Better Mixer Maintenance Ensures Cleaner Effluent at Smurfit-Stone
Patrick Grella paperloop.com
The pulping process at any mill involves large amounts of water and generates significant process effluent. The container board mill operated by Smurfit-Stone Container Corp. in Stevenson, Ala., is no exception. With environmental regulations becoming increasingly strict, every link in the mill’s effluent treatment process is critical to returning water to the Tennessee River at the same quality level it was prior to intake. At the Stevenson mill, mixers are used to agitate the effluent and keep the organic solids in suspension. This action complements the work of 13 low-speed fixed aerators and 17 high-speed floating aerators in aerated stabilization basins (ASBs) at the head of the mill’s multi-stage secondary treatment chain.

A preventive maintenance program adopted at the mill has clearly improved the reliability of 16 raft-mounted mixers that help stimulate the biological treatment process removing organic solids from process effluent. The proactive approach to maintaining the mixers, utilizing factory-authorized service, has corrected problems with the previously rebuilt units and delivered significant savings to the mill.
WASTEWATER TREATMENT: NOW AND THEN
The mill produces approximately 2,400 tpd of containerboard (830,000 tpy) from recycled corrugated stock and from virgin hardwood fiber subjected to the neutral sulfite pulping process. Primary screening and clarification remove the fiber and other settling solids in an onsite wastewater treatment plant. The supporting infrastructure for the biological treatment process now consists of a bar screen, two primary and two secondary clarifiers, four ASBs, an activated sludge unit (ASU), and three settling lagoons for final polishing. Screw presses dewater the primary sludge, which is burned later as boiler fuel.
The mill originated in 1974 with a 600-tpd capacity and a 4.2-mgd wastewater treatment capacity. At that time, the process consisted of one primary and one secondary clarifier designed to handle a biological oxygen demand (BOD) loading of 20,000 lb/day. The secondary clarifier effluent was designed for a maximum overflow rate of 50 mg/l solids measured as total suspended solids. The biological sludge off the secondary clarifier was wasted to a 165,000-gal clarifier thickener before a belt press dewatered the organic waste prior to disposal.
In 1998, the Stevenson mill increased its production capacity to 2,400 tpd, leading to additional investment in the wastewater treatment facilities. A second primary and secondary clarifier increased the flow rate to 8.1 mgd. The ASBs remained the same but received additional high-speed aerators and mixers, along with a new gravity-fed 3.6-mgd ASU, an additional screw press to process the primary sludge, and upgraded transfer piping.
After the upgrades, the effluent flow off the two secondary clarifiers averaged approximately 620 mg/l, with a BOD loading of 70,000 lb/day. In 2002, this resulted in 38 million gal of secondary sludge off the thickener, 8 million gal of return activated sludge, and 46 million additional gal cleaned from the ASBs and effluent ponds.

MIXERS MAXIMIZE TREATMENT PROCESS
For the biological treatment process to work at peak efficiency at the head of the multi-stage treatment chain, the flow entering the four 22-mgd ASBs demanded higher reliability from the mixers and aerators. Sixteen ITT Flygt Model 4660 mixers, mounted aboard custom-made rafts by Clark Technology Systems Inc., were installed in 1998 to help with the circulation of wastewater throughout the ASBs.
Anchored at various points in each of the four ASBs, agitation by the mixers, combined with the action of the aerators, maintain the vitality of the biological process as it breaks down the lignin, fibers, and other suspended solids in the effluent. The process removes up to 80% of the organic solids during this initial round of treatment before the effluent flows through the ASU. The secondary treatment then removes another 70-90% of any residuals.
By the time the 14- to 21-day process fully cycles, the 70,000 lb originally introduced into the ASBs have now been, on average, reduced to less than 7,000 lb when the effluent exits the three polishing ponds, says Bill Roddy, environmental manager at the Stevenson mill.
“The mixers are important in maintaining the aerobic process within our ASBs,” explains Roddy. “We use them as flow developers to reintroduce the liquid material back into the aerators and heighten exposure to the biological treatment process. We can raise and lower the mixers so that the propeller angle keeps the solids from collecting and infilling the bottom of the ASBs.”
Concern arose, therefore, when the rebuilt mixers began failing with increased frequency soon after their return from an outside motor shop that repairs many different types of motors for the Stevenson mill. It quickly became apparent that the shop personnel responsible for rebuilding the mixers required specialized training.

STRENGTHENING LINKS WITH MIXER MAINTENANCE
The importance of enacting a preventive maintenance program for the mixers by a properly trained repair source became apparent when many of the rebuilt motors in the mixers failed before their projected service life, recounts Robert Sims, who manages a 10-member group of electrical instrumentation (E&I) technicians at the Stevenson mill.
“We had run the newly installed mixers in the ASBs for more than two years without any maintenance program,” he said. “When a unit would fail, our people would send it out to the designated motor repair shop just as we did with the other equipment. The practice appeared to offer savings but did more harm than good. That motor shop simply wasn’t trained in rebuilding the mixers and went about it totally wrong.”
The rash of recurring failures began impacting the mill’s E&I maintenance budget bottom line. A breakdown often required four journeymen E&I technicians to take up to six hours to put on safety equipment, launch a boat to pull the mixer platform to the shoreline of the ASB, and then retrieve the failed mixer with a heavy hoist. If the rebuilt unit was beyond repair a second time, it took eight to 12 weeks to receive a replacement. Meanwhile, the level of agitation sought in the ASB was compromised while the unit was out of service.
“The replacement for nearly a dozen of the mixers exclusive of man-hour costs eventually exceeded $150,000,” Sims describes.
The staff called in Jim House & Associates, an authorized factory representative that had supplied the ITT Flygt mixers, to help assess the problem and develop appropriate recommendations. Working as a team with the mill, the supplier attributed the unacceptable failure rate of the rebuilt mixers to improper procedures followed by the motor shop and the absence of a regularly scheduled preventive maintenance program, according to Ed Swain, planner for power & recovery, E&I group, at the mill.

