Mechanical Quality Assurance: The Next Progression of Reliability
Joseph F. “Joe” Dolniak
The quality of its equipment and processes (mechanical quality assurance) is crucial in a company’s ability to drive reliability. Assuring that type of quality requires the right questions to be asked and the right answers to be supplied. Again and again and again…
Reliability is not rocket science. It should be easy to achieve. Do things right the first time, from design, procurement, construction, installation, maintenance and operation, all the way through to decommissioning. Isn’t this the goal of engineers? Still, in many cases we —industry in general—seem to struggle in achieving high reliability. One reason may be widespread inattention to Mechanical Quality Assurance (MQA).
From Quality Assurance (QA) to Mechanical Quality Assurance (MQA)
While Quality Assurance (QA) is a standard practice in many industries, most often it focuses on the quality of the end product of the operation, be it production of pharmaceuticals, electronics or consumables. With the many similarities between QA and reliability, it is ironic that there are few companies utilizing QA as a means to drive continual improvement in the maintenance and reliability sectors. Rarely does one see an emphasis on Mechanical Quality Assurance (MQA).
Wikipedia describes Quality Assurance as “planned and systematic production processes that provide confidence in a product’s suitability for its intended purpose. It is a set of activities intended to ensure that products (goods and/ or services) satisfy customer requirements in a systematic, reliable fashion.” There are two key points to note in this commonly accepted definition. The first is “production process” and the second is “goods and/or services.”
“Production process” and “goods and/or services” lead one to accept that QA is only for production and end-product requirements. However, cannot procurement, construction, installation, maintenance, operation and decommissioning in their own right be considered as production processes resulting in goods and/or services? When one begins to analyze these functions with respect to Quality Assurance one will arrive at Mechanical Quality Assurance.
In a very high overview of Quality Assurance one will find that:
• ISO 9001-Quality management systems-requirements is based on eight quality management principles:
1. Customer focus
2. Leadership
3. Involvement of people
4. Process based approach
5. System approach to management
6. Continual improvement
7. Decisions based on facts
8. Mutually beneficial supplier relationship
• Certified QA programs require six procedures in their programs:
1. Control of documents
2. Control of records
3. Internal audit
4. Control of nonconforming product
5. Corrective actions
6. Preventive actions
Note that the intent of this article is not to review Quality Assurance, but rather to show how a working Mechanical Quality Assurance program can improve your reliability program—as well as all of the functions listed above (procurement, construction, etc.). MQA takes the components of ISO 9001 and applies them to the “non-production” groups of your facility.
There are certain points that are assumed to be—and need to be—in place for these activities to show positive results. They include upper management support, trained and dedicated MQA workers and an atmosphere of professionalism in the MQA group that maintains the integrity of the program. Confidentiality of information is critical, especially when dealing with outside vendors. Although certification is not required, the goal of an Mechanical Quality Assurance program should be to achieve certification to promote the professionalism of the program.
The Mechanical Quality Assurance audit
An established standard auditing protocol should be followed when conducting Mechanical Quality Assurance audits. This protocol covers the roles and responsibility of audit team members, conducting audits, reports, professionalism, etc.
As in any quality program, changes are driven from audits results.Audits are conducted following an audit checklist. The audit checklist contains sections with specific questions.Each section of the audit checklist calls for answers to questions that tell the Lead Auditor that requirements are being met— or NOT. The audit checklist also contains areas to indicate if the vendor met its requirements, and an area for notes.
Your audit checklist needs to address the requirements of your specific industry, the scope of your MQA program, while keeping in mind requirements for both ISO 9001- and QA-certified programs. A typical industrial MQA program scope would include suppliers and contractors of engineered products and services (“vendor,” hereafter). Thus, you do not audit vendors whose functions are outside of this scope (i.e. your vendor for office supplies). For consis-tency reasons, having one audit checklist that would cover all of the audit requirements of your MQA scope is a good practice. When setting up your MQA program, it is also wise to conduct some in-house Beta audits. Reviewing these Beta audits will allow you to fine-tune the audit checklist so you can meet your own audit requirements before you begin auditing your vendors.
When you are ready to begin auditing your vendors, a pre-audit via electronic data exchange normally is performed first. This would cover limited specific items that would eliminate a vendor from working on your site, i.e. show stoppers. Once the pre-audit results deem an audit at the vendor’s facility, one is scheduled.
The vendor would then be given a copy of the audit checklist so it can be prepared for the audit—this is because documented proof is required for many of the ques-tions. (This can also be done for the pre-audit.) The goal of the MQA audit is to have a well-planned vendor audit that can be completed in one or two days. The vendor audit also includes a plant tour and other inspections as deemed necessary.
