quality and speed.
PdMA Corporation is offering Multiple Dates in 2023: Tampa, Florida
---
Upon completion of the course the student shall be able to safely perform all MCE® and EMAX tests and use the test results to evaluate the condition of a motor circuit. This course is intended both for technicians who perform testing and analyst who evaluate the results.
PdMA Corporation is offering Multiple Dates in 2023: Tampa, Florida
---
Upon completion of the course the student shall be able to safely perform all MCE® and EMAX tests and use the test results to evaluate the condition of a motor circuit. This course is intended both for technicians who perform testing and analyst who evaluate the results.
PdMA Corporation is offering Multiple Dates in 2023: Tampa, Florida
---
The biggest benefit to coming to PdMA® Corporation for Data Analysis training is that you not only receive the course instruction, but you also have an opportunity to share with other students from other facilities. Having a large group of experienced users provides a larger knowledge base and the opportunity to learn how others may have handled the challenges you are faced with today.
PdMA Corporation is offering Multiple Dates in 2023: Tampa, Florida
---
The biggest benefit to coming to PdMA® Corporation for Data Analysis training is that you not only receive the course instruction, but you also have an opportunity to share with other students from other facilities. Having a large group of experienced users provides a larger knowledge base and the opportunity to learn how others may have handled the challenges you are faced with today.
PdMA Corporation is offering Multiple Dates in 2023: Tampa, Florida
---
This course is designed to provide training that allows students to achieve Electric Motor Testing Certification. Attending OEM training before taking the certification class will benefit the learning experience of the certification class but is not required to take the class. Completing OEM training will be required before you can complete the certification. Certification tests are conducted at the end of the class.
PdMA Corporation is offering Multiple Dates in 2023: Tampa, Florida
---
This course is designed to provide training that allows students to achieve Electric Motor Testing Certification. Attending OEM training before taking the certification class will benefit the learning experience of the certification class but is not required to take the class. Completing OEM training will be required before you can complete the certification. Certification tests are conducted at the end of the class.
If you are managing a large facility using blueprint floor plans and spreadsheets to track assets, this article is for you. If, the last time you had a water leak during off hours and it took the emergency repair tech a half hour to get to it after wading thru paper maps, this is for you. If your HVAC repair technician got lost on the roof while looking for unit #34 that required maintenance, this might be useful. If your employees have your facilities management team on speed dial, then this was written for you.
If you are managing a large facility using blueprint floor plans and spreadsheets to track assets, this article is for you. If, the last time you had a water leak during off hours and it took the emergency repair tech a half hour to get to it after wading thru paper maps, this is for you. If your HVAC repair technician got lost on the roof while looking for unit #34 that required maintenance, this might be useful. If your employees have your facilities management team on speed dial, then this was written for you.
Using the same concept of a trifecta (three factors for success), this article provides companies with the winning strategies of motor maintenance, focusing on the three reliability tasks for electric motor testing and the order in which they should be applied. Following these steps will drastically improve their odds in motor reliability and put a big payday at the end of their production goals.
Using the same concept of a trifecta (three factors for success), this article provides companies with the winning strategies of motor maintenance, focusing on the three reliability tasks for electric motor testing and the order in which they should be applied. Following these steps will drastically improve their odds in motor reliability and put a big payday at the end of their production goals.
Costly oversights occur repeatedly despite thoughtful planning dedicated to maximizing the operation and lifespan of the motor. One unsettling realization is that testing, considered part and parcel of preventive maintenance, is not preventing anything because there is nothing to indicate that analyzing the data was even considered. This is a major pitfall and a classic example of a gap in a company’s motor management program.
Costly oversights occur repeatedly despite thoughtful planning dedicated to maximizing the operation and lifespan of the motor. One unsettling realization is that testing, considered part and parcel of preventive maintenance, is not preventing anything because there is nothing to indicate that analyzing the data was even considered. This is a major pitfall and a classic example of a gap in a company’s motor management program.
You want me to forever question your moral compass? Tell me you don’t mind doing year-end inventory. Tell me that the thought of 12-hour days endlessly counting and re-counting doesn’t send a cold shiver down your spine, and I’ll show you a person who has lost all ability to tell the truth, even to themselves! In a time where no one can agree on anything, it’s nice that at least those of us who make our living making things can be united on one thing: we all share a deep and abiding hatred for the annual year-end inventory.
You want me to forever question your moral compass? Tell me you don’t mind doing year-end inventory. Tell me that the thought of 12-hour days endlessly counting and re-counting doesn’t send a cold shiver down your spine, and I’ll show you a person who has lost all ability to tell the truth, even to themselves! In a time where no one can agree on anything, it’s nice that at least those of us who make our living making things can be united on one thing: we all share a deep and abiding hatred for the annual year-end inventory.
There are three significant trends that are causes of concern for the real estate industry and large enterprises globally in 2023. While most of these are common problems real estate owners and operators encounter, they threaten the very existence of such businesses during economic downturns. How do they keep themselves afloat and profitable? Real estate owners and operators are turning to technology solutions to find ways to curb spend and improve bottomline in 2023 and beyond.
There are three significant trends that are causes of concern for the real estate industry and large enterprises globally in 2023. While most of these are common problems real estate owners and operators encounter, they threaten the very existence of such businesses during economic downturns. How do they keep themselves afloat and profitable? Real estate owners and operators are turning to technology solutions to find ways to curb spend and improve bottomline in 2023 and beyond.
The technical database plays a critical role as an enabler to the planning and scheduling process. The results of a poor technical database are often hidden but can be substantial. To function well, all eight components of the technical database need to be accurate, accessible, and applied during the planning and scheduling process. Benefits of complete bills of material, well labeled equipment in the field, and easy access to original equipment manufacturer procedures will lead to high quality standard job plans that are produced quickly and reliably.
The technical database plays a critical role as an enabler to the planning and scheduling process. The results of a poor technical database are often hidden but can be substantial. To function well, all eight components of the technical database need to be accurate, accessible, and applied during the planning and scheduling process. Benefits of complete bills of material, well labeled equipment in the field, and easy access to original equipment manufacturer procedures will lead to high quality standard job plans that are produced quickly and reliably.
We think that providing a mobile solution to our field staff will help them in some way. Whether it be for them to become more efficient or to communicate better, we have the idea that adding a tablet to their toolbox is a good thing. It certainly can be, but how does this new tool fit into their daily pattern of work?
We think that providing a mobile solution to our field staff will help them in some way. Whether it be for them to become more efficient or to communicate better, we have the idea that adding a tablet to their toolbox is a good thing. It certainly can be, but how does this new tool fit into their daily pattern of work?
Linear and nonlinear vibrations as they pertain to machinery vibration monitoring are not hard concepts to grasp when properly explained. Alian Friedman of Zenco - Vibration Experts, explains the concepts in an easy-to-understand, non-mathematical way.
Linear and nonlinear vibrations as they pertain to machinery vibration monitoring are not hard concepts to grasp when properly explained. Alian Friedman of Zenco - Vibration Experts, explains the concepts in an easy-to-understand, non-mathematical way.
As a part of a reliability improvement programme, many process industries assign the losses resulting from each downtime or lost production event to the department “responsible” – usually operations, mechanical or electrical (and perhaps others). Frequently this allocation is based on someone’s perception of who is to blame, which can have significant negative effects.
As a part of a reliability improvement programme, many process industries assign the losses resulting from each downtime or lost production event to the department “responsible” – usually operations, mechanical or electrical (and perhaps others). Frequently this allocation is based on someone’s perception of who is to blame, which can have significant negative effects.
RFID allows warehouse operators to conduct more inventory transactions with the same or less labor input. This allows for improved inventory visibility and optimization. However, like everything else in life, it comes at a cost. If you’re planning to implement RFID, it should be part of a long-term vision that takes advantage of the improved inventory transparency and accompanied with a commitment to the resources necessary for its successful implementation.
RFID allows warehouse operators to conduct more inventory transactions with the same or less labor input. This allows for improved inventory visibility and optimization. However, like everything else in life, it comes at a cost. If you’re planning to implement RFID, it should be part of a long-term vision that takes advantage of the improved inventory transparency and accompanied with a commitment to the resources necessary for its successful implementation.
Electric motor problems. This article presents a basic explanation of electric motor construction and operation along with twelve problems that can be encountered with their use. Most electric motors in industrial equipment are three phase alternating current induction motors. Induction is the creation of an electric current across a gap. Two types of induction motors are commonly used: squirrel-cage and wound- rotor. The names come from the way they are built.
Electric motor problems. This article presents a basic explanation of electric motor construction and operation along with twelve problems that can be encountered with their use. Most electric motors in industrial equipment are three phase alternating current induction motors. Induction is the creation of an electric current across a gap. Two types of induction motors are commonly used: squirrel-cage and wound- rotor. The names come from the way they are built.
In 2023, speed and accuracy are driving forces in the facilities management industry, to keep costs low, track and maintain assets and mechanicals and be always compliant. To do this, you need technology that’s easy to use and affordable. Using paper-based floor plans, maps, blueprints that are usually dog eared, stained, and filed away where nobody can find them is a recipe for disaster.
In 2023, speed and accuracy are driving forces in the facilities management industry, to keep costs low, track and maintain assets and mechanicals and be always compliant. To do this, you need technology that’s easy to use and affordable. Using paper-based floor plans, maps, blueprints that are usually dog eared, stained, and filed away where nobody can find them is a recipe for disaster.
Equipment hierarchy is the foundation on which the technical database is built. Since the technical database is a key element in allowing efficient planning and scheduling, the equipment hierarchy is a building block of the entire work management system. Nearly every business unit from accounting to purchasing and from operations to maintenance will benefit from a well-organized and complete equipment hierarchy.
Equipment hierarchy is the foundation on which the technical database is built. Since the technical database is a key element in allowing efficient planning and scheduling, the equipment hierarchy is a building block of the entire work management system. Nearly every business unit from accounting to purchasing and from operations to maintenance will benefit from a well-organized and complete equipment hierarchy.
So, let’s start with my hypothesis that TPM drives all three elements of OEE, namely: machine availability, speed and quality. Traditionally as a Maintenance Leader and then Operational Excellence (OpEx) leader in paper mills and packaging manufacturing plants, my focus was all about machine availability. If the machine was running, it belonged to operations and I could focus on writing PMs, improving RCM and building Gantt charts for my next planned outage. However, experience has taught me that just focusing on availability is missing 2/3 of the opportunity to improve business by not embracing the entire OEE metric through maintenance action.
So, let’s start with my hypothesis that TPM drives all three elements of OEE, namely: machine availability, speed and quality. Traditionally as a Maintenance Leader and then Operational Excellence (OpEx) leader in paper mills and packaging manufacturing plants, my focus was all about machine availability. If the machine was running, it belonged to operations and I could focus on writing PMs, improving RCM and building Gantt charts for my next planned outage. However, experience has taught me that just focusing on availability is missing 2/3 of the opportunity to improve business by not embracing the entire OEE metric through maintenance action.
Why do components fail? – This article explains common failure mechanisms, component types to which each applies, and suggests non-intrusive monitoring techniques to discover components in various stages of progressive failure.
Why do components fail? – This article explains common failure mechanisms, component types to which each applies, and suggests non-intrusive monitoring techniques to discover components in various stages of progressive failure.
What is the difference between Brinelling and False Brinelling? What causes Brinelling and False Brinelling? Brinelling is an indentation in the surface of a material; a permanent plastic deformation that occurs when the yield strength of the material has been exceeded.
What is the difference between Brinelling and False Brinelling? What causes Brinelling and False Brinelling? Brinelling is an indentation in the surface of a material; a permanent plastic deformation that occurs when the yield strength of the material has been exceeded.
The Edison Principal has been developed to solve America’s $1.2 trillion corrosion expense by replacing visible rust with black light active fluorescence. Edison Principal is an analogy based on the failure indicator of the common light bulb invented by Thomas Edison.
The Edison Principal has been developed to solve America’s $1.2 trillion corrosion expense by replacing visible rust with black light active fluorescence. Edison Principal is an analogy based on the failure indicator of the common light bulb invented by Thomas Edison.
The manufacturing industry is a crucial contributor to the economy, accounting for over 11% of the total output in the United States. However, many manufacturing companies are currently facing a skills gap, with more open job positions than there are workers ready to fill them. A study conducted by Deloitte and the Manufacturing Institute predicts that 2.1 million manufacturing positions will go unfilled by 2030, potentially leading to a loss of $1 trillion in GDP for the United States.
The manufacturing industry is a crucial contributor to the economy, accounting for over 11% of the total output in the United States. However, many manufacturing companies are currently facing a skills gap, with more open job positions than there are workers ready to fill them. A study conducted by Deloitte and the Manufacturing Institute predicts that 2.1 million manufacturing positions will go unfilled by 2030, potentially leading to a loss of $1 trillion in GDP for the United States.
Manufacturing has been a key component to the South Carolina economy in the last 10 years and the state's efforts to improve infrastructure and educate a highly skilled workforce are paying off. The state has been making headlines lately for its attractiveness to corporations around the world.
Manufacturing has been a key component to the South Carolina economy in the last 10 years and the state's efforts to improve infrastructure and educate a highly skilled workforce are paying off. The state has been making headlines lately for its attractiveness to corporations around the world.
The COVID-19 pandemic and recent world events have pushed manufacturing companies to shift their production to the United States in 2023, with 1,8000 companies in the US alone planning to reshore production to the states. While reshoring efforts are ramping up, manufacturers must be wary of the skills gap.
The COVID-19 pandemic and recent world events have pushed manufacturing companies to shift their production to the United States in 2023, with 1,8000 companies in the US alone planning to reshore production to the states. While reshoring efforts are ramping up, manufacturers must be wary of the skills gap.
When looking at HVAC units for K-12 schools, it is important to install a system that will create the optimal learning environment. Installing a single-room, single-packaged vertical unit (SPVU) ventilator provides important benefits that will keep the air fresh, clean and safe for students. These units are installed in individual classrooms, so they can be adjusted to optimize and address individual needs. Since these operate within a single room, unit ventilators eliminate cross-contamination. Airborne pathogens, such as the flu virus or RSV, will be contained within that room.
When looking at HVAC units for K-12 schools, it is important to install a system that will create the optimal learning environment. Installing a single-room, single-packaged vertical unit (SPVU) ventilator provides important benefits that will keep the air fresh, clean and safe for students. These units are installed in individual classrooms, so they can be adjusted to optimize and address individual needs. Since these operate within a single room, unit ventilators eliminate cross-contamination. Airborne pathogens, such as the flu virus or RSV, will be contained within that room.