In order to provide greater agitation in the harsh environment of the ASBs, the team installed propellers with a different pitch and removed their jet rings (propeller shrouds) to prevent limbs, wood, and other floating debris from jamming the mixers and burning out the motors.
Under the preventive maintenance program now enacted for the equipment, the mill pulls one mixer each month and immediately substitutes it with a previously rebuilt unit that is kept on site. The mixer that is pulled is sent off site to the factory representative. In a disciplined sequence, factory-trained technicians inspect the mixer, fully noting visible damage or missing pieces. The equipment is then cleaned with a high-pressure sprayer and inspected again for damage.
The cable is inspected next and tested for any possible electrical shorts. If the shop technicians detect a short, they remove and individually test the cable and stator windings. If the stator itself reveals an electrical short, a specialized press is used to remove and replace the watertight housing. The previous motor shop had frequently cut the stator housings and then welded them back together, often failing to achieve a watertight seam. The mixer factory representative also discovered other errors in how the previous motor shop had reassembled other parts of the mixers.
Shop technicians for the factory representative also inspect the integrity of the oil seal, including pressure testing the units to 8 psi, before adding a precisely measured amount of fresh lubricant. If any of these previous steps detect problems, they disassemble the unit and compile a complete list of the components and labor hours necessary to restore the mixer back to factory standards. If the cost to rebuild and retest a unit appears prohibitive, the mill replaces it with a new mixer kept in stock at the factory representative’s site, which is a term in the agreement.
Since enacting the proactive program, all of the mixers at the Stevenson mill have now gone through one and a half mixer maintenance cycles, resulting in greatly improved performance records. “The more preventive maintenance you do, the less reactive work you have to do later on,” Sims says. “We’ve experienced 100% uptime since we adopted the preventive maintenance program and gained the consistent reliability needed for the effluent treatment process.”
Patrick Grella is industrial market manager for ITT Flygt Corp., Trumbull, Conn.mi
Related Articles
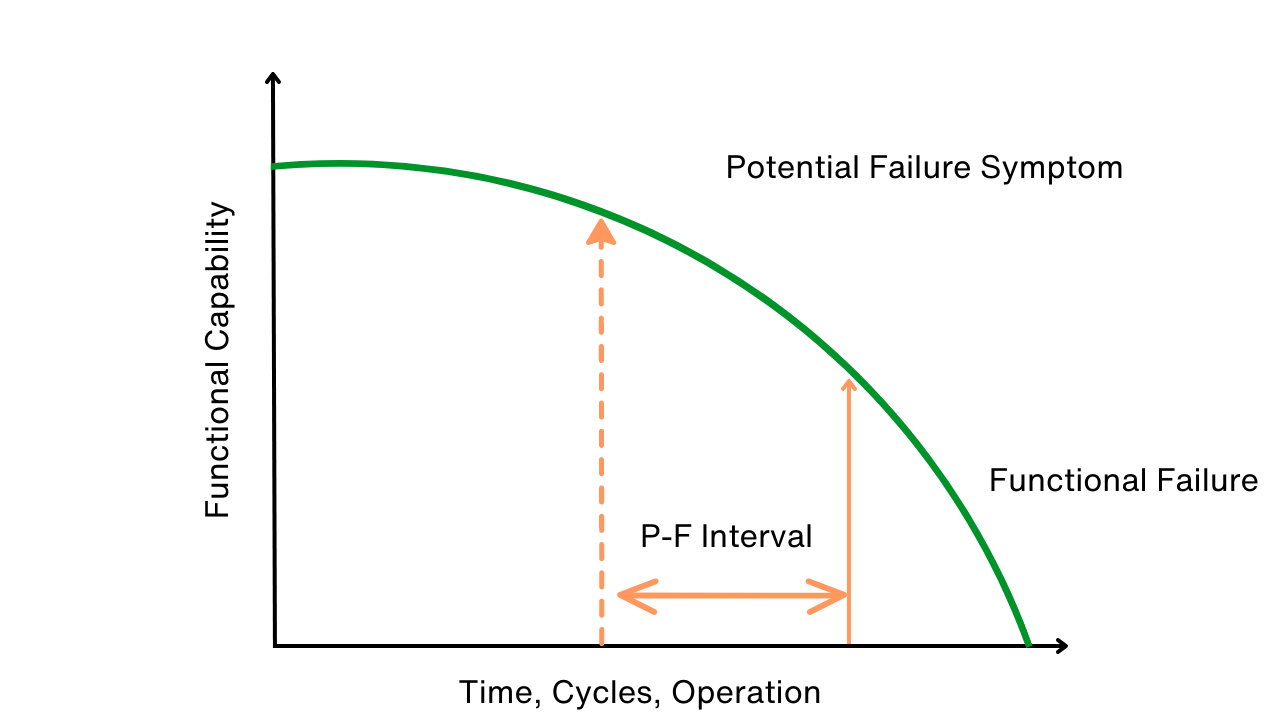
Use P-F Intervals to Map, Avert Failures
The RCM Trap


Can You Really Justify Reliability Centered Maintenance (RCM)?

Design for Maintainability




