Where Do Maintenance Professionals Come From?
www.machineryreliability.com
-“World-class performance is impossible to achieve without qualified maintenance professionals…”-
Not long ago, the maintenance manager of a world-scale petrochemical plant located off shore sent us a distress message. He detailed the long-term effects of “reengineering” by blindly downsizing the reliability assurance and improvement function in a number of modern plants.
“We are continuously plagued with problems associated with plant rotating equipment and turbomachinery,” he wrote. “The quality of maintenance on our rotating equipment has deteriorated to the point where we suffered severe losses, including fatalities … To this end, I am seeking assistance, support, and guidance in how I should proceed.”
This manager deserves considerable credit for recognizing the seriousness of the situation and asking for help. Encouraged by our quick response, he sent additional details. He candidly outlined what went wrong, his current competency gap, and how he planned to recover, suggesting the following:
- Carry out an audit of his maintenance systems, procedures, and personnel specific to rotating equipment maintenance.
- Set up a team of professionals and experts to work with him for an initial period of 6 months.
- Provide consulting support and follow-up service for some period thereafter.
He continued by highlighting the overall purpose of the team—“to complement the existing maintenance team by injecting professionalism, quality, experience, and expertise” in the following disciplines: rotating equipment maintenance, electrical and instrument maintenance, maintenance supervision, and maintenance planning.
For members of the rotating equipment team, he specified:
- 10 to 15 years of hands-on experience in maintaining and overhauling rotating equipment, including general purpose steam turbines, high speed/high horsepower turbomachinery, pumps, compressors, blowers, gearboxes, lubrication systems, bearing maintenance, mechanical seals, alignment, and leak repairs.
- Mechanical engineering technician diploma as a minimum requirement.
- Systematic approach to troubleshooting and diagnostics of problems associated with plant rotating equipment, through quality procedures and checklists.
Requirements for the other disciplines were equally rigorous—10 to 15 years experience, technician diploma, etc. Furthermore, he specified that all members of the team must be between 35 and 45 years of age; able to communicate professionally to all levels of the organization; proactive in their approach to work; able to adapt to the local environment and local organizational and societal culture in a very short time period; and more.
We simply couldn’t help but notice the age qualifications sought in this instance. The expert retiree is ruled out, and one might wonder as to which qualified 35- to 45-year-old resident of North America or Western Europe is willing to take on the cultural, technical, and procedural challenges that were laid out or implied by the client. Which brings us to the point:
Where were the maintenance and reliability professionals to come from?
Many managers are unaware that best-in-class companies routinely design-out maintenance at the inception of a project. That, clearly, is the first key to highest equipment reliability and plant profitability. Whenever maintenance events occur as time goes on, the real industry leaders see every one of these events as an opportunity to upgrade. Indeed, upgrading is the second key, and upgrading is the job of highly trained, well-organized, knowledgeable reliability professionals.
World-class performance is impossible to achieve without qualified maintenance professionals, and the notion that these professionals could always be hired on a moment’s notice is unrealistic. Similarly, the idea that contractors can fill the gap surely lacks merit. Where would the contractor’s young engineers have received their training?
And, while we will do our best to work with this client, here’s our advice to the plant manager who understands the value of a thoroughly well-trained maintenance-reliability workforce: Develop them and hold on to them.
Start by compiling a role statement, then progress to mapping out a training plan. Interview a number of interested candidates and select the right ones. Give them periodic performance feedback, defend their goals and contributions as necessary and appropriate. Don’t ever allow the trained reliability professional to become just a pair of hands, or a person whose entire time is spent fighting repair deadlines rather than being immersed in proactive failure prevention. Groom this reliability professional’s abilities, judgment, and motivation; do it by encouraging access to his or her peers. Ask this person to use analytical skills to the utmost, to read, to write, to communicate. All parties will benefit if you carefully and consistently implement this “grow-your-own” formula.