Chances are if you are searching for information on ISO 55000 you already know what it pertains to – Asset Management Systems. Additionally, if you are curious about ISO 55000 you likely are truly curious about ISO 55001 which lists the actual requirements for the Asset Management System. This is because ISO 55000, 55001 and 55002 are commonly lumped into the ISO 55000 Series. As you also probably know, you can find generic descriptions of these standards and the differences between them on every other ISO 55000 article; This is not that type of article.
Chances are if you are searching for information on ISO 55000 you already know what it pertains to – Asset Management Systems. Additionally, if you are curious about ISO 55000 you likely are truly curious about ISO 55001 which lists the actual requirements for the Asset Management System. This is because ISO 55000, 55001 and 55002 are commonly lumped into the ISO 55000 Series. As you also probably know, you can find generic descriptions of these standards and the differences between them on every other ISO 55000 article; This is not that type of article.
I often hear the words “relays” and “contactors” used seemingly interchangeably, but there must be a technical difference, right? So, I took a quick trip to Rexel Automation Solutions in Salisbury, MD to meet with Nate Titus, Account Manager, and get the skinny on these beloved but sometimes pesky industrial workhorses.
I often hear the words “relays” and “contactors” used seemingly interchangeably, but there must be a technical difference, right? So, I took a quick trip to Rexel Automation Solutions in Salisbury, MD to meet with Nate Titus, Account Manager, and get the skinny on these beloved but sometimes pesky industrial workhorses.
Clear labeling of equipment numbers in the field is a quick way to improve many aspects of your work management processes. Some benefits of field labeling equipment include: better work identification, less risk of lockout/tagout mistakes, faster troubleshooting of process upsets, and more efficient preventative maintenance routes.
Clear labeling of equipment numbers in the field is a quick way to improve many aspects of your work management processes. Some benefits of field labeling equipment include: better work identification, less risk of lockout/tagout mistakes, faster troubleshooting of process upsets, and more efficient preventative maintenance routes.
Preventive Maintenance is as important as ever and this is extremely evident considering a radioactive capsule was lost in the vast landscape of Western Australia for nearly 2 weeks. Emergency services had been scanning the truck’s route for the last seven days and finally found the capsule on Wednesday, February 1st. A team driving down the road used radiation detection equipment to locate the capsule on the side of the road, outside of Newman.
Preventive Maintenance is as important as ever and this is extremely evident considering a radioactive capsule was lost in the vast landscape of Western Australia for nearly 2 weeks. Emergency services had been scanning the truck’s route for the last seven days and finally found the capsule on Wednesday, February 1st. A team driving down the road used radiation detection equipment to locate the capsule on the side of the road, outside of Newman.
Supply and demand out of phase, finished goods and raw materials supply chains disrupted, energy costs instability, and skilled workers shortages are all common concerns across the globe. Solutions for relief are paramount. In these troubling times of global financial uncertainty any improvements in how we operate our equipment is sought. It is said that the product of asset management (AM) is reliability, that is, poor management equals poor reliability and good management practices will provide good equipment reliability.
Supply and demand out of phase, finished goods and raw materials supply chains disrupted, energy costs instability, and skilled workers shortages are all common concerns across the globe. Solutions for relief are paramount. In these troubling times of global financial uncertainty any improvements in how we operate our equipment is sought. It is said that the product of asset management (AM) is reliability, that is, poor management equals poor reliability and good management practices will provide good equipment reliability.
It appears the three rail workers on board the train took the appropriate measure when the sensor alerted them a bearing/axel was too hot. However, upon conducting further research it appears the system of HBDs in North America are largely ineffective.
It appears the three rail workers on board the train took the appropriate measure when the sensor alerted them a bearing/axel was too hot. However, upon conducting further research it appears the system of HBDs in North America are largely ineffective.
Greg Mecomber of IDCON INC sits down with several industry experts from Regal Rexnord to discuss brinelling failures, true/false brinelling, maintenance, and prevention.
Greg Mecomber of IDCON INC sits down with several industry experts from Regal Rexnord to discuss brinelling failures, true/false brinelling, maintenance, and prevention.
To understand why a part or equipment failed, how it failed must be first diagnosed. Different failure modes such as fatigue, brittle, and corrosion all have very different causes and very different solutions. If an investigation were to guess at the failure mode and guess wrongly, the planned remediation may not address the true cause of failure and additional failures may occur. This article considers three failed chain links and demonstrates the importance of identifying how something failed.
To understand why a part or equipment failed, how it failed must be first diagnosed. Different failure modes such as fatigue, brittle, and corrosion all have very different causes and very different solutions. If an investigation were to guess at the failure mode and guess wrongly, the planned remediation may not address the true cause of failure and additional failures may occur. This article considers three failed chain links and demonstrates the importance of identifying how something failed.
Choosing a model for maintenance and engineering projects, problem solving, process improvement or business change scenarios can become confusing with many models on offer. So, how do you get the best out of what is available, and why use just one?
Choosing a model for maintenance and engineering projects, problem solving, process improvement or business change scenarios can become confusing with many models on offer. So, how do you get the best out of what is available, and why use just one?
There are three best practices that will allow equipment drawings, manuals, and pictures to enable high quality planning and scheduling. Focus on keeping the documents accurate, accessible, and applied.
There are three best practices that will allow equipment drawings, manuals, and pictures to enable high quality planning and scheduling. Focus on keeping the documents accurate, accessible, and applied.
A standard centrifugal pump impeller is constructed of a group of elongated, solid-walled chambers attached together in the shape of a circular ring. The ring is spun quickly and the liquid that enters the inside end of the chambers is flung out at high speed from the other end. Figure No. 1 shows a section through centrifugal pump wet-end showing regions of low and high pressures.
A standard centrifugal pump impeller is constructed of a group of elongated, solid-walled chambers attached together in the shape of a circular ring. The ring is spun quickly and the liquid that enters the inside end of the chambers is flung out at high speed from the other end. Figure No. 1 shows a section through centrifugal pump wet-end showing regions of low and high pressures.
After nearly 2 months of investigations and a root cause analysis, TC Energy Corp revealed the cause of the oil spill was likely a combination of a welding flaw and bending stress fatigue which resulted in a crack forming and eventually lead to the rupture. The cause of the bending stress is still unclear and remains a focal point of the root cause failure analysis a third-party is conducting.
After nearly 2 months of investigations and a root cause analysis, TC Energy Corp revealed the cause of the oil spill was likely a combination of a welding flaw and bending stress fatigue which resulted in a crack forming and eventually lead to the rupture. The cause of the bending stress is still unclear and remains a focal point of the root cause failure analysis a third-party is conducting.
Never has there been a greater responsibility for every business to maximise its efforts to drive to net zero. Correct machine maintenance coupled with Lean processes (once just the domain of operations) is now proving to be a force multiplier across maintenance and engineering in the drive to net zero.
Never has there been a greater responsibility for every business to maximise its efforts to drive to net zero. Correct machine maintenance coupled with Lean processes (once just the domain of operations) is now proving to be a force multiplier across maintenance and engineering in the drive to net zero.
In today’s highly competitive markets, organisations are strongly looking to achieve strategic objectives to meet stakeholder needs and smart returns on investment. Managing assets and equipment optimally has become crucial for organisations to stay competitive in today’s global market. Such a demand places enormous pressure on maintenance systems to improve efficiency and reduce operational costs. Therefore, it has become imperative for maintenance managers to adopt tools, methods, and concepts that could stimulate performance growth, minimize errors, and utilize resources effectively to transform the organization into a winner.
In today’s highly competitive markets, organisations are strongly looking to achieve strategic objectives to meet stakeholder needs and smart returns on investment. Managing assets and equipment optimally has become crucial for organisations to stay competitive in today’s global market. Such a demand places enormous pressure on maintenance systems to improve efficiency and reduce operational costs. Therefore, it has become imperative for maintenance managers to adopt tools, methods, and concepts that could stimulate performance growth, minimize errors, and utilize resources effectively to transform the organization into a winner.
Every year 200,000 people leave the U.S. military service. Now, not all are suited for manufacturing or maintenance careers. I would say a small percentage of them intend to jump right into manufacturing by design. Yet, many end up falling into manufacturing careers after their transition, like I did. Why is that?
Every year 200,000 people leave the U.S. military service. Now, not all are suited for manufacturing or maintenance careers. I would say a small percentage of them intend to jump right into manufacturing by design. Yet, many end up falling into manufacturing careers after their transition, like I did. Why is that?
On February 20th around 2pm an explosion erupted at the I. Schumann & Co. Foundry in Bedford, Ohio. The foundry recycles scrap metal into bronze and brass ingots and pellets. Fire officials say the cause of the explosion is under investigation by state and federal authorities but it appears the blast originated near a kettle-like piece of equipment which holds molten metals before being poured into molds.
On February 20th around 2pm an explosion erupted at the I. Schumann & Co. Foundry in Bedford, Ohio. The foundry recycles scrap metal into bronze and brass ingots and pellets. Fire officials say the cause of the explosion is under investigation by state and federal authorities but it appears the blast originated near a kettle-like piece of equipment which holds molten metals before being poured into molds.
These two styles, whose origins are in the military, are ‘Command and Control’ and ‘Mission Command.’ The journey from command and control to mission command represents a major shift, not only in leadership style but also in organisational culture and this article aims to help you chart a successful course from one to the other.
These two styles, whose origins are in the military, are ‘Command and Control’ and ‘Mission Command.’ The journey from command and control to mission command represents a major shift, not only in leadership style but also in organisational culture and this article aims to help you chart a successful course from one to the other.
The pandemic, recent legislation, climate change initiatives, and worker preference have all been driving factors for the push to clean energy and decarbonization. While the renewable energy industry is growing, the oil and gas industry has taken a major hit the last couple of years. Workers are transitioning from careers in the fossil fuel industry to renewable energy because they are tired of the ups and down in the oil and gas industry and are concerned about climate change.
The pandemic, recent legislation, climate change initiatives, and worker preference have all been driving factors for the push to clean energy and decarbonization. While the renewable energy industry is growing, the oil and gas industry has taken a major hit the last couple of years. Workers are transitioning from careers in the fossil fuel industry to renewable energy because they are tired of the ups and down in the oil and gas industry and are concerned about climate change.
On February 28, 2023, the United States Department of Justice filed a complaint on behalf of the Environmental Protection Agency (EPA) against Denka Performance Elastommer LLC. The Denka manufacturing facility is located along the Mississippi River in LaPlace, Louisiana and produces chloroprene, a chemical used in the production of neoprene.
On February 28, 2023, the United States Department of Justice filed a complaint on behalf of the Environmental Protection Agency (EPA) against Denka Performance Elastommer LLC. The Denka manufacturing facility is located along the Mississippi River in LaPlace, Louisiana and produces chloroprene, a chemical used in the production of neoprene.
Yesterday, on March 14th the Ohio Attorney General’s offices filed a federal lawsuit against Norfolk Southern alleging the company violated hazardous waste and water quality laws and their negligence caused the train derailment and subsequent toxic chemical release. The lawsuit goes on to address alleged damages to the state of Ohio which include impacts on the economy and environment, as they claim more than 1 million gallons of hazardous material were released at the derailment site.
Yesterday, on March 14th the Ohio Attorney General’s offices filed a federal lawsuit against Norfolk Southern alleging the company violated hazardous waste and water quality laws and their negligence caused the train derailment and subsequent toxic chemical release. The lawsuit goes on to address alleged damages to the state of Ohio which include impacts on the economy and environment, as they claim more than 1 million gallons of hazardous material were released at the derailment site.
A CMMS can be used in a variety of industries, including manufacturing, facilities management, healthcare, and transportation, to name a few. By using a CMMS, organizations can save time and resources by automating many manual tasks, improving communication between maintenance teams, and providing a centralized repository of information. This can lead to improved equipment availability, reduced maintenance costs, and increased efficiency.
A CMMS can be used in a variety of industries, including manufacturing, facilities management, healthcare, and transportation, to name a few. By using a CMMS, organizations can save time and resources by automating many manual tasks, improving communication between maintenance teams, and providing a centralized repository of information. This can lead to improved equipment availability, reduced maintenance costs, and increased efficiency.
The Pentagon has officially decided to send M1A1 refurbished tanks to Ukrainian forces to aid in the fight against Russia. Initially there was some debate about whether they should send tanks, which models, and how quickly the tanks could be produced as Poland, Taiwan, and Australia have already placed orders at the Ohio Plant.
The Pentagon has officially decided to send M1A1 refurbished tanks to Ukrainian forces to aid in the fight against Russia. Initially there was some debate about whether they should send tanks, which models, and how quickly the tanks could be produced as Poland, Taiwan, and Australia have already placed orders at the Ohio Plant.
Like most mature job functions, facilities management regularly face the scenario of senior employees retiring, more so than newer industries like artificial intelligence or electric vehicles. Everyone of us can related to throwing a surprise party for a fellow colleague, and then it hits us, when Tim walks out that door, along go 4 decades of knowledge. But Tim's job is done, he has earned a well-deserved retirement and it's time for new employees to take the reins.
Like most mature job functions, facilities management regularly face the scenario of senior employees retiring, more so than newer industries like artificial intelligence or electric vehicles. Everyone of us can related to throwing a surprise party for a fellow colleague, and then it hits us, when Tim walks out that door, along go 4 decades of knowledge. But Tim's job is done, he has earned a well-deserved retirement and it's time for new employees to take the reins.
Metal fatigue is the common name used to describe the unexpected failure of metal parts by progressive fracturing while in service. The article is a basic introduction to the mechanism of metal fatigue failure. An introduction into accepted theories is provided and relevant design practices to reduce metal fatigue are presented and explained.
Metal fatigue is the common name used to describe the unexpected failure of metal parts by progressive fracturing while in service. The article is a basic introduction to the mechanism of metal fatigue failure. An introduction into accepted theories is provided and relevant design practices to reduce metal fatigue are presented and explained.
President Biden kicked off his three week ‘Investing in America’ tour on March 28th in Durham, North Carolina. Over the next three weeks Biden and members of his administration will visit multiple chip manufacturing sites in over 20 states. This comes after the president signed the CHIPS and Science Act into law this past August.
President Biden kicked off his three week ‘Investing in America’ tour on March 28th in Durham, North Carolina. Over the next three weeks Biden and members of his administration will visit multiple chip manufacturing sites in over 20 states. This comes after the president signed the CHIPS and Science Act into law this past August.
The new expectations from O&M teams require a more conscious approach to the tools in their armory, starting with process digitization to improve operational transparency for all stakeholders. This translates to smoother records, communication, and eliminates guesswork when it comes to data.
The new expectations from O&M teams require a more conscious approach to the tools in their armory, starting with process digitization to improve operational transparency for all stakeholders. This translates to smoother records, communication, and eliminates guesswork when it comes to data.
