Installation Errors Shorten Bearing Life
imtinfo.com
Mounting and Installation errors are responsible for 27% of all bearing failures, second only to lubrication problems (see Fig. 1). Most installation errors can be avoided through proper training, correct procedures and selection of products with design features that are compatible with operating conditions of the application.
The most common mounting and installation errors of bearing failure along with some recommended approaches for avoiding these problems are detailed here:
- Insufficient Tightness—When installing a bearing, it must be correctly forced up its tapered adapter sleeve. Improperly tightened bearings and adapter assemblies may slip or turn on the shaft. Over-tightening can reduce a bearing’s internal clearance and cause it to run hot.Historically, in adapter-mounted bearings the point at which the installer reaches a sufficient amount of locknut tightness has been difficult, if not somewhat cumbersome, to achieve. An installer would either use feeler gauges to measure the amount of clearance reduction in the bearing when tightening the locknut, or tighten a locknut a fixed amount after it had been snugged tight with a spanner wrench to take out the clearance between the mounting components.Using feeler gauges to measure the clearance reduction in a bearing while mounting is time consuming and can be inaccurate if the gauges are not properly read. The problem with tightening the locknut a fixed amount after it has been snugged tight is that when snugging up the locknut the amount of snug tightness varies from one installation to the next, depending on the installer. If the feeler gauges are not properly read or the amount of locknut snug fit is not just right, the mounting can be left too loose or too tight.To overcome these problems, bearings that actually help an installer determine when they are properly tightened are available (see Sidebar 1).
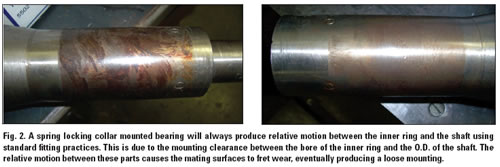
- Incorrect Shaft Diameters—Typically, commercially available shafting is used in most applications due to cost. These shafts usually have a fairly wide range of under-nominal size diameters.The proper shaft mounting option is crucial when selecting a bearing. Bearings that use spring and eccentric cam locking collars (see Fig 2 and Fig 3) are subject to excessive fret or possible fracture of the inner ring when the shaft is undersized by more than one to two thousandths of an inch depending on the size.Bearings that use tapered adapter sleeves usually can mount to commercial grade shafting without hindering the service life of the bearing. These bearings are provided with housings, and the housing seat diameters are properly sized before they leave the factory. Prior to bearing selection (and installation), the shaft should be inspected and measured with micrometers. This will ensure that the proper bearing mounting type is utilized to avoid service issues as a result of the mounting.
- Defective Shaft—Shafts should be clean, round, straight and smooth before mounting. New shafts can be damaged during handling and should be checked for nicks, gouges and deep scratches. These areas should be made smooth with a fine file and/or emery paper. Areas where shaft material has been raised also will need to be made smooth. The shaft should be checked for straightness, something that typically can be done by using a straight edge or framing square.In the case of a worn shaft where there may be fret wear, the bearing seat should be sanded with emery paper and any ridges or burrs made smooth. The worn bearing seat must be measured for proper size. Use a micrometer to check the size of the shaft and verify that it is within specification for the bearing that is to be mounted.
- Misalignment—Misalignment of the shaft with the bearing’s housing can be caused by an imprecise mounting frame, shaft and/or housing support deflections or housing-to-shaft squareness. This misalignment is ideally compensated for by dynamically aligning rolling element bearings. Installation should be as accurate as possible, even when dynamically aligning bearings are used. Misalignment beyond the bearings’ limits can cause damage to the internal components and possibly the seals. During installation it is usually most effective to measure the ends of the shaft from a common reference (typically the mounting frame) for a vertical alignment and between the housing feet for a horizontal alignment. There are more accurate methods to measure the alignment of the shaft to the bearings (using laser sights, for example). The most basic signs that a bearing is out of specified alignment are that it usually will vibrate excessively, run hot and/or make an objectionable noise.
- Improper Bearing Support Surfaces—The surface of the machine’s frame where the bearing is to be attached must be flat and smooth. An out-of-flat or excessively rough mounting surface can cause stress concentrations to occur in the bearing’s housing. Over time the housing may become subject to structural fatigue failure, especially if the load through the bearing is directed away from the housing’s base.
- Lack of Expansion Provisions—During the operation of equipment, the heat flow through the shaft will cause it to expand. The amount of expansion that is realized must be compensated for by an allowance of axial clearance. If the expansion of the shaft is not taken into account in the bearing selection, the internal clearance in the bearing may be reduced to zero and the bearing will fail prematurely. The internal axial clearance of the bearing may be enough if the shaft’s temperature increase is low. A general rule-of-thumb is that if the bearings are less than 36″ apart, the shaft and mounting frame are both steel, and there are no external heat sources or elevated levels of ambient surrounding temperature, then two fixed bearings can be used. Otherwise, a floating bearing should be used that can move axially relative to the position of the housing.
- Abusive Handling—During bearing preparation and installation, it is extremely important to maintain cleanliness. Keep dirt, water and metal chips off all parts. Hammer blows, external heat sources (torches) or the improper use of force can damage the bearing’s precision parts. Always refer to the bearings service instructions on how to properly install or remove bearings. Bearings that operate over long periods of time can develop deposits of lubricant and hard residues that may affect bearing performance detrimentally. A periodic cleaning of the bearing surfaces assures that accumulation of such substances will not hinder performance or service life. Always lock out/tag out the electrical service in the off position to any rotating equipment before servicing its bearings. Handling the bearing’s internal components with bare hands can be harmful to the exposed metal surfaces. The acidic moisture on bare hands will corrode the bearing’s exposed metal surfaces. Bearings should never be spun without being internally lubricated. In some cases, bearing units are shipped to customers with preservative only where the customer intends to use a special lubricant. Metal surface preservatives work best when the metal components are wrapped in protective paper or vacuum sealed. Sudden relative motions and long-term storage in housed units where humidity is present can cause surface damage. In addition, if bearings are stored for long periods of time, it is a good idea to lubricate the bearing and rotate the bearing by hand to distribute the lubricant.