Related Articles
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
See More
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
See More
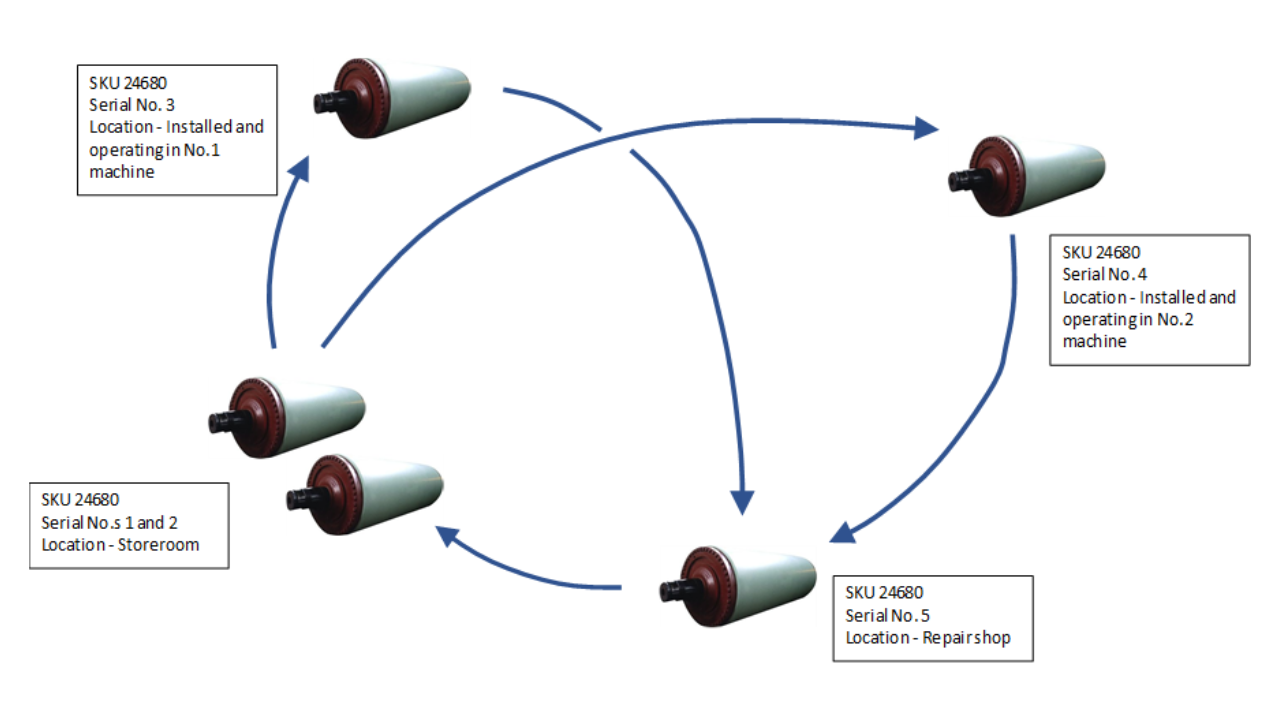
“Serialized” spare parts are repairable components, usually expensive and complex, where each individual item needs to be tracked and recorded to ensure reliability. Serialized components are often in contact with the process and require refurbishing several times over their life span. The example I’ll use here are covered rolls used on a paper machine.
“Serialized” spare parts are repairable components, usually expensive and complex, where each individual item needs to be tracked and recorded to ensure reliability. Serialized components are often in contact with the process and require refurbishing several times over their life span. The example I’ll use here are covered rolls used on a paper machine.
See More
The Mainstream Community presents the Reliability Hero Podcast hosted by Andrew Daddo, he converses with maintenance and reliability practitioners, just like you. This episode features Christer Idhammar, the founder of IDCON INC in Raleigh, North Carolina. You may know Christer as the Maintenance Guru or the Godfather of Reliability. When the words “maintenance and reliability” are mentioned often the first name associated is going to be Christer Idhammar. This podcast will touch on his experiences throughout the years and the philosophy his consulting firm, IDCON INC, uses for all of their clients.
The Mainstream Community presents the Reliability Hero Podcast hosted by Andrew Daddo, he converses with maintenance and reliability practitioners, just like you. This episode features Christer Idhammar, the founder of IDCON INC in Raleigh, North Carolina. You may know Christer as the Maintenance Guru or the Godfather of Reliability. When the words “maintenance and reliability” are mentioned often the first name associated is going to be Christer Idhammar. This podcast will touch on his experiences throughout the years and the philosophy his consulting firm, IDCON INC, uses for all of their clients.
See More
Deficiencies in the integrity of equipment data and difficulties in accessing this data are costing asset-intensive companies millions of dollars a year in equipment downtime and business inefficiencies. Waste in the work management processes appears in the form of extended searches for parts and materials; wasted effort due to missing, inaccurate or out-of-date equipment data; procurement errors; and an inability to easily access data from a reliable source. The result can be expensive to these organizations.
Deficiencies in the integrity of equipment data and difficulties in accessing this data are costing asset-intensive companies millions of dollars a year in equipment downtime and business inefficiencies. Waste in the work management processes appears in the form of extended searches for parts and materials; wasted effort due to missing, inaccurate or out-of-date equipment data; procurement errors; and an inability to easily access data from a reliable source. The result can be expensive to these organizations.
See More
The way we see maintenance work being done, you have preventive maintenance which is done is to prevent a failure or to detect a failure early. Continuous improvement, you may have some those, those are the things to be done from redesigns. I can see you doing that in two cases...one is if you have a root cause and you see whatever you have a problem on you have a piece of equipment that is not working right...you may have to redesign it.
The way we see maintenance work being done, you have preventive maintenance which is done is to prevent a failure or to detect a failure early. Continuous improvement, you may have some those, those are the things to be done from redesigns. I can see you doing that in two cases...one is if you have a root cause and you see whatever you have a problem on you have a piece of equipment that is not working right...you may have to redesign it.
See More
Total Productive Maintenance (TPM) is a maintenance program which involves a newly defined concept for maintaining plants and equipment. This paper will define TPM history, benefits, strengths as a maintenance philosophy, its implementation approach, difficulties in its implementation and cost of implementing TPM. TPM is to Maintenance as Total Quality is to Production The goal of the TPM program is to markedly increase production while, at the same time, increasing employee morale and job satisfaction.
Total Productive Maintenance (TPM) is a maintenance program which involves a newly defined concept for maintaining plants and equipment. This paper will define TPM history, benefits, strengths as a maintenance philosophy, its implementation approach, difficulties in its implementation and cost of implementing TPM. TPM is to Maintenance as Total Quality is to Production The goal of the TPM program is to markedly increase production while, at the same time, increasing employee morale and job satisfaction.
See More