[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
People Management – Workforce Shortage: Acceptance is the First Step
People Management – Workforce Shortage: Acceptance is the First Step
John Ha
Baby Boomers are going to retire soon. There won’t be enough skilled labor to fill all the jobs. Employers aren’t prepared to handle the labor shortage. It goes on and on. So, is this maintenance workforce shortage thing for real? Well, YES!
Five Stages of Grief
Denial: “This isn’t happening.” – Yes it is. Bargaining: “Just let me last through my own retirement.” – Nice try. Anger:“I hate my job.” – Let it all out. Despair:“We’re doomed.” – It’s OK. It’s not that bad. Acceptance:“OK, what are our options?” – There you go!
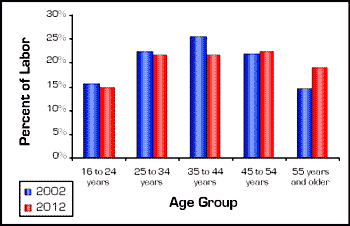
The numbers don’t lie. By 2012, the U.S. Department of Labor (DOL) estimates there will be 165 million jobs and only 162 million people available in the workforce. That doesn’t sound too bad until you consider that 19 percent (30 million) of those available workers will be age 55 and older (see Chart 1).
Further, the Baby Boomers will hit the average retirement age of 62 beginning in 2008, and there is a real concern of skill deficiency. The bottom line is no industry will be immune to the workforce shortage issue, including the maintenance portion of the manufacturing industry, which, according to the DOL, is expected to grow 10 to 20 percent in total jobs per year.
OK, you’ve probably heard it all before. The question is: What are you doing about it?
I know this is an enormous challenge, but the first step is acceptance. Move through the “five stages of grief” (see the insert box) as quick as you can and accept the fact this isn’t going away. Acceptance is critical, because if you want to survive, you must have open eyes and be prepared to make serious commitments. Sadly, I think too many companies are in denial and either underestimate the magnitude of the maintenance workforce shortage or ignore it altogether. For these firms, disaster awaits.
For those of you who have accepted the challenge, your primary focus should be on employee retention. There is nothing more costly to a company than losing a critical employee. I’m not suggesting that you throw money around to retain critical employees through bonuses or matching an outside offer. Successful retention is more strategic and has several key components. These components aren’t difficult to identify. Just start with the employee’s point of view. When describing an ideal employer, the top three factors given by employees (aside from location) are consistent:
Challenging and enjoyable work.
Opportunities for growth and development.
Corporate values similar to personal values.
Chart 1. Percent of Labor Force by Age Group, 2002 and Projected 2012
Unfortunately, not everyone finds what they were looking for once they start work. But, if these are the reasons that motivate an individual to accept a position, wouldn’t it stand to reason that these same factors would motivate them to stay? I recently spoke to a reliability engineer who enjoys his work, is well compensated, but hasn’t had a vacation day in two years. Is it a surprise that he is looking for a new opportunity? What is your company doing to develop people and provide meaningful, challenging work within an organizational culture that aligns with their personal values and goals?
Finally, focus on new talent acquisition. I’m not referring to traditional headhunting. I’m referring to identifying and attracting talent from high schools, trade schools, community colleges and four-year institutions – candidates who have the foundational skills and education to learn quickly.
I understand that you need to find experienced professionals in certain situations, but a workforce strategy based on headhunting is a recipe for failure during times of workforce shortages. Bidding wars, escalated salaries and high turnover are the results.
What is your company doing to attract and develop the kind of talent you need to fill the vacancies we all know are coming? Moreover, what are you doing to attract these talented people to the field of maintenance and reliability? Are you proactively planning for the expected shortage by recruiting and developing your talent? Or, will you participate in the “war for talent”? You have a choice. Wait, and the choice will be made for you.
Ignorance is contagious and you are the only one to save the day, according to maintenance expert Joel Levitt who shares the ten things your management needs to know NOW.
Ignorance is contagious and you are the only one to save the day, according to maintenance expert Joel Levitt who shares the ten things your management needs to know NOW.
Operational Excellence is the practice of continuously maximizing the potential of your people, optimizing your business processes and as a result achieving best in class performance. This best-in-class performance is repeatable if you consistently follow these 8-steps:
Operational Excellence is the practice of continuously maximizing the potential of your people, optimizing your business processes and as a result achieving best in class performance. This best-in-class performance is repeatable if you consistently follow these 8-steps:
By integrating data-driven insights with human judgment, Decision Intelligence helps many types of companies navigate complex scenarios, predict outcomes, and implement strategies more effectively. Let’s explore three industries where this technology can make a difference.
By integrating data-driven insights with human judgment, Decision Intelligence helps many types of companies navigate complex scenarios, predict outcomes, and implement strategies more effectively. Let’s explore three industries where this technology can make a difference.
Infectious waste management is a critical area of focus for maintenance and reliability teams across various sectors, including manufacturing, construction, and pharmaceuticals. Each of these industries faces unique challenges due to the nature of their waste, which can include biological hazards, contaminated sharps, and chemical residues.
Infectious waste management is a critical area of focus for maintenance and reliability teams across various sectors, including manufacturing, construction, and pharmaceuticals. Each of these industries faces unique challenges due to the nature of their waste, which can include biological hazards, contaminated sharps, and chemical residues.
When looking at HVAC units for K-12 schools, it is important to install a system that will create the optimal learning environment. Installing a single-room, single-packaged vertical unit (SPVU) ventilator provides important benefits that will keep the air fresh, clean and safe for students. These units are installed in individual classrooms, so they can be adjusted to optimize and address individual needs. Since these operate within a single room, unit ventilators eliminate cross-contamination. Airborne pathogens, such as the flu virus or RSV, will be contained within that room.
When looking at HVAC units for K-12 schools, it is important to install a system that will create the optimal learning environment. Installing a single-room, single-packaged vertical unit (SPVU) ventilator provides important benefits that will keep the air fresh, clean and safe for students. These units are installed in individual classrooms, so they can be adjusted to optimize and address individual needs. Since these operate within a single room, unit ventilators eliminate cross-contamination. Airborne pathogens, such as the flu virus or RSV, will be contained within that room.
Whether it is a Greenfield capital expansion project, existing plant expansion or the replacement of existing installed equipment, sooner rather than later, you will need an asset maintenance strategy to support your production uptime targets. The longer you wait, the more expensive it becomes.
Whether it is a Greenfield capital expansion project, existing plant expansion or the replacement of existing installed equipment, sooner rather than later, you will need an asset maintenance strategy to support your production uptime targets. The longer you wait, the more expensive it becomes.
The function of reliability is still so tightly married to maintenance that it is often perceived to be the only combination that can unlock all challenges related to an asset. But can maintenance alone handle all aspects of reliability throughout the lifecycle of an asset? What if the asset has inherent design flaws or inadequate commissioning procedures? What if it is being operated outside of its operating parameters? Such issues are related to engineering and operations, which are outside of the maintenance scope.
The function of reliability is still so tightly married to maintenance that it is often perceived to be the only combination that can unlock all challenges related to an asset. But can maintenance alone handle all aspects of reliability throughout the lifecycle of an asset? What if the asset has inherent design flaws or inadequate commissioning procedures? What if it is being operated outside of its operating parameters? Such issues are related to engineering and operations, which are outside of the maintenance scope.