Setting Disciplined Priorities when Prioritizing Maintenance Work
Christer Idhammar, IDCON INC
A Maintenance Planning and Scheduling Perspective
Priority, as defined in the Franklin Dictionary, means “coming before in time, order, or importance.” When prioritizing maintenance work, one must consider its importance to the entire company in question. My experience shows that, in the real world of most maintenance departments, you can classify priorities in two groups: Emotional priorities and real priorities.
Emotional Priorities
An emotional priority is one that is based on feelings instead of objective judgment of importance. The importance of the maintenance work is judged only as it relates to the production area where the requester works.
For example, a person in operations might want to have a maintenance job done just to get it off of his or her mind. It is common to see that many of these types of priorities are requested using a standing work order number or are requested verbally, bypassing the use of a computerized or manual maintenance work request routine.
Because maintenance acts as service to operations, these methods of requesting maintenance work will continue to increase if written work requests and strict disciplines for standing work orders are not enforced. This happens because it is more convenient for the requester to have someone else document the work request than to do it himself.
Another reason why emotional priorities are common is that they often provide the only way to get a maintenance job done within a reasonable time frame. Requesters of work know when everybody in the organization is abusing the priority system.
They also know that if they try to be nice and instate a lower priority than is necessary, their specified job will never get done. Ultimately, this means that the work request will be pushed through with a higher priority than necessary.
Jobs with emotional priorities, as well as true emergencies, will bypass the planning and scheduling process and consequently cost more money.
Real Priorities
What I call “real priorities” are based on the importance of the work to be done and its benefit for the whole company or production area.
The priority of the work is based on the consequence of not doing the job and the condition of the component as measured during a component inspection. In a good organization, up to 90% of all maintenance work is a result of condition monitoring, including basic inspection routes and interviews with operators. With real priorities, more work can be planned, and after that it can be scheduled and executed in an efficient way.
A Source of Conflict
Requesters of maintenance work often have only their own production area in mind when prioritizing maintenance work, while their maintenance partners are often faced with ten “priority one” jobs from different requesters when they can only accommodate five.
This results in conflict with the people who don’t get their jobs performed. And to make matters worse, it is often the people who give the maintenance planner or supervisor the most problems if their jobs are not done who get precedent.
This is often done at the cost of others who might have had a more real need for a completed job.
Confronting the Problem
I know that many readers recognize the type of conflict I have described as if it had been taken from their own mills.
So what can you do about improving it?
I like to offer the following actions for changing the state of the maintenance process from being reactive to being planned, scheduled, and controlled:
- Set up a task force between operations and maintenance with the objective of arriving at more disciplined priorities.
- Educate key people about the importance of using the right priorities. Teach them that it costs several times more to do a job that breaks into a set schedule than to do a job that is planned and scheduled.
- Agree that operations and maintenance will decide priorities together according to well-defined guidelines. The only jobs that justify a “priority one” (immediate action that breaks into other ongoing jobs) are jobs such as the following:
Immediate risk for personal injury or environmental damage
Production line is down, and, for example, there are no buffers of paper to keep a coater running until the job is performed.
Immediate risk for production loss or high maintenance costs
All other jobs, which should be included with examples in the priority guidelines, should be prioritized with a requested date for latest completion. For example, if a pump that has back up fails, it will not automatically constitute a “priority one” job.
Determining and using new priority guidelines will yield faster results with fewer breaks in work and increase the planning, scheduling, and control of maintenance. However, count on the fact that even this simple process of implementing guidelines might take time
Maintenance Planning and Scheduling Book by IDCON
Maintenance Planning and Scheduling training and Implementation Support by IDCON.
Christer Idhammar
Christer Idhammar started his career in operations and maintenance 1961. Shortly after, in 1985, he founded IDCON INC in Raleigh North Carolina, USA. IDCON INC is now a TRM company. Today he is a frequent key note and presenter at conferences around the world. Several hundred successful companies around the world have engaged Mr. Idhammar in their reliability improvement initiatives.