The in-house audit of your own company departments follows the same protocol, but is typically less formal. This does not mean it is less professional during the actual audit.
A typical industrial audit checklist may include requirements similar to the following:
1. Certification requirements
2. Quality Program requirements
3. Document requirements
4. Inspection and Test Plan (ITP) requirements
5. Engineering Control requirements
6. Inventory Control requirements
7. Repair and Installation requirements
8. Work Order requirements
Be aware that, depending on your industry, these audit requirements may look quite different from the ones your company would require.
A very brief overview of what the foregoing eight sections might look for during an audit and the audit process is detailed below. Note that these requirements are applicable to both in-house and vendor-supplied activities.
Certification requirements…
If a vendor failed this section of the audit, it should immediately be eliminated from conducting work with your company. Vendors doing work must have their company’s and workers’ certifications, licenses and training requirements current if the type of work requires such. These include welder’s certifications, non-destructive examina-tion requirements, welding procedures, code-required stamps and other federal, state, local and industry-related certification requirements.
Quality Program requirements…
This section verifies that the six required procedures for a certified quality program are in place, are current and are followed in the vendor’s quality program. Nonconformance resolution is an important point that is reviewed. ISO 9001 requirements also are examined.
Document requirements…
This audit section assures that vendor standards, procedures, P&IDs, prints and other critical documents utilized by the vendor are controlled, current and accurate. There should also be a current procedure on how to update these documents.
Inspection and Test Plan (ITP) requirements…
ITPs refer to stops in the process where tests and verifi cations are conducted to assure the product is meeting requirements. How these tests are conducted, along with the accuracy and calibration of test equipment, also are assessed.
Mechanical Quality Assurance Engineering Control requirements…
The process implemented by the vendor to ensure proper engineering practices, management of change and other controls applied to the product from specifi cation through delivery are reviewed in this section.
Inventory Control requirements…
How inventory is received, inspected, tagged, segregated, stored, delivered to the production area, quarantined when found to be out of specification and resolution of out-of-specification items are audited in this section.
Repair and Installation requirements…
This section audits the processes utilized to verify that proper checks and measurements are being done for the repair and installation of equipment. These may include “as found,” teardown, repair and “as left” reports.
Work Order requirements…
Work order contents that ensure the requirements of the work order were documented and signed off properly are verified in this audit section. Note that this is not Quality Control verifying that the actual work itself was completed per the work order instructions or procedures.
When they have completed their audit, the audit team members return to the office to grade the findings. This is documented on the Audit Report. Every company will establish a grading system that suits its own needs. Consistency across the board is important here. Establishing a grading procedure to ensure that all audits are graded in the same manner is a good practice. One such grading system that works well incorporates “straight” weighting and “stoplight” weighting on each audit section. This allows the final grade for each section to be given a number and either a green, yellow or red color. Each color has a grade range assigned to it.
• Green indicates the vendor passed a section of the audit and can be utilized.
• Yellow indicates improvements are needed, but that the vendor may be utilized with possible restrictions (the vendor will be re-audited).
• Red indicates that the vendor cannot be used until corrections are completed and re-audited.
Re-audits are conducted on a determined time frame established by the Lead Auditor—usually in 30 to 90 days, depending on the severity of the findings. The audit report also contains an audit summary, conclusion and recommendations.
The audit report is retained and is considered confidential. Approved vendors are added to the approved vendor list with a (typical) three-year span before the next audit. Receiving nonconforming items from an approved vendor, however, could dictate another audit and/or removing that vendor from the approved list.
Driving your reliability
Now you may be asking “How does this MQA stuff improve my equipment and process reliability?” Normally, people think of vibration monitoring, alignment, oil analysis, infrared inspections, etc. technologies/methodologies that help ensure reliability. There are, however, several ways that MQA fits into the puzzle—and helps improve reliability within your operations.
• The most important factor is that a working MQA program drives continual improvement in all areas of the company where it is utilized.
• When you audit your vendors, they realize you are serious about mechanical quality and they are accountable for the product or service they are supplying to you. This helps eliminate reliability issues before they originate, as the vendors will be more conscientious about their work and you will receive products that are more apt to function as planned.
• Mechanical Quality Assurance Audits can discover areas for improvement that may have been
overlooked by the vendor and/or the company. This will cause changes in the
process that improve the end product, can make the process more efficient
and reduce risk to both parties.
• Companies that cannot “make the grade” as vendors are eliminated from
your system, thus ensuring that only qualified vendors are supplying services to your company.