In conclusion
A little care during the installation and mounting process can go a long way toward extending bearing life. A small installation error can be magnified in downtime, replacement costs and possible damage to equipment or other products. Don’t let your operations fall victim to such installation errors.
Bearing Installation Simplified: Tighten ‘Em Just Right
One manufacturer has designed a bearing that addresses the problem of determining when a bearing is properly tightened. The Rexnord® ZAF6000 series SHURLOK® spherical roller bearings are solid-housed, shaft-ready units that are a drop-in to replace traditional SAF units. They are greased and the clearance is preset, so they can be taken out of the box and mounted immediately to the shaft. These new bearings incorporate a patented Spyglass® Optical Strain Sensor (OSS) that provides instant feedback when the locknut has been strained enough to achieve optimal shaft grip. This device tells the installer when the locknut is sufficiently tight, thus eliminating damage to the shaft and bearing caused by improper tightening during installation. As a full-field strain indicator, the new Spyglass OSS incorporates materials that respond to strain in the locknut by changing reflected light wavelengths. As ambient white light is reflected through the sensor, it appears clear when the locknut is in an unstrained state. The sensor will isolate the specific color band wavelengths within the white light, depending on the direction and magnitude of strain within a tightened locknut. The sensor is calibrated so that the window stays clear until there is enough strain on the locknut to provide sufficient mounting tightness. At that point, a specific color can be seen in the window showing that the minimum threshold of load has been reached. A positive locking system also has been incorporated into the mounting design of units in the ZAF6000 line to maintain mounting tightness during operation. The inner ring is keyed to the adapter sleeve and the adapter sleeve is locked to the locknut with radial set screws that provide a superior spring locking shaft grip. Along with a positive locking system, the tapered sleeve is flanged, making it easy to remove the bearings from the shaft without causing damage, saving both time and repair costs.
Marlon Casey is manager of Advanced Technology & Product Design with the Rexnord Bearings Division in Indianapolis, IN.
Related Articles


10 Ways to Reduce Reactive Maintenance

The Importance of Process Confirmation and Layered Process Audits in Lean Manufacturing

Continuous Improvement Leadership – Accelerating Your Success

Mastering Lean: Balancing Detail and Business Strategy

Should You Contract Out Maintenance?


