Creating Reliable Equipment Information
Brian Moore
Deficiencies in the integrity of equipment data and difficulties in accessing this data are costing asset-intensive companies millions of dollars a year in equipment downtime and business inefficiencies. Waste in the work management processes appears in the form of extended searches for parts and materials; wasted effort due to missing, inaccurate or out-of-date equipment data; procurement errors; and an inability to easily access data from a reliable source. The result can be expensive to these organizations. Consider the story of a feed pump that was taken out of service, repaired, and stored as a spare. A few months later, the feed pump was reinstalled and capacity dropped by nearly 25 percent.
What happened? The maintenance staff did not have access to the current version of the equipment specification showing that the impeller had been modified. The cost of that single incident was about $1 million. Decades of equipment maintenance and modifications, the gradual degradation of equipment drawings and documentation, and aging plants with old, one-of-a-kind equipment components have contributed to an equipment data problem of severe magnitude. Considering that there are thousands of pieces of critical production equipment in each plant, and multiple documents for each piece of critical equipment, the sheer magnitude of the asset data management dilemma quickly becomes evident.
Equipment Information and Equipment Data for 10,000 assets
Increasingly, plants are tackling this problem with new tools and processes. The Chevron Products Co. refinery located in Pascagoula, MS, recently undertook a project to re-establish equipment information integrity for all of its rotating equipment—nearly 10,000 assets. Project objectives were to capture unique equipment nameplate data; photograph all equipment, parts, and spares; construct intelligent bills of material diagrams; scan and organize engineering drawings and operations and maintenance manuals; associate all of the content to discrete assets; and improve the accessibility of the data through a set of visual tools designed for the shop floor worker. The final objective was to upload the validated and relevant content to the enterprise asset management (EAM) system.
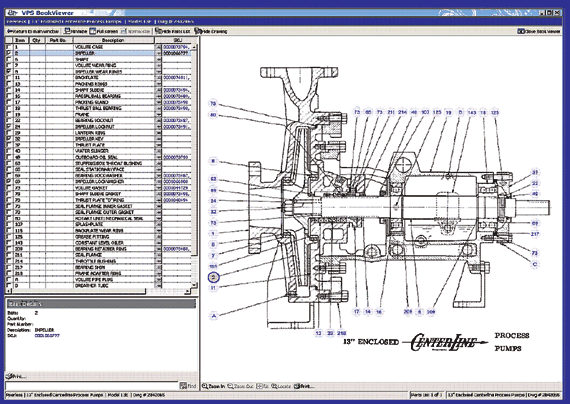
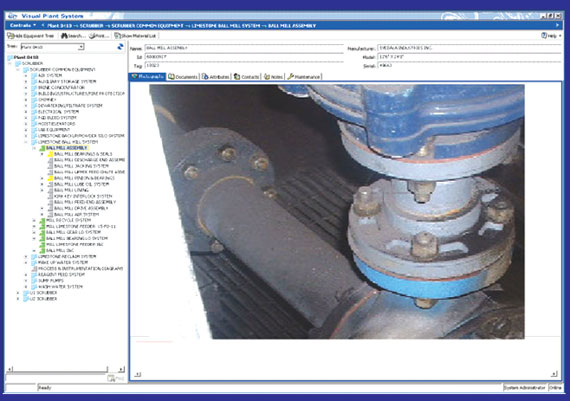
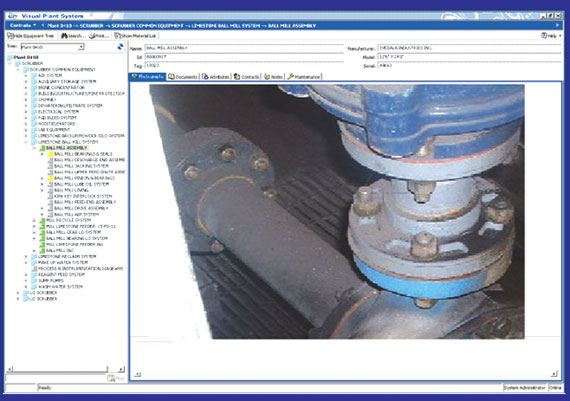
The project involved Asset Content Management (ACM) software provided by NRX Global Corp., Toronto, ON, and field engineering support provided by Black & Veatch, a global engineering, consulting, and construction company. The software solution and methodology enables organizations to create, improve, and efficiently manage asset-related information—both paper-based and electronic. It transforms unstructured data into structured and transactable information by visually associating equipment to material items and to documentation, creating what NRX calls Visual Bills of Materials (see images below). The process consists of a series of activities that cost-effectively and efficiently support collecting and organizing equipment and material data, collecting the content associated with the equipment, assessing the content, and converting the content into structured information. The final activity is to electronically link each piece of validated documentation and material to the respective equipment, all within a plant-specific hierarchy.
Project goes quickly
