6 simple tips for lubrication success. Grease and oil are the key lubricants used throughout industry to reduce friction between metal parts. Lubricants can only reduce friction if their immediate environment sustains their lubricating properties. Once the operating conditions are known, a suitable lubricant with the right properties can be used. When the lubricant is in place it is necessary to maintain the environment and the machine to the specified design standards and protect it from changes to the design conditions. There are six key factors to address for trouble-free life where grease or oil lubrication is used on machinery.
How do you get Trouble-free Lubrication?
Only one of the trouble-free lubrication secrets is lubricant dependent! Amazingly the other five have to do with how well the bearing is treated and cared for.
1. Practice Contamination
The greatest destruction of lubrication is done through poor handling and storage practices. Hospital-quality cleanliness is the best protection against introduced contamination.
The storage room must be spotless. Transfer and drainage equipment must be as clean as restaurant knives and forks. The lubricant containers, lids and seal tops must be dinner plate finish. Keep the lubricant covered. Don’t place unused, excess lubricant back in a container – it is too late, it is already contaminated! Absolutely no dirty hands and dirty tools with clean lubricant or when touching bearings! Clean the lube point nipple on the machine spotless before inserting more clean lubricant. Unless the lubricant is clean and the bearing is spotless, the machine’s early destruction is certain.
If necessary, start your lubricant store over again. Get everyone together and explain the life-and-death requirements for clean oil and grease. Research and write lubricant storage and handling procedures, and then train everyone. Make your supervisors responsible for cleanliness of the store and the use of the procedures.
Only lubricant that is completely clean is allowed to go into bearings.
2. Moisture Contamination
The job of a lubricant is to keep metal surfaces apart. If the lube layer thins because of the presence of moisture, the surface roughness projections from the metal surfaces will smash together and rip each other to pieces. This will introduce solids contamination and make the lube film hot. The lube film becomes filled with solid metal particles, the heat thins it further and the metal shearing gets worse. The metal surfaces can even weld together from the heat caused by the friction.
Moisture must never be allowed into a bearing. Keep it clean and dry! Totally ban hosing down and compressed air blow down. Replace it with brush down and wipe cloths. To win people over to the change, trial it on the machine with the worst failure record after it has been overhauled. Record how long it lasts before the next bearing failure and compare it to the old failure history.
3. Wrong or Degraded Lubricant
The right lube viscosity at the operating temperature for the load and shaft speed is a must! Only clean lube with the correct specification for the bearing at operating conditions is acceptable. When the bearing lube deteriorates get rid of it and replace it or clean it up. Keep process chemicals out!
How do you know the lubricant’s condition, contaminants, and quality at any point in time? You don’t unless you sample it and test it for suitability to continue in service. If you are not sure whether it should continue in service, you are right! Get rid of it or clean it up. The cost of doing either is a lot less than a breakdown.
Shaft sealing is critical to success. Do everything necessary to keep moisture, process chemicals, dirt and dust from getting into the lubricant. Some options are to add more seals, change styles of seal, flush with grease using automatic dispensers, or put positive air pressure in the seal area.
4. Misalignment
Bearings and shafts are designed to run perfectly true to their axis. The first thing a designer does when designing a machine part is to draw the centerline of the shaft and bearings. Then she draws in the shaft and the bearings. In doing that she has assumed perfect alignment! P-E-R-F-E-C-T A-L-I-G-N-M-E-N-T! Unbelievable but true!
As soon as the alignment of shafts is not perfect, orbital motion occurs. Each shaft starts throwing its weight about against the other. The bearings get unexpected loads fluctuating at different positions. Instead of the load being carried in the load zone of the bearing where lubrication is present, the loads may occur at the top unlubricated part of the bearing. Or the hammering ruptures the film and squashes the lube out from the load zone. The thinner lubricating film then allows metal to metal contact.
