Adhesives Assure Fastener Reliability
Andy Bardon
Threaded fasteners set and hold tolerances on assemblies ranging from light-duty equipment to heavy machinery. Loosening is one of the major causes of industrial equipment failure, and results in millions of dollars worth of unscheduled downtime costs each year. In many cases, fasteners that self-loosen during equipment operation may contribute to wear and fatigue, and result in poor operating tolerances, misalignment and even catastrophic equipment failure. Various types of differential stresses such as vibration and shock, thermal expansion and contraction, and micro-movement reduce clamping force on the assembly and ultimately cause failure.
Proactive maintenance of threaded fasteners has helped to increase equipment uptime. Maintenance activities that counteract self-loosening come in two basic categories – mechanical locking devices and chemical machinery adhesives. Mechanical devices such as spring washers, wire retainers and locking bolts are costly and can’t reliably prevent self-loosening caused by side-sliding motion. They also don’t seal or prevent corrosion within the fastener assembly and must be sized appropriately for the specific fastener, resulting in large and costly parts inventories.
Figure 1, a vibration vs. clamp load chart, illustrates that many mechanical locking methods loosen over time even under small vibrations. It also shows the performance of chemical machinery adhesives over time.

Liquid threadlocking adhesives have become one of the most reliable and inexpensive ways to ensure that a threaded assembly will remain locked and leak-proof for its entire service life. Applied drop-wise to fastener threads, liquid anaerobic products fill the threads’ grooves and cure to a hard thermoset plastic when exposed to active metal ions in the absence of air. Chemical machinery adhesives lock the threaded parts together, ensuring that mated parts ultimately act as one conjoined part that resists failure and delivers the greatest possible reliability.
Most assemblies held together by threaded fasteners will at some time be dismantled for repairs, maintenance or adjustment. For this purpose, threadlockers are available in low-strength formulations for easy removal, medium-strength grades that can be removed using common hand tools and high-strength or “permanent” grades suitable for very demanding assemblies with minimal service requirements. Even the highest-strength threadlockers can be removed with standard hand tools after direct exposure to 450- to 500-degree Fahrenheit temperatures for about five minutes.
The strength and viscosity of the threadlocker needed for an application are directly related to the size of the fastener used. Low-strength threadlockers are used on screws up to one-fourth-inch in diameter, such as adjustment and calibration screws, meters, gauges and other fasteners that will need ongoing adjustment. Medium-strength materials are for fasteners up to three-fourths-inch in diameter used in machine tools and presses, pumps, compressors and as mounting bolts. High-strength threadlockers are best used on fasteners up to one inch in diameter found in permanent assembly applications such as heavy equipment and a variety of mounts. Low-viscosity penetrating formulations are also available. These easily wick into pre-assembled fasteners up to one-half-inch in diameter.
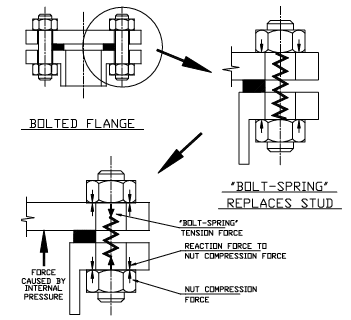
You should only apply threadlocking adhesives where the nut and bolt will meet when the assembly is fully tightened, as only adhesive between the threads will cure. For blind-hole assemblies such as studs, apply threadlockers to the bolt and onto the threads within the blind hole. If you apply adhesive only to the bolt, air pressure may force the liquid to escape as the bolt is torqued down, and result in incomplete cure and possible assembly failure.
The operating conditions of the end-use environment dictate the threadlocking formulation selected. The newest threadlocking technologies offer many advantages formerly unavailable, including surface-insensitive, high-temperature and chemically resistant materials, as well as formulations engineered to withstand extreme vibration.
Recent advances in the stability and reactivity of threadlocking materials have allowed the development of semi-solid “stick” formulations that complement their liquid counterparts.
Related Articles
The State of the Semiconductor Industry and Its Growth

Keeping Compressed Air Dry

Use the Right Grease for the Job

Solving Hydraulic System Overheating Problems
Prevent Flange Leaks with Proper Bolting Practices
Protection of Equipment During Storage, Standby and Decommissioning