Aging Facilities in the US are entering the Renovation Phase. The average facility age is 50 years old. For many facility managers, the risks and costs associated with mid to old-age facilities is new territory. Aging facilities that are reaching 40 to 60 years old are facing a new stage of capital investment that many are not prepared for.
Aging Facilities in the US are entering the Renovation Phase. The average facility age is 50 years old. For many facility managers, the risks and costs associated with mid to old-age facilities is new territory. Aging facilities that are reaching 40 to 60 years old are facing a new stage of capital investment that many are not prepared for.
This article will discuss the difference between industrial coaching and mentoring and how these techniques can be deployed to grow our people, so they engage with processes and thus improve business performance.
This article will discuss the difference between industrial coaching and mentoring and how these techniques can be deployed to grow our people, so they engage with processes and thus improve business performance.
The Eco Edison is a service operation vessel being constructed in Louisiana. It will be the first wind farm SOV to be compliant with the Jones Act and upon completion in 2024, will allow wind farm technicians to maintain and repair three wind farms in the Northeast that are expected to power over a million homes.
The Eco Edison is a service operation vessel being constructed in Louisiana. It will be the first wind farm SOV to be compliant with the Jones Act and upon completion in 2024, will allow wind farm technicians to maintain and repair three wind farms in the Northeast that are expected to power over a million homes.
The consistent use of accurate engineering standards represents a huge opportunity to simplify the planning process. Engineering standards cover a wide range of topics from design to operation and maintenance activities. Many already exist and are commonly used across industries. Plant-specific standards take an initial time investment to create, but once written can be reliably used to speed up the planning effort, provide clear instructions to work crews, and help standardize critical and frequent activities.
The consistent use of accurate engineering standards represents a huge opportunity to simplify the planning process. Engineering standards cover a wide range of topics from design to operation and maintenance activities. Many already exist and are commonly used across industries. Plant-specific standards take an initial time investment to create, but once written can be reliably used to speed up the planning effort, provide clear instructions to work crews, and help standardize critical and frequent activities.
Today, maintenance managers find themselves in an ever-evolving environment where technology advances rapidly, and expectations for efficiency and competency continually rise. Maintenance managers will need to possess a wide array of essential skills to stay competitive and ensure the smooth operation of their facilities. In this article, we'll dive into the five crucial skills maintenance managers must have in 2023 to excel in their role.
Today, maintenance managers find themselves in an ever-evolving environment where technology advances rapidly, and expectations for efficiency and competency continually rise. Maintenance managers will need to possess a wide array of essential skills to stay competitive and ensure the smooth operation of their facilities. In this article, we'll dive into the five crucial skills maintenance managers must have in 2023 to excel in their role.
The Environmental Protection Agency (EPA) announced a proposal on April 5, 2023, that will tighten existing rules to further limit the emissions of mercury produced by coal-fired power plants. Coal plants are the largest source of mercury pollution in the United States. In 2017 alone 8,800 pounds of mercury emissions were released.
The Environmental Protection Agency (EPA) announced a proposal on April 5, 2023, that will tighten existing rules to further limit the emissions of mercury produced by coal-fired power plants. Coal plants are the largest source of mercury pollution in the United States. In 2017 alone 8,800 pounds of mercury emissions were released.
Almost every maintenance manager has thought to themselves, “there has to be a better way to achieve this goal,” only to realize the organization and its governance are critical to the successful implementation of improved physical asset management. For those of you with a vision of improving physical asset management within your manufacturing operations, perhaps the largest threat to successful implementation are the past practices which have already been widely accepted and deployed.
Almost every maintenance manager has thought to themselves, “there has to be a better way to achieve this goal,” only to realize the organization and its governance are critical to the successful implementation of improved physical asset management. For those of you with a vision of improving physical asset management within your manufacturing operations, perhaps the largest threat to successful implementation are the past practices which have already been widely accepted and deployed.
In any organization there are many departments that must work closely with other departments. One vital partnership is maintenance and the maintenance storeroom – nothing is more important than getting the right parts at the right time to achieve a high level of maintenance effectiveness. While this partnership is vital, it is difficult to develop and maintain because it requires a high level of discipline and determination by both parties. This article covers the dual responsibilities required to achieve success.
In any organization there are many departments that must work closely with other departments. One vital partnership is maintenance and the maintenance storeroom – nothing is more important than getting the right parts at the right time to achieve a high level of maintenance effectiveness. While this partnership is vital, it is difficult to develop and maintain because it requires a high level of discipline and determination by both parties. This article covers the dual responsibilities required to achieve success.
An essential part of a complete business process for managing a maintenance storeroom is a robust and simple procedure for returning materials to stores. The components of this procedure should meet the following requirements: It must be simple, take into account that some parts that are issued from stores will be returned, ensure that returned parts are fit for service, and returned parts must be complete.
An essential part of a complete business process for managing a maintenance storeroom is a robust and simple procedure for returning materials to stores. The components of this procedure should meet the following requirements: It must be simple, take into account that some parts that are issued from stores will be returned, ensure that returned parts are fit for service, and returned parts must be complete.
An industrial outbreak of blastomycosis is being investigated at a paper and packaging mill in Escanaba, Michigan. This is the first fungal outbreak of its kind in the history of the United States and the mill has decided to temporarily halt operations to ensure the health and safety of workers.
An industrial outbreak of blastomycosis is being investigated at a paper and packaging mill in Escanaba, Michigan. This is the first fungal outbreak of its kind in the history of the United States and the mill has decided to temporarily halt operations to ensure the health and safety of workers.
Facility Condition Assessments (FCA) help facility managers perform on-site assessments to articulate the needs of their facility, put together reports on equipment condition and deferred maintenance, and then plan operating budgets to address these needs. With the resulting data, facility managers are prepared to present and defend their priorities when advocating for project funding.
Facility Condition Assessments (FCA) help facility managers perform on-site assessments to articulate the needs of their facility, put together reports on equipment condition and deferred maintenance, and then plan operating budgets to address these needs. With the resulting data, facility managers are prepared to present and defend their priorities when advocating for project funding.
The Mainstream Community presents the Reliability Hero Podcast hosted by Andrew Daddo, he converses with maintenance and reliability practitioners, just like you. This episode features Christer Idhammar, the founder of IDCON INC in Raleigh, North Carolina. You may know Christer as the Maintenance Guru or the Godfather of Reliability. When the words “maintenance and reliability” are mentioned often the first name associated is going to be Christer Idhammar. This podcast will touch on his experiences throughout the years and the philosophy his consulting firm, IDCON INC, uses for all of their clients.
The Mainstream Community presents the Reliability Hero Podcast hosted by Andrew Daddo, he converses with maintenance and reliability practitioners, just like you. This episode features Christer Idhammar, the founder of IDCON INC in Raleigh, North Carolina. You may know Christer as the Maintenance Guru or the Godfather of Reliability. When the words “maintenance and reliability” are mentioned often the first name associated is going to be Christer Idhammar. This podcast will touch on his experiences throughout the years and the philosophy his consulting firm, IDCON INC, uses for all of their clients.
Japan is known for their high-speed passenger trains, or Shinkansen, the world's most reliable high-speed train network. The key to maintaining the railways spotless record: Dr. Yellow a bright yellow inspection train that uses highly sophisticated condition monitoring equipment to ensure the trains reliability and safety.
Japan is known for their high-speed passenger trains, or Shinkansen, the world's most reliable high-speed train network. The key to maintaining the railways spotless record: Dr. Yellow a bright yellow inspection train that uses highly sophisticated condition monitoring equipment to ensure the trains reliability and safety.
As a TPM consultant in continuous process manufacturing, working closely with storeroom and purchasing leadership has been essential in determining the criticality of each of plant asset and deciding which critical spares to keep in inventory in the storeroom. Maintaining OEE through availability and running at optimum process speed is essential for profitability but so is having the lowest value possible of parts in inventory. Too often I see say 5 years-worth of bearings or couplings on a shelf when at the same time the maintenance manager is struggling to find budget to buy some other component or service.
As a TPM consultant in continuous process manufacturing, working closely with storeroom and purchasing leadership has been essential in determining the criticality of each of plant asset and deciding which critical spares to keep in inventory in the storeroom. Maintaining OEE through availability and running at optimum process speed is essential for profitability but so is having the lowest value possible of parts in inventory. Too often I see say 5 years-worth of bearings or couplings on a shelf when at the same time the maintenance manager is struggling to find budget to buy some other component or service.
Électricité de France (EDF), a French energy group, is facing a severe maintenance crisis. In 2022, half of their nuclear reactors were down due to maintenance issues and the repairs continue to be pushed back, meaning some plants will remain shutdown well into 2023.
Électricité de France (EDF), a French energy group, is facing a severe maintenance crisis. In 2022, half of their nuclear reactors were down due to maintenance issues and the repairs continue to be pushed back, meaning some plants will remain shutdown well into 2023.
In recent years, there have been many shortages, seemingly random products were in high demand yet missing from store shelves. Russia is becoming all too familiar with the scarcity of one product you would not expect, ball bearings. These rolling element bearings are increasingly hard to come by even though they are in extremely high demand.
In recent years, there have been many shortages, seemingly random products were in high demand yet missing from store shelves. Russia is becoming all too familiar with the scarcity of one product you would not expect, ball bearings. These rolling element bearings are increasingly hard to come by even though they are in extremely high demand.
No other element of the technical database provides as much value to planning as an accurate bill of materials. Bills of material are a list of parts that are used on the equipment. When developing BOMs, focus on parts used for routine maintenance, repair, and operation of the equipment. Individual parts should contain a minimum amount of information including: a consistent and organized name, manufacturer and their item number, price, lead time, and quantity needed for the equipment.
No other element of the technical database provides as much value to planning as an accurate bill of materials. Bills of material are a list of parts that are used on the equipment. When developing BOMs, focus on parts used for routine maintenance, repair, and operation of the equipment. Individual parts should contain a minimum amount of information including: a consistent and organized name, manufacturer and their item number, price, lead time, and quantity needed for the equipment.
The original locks have been in constant use since their completion over one hundred years ago. The Panama Canal has strict maintenance schedules in place to ensure the reliability of the canal as forty ships pass through daily. Nearly every 5 years each chamber is refurbished and every 25-30 years the gates are reconditioned. According to Miguel Lorenzo, the VP of Infrastructure and Engineering for the Canal Authority, their maintenance plan is designed to extend the Panama Canal’s life for another 100 years.
The original locks have been in constant use since their completion over one hundred years ago. The Panama Canal has strict maintenance schedules in place to ensure the reliability of the canal as forty ships pass through daily. Nearly every 5 years each chamber is refurbished and every 25-30 years the gates are reconditioned. According to Miguel Lorenzo, the VP of Infrastructure and Engineering for the Canal Authority, their maintenance plan is designed to extend the Panama Canal’s life for another 100 years.
When it comes to managing a solar photovoltaic (PV) farm, there are a lot of factors to consider. From maintenance and repairs to managing assets and optimizing performance, it can be a complex undertaking. Fortunately, there are tools available that can help streamline these processes and improve operational efficiency. One such tool is a Computerized Maintenance Management Software system (CMMS) with a mobile version for your solar power farms.
When it comes to managing a solar photovoltaic (PV) farm, there are a lot of factors to consider. From maintenance and repairs to managing assets and optimizing performance, it can be a complex undertaking. Fortunately, there are tools available that can help streamline these processes and improve operational efficiency. One such tool is a Computerized Maintenance Management Software system (CMMS) with a mobile version for your solar power farms.
When temperatures drop and winter weather hits, having the right heating solution is key for both businesses and homeowners. But no one wants to start their HVAC unit only to realize it’s not providing hot air or has completely malfunctioned. That’s why it’s important to have a plan in place that prioritizes preventative maintenance.
When temperatures drop and winter weather hits, having the right heating solution is key for both businesses and homeowners. But no one wants to start their HVAC unit only to realize it’s not providing hot air or has completely malfunctioned. That’s why it’s important to have a plan in place that prioritizes preventative maintenance.
Everything has changed with the passage of time, except for your CMMS. Since the day it was deployed, it has been performing every single task at peak efficiency - whether it is pumping out PM routines, tracking inventory, creating work orders or generating accurate reports. Something that makes your life so easy and effortless surely deserves a little something extra. So what is it that you can do to get out of this monotonous routine?
Everything has changed with the passage of time, except for your CMMS. Since the day it was deployed, it has been performing every single task at peak efficiency - whether it is pumping out PM routines, tracking inventory, creating work orders or generating accurate reports. Something that makes your life so easy and effortless surely deserves a little something extra. So what is it that you can do to get out of this monotonous routine?
Christer Idhammar is recognized as a maintenance guru across the world in the maintenance and reliability community. As the founder of IDCON INC and recipient of numerous awards and speaking invitations, he has established himself in his field through engaging and often hands on demonstrations. Christer sits down with Greg Mecomber to discuss his experiences over the years and his appreciation for the field.
Christer Idhammar is recognized as a maintenance guru across the world in the maintenance and reliability community. As the founder of IDCON INC and recipient of numerous awards and speaking invitations, he has established himself in his field through engaging and often hands on demonstrations. Christer sits down with Greg Mecomber to discuss his experiences over the years and his appreciation for the field.
Computer aided facility management (CAFM) is the utilization of computer software and technology to assist facility managers in planning, executing, and monitoring various aspects of facility management. This powerful tool empowers organizations to optimize their facility operations, reduce costs, and enhance productivity. By integrating data, automation, and analytics, CAFM enables facility managers to make informed decisions and efficiently allocate resources.
Computer aided facility management (CAFM) is the utilization of computer software and technology to assist facility managers in planning, executing, and monitoring various aspects of facility management. This powerful tool empowers organizations to optimize their facility operations, reduce costs, and enhance productivity. By integrating data, automation, and analytics, CAFM enables facility managers to make informed decisions and efficiently allocate resources.
“Repairable” spares (sometimes called “rotating” or “rotable” spares) are parts or assemblies that are carried in the Maintenance storeroom and which are not automatically re-ordered when they are issued. They rotate through a cycle that includes in-service in operating equipment, then to a repair shop, then to inventory and then back to service.
“Repairable” spares (sometimes called “rotating” or “rotable” spares) are parts or assemblies that are carried in the Maintenance storeroom and which are not automatically re-ordered when they are issued. They rotate through a cycle that includes in-service in operating equipment, then to a repair shop, then to inventory and then back to service.
A motor brush is not a brush at all in the traditional sense. It is actually a carbon or graphite cube, commonly held in place by a spring, that acts as a conductor between the electrified stationary and rotating parts of a motor. The whole brush assembly is made up of a carbon block, one or more shunts, a spring and a holder. The carbon blocks are easily replaceable and are therefore intended as a wear part to prevent damage to more costly motor components.