Related Articles
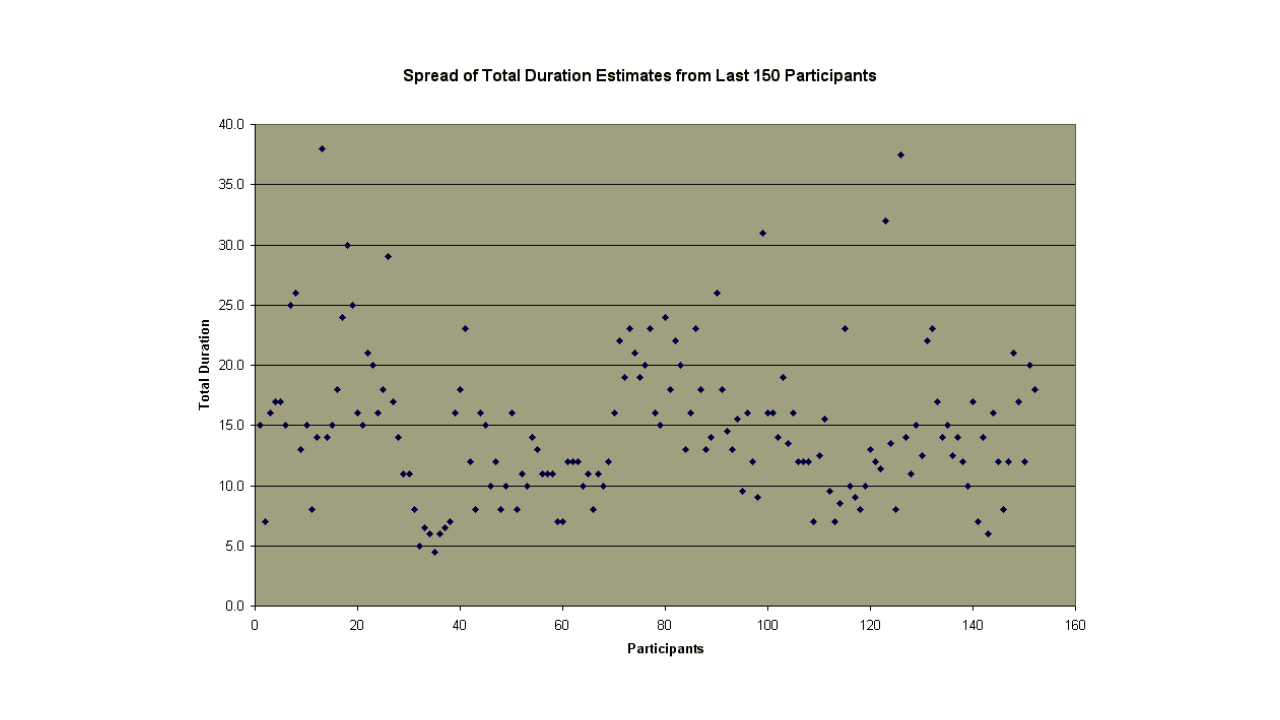
Estimating lays the foundation for planning, scheduling, and management of business critical projects. It is also critical for budgeting, bidding and contracting. Achieving consistent, quality estimates is critical to business success. However, many companies lack systems and procedures to ensure consistency in estimating across the enterprise and easily define, benchmark, and refine corporate estimating standards. The potential long term benefits of instituting an effective solution to this problem are enormous.
Estimating lays the foundation for planning, scheduling, and management of business critical projects. It is also critical for budgeting, bidding and contracting. Achieving consistent, quality estimates is critical to business success. However, many companies lack systems and procedures to ensure consistency in estimating across the enterprise and easily define, benchmark, and refine corporate estimating standards. The potential long term benefits of instituting an effective solution to this problem are enormous.
See More
Planners are oftentimes very talented and great at multitasking; the danger is that they get pulled into duties that take them away from their primary function! This video featuring Terry Taylor, Senior Consultant, discusses what a planner's role should not be.