“It all has to happen quickly,” said Andy Carroll, Black & Veatch project manager. “Each of these types of projects is unique depending on the business drivers of the initiative. One component that remains constant is the need to execute the project as quickly as possible. Collecting equipment data is a moving target. It’s what gets us into trouble in the first place. The process changes or a project concludes, and then we move on before the new configuration is fully documented or materials data is updated. “Without efficient, proven work processes for validating equipment and parts data, followed by effective management of the ongoing changes, project managers would be swamped collecting asset data on thousands of pieces of equipment. The application allowed my teams to capture tremendous amounts of parts and equipment data and photograph each one, all validated and organized with minimal post-collection processing or second guessing,” Carroll said.
Industry research repeatedly confirms that maintenance specialists spend 2-3 hours per day “chasing parts.” For instance, the specialist may be investigating new strategies to transition from reactive maintenance practices to a predictive program. If so, reaffirming the role of the maintenance engineer, planner, and technician is critical. Increasing wrench time by providing high confidence information reduces backlog, reduces waste, and increases ordering accuracy. For the manager of a process or production facility that employs hundreds of maintenance specialists, the opportunity for savings is tremendous.
EAM, DMS roles
Solving the problem of quickly locating high confidence maintenance information has been approached through various EAM and document management systems (DMS). An EAM system provides modules for managing and automating maintenance and materials management and procurement processes. They are mostly data-driven, even though the maintenance worker benefits more from a visual experience. DMS systems are a necessary component of a responsible configuration control strategy, but are often no more than a directory structure of cryptic file names without any functional links to the equipment they represent. EAM software does not come with the equipment, parts, or document content and often, when new systems are loaded with content, provide inaccurate and unreliable information little better than the low-value database that sourced it.
This leaves maintenance professionals chasing information in the same manner as they always have: uncontrolled copies of favorite drawings stashed in the bottom drawer; uncontrolled and unorganized document storage rooms; unstructured DMS data; and buried maintenance data in systems with poor user interfaces that lack visual resources.
Brian Moore, project manager at NRX, said: “In the past decade the functional depth of EAM applications has improved dramatically to accommodate most business processes. However, usability and data confidence issues have precluded the plant floor users from adopting the solutions into their daily work regimen, clearly an indication that the return on investment for these applications has not been fully realized.” He goes on to note, “What are the options? Start over? Some have, and some have failed again. Instead, there is a compelling case for revisiting the original goals that drove the EAM investment, and determining which incremental additional investments can move the user closest to the intended goal, or at least provide a justifiable incremental value-add.” An earlier article—“Building a Plant Asset Information Database” —discussed the plan of Interstate Power & Light’s Burlington Generating Station, Burlington, IA, to have high data integrity from the onset of its CMMS implementation.
Information supplied by Andy Carroll and Brian Moore. At the time of writing, Carroll was manager of Black & Veatch Corp.’s Plant Asset Management group, Overland Park, KS; (913) 706-5912 . Moore is a project manager at NRX Global Corp., Toronto, ON; (877) 603-4679.
Related Articles

Maintenance Key Performance Indicators (KPIs)

Reliability and Current Best Practices - An Educational Journey

Switch in Contract, Maintenance Proves Costly

A Framework for Achieving Best Practice in Maintenance
Maintenance Management of Your Company's PLC
Do We Really Want to Be Proactive?



{kind=link}