Steps to Create a Culture of Manufacturing Reliability
Christer Idhammar, Founder IDCON INC
Posted 10/31/2022
What is reliability and how can you measure it?
The first step to creating a culture of manufacturing reliability is to agree on what reliability is, the benefits of improving it, and how it will be measured.
In this article, we define reliability as the ability of a manufacturing process line, or equipment, to perform up to its designed capacity. If the capacity was designed to manufacture 500 widgets per eight-hour shift, but the actual quality volume output was 472 widgets during a shift, then you achieved a reliability of 94.4% during that shift.
The components of overall production, or manufacturing, efficiency (OPE/OME) are:
• % quality volume manufactured
• % time manufacturing line is running
• % speed of set speed.
% Quality x % Availability x % Speed = OPE/OME
We use the term overall manufacturing reliability (OMR) or overall production reliability (OPR). This means that it covers both operations and maintenance. So, not only does it include equipment reliability, but it also includes operating process reliability (such as operating at the right speed and pressure or having the right packaging material).
Using overall manufacturing reliability as a common measurement avoids those “happy islands” where each department has the illusion of being good even though the total performance is not very impressive. This is an example from a plant where each department worked in silos and reported on their departments’ reliability. Each department thought they were very good, with little room for improvement. Each were in the high 90s, so the OMR would be 88.5%. For this manufacturing line, this is about 7% below good performance.
Mechanical: 3% losses = 97%
Electrical: 2% losses = 98%
Instrumentation: 2% losses = 98%
Operations: 4% losses = 96%
Other: 1% losses = 99%
Overall Manufacturing Reliability = 88.5%
In highly automated manufacturing, the first focus is often on equipment reliability. This is because if equipment is operating without any problems, you are making your product. If it is not, you are not making any product.
Organization and Mission
To create a reliable manufacturing culture, you must agree to work in a close partnership between operations and maintenance, including stores and engineering. This should start with a common manufacturing mission that clearly expresses this. Then you need to design and implement all work management processes with the agreed upon mission statement as a guideline.
A manufacturing mission statement between operations and maintenance should be worked out between the parties and could be:
“In an equal partnership between operations and maintenance we shall safely deliver continuously improved manufacturing reliability.”
The maintenance organization’s mission statement would then be:
“In an equal partnership between operations and maintenance we shall safely deliver continuously improved equipment reliability.”
The operation organization’s mission statement would then be:
“In an equal partnership between operations and maintenance we shall safely deliver continuously improved operating process reliability.”
This would express a culture change from operations and maintenance working in silos to growing into equal partners. As a consequence, lost production shall not be recorded by each department because it often leads to a blame game. Instead, triggers are set to select what to do root cause problem elimination (RCPE) on. In this process you do not ask who; instead, you ask why. This is just one of many changes needed to make to accomplish a reliable manufacturing culture.
It also changes the common view that the maintenance organization delivers service to the operations organization. Instead, the maintenance organization delivers equipment reliability. That makes sense because the product of maintenance is not service, it is reliable equipment.
Common Goals
You must agree on common lagging (or results) indicators. Often, the maintenance organization is measured by budget and costs, while operations is measured by produced quality volume. Instead, common lagging indicators should be:
• safety
• overall Manufacturing reliability
• manufacturing cost per unit.
Each department can have their own leading indicators to drive performance toward the common lagging indicators. For the maintenance organization, these could include average vibration level trend, preventive maintenance compliance (only meaningful if content is right), % planned work, % schedule compliance and more.
Benefits of Improved Overall Manufacturing Reliability
The major benefits of improved overall manufacturing reliability include safety and increased throughput of quality volume product.
Many studies by IDCON and other organizations including BEMAS in Belgium and the University of Dayton shows that there is a strong correlation between safety and reactive maintenance.
The example below shows that companies that reported 64% reactive maintenance had an OSHA recordable incident rate (RIR) of 4.36 while companies reporting 9% reactive maintenance had an OSHA RIR of 0.11.
Reactive Maintenance Causes More Safety Incidents

It is important to understand the value of improved overall manufacturing reliability. In addition to being a safety and physical asset, it also benefits the revenue side of the maintenance organization. Creating an OMR-driven organization does not require much capital work. Necessary investments include education, training, and outside support to help you do better with what you already have.
Yes, I know from decades of experience that outside support is needed. Many organizations are in a gridlock and need an outside neutral coach to get it done within a reasonable time frame.You need to estimate the value of improved OMR as an input to the business case you will develop and present it to decision makers. We advise to not estimate too much. Even if the potential to increase OMR is 7%, instead show the value of 1% improved OMR.
If the average market price for your product (in this example tons) is $480, and the average variable cost over the same period to make one ton is $290, then the contribution toward fixed costs is $190 per ton.
In this plant, it produced a steady average of 950,000 tons per year. A 1% increase is 9,500 tons per year times $190 per ton, which would increase revenue by $1,805,000 per year.
Even if you cannot sell more tons, improved OMR results in faster and safer manufacturing throughput. For example, Just in Time Manufacturing must have high OMR. Value of 1% improved reliability:

When you agree on the mission and the necessity to improve overall manufacturing reliability, some suggested steps include:
• Educate, train, and explain the benefits and what the future will look like.
• Assess how good you are and how good you can become.
• Develop an action plan for the next five years.
• Appoint a coach that can not only teach, but who can also provide on-the-job training/coaching with key people such as managers, planners and frontline leaders.
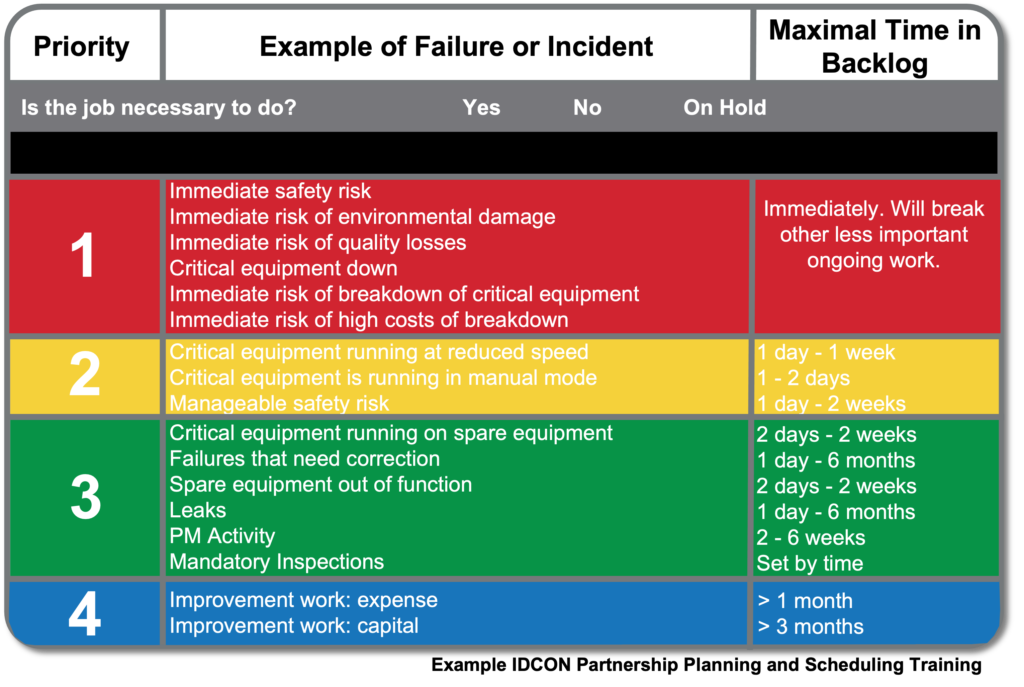
One of the most common improvement opportunities include too many emotional priorities from requestors, and operations used to overprioritize work requests to get the job done even before it is necessary. The solution is to develop a clear and simple priority guide. Keep it simple and use only two priorities: Job must be done now; latest date completed. Define together what constitutes emergencies and how long different situations can be in the backlog. See the example below.
To improve the work management process (WMP), key people in operations and maintenance should develop it together. A complete WMP with each step documented and assigned to people can look overwhelming. We propose that you start with an easy-to-understand overview, and from there you would detail each step. An overview can look like the example below when you decide where operations and maintenance employees are involved.
It is often advantageous to have the function of a maintenance-operations coordinator reporting to operations as well as leading scheduling meetings.