Planners are oftentimes very talented and great at multitasking; the danger is that they get pulled into duties that take them away from their primary function! This video featuring Terry Taylor, Senior Consultant, discusses what a planner's role should not be.
See More
Many organizations spend too much time searching for—and starting implementation of—new reliability and maintenance concepts, and very little time on implementation and improvements of what they just started. Let me give some examples of my own observations as they relate to the statement above. Some time ago I met with a group of supervisors, planners, and craftspeople—the front line of maintenance—in a mill.
Many organizations spend too much time searching for—and starting implementation of—new reliability and maintenance concepts, and very little time on implementation and improvements of what they just started. Let me give some examples of my own observations as they relate to the statement above. Some time ago I met with a group of supervisors, planners, and craftspeople—the front line of maintenance—in a mill.
See More
Effective shutdown management is critical to the operation of mills, for without well-planned and executed shutdowns, equipment reliability suffers, and the mill pays the price in poor quality and lost production. Becoming proficient at managing shutdowns is a way to reduce overall downtime costs so that shutdowns themselves do not consume the savings they are capable of generating.
Effective shutdown management is critical to the operation of mills, for without well-planned and executed shutdowns, equipment reliability suffers, and the mill pays the price in poor quality and lost production. Becoming proficient at managing shutdowns is a way to reduce overall downtime costs so that shutdowns themselves do not consume the savings they are capable of generating.
See More
"Listen: I’m a mechanic, not a clerk. Do you want me to do the work OR fill out these work orders? If I wasted all that time filling in those silly blanks on your paperwork I’d never get caught up! Besides, I don’t know why we need ‘em anyway. Let’s just do the work like we’ve always done.” Sound familiar? Maintenance work orders are often seen as an extra burden to the maintainers as well as those who are requesting the work to start with. “Paperwork. Needless paperwork. That’s all it really is anyway. I just want to call the mechanic and get this work done fast!” But without work order history, the maintenance organization is at risk and equipment problems will likely worsen.
"Listen: I’m a mechanic, not a clerk. Do you want me to do the work OR fill out these work orders? If I wasted all that time filling in those silly blanks on your paperwork I’d never get caught up! Besides, I don’t know why we need ‘em anyway. Let’s just do the work like we’ve always done.” Sound familiar? Maintenance work orders are often seen as an extra burden to the maintainers as well as those who are requesting the work to start with. “Paperwork. Needless paperwork. That’s all it really is anyway. I just want to call the mechanic and get this work done fast!” But without work order history, the maintenance organization is at risk and equipment problems will likely worsen.
See More
The consistent use of accurate engineering standards represents a huge opportunity to simplify the planning process. Engineering standards cover a wide range of topics from design to operation and maintenance activities. Many already exist and are commonly used across industries. Plant-specific standards take an initial time investment to create, but once written can be reliably used to speed up the planning effort, provide clear instructions to work crews, and help standardize critical and frequent activities.
The consistent use of accurate engineering standards represents a huge opportunity to simplify the planning process. Engineering standards cover a wide range of topics from design to operation and maintenance activities. Many already exist and are commonly used across industries. Plant-specific standards take an initial time investment to create, but once written can be reliably used to speed up the planning effort, provide clear instructions to work crews, and help standardize critical and frequent activities.
See More
The technical database is all the information needed to plan and schedule efficiently and effectively. Having the eight components of the technical database in place will allow quick determination of the what, how, how long, who, and when of a maintenance job. Application of three simple best practices will generate the most value from the technical database. Focus on developing a technical database that is accurate, accessible, and applied.
The technical database is all the information needed to plan and schedule efficiently and effectively. Having the eight components of the technical database in place will allow quick determination of the what, how, how long, who, and when of a maintenance job. Application of three simple best practices will generate the most value from the technical database. Focus on developing a technical database that is accurate, accessible, and applied.
See More