5. Imbalance
This is a sister to misalignment. Rotating out-of-balance parts produces vibration. The vibration produces unplanned forces throughout the bearing. And like misalignment, the bearing experiences loads in unlubricated locations. The shaft begins to rattle and bounce about. In the case of roller bearings, the rollers are smashed into the raceways and start hammering the metal. The metal surfaces dimple and roughen (brinell) and failure happens soon after.
6. High Temperatures
Temperature rise causes lubricant viscosity to fall and lube films to thin. External sources may also cause temperature rise. Is the process radiating heat onto the bearing housing, or is there hot, direct sunshine on the bearing housing, preventing internally generated heat from dissipating (shedding) out of the bearing? Is the process heat being transferred down the shaft and into the bearing? Is the bearing housing covered in dust, dirt, rags or rubbish so the heat cannot escape? Does it need an extra flow of cooling air to remove the heat? If oil lubrication is used should an oil cooler be installed? Does the housing need more surface area for radiation and convection cooling?
Keep the lubricant cooled to the temperature of the required viscosity.
Do all these six things right and you won’t have problems due to poor lubrication. It will need constant vigilance, but the pay-off is long-lived plant operating with few problems. We hope these 6 tips for lubrication success will be helpful.
References for 6 simple tips for lubrication success:
Dingo-Noria Oil Analysis Training Seminar Notes 2001 – Fundamentals of machine and lubrication degradation.
Machine Design Theory and Practice, A D Deutschman, W J Michels, C E Wilson, Macmillan Publishing.
Mike Sondalini
Mike Sondalini is a Senior Consultant at PWWEAM System-of-Reliability. BEng(Hons), MBA, CPEng. As a consultant and trainer, Mike was able to present his insights to his clients, suggesting innovative approaches to plant and equipment reliability. Their feedback was resoundingly positive. Efforts which earned him an international reputation for articulate, out-of-the-box articles on plant and equipment reliability, life-cycle EAM, maintenance management, work quality assurance, and team building. After decades of dedicated research, Mike authored “Industrial Manufacturing Wellness: The Complete Guide to Successful Enterprise Asset Management” a revolutionary approach on how maintenance and physical asset management systems should be run, the book detailed who, what, where, when, why, and how outstanding reliability could be achieved. Each step based in scientific and mathematical understanding to ensure repeatability of results and optimal outcomes.
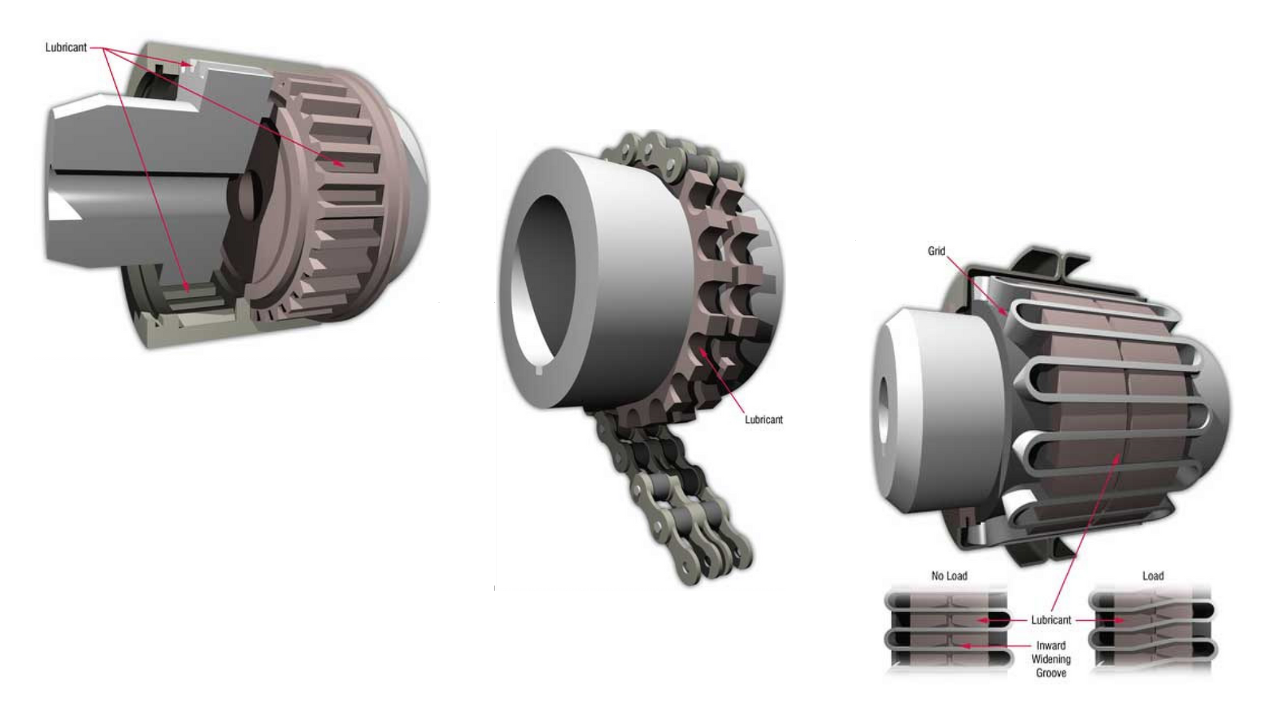
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
Significant engineering and test efforts
