AAA Best Practices Make the Difference
John Sewell, CMRP, Consultant, IDCON INC
Posted on 9/14/2023
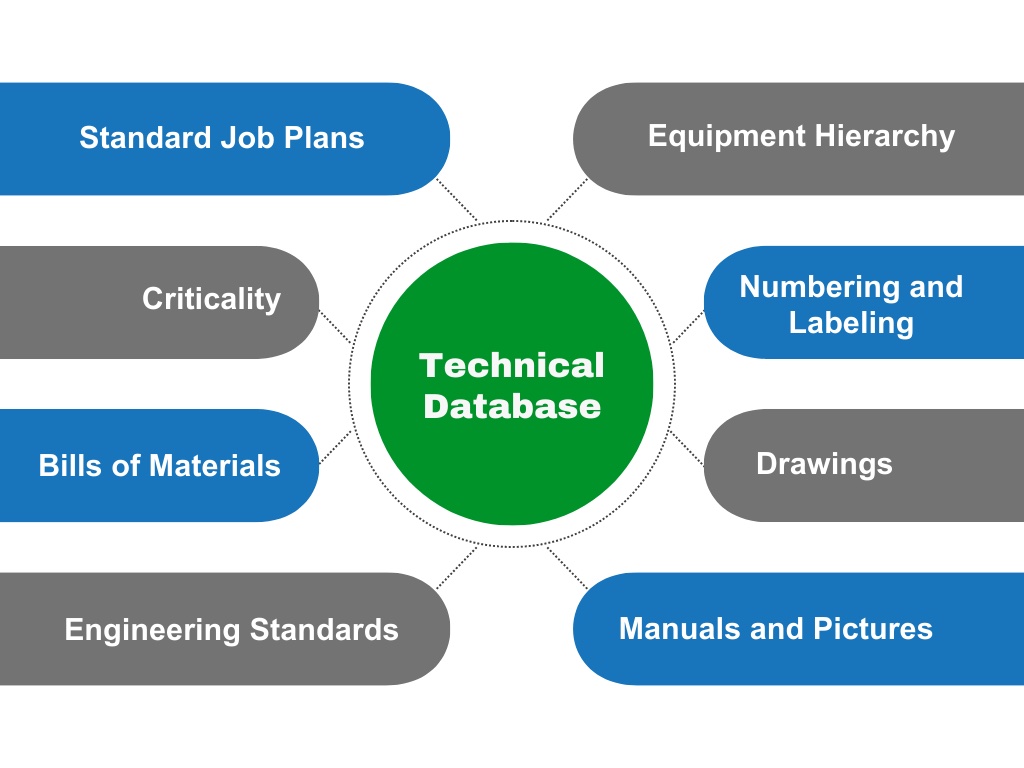
The technical database is all the information needed to plan and schedule efficiently and effectively. Having the eight components of the technical database in place will allow quick determination of the what, how, how long, who, and when of a maintenance job.
Application of three simple best practices will generate the most value from the technical database. Focus on developing a technical database that is accurate, accessible, and applied.

Accurate
There are two aspects of accuracy to focus on. The data should be correct and complete. The importance of having a technical database that is correct is obvious. The data will be used to plan, schedule, and execute daily maintenance work. Data accuracy is especially important for elements of the technical database that are used for critical and repetitive maintenance jobs. Some examples include drawings and engineering standards.
The technical database should also be complete. Aim to have 100% of the maintainable assets covered by the technical database. If this seems like an impossible goal, focus on components that serve as a foundation of the work management system. Examples would be equipment hierarchy and bills of material.
Use management processes to set expectations for the data. Accuracy will be improved by having clear ownership of each element. A single person who is accountable for a particular element will allow better control. To keep the data accurate, ensure all changes made in the field are reflected in the data. This is best done through a managed and well-documented management of change process.

