[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Suction Bell Upgrades for Vertical Turbine Pumps
Suction Bell Upgrades for Vertical Turbine Pumps
Dr. Lev Nelik, P.E., APICS
How long should a vertical pump’s suction bell last? That was a question a plant manager asked me during a recent consulting assignment for a power plant. A pump manufacturer’s typical response to such a question is, “it depends.”
Basically, it depends upon the liquid being pumped, the operating point on a curve, the accumulated hours, the materials of construction, and so on. But is there an average value, or does a pump life vary within a very broad range? Is 30 years of life considered a very long time? Is two years unacceptably low?
If a large vertical cooling water or recirculating pump supplies water to the plant, 15 (or more) years of life should be achievable. Anything under five years is too short for most applications. If water comes in from the ocean or a gulf, the pump life (i.e. impeller, casing cone, suction bell) will be reduced, especially if a pump operates off-design, where suction recirculation is particularly damaging and the seawater is known to be very corrosive.
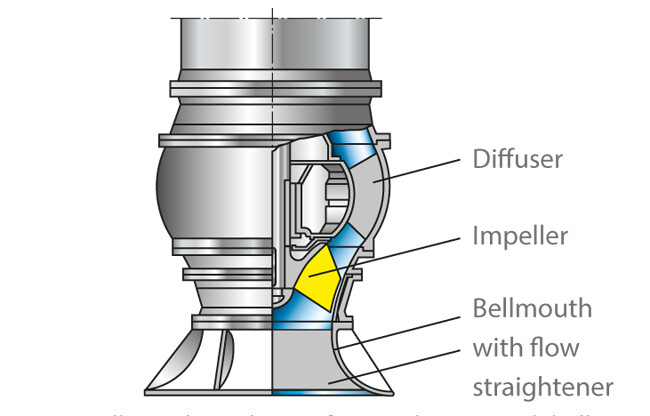
Often, damage to the impeller casing (cone — at immediate proximity to the vanes) is much more severe as compared to the damage of the suction bell (below the impeller) itself. In recognition of this fact, some designs are deliberately configured into a two-piece construction where the impeller casing (cone) is bolted to the suction bell, thus making it simpler to replace. For large vertical turbine pumps, these parts are expensive, and separating a shorter-expectancy-life part from a longer-expectancy-life part is a good idea.
Unfortunately, many designs configure the impeller casing and suction bell into one continuous unit because it is obviously cheaper to produce a single-piece casting. The problem here is that when the casing gets damaged, the entire part must be scrapped and replaced — and the end user pays for that.
When examining such a worn-out casing cone/ suction bell part, an effective upgrade strategy involves modifying the design by separating the part into two pieces and then bolting them back together. An example of such an upgrade was recently done by our repair shop.
Suction bells are usually constructed from iron, which is significantly less expensive than stainless steel but lacks its resistive properties. Upgrading an entire piece is another possibility, but it is often too expensive and really unnecessary. Instead, a two-piece construction will have a new stainless cone, bolted to the old bell and fitted with a stainless flange.
The result is a much better design, with stainless steel providing many more years of operation at enhanced resistance to corrosion and cavitation damage.
And should the lower portion (suction bell) eventually need repair, it can be done, saving time and money by reusing the undamaged stainless upper part.
We cannot change the single-piece past. But we can certainly improve the life of individual components, once the deficiencies of past practices are realized, understood — and corrected.
As the lights flicker and the machines hum, strange noises echo through the factory floor. Are they signs of restless spirits—or just neglected preventive maintenance? This Halloween, step into the wriggling insides of your equipment and uncover the mechanical mysteries behind every eerie creak, rattle, and groan. Sometimes, the scariest sounds aren’t from ghosts…but from failing components.
As the lights flicker and the machines hum, strange noises echo through the factory floor. Are they signs of restless spirits—or just neglected preventive maintenance? This Halloween, step into the wriggling insides of your equipment and uncover the mechanical mysteries behind every eerie creak, rattle, and groan. Sometimes, the scariest sounds aren’t from ghosts…but from failing components.
Process pump reliability logically involves a combination of fluid-related performance and design decisions that focus on engineering materials and the configuration of mechanical components. Recent case studies have pointed out improvement opportunities in the relative design conservatism found in certain process pump models. Combined with deficiencies in the training of personnel, it can be argued that pump reliability has not made as much progress as it perhaps could.
Process pump reliability logically involves a combination of fluid-related performance and design decisions that focus on engineering materials and the configuration of mechanical components. Recent case studies have pointed out improvement opportunities in the relative design conservatism found in certain process pump models. Combined with deficiencies in the training of personnel, it can be argued that pump reliability has not made as much progress as it perhaps could.
Bearing isolators significantly reduce the life-cycle cost of rotating equipment by minimizing maintenance, downtime, and energy expenses while extending equipment life.
Bearing isolators significantly reduce the life-cycle cost of rotating equipment by minimizing maintenance, downtime, and energy expenses while extending equipment life.
It's important to find out if material flows are present or not throughout a bulk-processing facility; material cost savings and increased plant efficiency can offset an investment in monitoring. Most bulk solids processors can do this using low-cost acoustic emission-monitoring technology.
It's important to find out if material flows are present or not throughout a bulk-processing facility; material cost savings and increased plant efficiency can offset an investment in monitoring. Most bulk solids processors can do this using low-cost acoustic emission-monitoring technology.
Several tests can be performed on a hydraulic pump to indicate its condition. The temperature of the pump case, the flow of the case drain and the current draw of the drive motor are common checks that can be done regularly and over a period of time to track the wear of a hydraulic pump.
Several tests can be performed on a hydraulic pump to indicate its condition. The temperature of the pump case, the flow of the case drain and the current draw of the drive motor are common checks that can be done regularly and over a period of time to track the wear of a hydraulic pump.
This article covers the two main plant numbering systems that together form the framework on which all maintenance programmes are based and describes the value that can be created by integrating these identification systems. These two systems are: Equipment Numbers, or more accurately, Equipment Location Numbers Stock-Keeping Unit (SKU) numbers or, preferably, Material Catalogue Numbers. A third, less critical but still important numbering system for Stores location (or “bin”) numbers, is also included.
This article covers the two main plant numbering systems that together form the framework on which all maintenance programmes are based and describes the value that can be created by integrating these identification systems. These two systems are: Equipment Numbers, or more accurately, Equipment Location Numbers Stock-Keeping Unit (SKU) numbers or, preferably, Material Catalogue Numbers. A third, less critical but still important numbering system for Stores location (or “bin”) numbers, is also included.
Use the proper tools and a good pair of eyes to eliminate almost all your belt drive problems. Did you know that premature belt drive failures can be attributed to just a half-dozen commonly encountered problems? Or that all it takes to solve these problems is just a few tools and using your head? Other than normal wear and use, the most common sources of belt drive failures are 1) improper tension, 2) misalignment, 3) handling, 4) hardware, 5) environmental factors, and 6) design factors.
Use the proper tools and a good pair of eyes to eliminate almost all your belt drive problems. Did you know that premature belt drive failures can be attributed to just a half-dozen commonly encountered problems? Or that all it takes to solve these problems is just a few tools and using your head? Other than normal wear and use, the most common sources of belt drive failures are 1) improper tension, 2) misalignment, 3) handling, 4) hardware, 5) environmental factors, and 6) design factors.