A motor brush is not a brush at all in the traditional sense. It is actually a carbon or graphite cube, commonly held in place by a spring, that acts as a conductor between the electrified stationary and rotating parts of a motor. The whole brush assembly is made up of a carbon block, one or more shunts, a spring and a holder. The carbon blocks are easily replaceable and are therefore intended as a wear part to prevent damage to more costly motor components.
Following the CHIPS and Science Act, semiconductor manufacturers have announced over $200 billion in investments for manufacturing. The United States currently produces 10% of all chips but hopes to increase production and account for 30% of global chip production by 2030. McKinsey predicts this aspiration will result in a deficit of 300,000 engineers and 90,000 skilled technicians.
Following the CHIPS and Science Act, semiconductor manufacturers have announced over $200 billion in investments for manufacturing. The United States currently produces 10% of all chips but hopes to increase production and account for 30% of global chip production by 2030. McKinsey predicts this aspiration will result in a deficit of 300,000 engineers and 90,000 skilled technicians.
In September of 2022, poor maintenance procedures led to sailors aboard US Naval ships drinking and showering in contaminated water. They were exposed to e-coli and jet fuel found in the potable water systems on board the USS Abraham Lincoln and the USS Nimitz. The Navy launched an investigation and recently released official reports which revealed the root cause of the incidents and plants to implement remedial action.
In September of 2022, poor maintenance procedures led to sailors aboard US Naval ships drinking and showering in contaminated water. They were exposed to e-coli and jet fuel found in the potable water systems on board the USS Abraham Lincoln and the USS Nimitz. The Navy launched an investigation and recently released official reports which revealed the root cause of the incidents and plants to implement remedial action.
Enduring nearly 2,000 years of foot traffic, harsh weather, and earthquakes the Pantheon is one of the most impressive structures in the world. Modern concrete structures only last an average of 100 years, assuming proper maintenance is regularly performed. Yet the Romans were able to create a material that has the ability to heal small fissures on its own, allowing their infrastructure to withstand the test of time. Being that concrete is the most commonly used building material in the world, scientists have been searching for the lost recipe to self-healing concrete for hundreds of years without success. Until now, when a team of scientists finally cracked the code.
Enduring nearly 2,000 years of foot traffic, harsh weather, and earthquakes the Pantheon is one of the most impressive structures in the world. Modern concrete structures only last an average of 100 years, assuming proper maintenance is regularly performed. Yet the Romans were able to create a material that has the ability to heal small fissures on its own, allowing their infrastructure to withstand the test of time. Being that concrete is the most commonly used building material in the world, scientists have been searching for the lost recipe to self-healing concrete for hundreds of years without success. Until now, when a team of scientists finally cracked the code.
“Serialized” spare parts are repairable components, usually expensive and complex, where each individual item needs to be tracked and recorded to ensure reliability. Serialized components are often in contact with the process and require refurbishing several times over their life span. The example I’ll use here are covered rolls used on a paper machine.
“Serialized” spare parts are repairable components, usually expensive and complex, where each individual item needs to be tracked and recorded to ensure reliability. Serialized components are often in contact with the process and require refurbishing several times over their life span. The example I’ll use here are covered rolls used on a paper machine.
Have you ever been sitting on the tarmac waiting for the plane to take off when you hear the pilot make an announcement? Typically, it has something to do with the side of air travel we don’t see, maintenance. Boeing’s pilot and technician outlook reported 610,000 new maintenance technicians will be needed for maintenance, repair, and overhaul services over the next twenty years. Production of aviation maintenance technicians will need to increase by at least 20% to meet the projected workforce demand.
Have you ever been sitting on the tarmac waiting for the plane to take off when you hear the pilot make an announcement? Typically, it has something to do with the side of air travel we don’t see, maintenance. Boeing’s pilot and technician outlook reported 610,000 new maintenance technicians will be needed for maintenance, repair, and overhaul services over the next twenty years. Production of aviation maintenance technicians will need to increase by at least 20% to meet the projected workforce demand.
Total Productive Maintenance (TPM), is a comprehensive maintenance management system that drives all three elements of OEE, namely: machine availability, speed, and quality. This short article will demonstrate how to accelerate your OEE gains by committing to a structured TPM program. The focus of TPM is zero unplanned failures, zero product defects and zero accidents, these are the foundation on which to build the eight pillars of TPM that will support increased productivity through work force empowerment.
Total Productive Maintenance (TPM), is a comprehensive maintenance management system that drives all three elements of OEE, namely: machine availability, speed, and quality. This short article will demonstrate how to accelerate your OEE gains by committing to a structured TPM program. The focus of TPM is zero unplanned failures, zero product defects and zero accidents, these are the foundation on which to build the eight pillars of TPM that will support increased productivity through work force empowerment.
In 1944, Colonel Matthew Thompson rented the entire Grand Hotel in Alabama for $1 and a promise. The Army needed to find a training center near the water as 5,000 soldiers were going to be converted to sailors to board ships headed to the Pacific. Cargo ships were retrofitted into floating maintenance and repair shops to repair aircraft returning from 'Island Hopping' missions in the Pacific Theatre. The machinists and technicians onboard were crucial to the final push in WWII.
In 1944, Colonel Matthew Thompson rented the entire Grand Hotel in Alabama for $1 and a promise. The Army needed to find a training center near the water as 5,000 soldiers were going to be converted to sailors to board ships headed to the Pacific. Cargo ships were retrofitted into floating maintenance and repair shops to repair aircraft returning from 'Island Hopping' missions in the Pacific Theatre. The machinists and technicians onboard were crucial to the final push in WWII.
ISO 15243:2017 is a standard that classifies different modes of failure occurring in service for rolling bearings made of standard bearing steels. For each failure mode, it defines and describes the characteristics, appearance, and possible root causes of failure. The standard aims to assist in the identification of failure modes based on features that are visible on the rolling elements, raceways, and other functional surfaces.
ISO 15243:2017 is a standard that classifies different modes of failure occurring in service for rolling bearings made of standard bearing steels. For each failure mode, it defines and describes the characteristics, appearance, and possible root causes of failure. The standard aims to assist in the identification of failure modes based on features that are visible on the rolling elements, raceways, and other functional surfaces.
The modern world runs on electronic systems that are designed to last many years. The problem is that, over time, the components that make up these circuit boards get tired and die. A technician or engineer armed with the right diagnostic tools and training could diagnose the issue, replace the broken down and generally inexpensive components and save other components in the device from being dumped along with the circuit board. So, why do so many circuit cards, and sometimes entire pieces of equipment, continue to be thrown away?
The modern world runs on electronic systems that are designed to last many years. The problem is that, over time, the components that make up these circuit boards get tired and die. A technician or engineer armed with the right diagnostic tools and training could diagnose the issue, replace the broken down and generally inexpensive components and save other components in the device from being dumped along with the circuit board. So, why do so many circuit cards, and sometimes entire pieces of equipment, continue to be thrown away?
This article will show you how applying the same electrical reliability standards in your plant that we employed on aircraft will enable you to increase your electrical reliability for very little cost. I will also describe how application of these military reliability standards in a paper mill was able to reduce electrical lost time by 60% in just 18 months saving $812,006 in production lost time.
This article will show you how applying the same electrical reliability standards in your plant that we employed on aircraft will enable you to increase your electrical reliability for very little cost. I will also describe how application of these military reliability standards in a paper mill was able to reduce electrical lost time by 60% in just 18 months saving $812,006 in production lost time.
William Santos is the International Sales Manager at ABI Electronics - Manufacturer of Test, Repair & Reverse Engineering Equipment. He had the opportunity to share the mission of "Repair, Don't Waste" with Interesting Engineering. "Repair, Don't Waste" is a movement fighting to reduce e-waste and encourage the repair of industrial electronics. Santos explains why time is up for the break-and-replace mentality, and how the world needs to change to usher in a new era of sustainability in industry.
William Santos is the International Sales Manager at ABI Electronics - Manufacturer of Test, Repair & Reverse Engineering Equipment. He had the opportunity to share the mission of "Repair, Don't Waste" with Interesting Engineering. "Repair, Don't Waste" is a movement fighting to reduce e-waste and encourage the repair of industrial electronics. Santos explains why time is up for the break-and-replace mentality, and how the world needs to change to usher in a new era of sustainability in industry.
Critical thinking is essential for effective maintenance management. As a maintenance manager, you are responsible for overseeing the maintenance, repair, and replacement of equipment, machinery, and other assets. To be an effective maintenance manager, you must also be able to analyze problems, identify root causes, and develop solutions that address the underlying issues. This involves a range of critical thinking skills, such as deductive reasoning, problem-solving, and decision-making.
Critical thinking is essential for effective maintenance management. As a maintenance manager, you are responsible for overseeing the maintenance, repair, and replacement of equipment, machinery, and other assets. To be an effective maintenance manager, you must also be able to analyze problems, identify root causes, and develop solutions that address the underlying issues. This involves a range of critical thinking skills, such as deductive reasoning, problem-solving, and decision-making.
In an era characterized by rapid technological advancements and burgeoning data, industries are constantly seeking methods to enhance efficiency, minimize downtime, and optimize asset utilization. One such method that has emerged at the forefront is Condition Based Maintenance (CBM); a sophisticated, data-driven approach to asset maintenance.
In an era characterized by rapid technological advancements and burgeoning data, industries are constantly seeking methods to enhance efficiency, minimize downtime, and optimize asset utilization. One such method that has emerged at the forefront is Condition Based Maintenance (CBM); a sophisticated, data-driven approach to asset maintenance.
If you work in the maintenance or reliability field, becoming a certified vibration analyst can be a valuable investment in your career. Not only does it demonstrate your expertise and proficiency in analyzing machinery vibration, but it can also open up new career opportunities and increase your earning potential. This article will explore the benefits of becoming a certified vibration analyst and why it's worth considering.
If you work in the maintenance or reliability field, becoming a certified vibration analyst can be a valuable investment in your career. Not only does it demonstrate your expertise and proficiency in analyzing machinery vibration, but it can also open up new career opportunities and increase your earning potential. This article will explore the benefits of becoming a certified vibration analyst and why it's worth considering.
A recent train crash in Balasore, India has resulted in hundreds of casualties and injuries, highlighting the critical need to ensure robust maintenance practices and safety measures are in place. While the investigation is still underway, the Ministry of Railways has identified the root cause of the incident and made recommendations to prevent future accidents.
A recent train crash in Balasore, India has resulted in hundreds of casualties and injuries, highlighting the critical need to ensure robust maintenance practices and safety measures are in place. While the investigation is still underway, the Ministry of Railways has identified the root cause of the incident and made recommendations to prevent future accidents.
Operational Excellence is the practice of continuously maximizing the potential of your people, optimizing your business processes and as a result achieving best in class performance. This best-in-class performance is repeatable if you consistently follow these 8-steps:
Operational Excellence is the practice of continuously maximizing the potential of your people, optimizing your business processes and as a result achieving best in class performance. This best-in-class performance is repeatable if you consistently follow these 8-steps:
This is the 2nd installment of an 8-step process to enable you on your journey to Operational Excellence. Once you have identified areas for improvement you must develop and implement your improvement plan.
This is the 2nd installment of an 8-step process to enable you on your journey to Operational Excellence. Once you have identified areas for improvement you must develop and implement your improvement plan.
This is the 3rd installment of an 8-step process to enable you on your journey to Operational Excellence. Monitoring progress is essential to the continuous improvement process to ensure the implemented changes deliver.
This is the 3rd installment of an 8-step process to enable you on your journey to Operational Excellence. Monitoring progress is essential to the continuous improvement process to ensure the implemented changes deliver.
Today I present the last two steps in the 8-step process to enable you on your journey to Operational Excellence. Commitment to your people and your tools is essential for success.
Today I present the last two steps in the 8-step process to enable you on your journey to Operational Excellence. Commitment to your people and your tools is essential for success.
Many school districts are facing a pressing issue that has far-reaching implications for the safety and efficiency of school transportation. As we’ve seen in other industries, it’s becoming increasingly difficult to hire and retain experienced maintenance technicians. This is no different in the world of diesel mechanics. Some schools are looking to increase pay to compete with the trucking industry while others are employing their students to perform school bus maintenance.
Many school districts are facing a pressing issue that has far-reaching implications for the safety and efficiency of school transportation. As we’ve seen in other industries, it’s becoming increasingly difficult to hire and retain experienced maintenance technicians. This is no different in the world of diesel mechanics. Some schools are looking to increase pay to compete with the trucking industry while others are employing their students to perform school bus maintenance.
The Navy is grappling with a significant maintenance backlog, hindering its ability to ensure the readiness and availability of its fleet. The $1.8 billion backlog has been attributed to a range of factors including crew shortages, lack of spare parts, and limited shipyards. To address this pressing issue, the Navy has turned to innovative solutions to expedite maintenance processes, alleviate the backlog, and reduce repair time in shipyards.
The Navy is grappling with a significant maintenance backlog, hindering its ability to ensure the readiness and availability of its fleet. The $1.8 billion backlog has been attributed to a range of factors including crew shortages, lack of spare parts, and limited shipyards. To address this pressing issue, the Navy has turned to innovative solutions to expedite maintenance processes, alleviate the backlog, and reduce repair time in shipyards.
In 2018 an explosion at Wisconsin’s only oil refinery injured dozens and caused thousands to evacuate. Five years later, the refinery is set to reopen following a $1.2 billion rebuild and multiple safety recommendations from federal agencies. In March 2023 the refinery, now owned by Cenovus Energy, began introducing crude oil aiming to resume full operations by the end of June.
In 2018 an explosion at Wisconsin’s only oil refinery injured dozens and caused thousands to evacuate. Five years later, the refinery is set to reopen following a $1.2 billion rebuild and multiple safety recommendations from federal agencies. In March 2023 the refinery, now owned by Cenovus Energy, began introducing crude oil aiming to resume full operations by the end of June.
In today's fast-paced industrial landscape, minimizing downtime is crucial for businesses to maintain productivity and profitability. Equipment breakdowns, maintenance delays, and inefficient processes can lead to significant downtime, resulting in lost revenue and increased costs. However, with the right tools and strategies in place, such as a Computerized Maintenance Management System (CMMS), organizations can effectively reduce downtime and optimize their operations.
In today's fast-paced industrial landscape, minimizing downtime is crucial for businesses to maintain productivity and profitability. Equipment breakdowns, maintenance delays, and inefficient processes can lead to significant downtime, resulting in lost revenue and increased costs. However, with the right tools and strategies in place, such as a Computerized Maintenance Management System (CMMS), organizations can effectively reduce downtime and optimize their operations.
