Why Do Pump Bearings Fail?
McNally Institute
What is Bearing Life?
What do we mean by good bearing life? Most of us change the bearings every time we disassemble the equipment to replace the mechanical seal or the packing sleeve. Is this really a sensible thing to do? If you think about it for a minute there is nothing in a bearing to wear out, there are no sacrificial parts. So why do bearings fail?
Bearing life is determined by the number of hours it will take for the metal to “fatigue” and that is a function of the load on the bearing, the number of rotations, and the amount of lubrication that the bearing receives. Pump companies predict bearing life measured in years. As an example, the Duriron pump company anticipates a three hundred year life for the radial bearing on their 3 x 2 x 10 pump ( 75 mm. x 50 mm. x 250 mm.) when pumping a liquid with a specific gravity of “one” (fresh water).
Bearing Fatigue
To understand the term “fatigue” we will conduct an experiment:
- Straighten out a standard paper clip.
- Flex it a little and then let it go. You will notice that it returns to the straightened position. You could repeat this cycle many times (many years actually) without breaking (fatiguing) the metal because you are cycling the metal in its “elastic range” ( it has a memory similar to piece of rubber).
- Now we will bend (stress) the paper clip a lot further and you will note that it did not return to the straightened position. This time you stressed the metal in its’ “plastic range” where it did not have a memory.
- If you bend the metal back and forth in this plastic range it will crack and break in less than twenty cycles. The metal fatigued more quickly because it “work hardened” and became brittle. The more you stress the metal by flexing it the quicker it will work harden and break.
- You have just demonstrated that fatigue is a function of stress and cycles.
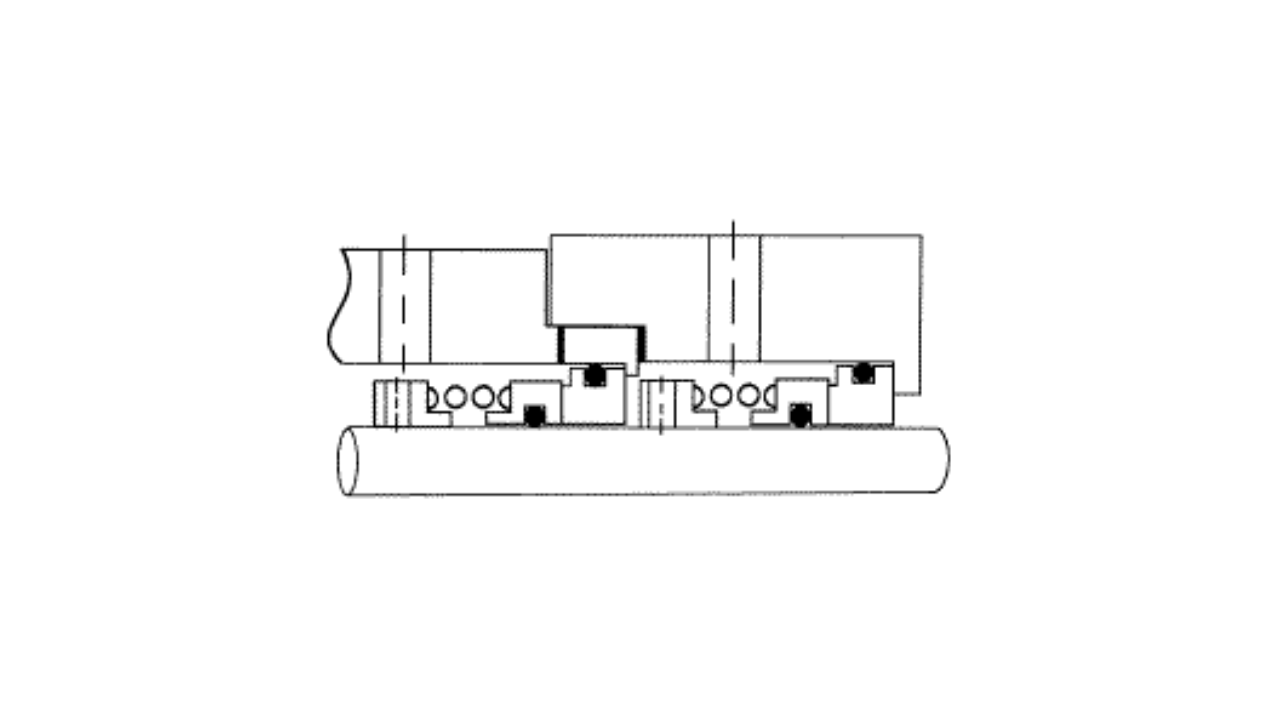
- When the bearing is pressed on a rotating shaft the load passes from the inner race( inside ring) through the balls to the bearing outer race (the outside ring).