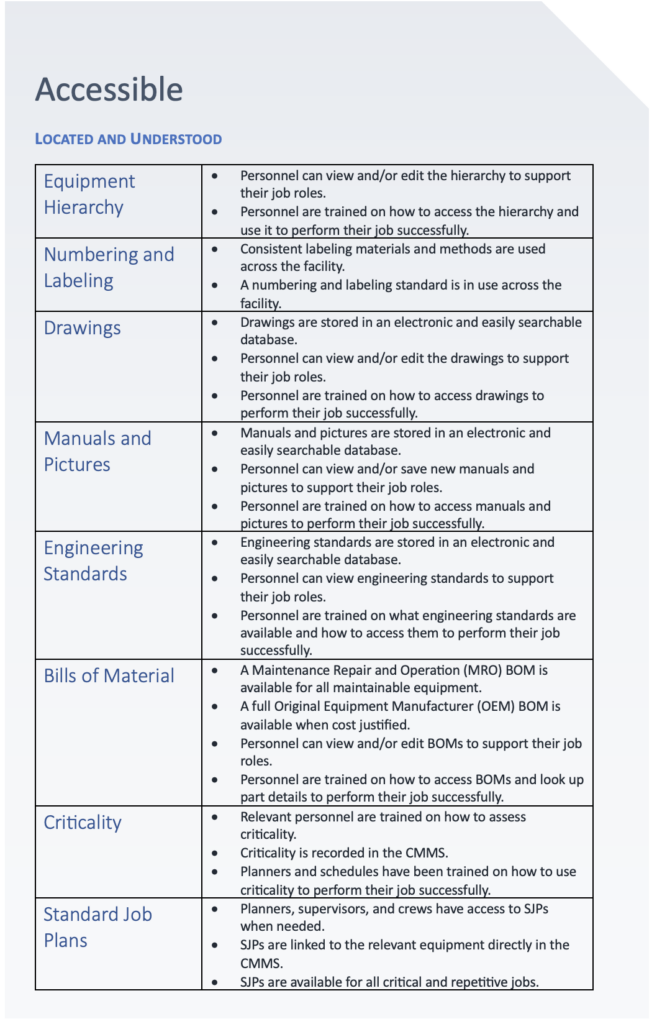
Accessible
It’s important not to overlook the accessibility of each component of the technical database. To be fully accessible, all users must understand and be able to locate the data. Planners, schedulers, and supervisors need to know where to look for key information as part of their normal work routine. Ensure key personnel have the correct permissions needed to view, and when necessary, edit the technical database. Problems with accessibility most often occur when elements of the technical database are managed by separate departments. This often occurs with drawings but can also be a problem with criticality analysis.
Accessibility is improved by providing training on the information. Train supervisors and crews how to read drawings and planners how to access bills of material. Train crews how to use standard job plans and engineers what standards are available and when to use them.
The best method for storing documents is an electronic database that is easily searchable. Storing the documents in a structure that matches the equipment hierarchy is a good way to keep everything organized. Storing documents directly in the CMMS will work in many cases. This is a best practice for standard job plans and criticality scoring.
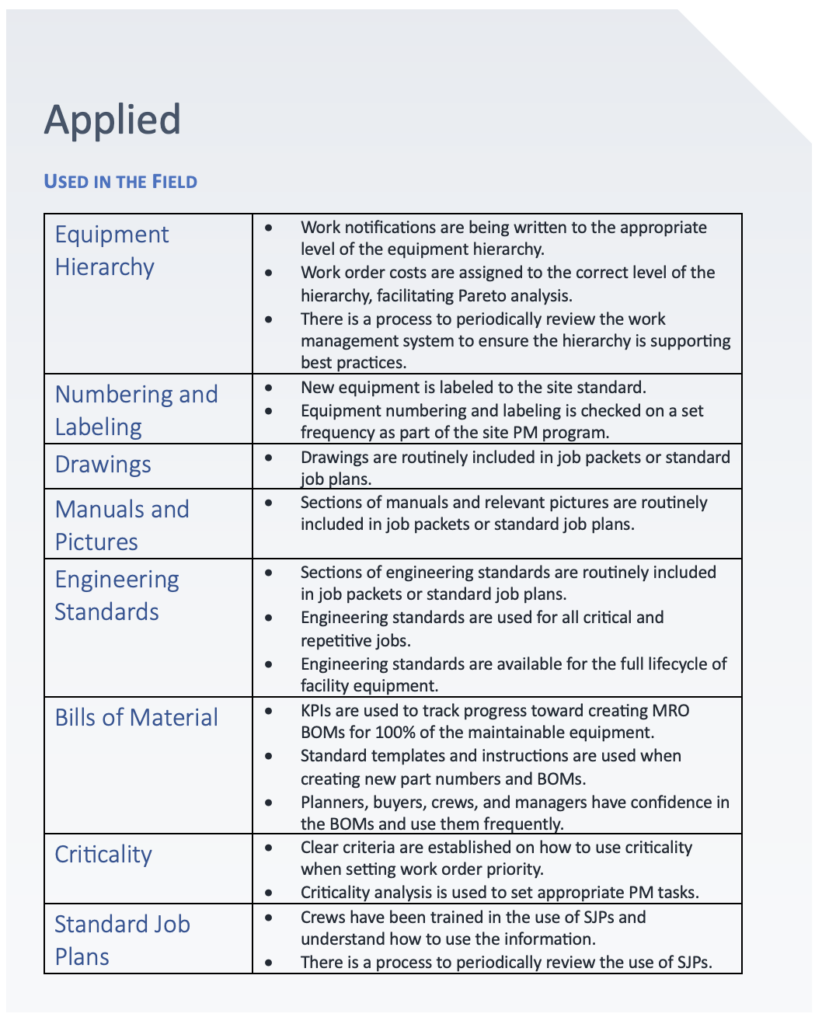
Applied
To be of any value, the technical database must be applied to the work in the field. Having well-organized documents that are accurate and accessible doesn’t add any value unless it is used to drive improved work execution.
To ensure the technical database is being applied, conduct spot checks on a routine frequency. Check work notifications are written to the correct level of the hierarchy. Talk with planners to uncover issues with bills of material. Discuss how the criticality analysis is being used to set work order priorities with the schedulers. Review standard job plans and work packages to verify drawings and relevant portions of equipment manuals are being included.
Using Best Practices to Improve Maintenance Work Management
Work management processes are improved with an accurate, accessible, and applied technical database. The documents, files, drawings, instructions, lists, and standards needed for planning and scheduling must be correct and complete. The data also needs to be in an easily accessed and organized structure. Train users in what information is available and how to locate it. Ultimately, the data must be used to be of value. Check that crews have the information they need and aren’t wasting time looking for additional instructions. An organized technical database will streamline the planning process and lower maintenance costs. With access to the right information crews will perform better work in the field. The higher quality maintenance work and efficient planning will lead to lower overall costs of production.
The technical database is made up of eight components, if you’re interested in learning more about each component follow along with the series as it is updated each month.
- Equipment Hierarchy
- Equipment Numbering and Labeling
- Drawings, Manuals, and Pictures
- Engineering Standards
- Bill of Materials
- Criticality
- Standard Job Plans

Related Articles

'Ja, maar' Mentality Can Hurt Planning

Why Planned Maintenance?

Equipping Crews for Cost Savings with Standard Job Plans

Practical Guide to Equipment Hierarchy

Optimizing your Shutdown Program in 5 Steps