Criticality analysis is a structured process to quantify how important an asset is to the organization by determining the level of risk specific failure modes pose. Criticality analysis is used extensively in high-risk industries like petrochemical, mining and chemical processing. By varying the level of detail, any organization can use the process to reduce risk and lower overall manufacturing costs.
Criticality analysis is a structured process to quantify how important an asset is to the organization by determining the level of risk specific failure modes pose. Criticality analysis is used extensively in high-risk industries like petrochemical, mining and chemical processing. By varying the level of detail, any organization can use the process to reduce risk and lower overall manufacturing costs.
In late June, a crack in a column of the Fury 325, a 95 mph “giga coaster” threatened the safety of passengers at Carowinds Amusement Park in Charlotte, North Carolina. The crack was likely apparent for a week before a now viral video posted by a park patron encouraged the park to shut down the ride.
In late June, a crack in a column of the Fury 325, a 95 mph “giga coaster” threatened the safety of passengers at Carowinds Amusement Park in Charlotte, North Carolina. The crack was likely apparent for a week before a now viral video posted by a park patron encouraged the park to shut down the ride.
For far too long, particularly in industry, soft skills have been seen as the responsibility of HR while the operations department, maintenance, logistics, finance, etc. concentrate on the hard skills that generate value. As somewhat of a disruptor I take a contrary view. Firstly, why spend any time at all on soft skills if they do not contribute to the bottom line? Secondly, if they do contribute to the bottom line then all leadership should become expert in these soft skills and not abdicate the responsibility to HR.
For far too long, particularly in industry, soft skills have been seen as the responsibility of HR while the operations department, maintenance, logistics, finance, etc. concentrate on the hard skills that generate value. As somewhat of a disruptor I take a contrary view. Firstly, why spend any time at all on soft skills if they do not contribute to the bottom line? Secondly, if they do contribute to the bottom line then all leadership should become expert in these soft skills and not abdicate the responsibility to HR.
Industrial steam cleaning (and all steam cleaning) provides a number of benefits compared to traditional cleaning practices. When the “true costs” of maintenance cleaning are taken into account. True costs include all labor, equipment, and supplies plus the added value of quality cleaning for high value assets.
Industrial steam cleaning (and all steam cleaning) provides a number of benefits compared to traditional cleaning practices. When the “true costs” of maintenance cleaning are taken into account. True costs include all labor, equipment, and supplies plus the added value of quality cleaning for high value assets.
It is imperative that equipment and staff at your organization have the ability to do what is asked of them when called on. This enables effective execution of operations and the business plan on a daily basis, ensuring the success of your business. People are arguably the most important asset driving the success of an organization next to physical assets. Employee reliability at your organization must be established, just like the equipment that the people in maintenance were hired to manage and maintain.
It is imperative that equipment and staff at your organization have the ability to do what is asked of them when called on. This enables effective execution of operations and the business plan on a daily basis, ensuring the success of your business. People are arguably the most important asset driving the success of an organization next to physical assets. Employee reliability at your organization must be established, just like the equipment that the people in maintenance were hired to manage and maintain.
On March 24, 2023, a deadly explosion erupted at a chocolate factory in West Reading, Pennsylvania. The explosion at the R.M. Palmer Co. plant occurred around 4:55 pm, flattening one building and damaging several structures nearby. As a result of the incident 7 people lost their lives, 11 were injured, and 3 families were displaced from their homes. The National Transportation and Safety Board’s (NTSB) most recent report concluded a natural gas leak may have contributed to the chocolate factory explosion.
On March 24, 2023, a deadly explosion erupted at a chocolate factory in West Reading, Pennsylvania. The explosion at the R.M. Palmer Co. plant occurred around 4:55 pm, flattening one building and damaging several structures nearby. As a result of the incident 7 people lost their lives, 11 were injured, and 3 families were displaced from their homes. The National Transportation and Safety Board’s (NTSB) most recent report concluded a natural gas leak may have contributed to the chocolate factory explosion.
Standard Job Plans (SJPs) are the product of the planning process. Work crews that have access to well documented SJPs perform higher quality and more consistent work. Using SJPs, effort isn’t wasted on searching for needed information while in the field. SJPs streamline the planning process by allowing planners to refine past plans instead of starting from scratch for each job. SJPs also support a positive plant culture by providing a mechanism for continuous improvement.
Standard Job Plans (SJPs) are the product of the planning process. Work crews that have access to well documented SJPs perform higher quality and more consistent work. Using SJPs, effort isn’t wasted on searching for needed information while in the field. SJPs streamline the planning process by allowing planners to refine past plans instead of starting from scratch for each job. SJPs also support a positive plant culture by providing a mechanism for continuous improvement.
Over the past 5 years, exponential improvements in unmanned aircraft technology have enabled a revolution in industrial inspection processes. As drones become highly autonomous, more reliable, affordable, and integrated with a wider variety of sensor systems, their impact on the inspection process and maintenance efforts has increased significantly.
Over the past 5 years, exponential improvements in unmanned aircraft technology have enabled a revolution in industrial inspection processes. As drones become highly autonomous, more reliable, affordable, and integrated with a wider variety of sensor systems, their impact on the inspection process and maintenance efforts has increased significantly.
In the dynamic realm of industrial manufacturing, the adoption of predictive maintenance has brought about a remarkable paradigm shift. By harnessing the potential of data analytics and machine learning, industrial enterprises can now proactively anticipate and address equipment downtime, unlocking a multitude of benefits. This article delves into the future of predictive maintenance, exploring cutting-edge technologies and trends that are reshaping the industry landscape and empowering manufacturers to achieve operational excellence.
In the dynamic realm of industrial manufacturing, the adoption of predictive maintenance has brought about a remarkable paradigm shift. By harnessing the potential of data analytics and machine learning, industrial enterprises can now proactively anticipate and address equipment downtime, unlocking a multitude of benefits. This article delves into the future of predictive maintenance, exploring cutting-edge technologies and trends that are reshaping the industry landscape and empowering manufacturers to achieve operational excellence.
We are constantly reading news about industrial accidents and safety violations. Coming up on Safe+Sound Week, why don’t we focus on something positive? This week, we are highlighting OSHA's Voluntary Protection Programs (VPP).
We are constantly reading news about industrial accidents and safety violations. Coming up on Safe+Sound Week, why don’t we focus on something positive? This week, we are highlighting OSHA's Voluntary Protection Programs (VPP).
In every industry, particularly manufacturing, businesses depend on a diverse array of physical assets to meet customer expectations. Certain assets, while not necessarily the most expensive, are fundamental to the production of goods or services, underlining their significance in operational processes. The disruption of these pivotal assets can trigger a domino effect, disrupting the entire supply chain and potentially halting operations. Therefore, it is imperative for businesses to implement comprehensive maintenance management strategies for these key assets.
In every industry, particularly manufacturing, businesses depend on a diverse array of physical assets to meet customer expectations. Certain assets, while not necessarily the most expensive, are fundamental to the production of goods or services, underlining their significance in operational processes. The disruption of these pivotal assets can trigger a domino effect, disrupting the entire supply chain and potentially halting operations. Therefore, it is imperative for businesses to implement comprehensive maintenance management strategies for these key assets.
The US is facing a manufacturing workforce shortage due to retirement, a focus on college instead of trades, lack of access, among other factors. What is being done to remedy this quickly growing problem?
The US is facing a manufacturing workforce shortage due to retirement, a focus on college instead of trades, lack of access, among other factors. What is being done to remedy this quickly growing problem?
Making the decision to shift maintenance operations from manual methods to software is a huge step. The process can also be overwhelming and confusing for many professionals especially if you have had little to no experience with maintenance and asset management software in the past.
Making the decision to shift maintenance operations from manual methods to software is a huge step. The process can also be overwhelming and confusing for many professionals especially if you have had little to no experience with maintenance and asset management software in the past.
An investigation has uncovered the reasons the Ohio foundry steam explosion occurred. In late February at a metals plant in Ohio, a steam explosion caused 1 fatality and sent 15 other crew members to the hospital, 2 in critical condition at the time. This is an update to the article posted 2/22/23.
An investigation has uncovered the reasons the Ohio foundry steam explosion occurred. In late February at a metals plant in Ohio, a steam explosion caused 1 fatality and sent 15 other crew members to the hospital, 2 in critical condition at the time. This is an update to the article posted 2/22/23.
Running low on spare parts? Just pop into the warehouse and fire up the printer. That’s what one company, Deutsche Bahn (DB) is doing, and the results are nothing short of extraordinary. With the power of 3D printing, DB has successfully produced a total of 100,000 spare parts ushering in a new era of efficiency, cost savings, and resource optimization in train maintenance operations.
Running low on spare parts? Just pop into the warehouse and fire up the printer. That’s what one company, Deutsche Bahn (DB) is doing, and the results are nothing short of extraordinary. With the power of 3D printing, DB has successfully produced a total of 100,000 spare parts ushering in a new era of efficiency, cost savings, and resource optimization in train maintenance operations.
In most buildings, critical pipes carrying water and natural gas; cables carrying data and electricity; ventilation pipes carrying cool or warm air, are all typically hidden behind walls, out of sight. The facilities team needs to see them. They need to know where everything is and what each pipe connects to so that they can always maintain and ensure the proper functioning of these conduits. So how does one see through walls?
In most buildings, critical pipes carrying water and natural gas; cables carrying data and electricity; ventilation pipes carrying cool or warm air, are all typically hidden behind walls, out of sight. The facilities team needs to see them. They need to know where everything is and what each pipe connects to so that they can always maintain and ensure the proper functioning of these conduits. So how does one see through walls?
Let me get right to it. I don’t think the P-F curve is really a curve anymore. Rather it is more like a cliff. We march right up to the edge with all our preventive maintenance activities and the equipment fails anyway. No gentle path downwards to follow, giving us lots of time to head off trouble. No, things simply go bad very quickly. The idea is to avoid the cliff. Stay back a safe distance and enjoy the view vs. extending your toes over the edge for a thrill.
Let me get right to it. I don’t think the P-F curve is really a curve anymore. Rather it is more like a cliff. We march right up to the edge with all our preventive maintenance activities and the equipment fails anyway. No gentle path downwards to follow, giving us lots of time to head off trouble. No, things simply go bad very quickly. The idea is to avoid the cliff. Stay back a safe distance and enjoy the view vs. extending your toes over the edge for a thrill.
When you think about solar farm maintenance, sheep may be the last workers you think of hiring. But, they come with a host of benefits. Solar installations require extensive maintenance efforts to control vegetation and sheep grazing provides a new cost-effective solution. This innovative practice allows solar farms to maintain ground cover, control vegetation, reduce fire risk, and lower O&M expenditures.
When you think about solar farm maintenance, sheep may be the last workers you think of hiring. But, they come with a host of benefits. Solar installations require extensive maintenance efforts to control vegetation and sheep grazing provides a new cost-effective solution. This innovative practice allows solar farms to maintain ground cover, control vegetation, reduce fire risk, and lower O&M expenditures.
With the approaching end of support for Maximo 7.6, the 2023 DCMUG will be dedicated to helping IBM Maximo clients understand how to map a seamless transition to the new Maximo Application Suite and RedHat Open Shift environment.
With the approaching end of support for Maximo 7.6, the 2023 DCMUG will be dedicated to helping IBM Maximo clients understand how to map a seamless transition to the new Maximo Application Suite and RedHat Open Shift environment.
In today’s fast-paced and technology-driven world, the role of facility managers is rapidly evolving, becoming more strategic and encompassing a broader scope of responsibilities. Gone are the days of simply managing work orders and third-party vendors. Nowadays, facility managers are tasked with streamlining workflows to ensure uninterrupted operations and leveraging the right tools for overall operational effectiveness.
In today’s fast-paced and technology-driven world, the role of facility managers is rapidly evolving, becoming more strategic and encompassing a broader scope of responsibilities. Gone are the days of simply managing work orders and third-party vendors. Nowadays, facility managers are tasked with streamlining workflows to ensure uninterrupted operations and leveraging the right tools for overall operational effectiveness.
In the course of my five-year doctoral research project to develop a leadership model for Operational Excellence, a pivotal insight emerged - 'Every Interaction is an Opportunity.' While the significance in the research of common leadership behaviors and traits such as communication, respect, humility, and authenticity were expected and well represented, exploiting ‘interaction as opportunity’ was new. In this context, I delve into the advantages of embracing this opportunity and how its application has empowered me to drive business success.
In the course of my five-year doctoral research project to develop a leadership model for Operational Excellence, a pivotal insight emerged - 'Every Interaction is an Opportunity.' While the significance in the research of common leadership behaviors and traits such as communication, respect, humility, and authenticity were expected and well represented, exploiting ‘interaction as opportunity’ was new. In this context, I delve into the advantages of embracing this opportunity and how its application has empowered me to drive business success.
The technical database is all the information needed to plan and schedule efficiently and effectively. Having the eight components of the technical database in place will allow quick determination of the what, how, how long, who, and when of a maintenance job. Application of three simple best practices will generate the most value from the technical database. Focus on developing a technical database that is accurate, accessible, and applied.
The technical database is all the information needed to plan and schedule efficiently and effectively. Having the eight components of the technical database in place will allow quick determination of the what, how, how long, who, and when of a maintenance job. Application of three simple best practices will generate the most value from the technical database. Focus on developing a technical database that is accurate, accessible, and applied.
This year we are seeing big changes in industrial manufacturing due to new advances in technology and automation, and we are all trying to keep up. Many companies are investing in large-scale facility upgrades to incorporate these new technologies and keep up with demand. From their experiences, we are learning about benefits, challenges, and effects on processes that facility upgrades can bring. A focus on designing for reliability will be essential in planning these upgrades.
This year we are seeing big changes in industrial manufacturing due to new advances in technology and automation, and we are all trying to keep up. Many companies are investing in large-scale facility upgrades to incorporate these new technologies and keep up with demand. From their experiences, we are learning about benefits, challenges, and effects on processes that facility upgrades can bring. A focus on designing for reliability will be essential in planning these upgrades.
Driving user adoption of the CMMS is by no means an insurmountable problem, but still remains an issue that cannot be overlooked. Without technicians’ buy-in, the full benefits of the system will not be achieved. Before getting into the ways that to encourage maintenance technicians to adopt CMMS software, let’s begin with a brief overview of the issues that lead to their reluctance in the first place.
Driving user adoption of the CMMS is by no means an insurmountable problem, but still remains an issue that cannot be overlooked. Without technicians’ buy-in, the full benefits of the system will not be achieved. Before getting into the ways that to encourage maintenance technicians to adopt CMMS software, let’s begin with a brief overview of the issues that lead to their reluctance in the first place.