have been undertaken in the last few years into the area of arc flash/blast hazards in electrical equipment. The result has been a better understanding of arcing faults and how to prevent and/or minimize the hazards to personnel and equipment. This paper highlights some of the findings that may help in safety management and equipment selection. This paper concludes with some design considerations that will help reduce the hazards of arcing faults.
Significant engineering and test efforts
have been undertaken in the last few years into the area of arc flash/blast hazards in electrical equipment. The result has been a better understanding of arcing faults and how to prevent and/or minimize the hazards to personnel and equipment. This paper highlights some of the findings that may help in safety management and equipment selection. This paper concludes with some design considerations that will help reduce the hazards of arcing faults.
There are three basic electrical hazards that cause injury and death: shock, arc-flash, and arc-blast. Following these safety principles can result in a safer work environment and prevent injuries or even death.
There are three basic electrical hazards that cause injury and death: shock, arc-flash, and arc-blast. Following these safety principles can result in a safer work environment and prevent injuries or even death.
It's hard to imagine belt conveyors anywhere playing a more important role than at South Africa's Kendal Power Station. Here, the world's largest black-coal-fired electrical generating complex converts up to 1.4 million tons a month into more than 4100 megawatts, enough to supply three cities the size of nearby greater Johannesburg.
It's hard to imagine belt conveyors anywhere playing a more important role than at South Africa's Kendal Power Station. Here, the world's largest black-coal-fired electrical generating complex converts up to 1.4 million tons a month into more than 4100 megawatts, enough to supply three cities the size of nearby greater Johannesburg.
In this advisory, we are going to demonstrate how hazardous, documented, service, repair, and troubleshooting recommendations have proliferated the fluid power industry, leaving unsuspecting persons vulnerable to possible injury or death. Unsafe service, repair, and troubleshooting recommendations are running rampant throughout the fluid power industry - and there is no end in sight!
In this advisory, we are going to demonstrate how hazardous, documented, service, repair, and troubleshooting recommendations have proliferated the fluid power industry, leaving unsuspecting persons vulnerable to possible injury or death. Unsafe service, repair, and troubleshooting recommendations are running rampant throughout the fluid power industry - and there is no end in sight!
Hydraulic systems must store fluid under high pressure. Three kinds of hazards exist: burns from the hot, high pressure spray of fluid; bruises, cuts or abrasions from flailing hydraulic lines; and injection of fluid into the skin. Safe hydraulic system performance requires general maintenance. Proper coupling of high and low pressure hydraulic components and pressure relief valves are important safety measures.