•Auditing your in-house activities can discover deficiencies that can be resolved.
All of these actions drive continuous improvements that benefit your company.
Mechanical Quality Assurance Conclusion
Mechanical Quality Assurance takes reliability to the next level, as it can give direction to improve any group or activity it audits. MQA audits can add additional structure to these groups and processes to improve them. In addition, MQA can address the previously listed supporting functions that affect reliability directly or indirectly—and which result in additional costs to the company when done inefficiently.
It is important to understand the true nature of an MQA audit. These activities should not be conducted with a “Got-You” attitude, but with the desire to develop a mutually beneficial supplier relationship. Many vendors will appreciate an MQA audit in that it will help them implement processes that make them a better supplier.
In-house audits can identify roadblocks that cause inefficiencies and reliability issues. A properly administered MQA program will drive your facility’s reliability to new heights.
Joseph F. “Joe” Dolniak has been assisting companies to improve their rotating asset management for more than 28 years. A Certified Maintenance and Reliability Professional (CMRP), he has written numerous articles and lectured widely on the topic of rotating equipment reliability over the course of his career. Dolniak currently serves as co-chairperson of the ANSI B73 committee.
Related Articles
Creating a Spare Parts Holding List with Confidence

3 Trends That are Set to Shape Property Ops in 2023
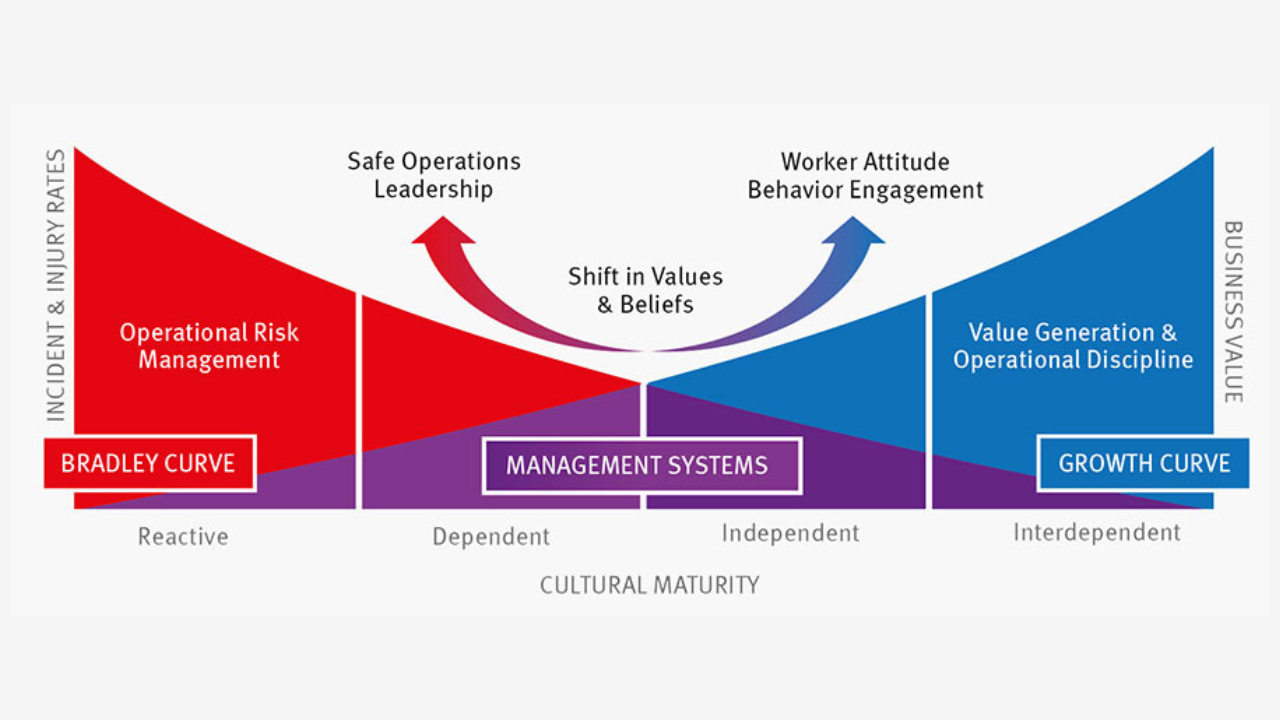
The True Value of Reliability: A Look at the DuPont Bradley Curve
The Evolution of AI in Maintenance: From Expert Systems to Intelligent Agents

Engineered Building Maintenance

Maintenance Crisis Song