Due to a particularly harsh and active hurricane season, the US Chemical Safety Board is urging chemical companies to properly prepare facilities for extreme weather as soon as possible. With increasingly frequent and damaging weather on the rise due to climate change, it is important to have a plan in place for hurricanes and other natural disasters to protect the site personnel and people living in the surrounding area from harm and danger related to compromised production facilities.
Due to a particularly harsh and active hurricane season, the US Chemical Safety Board is urging chemical companies to properly prepare facilities for extreme weather as soon as possible. With increasingly frequent and damaging weather on the rise due to climate change, it is important to have a plan in place for hurricanes and other natural disasters to protect the site personnel and people living in the surrounding area from harm and danger related to compromised production facilities.
Manufacturing organizations are making a change from standard CNC type lathing and milling machines to newer Swiss-style lathes for the production of high-quality parts in large volumes. What are the reasons for the switch? Traditional CNC lathing and milling machines can involve four different setup processes requiring more than one crew member to run, while the more compact and faster Swiss style machines allow operators to process the entire part in one operation.
Manufacturing organizations are making a change from standard CNC type lathing and milling machines to newer Swiss-style lathes for the production of high-quality parts in large volumes. What are the reasons for the switch? Traditional CNC lathing and milling machines can involve four different setup processes requiring more than one crew member to run, while the more compact and faster Swiss style machines allow operators to process the entire part in one operation.
As a facility manager, it’s important to implement strategies that help prevent surprise breakdowns from occurring. As part of those strategies, you must develop a plan that encourages preventive maintenance, not reactive maintenance. In many situations, waiting for a problem to arise will cost more money to fix than taking proactive measures to prevent it. There are various best practices that should be considered when preventive maintenance becomes a part of your overall facility maintenance strategy. As it pertains to our expertise, we will be focusing on preventive maintenance for unit heaters.
As a facility manager, it’s important to implement strategies that help prevent surprise breakdowns from occurring. As part of those strategies, you must develop a plan that encourages preventive maintenance, not reactive maintenance. In many situations, waiting for a problem to arise will cost more money to fix than taking proactive measures to prevent it. There are various best practices that should be considered when preventive maintenance becomes a part of your overall facility maintenance strategy. As it pertains to our expertise, we will be focusing on preventive maintenance for unit heaters.
In a recent article I talked about linear and nonlinear systems and how the output of these systems contain frequencies, such as harmonics and sidebands, that are not in the inputs. In this article I want to share a short video I made with my signal processing simulator that demonstrates the concepts. You will want to watch the video with the sound on.
In a recent article I talked about linear and nonlinear systems and how the output of these systems contain frequencies, such as harmonics and sidebands, that are not in the inputs. In this article I want to share a short video I made with my signal processing simulator that demonstrates the concepts. You will want to watch the video with the sound on.
Although ubiquity may not be the most exciting concept, it is the goal. It means that your product is reliable, high quality, and valuable – which keeps your clients coming back. You want your brand to be the go-to of the product you make. Being commonplace doesn’t sound great, but it’s right where you want to be. So how do we achieve ubiquity?
Although ubiquity may not be the most exciting concept, it is the goal. It means that your product is reliable, high quality, and valuable – which keeps your clients coming back. You want your brand to be the go-to of the product you make. Being commonplace doesn’t sound great, but it’s right where you want to be. So how do we achieve ubiquity?
Augmented reality (AR) is emerging as a solution to enhance maintenance programs and mitigate the technician shortage. AR for maintenance has the potential to transform organizations' maintenance programs by improving maintenance efficiency and accuracy in a time when skilled technicians are in high demand.
Augmented reality (AR) is emerging as a solution to enhance maintenance programs and mitigate the technician shortage. AR for maintenance has the potential to transform organizations' maintenance programs by improving maintenance efficiency and accuracy in a time when skilled technicians are in high demand.
Much has been written on the subject of the “root cause” and “root cause analysis” (RCA) of failures and it is a subject on which it is worth spending considerable time and effort. But first, lets define a “root cause”.
Much has been written on the subject of the “root cause” and “root cause analysis” (RCA) of failures and it is a subject on which it is worth spending considerable time and effort. But first, lets define a “root cause”.
The US Navy is facing significant challenges procuring spare parts for their submarine fleet, greatly impacting their maintenance program. Nearly 40% of the Navy’s attack submarines are either undergoing repairs or awaiting maintenance. The issue has been attributed to a shortage of skilled workers, delays at shipyards, and disruptions in the supply chain.
The US Navy is facing significant challenges procuring spare parts for their submarine fleet, greatly impacting their maintenance program. Nearly 40% of the Navy’s attack submarines are either undergoing repairs or awaiting maintenance. The issue has been attributed to a shortage of skilled workers, delays at shipyards, and disruptions in the supply chain.
Magnetic drive pumps (also called magdrive pumps) come in three varieties – canned motor pumps, all metal pumps, and plastic lined metal pumps. They are sealless and cannot leak into the environment. Long, repair-free service life depends on recognizing the limitations of these pumps. This article covers issues with using direct mounted, lined magdrive pumps experienced ‘in the field’.
Magnetic drive pumps (also called magdrive pumps) come in three varieties – canned motor pumps, all metal pumps, and plastic lined metal pumps. They are sealless and cannot leak into the environment. Long, repair-free service life depends on recognizing the limitations of these pumps. This article covers issues with using direct mounted, lined magdrive pumps experienced ‘in the field’.
Psychological safety is crucial for building high-performance teams in all areas of business as it fosters an environment where team members feel safe to express themselves, take risks, share ideas, and collaborate effectively. With over 30 years in industry developing high performance teams, here are some of the benefits I have seen to growing psychological safety in the workplace.
Psychological safety is crucial for building high-performance teams in all areas of business as it fosters an environment where team members feel safe to express themselves, take risks, share ideas, and collaborate effectively. With over 30 years in industry developing high performance teams, here are some of the benefits I have seen to growing psychological safety in the workplace.
The following is a brief description of this short video on modulation, demodulation and enveloping in vibration. I'd recommend pausing the video at various times to take a closer look at what is happening to make sure you understand the concepts.
The following is a brief description of this short video on modulation, demodulation and enveloping in vibration. I'd recommend pausing the video at various times to take a closer look at what is happening to make sure you understand the concepts.
As the focus strengthens on renewable energy, hydropower is being touted by the US Department of Energy as the future, providing 100% clean electricity by 2035. How does hydropower work and how can it help? Are there drawbacks? What will need to be addressed for reliability and maintenance in hydropower facilities?
As the focus strengthens on renewable energy, hydropower is being touted by the US Department of Energy as the future, providing 100% clean electricity by 2035. How does hydropower work and how can it help? Are there drawbacks? What will need to be addressed for reliability and maintenance in hydropower facilities?
Numerous articles espouse the benefits of implementing a CMMS. Regardless of the source, the overall takeaway is that a CMMS can significantly improve maintenance operations in various businesses across industry sectors. However, the question remains, “How do these benefits realistically translate into achievable and tangible goals during the first year following implementation?”
Numerous articles espouse the benefits of implementing a CMMS. Regardless of the source, the overall takeaway is that a CMMS can significantly improve maintenance operations in various businesses across industry sectors. However, the question remains, “How do these benefits realistically translate into achievable and tangible goals during the first year following implementation?”
Advances in conveyor belting fabrication abilities and materials in recent years are improving processes related to the food industry. They allow for easier repair, more efficiency, and most importantly, better food safety. What are the recent changes to belts? What are the best ways to improve reliability and perform conveyor belt PM?
Advances in conveyor belting fabrication abilities and materials in recent years are improving processes related to the food industry. They allow for easier repair, more efficiency, and most importantly, better food safety. What are the recent changes to belts? What are the best ways to improve reliability and perform conveyor belt PM?
Are you looking for ways to improve maintenance work execution? Are your planning and scheduling processes not generating the desired results? Does it seem like a struggle to find the information you need to define the what, how, how long, who, and when of a maintenance job? Take a three-part technical database survey on the technical database to uncover what a poor system is costing you. As a token of our appreciation for completing all three surveys, you’ll receive a customized report and a free 20-minute consultation with an expert from IDCON.
Are you looking for ways to improve maintenance work execution? Are your planning and scheduling processes not generating the desired results? Does it seem like a struggle to find the information you need to define the what, how, how long, who, and when of a maintenance job? Take a three-part technical database survey on the technical database to uncover what a poor system is costing you. As a token of our appreciation for completing all three surveys, you’ll receive a customized report and a free 20-minute consultation with an expert from IDCON.
The rapid advancements in drone technology have brought high-performance drones to the forefront in several industries, leading to enhanced efficiencies and improved outcomes. However, the persistent concerns surrounding drone data security cannot be simply wished away. Organizations need to find a middle ground, one where they can acquire drones that deliver on their operational mandate, are cost-effective but also secure the data they hold. Because the tech is only going to get more powerful – but it doesn’t have to be at the expense of integrity and security of user data.
The rapid advancements in drone technology have brought high-performance drones to the forefront in several industries, leading to enhanced efficiencies and improved outcomes. However, the persistent concerns surrounding drone data security cannot be simply wished away. Organizations need to find a middle ground, one where they can acquire drones that deliver on their operational mandate, are cost-effective but also secure the data they hold. Because the tech is only going to get more powerful – but it doesn’t have to be at the expense of integrity and security of user data.
In the manufacturing industry, having the right spare parts in the right place when you need them is key to making sure your facility is operating efficiently. Developing technology such as vision picking, predictive analytics, and more are rapidly transforming the way spare parts management programs function across industries. Storeroom and spare parts organization is typically an area where we see opportunities for improvement in many organizations. What does a good storeroom look like? What are best practices in spare parts management? How can we use new technology and trends to organize and optimize the storeroom?
In the manufacturing industry, having the right spare parts in the right place when you need them is key to making sure your facility is operating efficiently. Developing technology such as vision picking, predictive analytics, and more are rapidly transforming the way spare parts management programs function across industries. Storeroom and spare parts organization is typically an area where we see opportunities for improvement in many organizations. What does a good storeroom look like? What are best practices in spare parts management? How can we use new technology and trends to organize and optimize the storeroom?
When I am working with clients across multiple disciplines, I am sometimes surprised when they tell me they have the wrong people in some key positions and my task as the business coach or consultant will be to turn these wrong people into the right people. So, what went wrong? I believe there are two answers to this question. Either their hiring process was not up to the job, or in the time the employee had been with the company, the company had turned the right person into the wrong person.
When I am working with clients across multiple disciplines, I am sometimes surprised when they tell me they have the wrong people in some key positions and my task as the business coach or consultant will be to turn these wrong people into the right people. So, what went wrong? I believe there are two answers to this question. Either their hiring process was not up to the job, or in the time the employee had been with the company, the company had turned the right person into the wrong person.
We have all seen it or done it before. Very busy people trying to do their jobs yet having to fuss with a grumpy piece of equipment. Banging and flailing about to bring the expensive tool back to an operational state. Our exceptional people are usually successful. Equipment is back in service for the moment then we all move on to the next task. Often “downtime,” is looked upon as a big negative and source of cost to the business. But allow us to posit that it’s the time fussing around with cantankerous… aka non-healthy… equipment that is the real source of business inefficiency and staff frustration.
We have all seen it or done it before. Very busy people trying to do their jobs yet having to fuss with a grumpy piece of equipment. Banging and flailing about to bring the expensive tool back to an operational state. Our exceptional people are usually successful. Equipment is back in service for the moment then we all move on to the next task. Often “downtime,” is looked upon as a big negative and source of cost to the business. But allow us to posit that it’s the time fussing around with cantankerous… aka non-healthy… equipment that is the real source of business inefficiency and staff frustration.
The way your asset management system is set up and used, particularly the asset register, will play a major role in determining the ability of your maintenance organization to effectively operate. Data must be gathered at the appropriate level to allow it to be used, then summarized and reported on if necessary.
The way your asset management system is set up and used, particularly the asset register, will play a major role in determining the ability of your maintenance organization to effectively operate. Data must be gathered at the appropriate level to allow it to be used, then summarized and reported on if necessary.
While ammonia offers reliable and cost-effective solutions for industrial refrigeration, its toxicity poses significant risks to personnel and communities if not handled properly. o address these challenges, the integration of predictive maintenance and a CMMS emerges as a crucial strategy.
While ammonia offers reliable and cost-effective solutions for industrial refrigeration, its toxicity poses significant risks to personnel and communities if not handled properly. o address these challenges, the integration of predictive maintenance and a CMMS emerges as a crucial strategy.
This article will describe the Lean Manufacturing methodology of Single-Minute Exchange of Dies (SMED), explain its value to your business, and outline the SMED process as a series of simple steps that you can replicate in your organization. It will detail examples from actual SMED events where SMED has given time back to the business turning wasted time into productivity and revenue.
This article will describe the Lean Manufacturing methodology of Single-Minute Exchange of Dies (SMED), explain its value to your business, and outline the SMED process as a series of simple steps that you can replicate in your organization. It will detail examples from actual SMED events where SMED has given time back to the business turning wasted time into productivity and revenue.
The magnitude of the diesel technician shortage in the United States is creating significant challenges for the transportation industry. To combat this shortage, efforts are being made to encourage students to pursue a career as a diesel technician, with innovative initiatives aimed at piquing their interest.
The magnitude of the diesel technician shortage in the United States is creating significant challenges for the transportation industry. To combat this shortage, efforts are being made to encourage students to pursue a career as a diesel technician, with innovative initiatives aimed at piquing their interest.
Traditionally, the cost factor was the north star metric for facilities management companies (FMs). However, organizations began to recognize the significant business value and insight the efficient management of their facilities could represent for their operations, with technology as an enabler for this paradigm shift.
Traditionally, the cost factor was the north star metric for facilities management companies (FMs). However, organizations began to recognize the significant business value and insight the efficient management of their facilities could represent for their operations, with technology as an enabler for this paradigm shift.
Diagnosing a bent shaft with vibration analysis is easy to do, especially when you can visualize its movement using 3D animations. Vibration patterns for different faults can look similar to each other. This is why it is always best to start with the machine, consider what faults are most likely and then take data in the proper test points and axes to find the most likely faults. It can get complicated, but 3D animations make it easier to visualize what is going on.
Diagnosing a bent shaft with vibration analysis is easy to do, especially when you can visualize its movement using 3D animations. Vibration patterns for different faults can look similar to each other. This is why it is always best to start with the machine, consider what faults are most likely and then take data in the proper test points and axes to find the most likely faults. It can get complicated, but 3D animations make it easier to visualize what is going on.