How do you start creating a culture of manufacturing reliability?
Of course, there are many ways you can work to move your organization toward a reliability culture and a good partnership between operations, engineering, and maintenance including stores. Your plant manager needs to drive this initiative and get the key positions in the manufacturing organization onboard to jointly support this change.
Some improvement initiatives fail to fully deliver potential results while other initiatives are very successful. Successful organizations have achieved between 1–10% increased manufactured quality volume followed by 5–15% lower maintenance cost.
Step 1. Educate and inform.
The most successful organizations that we have worked with always started with a one- to two-day seminar having key operations, maintenance, engineering, and stores managers and hourly employees in attendance. The seminar explains the benefits for the whole organization, why an improvement initiative is needed, what the best reliability and maintenance practices are, and how implementation is proposed to be done. It is important to first agree on the right things to do, and after that decide how you are going to take each step on your journey toward a reliability culture. Therefore, the seminar focuses on the right things to do and to get feedback and agreement on these things. It is easier to get agreement on the right things to do then how to do them in detail.
After the seminar we ask for formal feedback and self-evaluation from attendees of the seminar. The feedback involves the organization firsthand and provides valuable information for Step 2.
Step 2. CBP (Current Best Practices) Assessment
It is likely that many employees already know what to do, but you need to get an objective view to find the gaps between how good your organization is and how good it can become.
Before you start a journey, it is necessary to know where you are when you start and where you are going. All of our successful initiatives have included a Current Best Practices (CBP) assessment followed by developing, documenting, and communicating the implementation plan. This is done together with owners that are assigned to each improvement subject that has been identified during the CBP assessment.
Step 3. Implement
There are seldom any surprises as to what needs to be done. The CPB assessment serves as the tool to educate, increase awareness, and bring the organization together in a reliability culture. Improvements will not be sustainable unless the CBP assessment is repeated every 12 to 18 months. These reassessments drive the improvement work and keep it alive. We compare this to better safety. If repeated safety assessments are not done, safety will not improve—it will decline.
The most common reliability and maintenance processes that are identified to improve upon are:
• Preventive maintenance content and execution is not right or up to date and consequently not executed.
• Work management, where prioritization, description of work, planning and scheduling are weak.
• The bill of material is very incomplete causing difficulty to plan efficiently and makes inventory of spares impossible to do right.
• The roles of planners, frontline leaders, operations-maintenance coordinators and reliability engineers are unclear and not followed.
Success requires long-term, consistent, visible, and caring leadership. Too many initiatives are started and not finished before they are changed or replaced. Leadership needs to include the plant manager. The right people are also needed to drive the change to a culture of manufacturing reliability, including the frontline organization, to support well-developed, documented and followed processes. Repeated assessments will drive and sustain improvement.

Related Articles
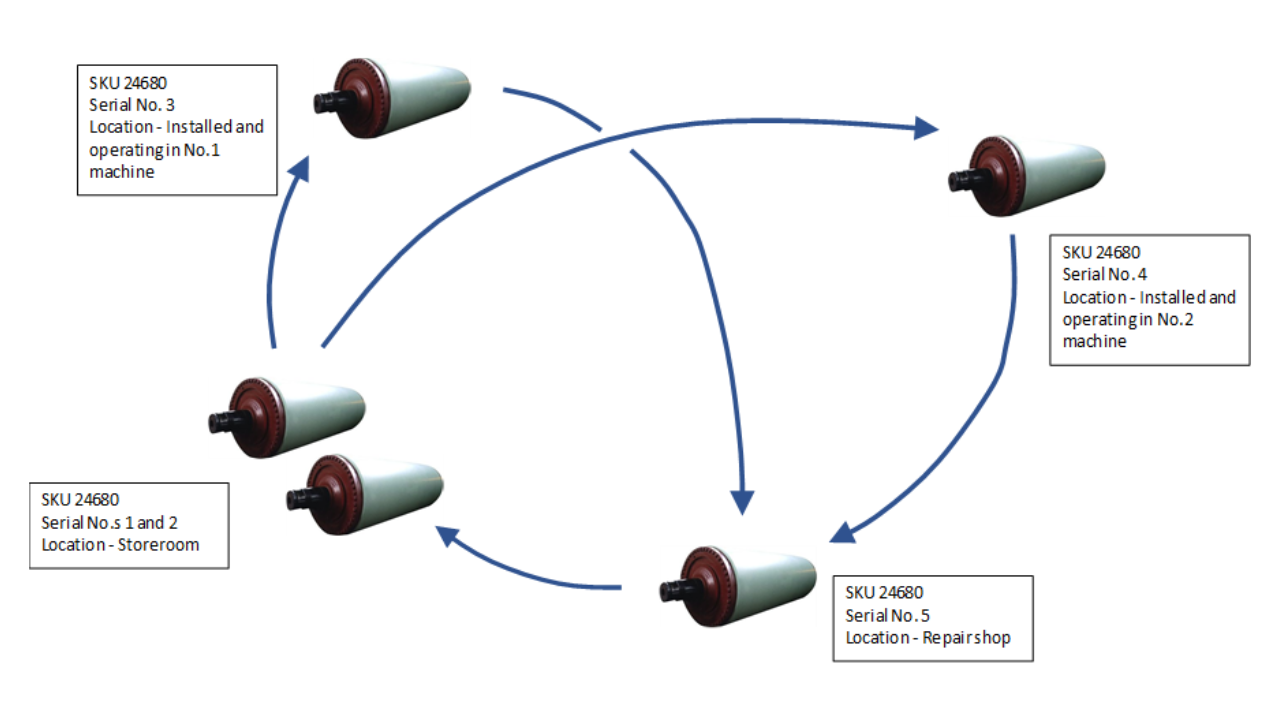
Serialized Spare Parts

HVAC Attack - How to Select the Right HVAC Filter for the Job

Nurturing Lean Leaders for Business Sustainment and Retention

Switch in Contract, Maintenance Proves Costly

Leadership of Industry 5.0 and ‘New Quality 5.0’ - A Paradigm Shift