Hydraulic systems must store fluid under high pressure. Three kinds of hazards exist: burns from the hot, high pressure spray of fluid; bruises, cuts or abrasions from flailing hydraulic lines; and injection of fluid into the skin. Safe hydraulic system performance requires general maintenance. Proper coupling of high and low pressure hydraulic components and pressure relief valves are important safety measures.
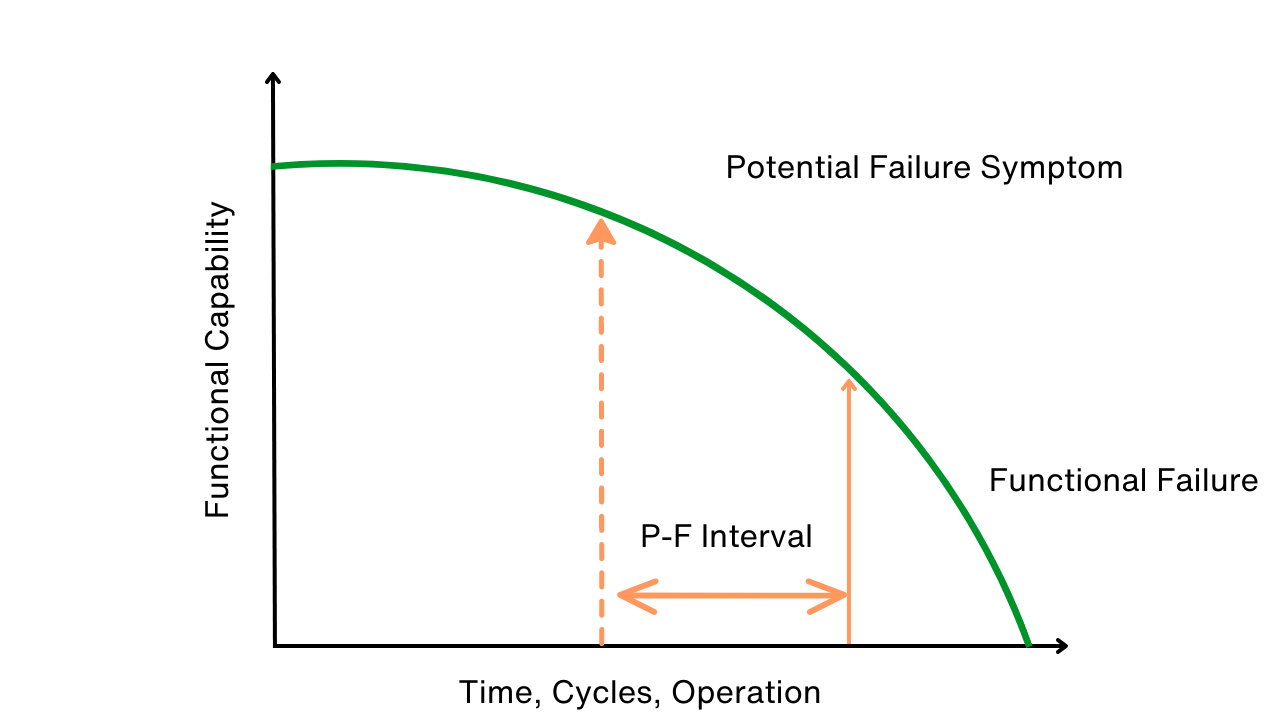
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
Oh "Overall Equipment Effectiveness", I've heard about that before! Unfortunately, in many facilities, that's all OEE (Overall Equipment Effectiveness) is to the personnel. Something they heard of, talked about or read about. Many maintenance departments today still do not effectively utilize the OEE tool even though it's widely used among the world class companies.
Oh "Overall Equipment Effectiveness", I've heard about that before! Unfortunately, in many facilities, that's all OEE (Overall Equipment Effectiveness) is to the personnel. Something they heard of, talked about or read about. Many maintenance departments today still do not effectively utilize the OEE tool even though it's widely used among the world class companies.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).