Recent incidents such as lead found in Hershey’s chocolate products and WanaBana applesauce pouches are shining the light on lead contamination in the food and beverage industry. What are the risks that lead exposure (and other heavy metals) pose to people who consume the products – and to those in the manufacturing facilities who make the products? What can be done at a facility level to promote safety for maintenance crews?
Recent incidents such as lead found in Hershey’s chocolate products and WanaBana applesauce pouches are shining the light on lead contamination in the food and beverage industry. What are the risks that lead exposure (and other heavy metals) pose to people who consume the products – and to those in the manufacturing facilities who make the products? What can be done at a facility level to promote safety for maintenance crews?
The Computerized Maintenance Management System can be the digital backbone for maintenance, providing streamlined planning and execution, parts management, and data-driven decisions that importantly drive reduced downtime. Yet, for many manufacturing enterprises, the CMMS has earned a dubious reputation – as the place where data goes to die.
The Computerized Maintenance Management System can be the digital backbone for maintenance, providing streamlined planning and execution, parts management, and data-driven decisions that importantly drive reduced downtime. Yet, for many manufacturing enterprises, the CMMS has earned a dubious reputation – as the place where data goes to die.
The burgeoning Computerized Maintenance Management System (CMMS) market is a testament to its widespread appeal and demonstrated value to businesses across industry sectors. The software’s ability to streamline and automate maintenance processes, leading to increased operational efficiency, is a drawing card. Specifically, the CMMS’s appeal lies in its ability to optimize maintenance operations, enhance asset reliability, and ultimately contribute to an organization's overall productivity and profitability.
The burgeoning Computerized Maintenance Management System (CMMS) market is a testament to its widespread appeal and demonstrated value to businesses across industry sectors. The software’s ability to streamline and automate maintenance processes, leading to increased operational efficiency, is a drawing card. Specifically, the CMMS’s appeal lies in its ability to optimize maintenance operations, enhance asset reliability, and ultimately contribute to an organization's overall productivity and profitability.
The first way an improved technical database adds value is by increasing the productivity of the maintenance crews. Another value of an improved technical database is that planners can be more efficient. Downtime can also be reduced with an improved technical database. Apply best practices of the technical database to improve your organization.
The first way an improved technical database adds value is by increasing the productivity of the maintenance crews. Another value of an improved technical database is that planners can be more efficient. Downtime can also be reduced with an improved technical database. Apply best practices of the technical database to improve your organization.
Manufacturing apprenticeships offer substantial benefits for individuals and employers and are experiencing a resurgence in popularity after being underutilized for many years. The reluctance towards apprenticeships is now being addressed through educational and nonprofit initiatives worldwide. The current landscape of manufacturing apprenticeship programs reflects a hopeful shift towards recognizing and leveraging the value of these initiatives for building a resilient and skilled workforce
Manufacturing apprenticeships offer substantial benefits for individuals and employers and are experiencing a resurgence in popularity after being underutilized for many years. The reluctance towards apprenticeships is now being addressed through educational and nonprofit initiatives worldwide. The current landscape of manufacturing apprenticeship programs reflects a hopeful shift towards recognizing and leveraging the value of these initiatives for building a resilient and skilled workforce
Have you heard of an automated kiosk? You won’t be late to any session, there will be no frustrations with seeking directions, and no getting lost in large facilities. You are in control. Your customer just had a great convention navigation experience.
Have you heard of an automated kiosk? You won’t be late to any session, there will be no frustrations with seeking directions, and no getting lost in large facilities. You are in control. Your customer just had a great convention navigation experience.
The surge in battery manufacturing in the US, fueled by a significant investment of up to $3.5 billion from the Infrastructure Law, marks a pivotal step towards achieving a net-zero emissions economy by 2050 and a notable shift towards electric vehicles. The funds are set for upgrading facilities, creating well-paid union jobs, and establishing a robust domestic supply chain. What new technology is being applied? How do we keep manufacturing personnel safe in these facilities?
The surge in battery manufacturing in the US, fueled by a significant investment of up to $3.5 billion from the Infrastructure Law, marks a pivotal step towards achieving a net-zero emissions economy by 2050 and a notable shift towards electric vehicles. The funds are set for upgrading facilities, creating well-paid union jobs, and establishing a robust domestic supply chain. What new technology is being applied? How do we keep manufacturing personnel safe in these facilities?
What you are doing vs. what you should be doing can often be different things. If you think that your efforts are only to increase uptime (or decrease downtime) then you are not seeing the entire picture. Yes, uptime and maintenance budgets are important, as are the needs of the Operations teams, but in the end, it’s the association your efforts have with the corporate goals that should be the driver.
What you are doing vs. what you should be doing can often be different things. If you think that your efforts are only to increase uptime (or decrease downtime) then you are not seeing the entire picture. Yes, uptime and maintenance budgets are important, as are the needs of the Operations teams, but in the end, it’s the association your efforts have with the corporate goals that should be the driver.
The last of the ‘baby boomer’ generation are now retiring from the workplace. As they walk out of the door of your business for the last time, they are taking with them a lifetime's experience from old-school apprenticeship programmes to a lifetime of fault diagnosis and learning in the ‘university of life.’ That experience is what helped your business grow, become successful, and kept your customers happy and returning with repeat orders! So, what can be achieved in the time before valued employees retire for knowledge capture and knowledge transfer so your business can maintain momentum?
The last of the ‘baby boomer’ generation are now retiring from the workplace. As they walk out of the door of your business for the last time, they are taking with them a lifetime's experience from old-school apprenticeship programmes to a lifetime of fault diagnosis and learning in the ‘university of life.’ That experience is what helped your business grow, become successful, and kept your customers happy and returning with repeat orders! So, what can be achieved in the time before valued employees retire for knowledge capture and knowledge transfer so your business can maintain momentum?
Asset Managers are expected to provide an annual budget and periodic cost reporting against that budget. Traditionally creating a budget has been mostly guesswork and is justified by previous year’s budgets with an inflation adjustment. There is no opportunity for improvement, and often senior management will request cost cutting due to economic conditions, making it difficult for the maintenance manager to argue a case for maintaining their budget. A better approach that supports continuous improvement and enables the maintenance manager to control and justify costs is to use zero-based budgeting in SAP.
Asset Managers are expected to provide an annual budget and periodic cost reporting against that budget. Traditionally creating a budget has been mostly guesswork and is justified by previous year’s budgets with an inflation adjustment. There is no opportunity for improvement, and often senior management will request cost cutting due to economic conditions, making it difficult for the maintenance manager to argue a case for maintaining their budget. A better approach that supports continuous improvement and enables the maintenance manager to control and justify costs is to use zero-based budgeting in SAP.
What is the foundation to increased uptime? Preventing failures and extending equipment life. It is essential to define best practices for leadership to clearly communicate the organization’s direction for reliability improvements. Are you implementing the following best practices in your plant?
What is the foundation to increased uptime? Preventing failures and extending equipment life. It is essential to define best practices for leadership to clearly communicate the organization’s direction for reliability improvements. Are you implementing the following best practices in your plant?
Condition-based maintenance (CBM) is a maintenance strategy that focuses on monitoring the condition of equipment to determine when maintenance actions should be performed. While CBM can be effective in reducing unplanned downtime and optimizing maintenance activities, it alone does not address the root causes of failure and may not lead to long-term improvements in machine reliability. Here are a few reasons why CBM, on its own, may not improve reliability.
Condition-based maintenance (CBM) is a maintenance strategy that focuses on monitoring the condition of equipment to determine when maintenance actions should be performed. While CBM can be effective in reducing unplanned downtime and optimizing maintenance activities, it alone does not address the root causes of failure and may not lead to long-term improvements in machine reliability. Here are a few reasons why CBM, on its own, may not improve reliability.
Offshore wind farms are an integral part of the changeover to renewable energy. What are the benefits of building more offshore wind farms? What are the risks and difficulties faced in opening and operating the farms? What are best practices for reliability and maintenance in offshore wind farms? What are basic safety guidelines for personnel working on offshore wind farms?
Offshore wind farms are an integral part of the changeover to renewable energy. What are the benefits of building more offshore wind farms? What are the risks and difficulties faced in opening and operating the farms? What are best practices for reliability and maintenance in offshore wind farms? What are basic safety guidelines for personnel working on offshore wind farms?
In today's fast-paced and consumer-centric world, ensuring the extended lifespan of machines is of paramount importance for both manufacturers and consumers. Not only does a longer machine lifespan contribute to customer satisfaction, but it also plays a pivotal role in reducing waste and fostering sustainability. One exceptionally potent tool that has emerged to address this critical objective is predictive maintenance in the aftermarket.
In today's fast-paced and consumer-centric world, ensuring the extended lifespan of machines is of paramount importance for both manufacturers and consumers. Not only does a longer machine lifespan contribute to customer satisfaction, but it also plays a pivotal role in reducing waste and fostering sustainability. One exceptionally potent tool that has emerged to address this critical objective is predictive maintenance in the aftermarket.
Maintenance managers are pivotal in overseeing and coordinating all organizational maintenance activities. Their job involves ensuring the efficient and reliable functioning of equipment, machinery, and facilities. Maintenance managers are generally charged with maintaining the operational integrity and longevity of the organization's physical assets. To achieve these ends, they carry many responsibilities, including developing and implementing maintenance policies and procedures, scheduling routine inspections and repairs, managing maintenance budgets, and supervising maintenance staff.
Maintenance managers are pivotal in overseeing and coordinating all organizational maintenance activities. Their job involves ensuring the efficient and reliable functioning of equipment, machinery, and facilities. Maintenance managers are generally charged with maintaining the operational integrity and longevity of the organization's physical assets. To achieve these ends, they carry many responsibilities, including developing and implementing maintenance policies and procedures, scheduling routine inspections and repairs, managing maintenance budgets, and supervising maintenance staff.
Is your scrubbing tower working? A wet scrubbing tower is used to clean odors, particles, mists, and vapors from a gas stream. The gas is forced through the tower. As it moves from inlet to outlet it is washed and cleaned. The washing is done with suitable chemicals that remove the active components in the gas flow. The gas is cleaned to environmentally acceptable levels and discharged to atmosphere.
Is your scrubbing tower working? A wet scrubbing tower is used to clean odors, particles, mists, and vapors from a gas stream. The gas is forced through the tower. As it moves from inlet to outlet it is washed and cleaned. The washing is done with suitable chemicals that remove the active components in the gas flow. The gas is cleaned to environmentally acceptable levels and discharged to atmosphere.
So you want to be a leader! Your leadership career is a journey, and just like any journey, it requires a driver. The question is, who is driving your leadership career? Is it you, or are you letting external forces take the wheel? Taking control of your career is essential for your personal and professional growth. In this article, I will explore the importance of you taking control and offer some insights from my 45 years in the world of work that may help you steer your career in the right direction.
So you want to be a leader! Your leadership career is a journey, and just like any journey, it requires a driver. The question is, who is driving your leadership career? Is it you, or are you letting external forces take the wheel? Taking control of your career is essential for your personal and professional growth. In this article, I will explore the importance of you taking control and offer some insights from my 45 years in the world of work that may help you steer your career in the right direction.
It’s all about cybersecurity risk management. No matter if your computing systems are in an on-premises data center, out in the cloud, or down in a mine shaft somewhere, protecting your data and intellectual property from those who wish to nefariously benefit from it is your mission. Managing the risk of intrusion requires a strategy, a framework, and a significant list of tactical activities to keep the baddies away.
It’s all about cybersecurity risk management. No matter if your computing systems are in an on-premises data center, out in the cloud, or down in a mine shaft somewhere, protecting your data and intellectual property from those who wish to nefariously benefit from it is your mission. Managing the risk of intrusion requires a strategy, a framework, and a significant list of tactical activities to keep the baddies away.
If the business metrics that you are putting your focus, time, and energy into are not driving your business then you must ask if those metrics are failing your business. A successful metric should be growing your business; that means improving your equipment reliability, increasing your customer base and improving customer experience, maximizing your output margin and profitability, and optimizing your workforce.
If the business metrics that you are putting your focus, time, and energy into are not driving your business then you must ask if those metrics are failing your business. A successful metric should be growing your business; that means improving your equipment reliability, increasing your customer base and improving customer experience, maximizing your output margin and profitability, and optimizing your workforce.
In today's fast-paced business world, ensuring smooth and efficient operations and maintenance (O&M) is crucial for sustained success. At WorkTrek CMMS, we understand the importance of O&M and are here to provide you with a comprehensive guide on how to optimize your operations and maintenance processes for peak performance.
In today's fast-paced business world, ensuring smooth and efficient operations and maintenance (O&M) is crucial for sustained success. At WorkTrek CMMS, we understand the importance of O&M and are here to provide you with a comprehensive guide on how to optimize your operations and maintenance processes for peak performance.
It’s the end of the year and we are all starting to look at our calendars for 2024. Industry professionals know that attending, sponsoring, and presenting at reliability and maintenance conferences is a fantastic way to learn about new technology and advances in manufacturing, network, and get your company’s name out there. 2024 will offer many conferences covering a variety of different topics and industries, giving you the opportunity to do all the above. Maintenance World has put together a list of 2024 reliability and maintenance conferences we think our readers will benefit from in the coming year. Check them out in this week’s newsletter!
It’s the end of the year and we are all starting to look at our calendars for 2024. Industry professionals know that attending, sponsoring, and presenting at reliability and maintenance conferences is a fantastic way to learn about new technology and advances in manufacturing, network, and get your company’s name out there. 2024 will offer many conferences covering a variety of different topics and industries, giving you the opportunity to do all the above. Maintenance World has put together a list of 2024 reliability and maintenance conferences we think our readers will benefit from in the coming year. Check them out in this week’s newsletter!
Metal forging is an ancient process that has existed in different forms throughout history. This newsletter will dive into the metal forging process, how it has changed over time (including new advances), reliability and maintenance in forging plants, and safety tips for forging professionals.
Metal forging is an ancient process that has existed in different forms throughout history. This newsletter will dive into the metal forging process, how it has changed over time (including new advances), reliability and maintenance in forging plants, and safety tips for forging professionals.
Selecting the right pump can pose a significant challenge due to the extensive array of options available for different applications. Each type of pump comes with distinct advantages and disadvantages that necessitate careful evaluation. In this article, we provide a comprehensive overview of prevalent pumping technologies and delve into the limitations associated with pump selection per applications.
Selecting the right pump can pose a significant challenge due to the extensive array of options available for different applications. Each type of pump comes with distinct advantages and disadvantages that necessitate careful evaluation. In this article, we provide a comprehensive overview of prevalent pumping technologies and delve into the limitations associated with pump selection per applications.
As we look forward to 2024, it becomes clear that the demand for platform-driven models will continue to be a driving force in the industry. However, what will set successful entities apart are solutions that are purpose-built and have a tangible impact. In other words, the winners in this space will not only provide a broad range of services through integrated platforms but will also be distinguished by their ability to address specific challenges with precision and deliver outcomes that make a real difference.
As we look forward to 2024, it becomes clear that the demand for platform-driven models will continue to be a driving force in the industry. However, what will set successful entities apart are solutions that are purpose-built and have a tangible impact. In other words, the winners in this space will not only provide a broad range of services through integrated platforms but will also be distinguished by their ability to address specific challenges with precision and deliver outcomes that make a real difference.
We recently published a list of 2024 Reliability Conferences mostly scheduled in the US. This newsletter will cover over 50 of Europe’s 2024 Reliability and Maintenance conferences, as well as manufacturing and engineering conferences.
We recently published a list of 2024 Reliability Conferences mostly scheduled in the US. This newsletter will cover over 50 of Europe’s 2024 Reliability and Maintenance conferences, as well as manufacturing and engineering conferences.
Low-quality process materials can significantly impact manufacturers by causing production delays, increased defects, higher maintenance costs, and a decrease in the overall quality of the final products. It can lead to waste, higher rejection rates, and damage to machinery, affecting both the efficiency and reputation of the manufacturing process.
Low-quality process materials can significantly impact manufacturers by causing production delays, increased defects, higher maintenance costs, and a decrease in the overall quality of the final products. It can lead to waste, higher rejection rates, and damage to machinery, affecting both the efficiency and reputation of the manufacturing process.
Maintenance workers, especially those responsible for the upkeep of industrial machinery, face many workplace hazards, from strains, sprains, and tears to lacerations and fractures. Fortunately, numerous innovations have been developed in the maintenance safety world to reduce the risk of accidents and injuries, including those discussed in detail in this guide.
Maintenance workers, especially those responsible for the upkeep of industrial machinery, face many workplace hazards, from strains, sprains, and tears to lacerations and fractures. Fortunately, numerous innovations have been developed in the maintenance safety world to reduce the risk of accidents and injuries, including those discussed in detail in this guide.
As new technology, such as the use of AI and IIoT, emerges in the machine condition monitoring field, it can be helpful to revisit the value it brings to any organization. The following newsletter presents a case study demonstrating how beneficial CM can be to a business and finishes up with lists of 2024 condition monitoring trends and the latest software.
As new technology, such as the use of AI and IIoT, emerges in the machine condition monitoring field, it can be helpful to revisit the value it brings to any organization. The following newsletter presents a case study demonstrating how beneficial CM can be to a business and finishes up with lists of 2024 condition monitoring trends and the latest software.
Picking a solution to properly heat your facility can be tough. Do you go with a spot heating solution or a space heating solution? When deciding on the heating solution for your facility, it’s important to consider the type of fuel source that is required to power the unit. This should be determined by the space you are trying to heat, the climate, and the region where you operate.
Picking a solution to properly heat your facility can be tough. Do you go with a spot heating solution or a space heating solution? When deciding on the heating solution for your facility, it’s important to consider the type of fuel source that is required to power the unit. This should be determined by the space you are trying to heat, the climate, and the region where you operate.
Do we really have to talk about this? Maximo has had Inventory Management functionality for many, many years. Not only is the function present, but it interconnects to many of the other Maximo modules such as Purchasing and Work Management.
Do we really have to talk about this? Maximo has had Inventory Management functionality for many, many years. Not only is the function present, but it interconnects to many of the other Maximo modules such as Purchasing and Work Management.
A strong mining Reliability and Maintenance program is also vital for safety in mines and any workplace. What are the best ways to keep mine equipment reliable and safe?
A strong mining Reliability and Maintenance program is also vital for safety in mines and any workplace. What are the best ways to keep mine equipment reliable and safe?
The heat recovery steam generators (HRSGs) of combined cycle power units utilize the exhaust gas from the combustion turbine(s) to generate steam for additional power production. The harsh environment that exists in HRSG inlet ducts requires careful design/installation of insulation and liner plates. Expansion and contraction issues play a great role in proper design.
The heat recovery steam generators (HRSGs) of combined cycle power units utilize the exhaust gas from the combustion turbine(s) to generate steam for additional power production. The harsh environment that exists in HRSG inlet ducts requires careful design/installation of insulation and liner plates. Expansion and contraction issues play a great role in proper design.
As in all industries, predictive maintenance, AI, and sustainability goals are shaping the textile industry in 2024. What are some of the changes and new products that we will see this year? This article will also explore common equipment used in textile mills, reliability and maintenance advice, and safety tips for the textile workforce.
As in all industries, predictive maintenance, AI, and sustainability goals are shaping the textile industry in 2024. What are some of the changes and new products that we will see this year? This article will also explore common equipment used in textile mills, reliability and maintenance advice, and safety tips for the textile workforce.
Grease and oil are the key lubricants used throughout industry to reduce friction between metal parts. Lubricants can only reduce friction if their immediate environment sustains their lubricating properties. Once the operating conditions are known, a suitable lubricant with the right properties can be used. When the lubricant is in place it is necessary to maintain the environment and the machine to the specified design standards and protect it from changes to the design conditions. There are six key factors to address for trouble-free life where grease or oil lubrication is used on machinery.
Grease and oil are the key lubricants used throughout industry to reduce friction between metal parts. Lubricants can only reduce friction if their immediate environment sustains their lubricating properties. Once the operating conditions are known, a suitable lubricant with the right properties can be used. When the lubricant is in place it is necessary to maintain the environment and the machine to the specified design standards and protect it from changes to the design conditions. There are six key factors to address for trouble-free life where grease or oil lubrication is used on machinery.
Leadership of Continuous Improvement (CI) must be a constantly evolving field to meet the cumulative challenges of Leadership 4.0, the retirement of the last of the baby boomer generation, the rise of hybrid working, the difficulties of recruitment into manufacturing, industries where facilities still rely on breakdown maintenance, increasingly competitive market sectors, reducing margins, etc. Though new leadership models are constantly coming in and out of fashion, when it comes to leadership of continuous improvement it is important to look behind the latest book or trend, deeply reflect on the true roots of CI Leadership and ask yourself "Am I prepared for the challenges of CI leadership in 2024 and beyond?"
Leadership of Continuous Improvement (CI) must be a constantly evolving field to meet the cumulative challenges of Leadership 4.0, the retirement of the last of the baby boomer generation, the rise of hybrid working, the difficulties of recruitment into manufacturing, industries where facilities still rely on breakdown maintenance, increasingly competitive market sectors, reducing margins, etc. Though new leadership models are constantly coming in and out of fashion, when it comes to leadership of continuous improvement it is important to look behind the latest book or trend, deeply reflect on the true roots of CI Leadership and ask yourself "Am I prepared for the challenges of CI leadership in 2024 and beyond?"
As a reliability and maintenance professional, it is a must to stay ahead of the curve. With the emerging technologies and evolving methodologies going into Industry 5.0, it is vital to regularly hone your skills and review tried-and-true industry wisdom. So, whether you're a seasoned expert looking to reinforce your expertise or a newcomer starting a successful career path, take these reliability and maintenance books on your journey.
As a reliability and maintenance professional, it is a must to stay ahead of the curve. With the emerging technologies and evolving methodologies going into Industry 5.0, it is vital to regularly hone your skills and review tried-and-true industry wisdom. So, whether you're a seasoned expert looking to reinforce your expertise or a newcomer starting a successful career path, take these reliability and maintenance books on your journey.
In a race to differentiate, FMs are turning to technology to optimize asset management, workflow automation, auditing and reporting, energy management, and many other O&M functions. However, there are several roadblocks that hinder the optimal use of technology and the smooth expansion of FM operations across client portfolios. Let's closely examine these common tech roadblocks and explore effective strategies to navigate them.
In a race to differentiate, FMs are turning to technology to optimize asset management, workflow automation, auditing and reporting, energy management, and many other O&M functions. However, there are several roadblocks that hinder the optimal use of technology and the smooth expansion of FM operations across client portfolios. Let's closely examine these common tech roadblocks and explore effective strategies to navigate them.
Every year, tens of thousands of maintenance workers get injured on the job or develop work-related illnesses. While not all of these incidents can be avoided, many can be with the proper personal protective equipment (PPE for short).
Every year, tens of thousands of maintenance workers get injured on the job or develop work-related illnesses. While not all of these incidents can be avoided, many can be with the proper personal protective equipment (PPE for short).
Maintenance in the world of pumps is basically no different than any other machinery-based industry. It requires the same common sense and good practices that make any machine with moving parts run, accomplish goals, run with great dependability and most importantly, make the owner money.
Maintenance in the world of pumps is basically no different than any other machinery-based industry. It requires the same common sense and good practices that make any machine with moving parts run, accomplish goals, run with great dependability and most importantly, make the owner money.
Die cutters play a crucial role in various industries, enabling precise and efficient cutting of materials ranging from paper and cardboard to fabrics and plastics. To ensure optimal performance and longevity of these machines, implementing a proactive maintenance strategy is essential. Preventive maintenance not only safeguards the equipment but also contributes to improved productivity and cost-effectiveness in the long run. Condition monitoring of die cutters and tooling will improve productivity, standard part quality and reduce costs for the user.
Die cutters play a crucial role in various industries, enabling precise and efficient cutting of materials ranging from paper and cardboard to fabrics and plastics. To ensure optimal performance and longevity of these machines, implementing a proactive maintenance strategy is essential. Preventive maintenance not only safeguards the equipment but also contributes to improved productivity and cost-effectiveness in the long run. Condition monitoring of die cutters and tooling will improve productivity, standard part quality and reduce costs for the user.
Cloud-Based vs. On-Premise CMMS Compared: Weighing your options between cloud-based and on-premise CMMS? There are many considerations - cost, accessibility, security, what type of organization you have...Read this article to decide which system is best for your organization.
Cloud-Based vs. On-Premise CMMS Compared: Weighing your options between cloud-based and on-premise CMMS? There are many considerations - cost, accessibility, security, what type of organization you have...Read this article to decide which system is best for your organization.
In the fast-paced world of manufacturing, the integration of production automation has become a transformative force, reshaping industries, and redefining the way businesses operate. One of the key areas where automation demonstrates its prowess is in enhancing reliability and maintenance processes. By leveraging advanced technologies, artificial intelligence, and smart systems, production automation is ushering in a new era of efficiency, cost-effectiveness, and minimized downtime.
In the fast-paced world of manufacturing, the integration of production automation has become a transformative force, reshaping industries, and redefining the way businesses operate. One of the key areas where automation demonstrates its prowess is in enhancing reliability and maintenance processes. By leveraging advanced technologies, artificial intelligence, and smart systems, production automation is ushering in a new era of efficiency, cost-effectiveness, and minimized downtime.
On February 7, the Environmental Protection Agency (EPA) announced a final Soot Pollution Standard to limit fine particle pollution, which includes soot (black carbon). The adjustment of the standard from a level of 12 micrograms per cubic meter to 9 is expected to prevent up to 4,500 premature deaths and 290,000 lost workdays, as well as increase money for health benefits by 2032. Facility owners will be required to provide plans of how their organizations will meet the new standard. Facilities currently in the process of construction will need to adjust.
On February 7, the Environmental Protection Agency (EPA) announced a final Soot Pollution Standard to limit fine particle pollution, which includes soot (black carbon). The adjustment of the standard from a level of 12 micrograms per cubic meter to 9 is expected to prevent up to 4,500 premature deaths and 290,000 lost workdays, as well as increase money for health benefits by 2032. Facility owners will be required to provide plans of how their organizations will meet the new standard. Facilities currently in the process of construction will need to adjust.
Makeup water and condensate return treatment systems are often neglected until boiler failures occur, resulting in a reactive response by plant management. Such failures can cripple production and be enormously expensive. Much more importantly, some failures may jeopardize employee safety. This article examines the importance of proper operation and preventive maintenance of industrial makeup water treatment systems and the benefits that arise therefrom.
Makeup water and condensate return treatment systems are often neglected until boiler failures occur, resulting in a reactive response by plant management. Such failures can cripple production and be enormously expensive. Much more importantly, some failures may jeopardize employee safety. This article examines the importance of proper operation and preventive maintenance of industrial makeup water treatment systems and the benefits that arise therefrom.
Oh, the exciting world of software validation! Hours and hours of white-knuckled test development, execution, and… as if those are not enough… resolution and documentation of the results! Then of course are the continued change management efforts needed to keep the system in a validated state over its lifecycle. It takes truly special people to function in this arena.
Oh, the exciting world of software validation! Hours and hours of white-knuckled test development, execution, and… as if those are not enough… resolution and documentation of the results! Then of course are the continued change management efforts needed to keep the system in a validated state over its lifecycle. It takes truly special people to function in this arena.
Though new leadership models are constantly coming in and out of fashion, when it comes to leadership of continuous improvement it is important to look behind the latest book or trend, deeply reflect on the true roots of CI Leadership and ask yourself “Am I prepared for the challenges of CI leadership in 2024 and beyond?”
Though new leadership models are constantly coming in and out of fashion, when it comes to leadership of continuous improvement it is important to look behind the latest book or trend, deeply reflect on the true roots of CI Leadership and ask yourself “Am I prepared for the challenges of CI leadership in 2024 and beyond?”
Contrary to what most people think, paint plays a significant part in constructing and maintaining structures. Commercial and industrial painting is a complex process that involves protecting the substrate from environmental factors, enhancing its aesthetic appeal, and ensuring longevity. If you're working on commercial or industrial projects, choosing the right paint is absolutely crucial for achieving the results you want. Two of the most popular paint options are oil and latex, each with its unique properties.
Contrary to what most people think, paint plays a significant part in constructing and maintaining structures. Commercial and industrial painting is a complex process that involves protecting the substrate from environmental factors, enhancing its aesthetic appeal, and ensuring longevity. If you're working on commercial or industrial projects, choosing the right paint is absolutely crucial for achieving the results you want. Two of the most popular paint options are oil and latex, each with its unique properties.
Reliability Engineers and Maintenance Technicians are in high demand in 2024, and the competition is tough. What can you do to set yourself apart from other candidates when applying for a reliability engineering or technician position? Continuing education and earning certifications can set you up as the best candidate for a new career or help you move up the ladder in the company you are working for now.
Reliability Engineers and Maintenance Technicians are in high demand in 2024, and the competition is tough. What can you do to set yourself apart from other candidates when applying for a reliability engineering or technician position? Continuing education and earning certifications can set you up as the best candidate for a new career or help you move up the ladder in the company you are working for now.