- Each ball carries a portion of the stress as the balls roll under the load. It is this stress that will eventually fatigue the metal parts.
When a pump is operating at its best efficiency point (B.E.P.) the only load the bearing has to carry is:
- The weight of the rotating assembly.
- The stress caused by the interference fit on the shaft.
- Any bearing preload specified by the manufacturer.
Bearings can Fail because of Overload
The fact is that most bearings become overloaded and have the potential for bearing failure because of:
- The wrong interference fit between the bearing and the shaft ( the shaft was out of tolerance).
- Misalignment between the pump and its’ driver.
- Bent shafts.
- An unbalanced rotating element.
- Pushing the bearing too far up a tapered sleeve.
- Operating the pump off of its best efficiency point (B.E.P.).
- Shaft radial thermal expansion.
- A futile attempt to cool the bearings by cooling the bearing housing with a water hose or some other similar system. Cooling the outside diameter of a bearing causes it to shrink, increasing the interference and causing additional stress.
- Cavitation.
- Water hammer.
- Axial thrust.
- The bearing housing is sometimes out of round.
- Pulley driven designs.
- Vibration of almost any form.
- The impeller is located too far away from the bearing. This is a common problem in many mixer/ agitator applications.
- A bad bearing was supplied. This is becoming more of a problem with the increase in counterfeit parts we are finding in industry.
This overloading will cause heat to be generated, and heat is another common cause of premature bearing failure.
Bearings can Fail because of Heat
Heat will cause the lubricant to:
- Decrease in viscosity, causing more heat as it loses its ability to support the load.
- Form a “varnish” residue and then “coke” at the elevated temperature. This “coking” will destroy the ability of the grease or oil to lubricate the bearing. It will also introduce solid particles into the lubricant.
In addition to the heat generated by overloading we get additional heat from:
- The oil level is too high or too low. Too often pumps are aligned but not leveled.
- The bearing was over greased.
- The shaft material is conducting heat from the pumpage back to the bearing housing. This is a common problem in heat transfer oil pumps, or any time a metal bellows seal is used in an application and the stuffing box cooling jacket is shut off or inoperative.
- A loss of barrier fluid between double seals causing a temperature rise that conducts heat back to the bearings.
- A failed cooling jacket in the bearing housing around the stuffing box or built into the seal gland.
- Grease or lip seal contact on the shaft, right next to the bearings.
- A failed cooling “quench” in an A.P.I. type seal gland.
A leading bearing manufacturer states that the life of bearing oil is directly related to heat. Non contaminated oil cannot wear out and has a useful life of about thirty years at thirty degrees centigrade (86 F.). They further state that the life of the bearing oil is cut in half for each ten degree centigrade rise (18 F.) in temperature of the oil.
This means that oil temperature regulation is critical in any attempt to increase the useful life of anti friction bearings.
Major Reason Bearings Fail
Probably the major cause of premature bearing failure is the contamination of the bearing lubrication by moisture and solids. As little as 0.002% water in the lubricant can reduce bearing life by 48%. Six percent water can reduce bearing life by 83% percent.
There are several methods used by pump companies to keep this water and moisture out of the bearing housing:
- A flinger ring to deflect packing or seal leakage away from the bearings. A silly arrangement at best.
- Keeping the bearing oil hot to prevent the forming of condensation inside the bearing case. A ridiculous system when you consider that bearing life is directly related to heat.
- The use of “so called” sealed bearings. You can call them any thing you want, but the seals will not seal anything, especially moisture or water.
- Grease or lip seals that have a useful life of about two thousand hours (84 days at 24 hours per day) and will cut the expensive shaft directly under the seal lip. Double lip seals will cut the shaft in two places.
- Labyrinth seals that are superior to lip seals but not totally effective because you are still trying to seal with non contacting surfaces that are useless Statically.
The moisture comes from multiple sources:
- Packing leakage flows back to the bearing area.
- Because of packing leakage a water hose is used to wash down the area. This washing splashes on to the pump bearing case also.
- Aspiration, moist air enters through the lip or labyrinth seals when the bearing case cools down.
- A seal quench gland that often has steam, condensate or cooling water leaking out and directed at the radial bearing.
The moisture causes several problems:
- Pitting and corrosion of the bearing races and rolling elements that will increase the fatigue of the metal components.
- Free atomic hydrogen, in the water, appears to cause hydrogen embrittlement of the bearing metal accelerating the fatigue.
- A water and oil emulsion does not provide a good lubricating film.
We get solids into the lubricant from several sources:
- Metal seal cage wear. This is the part the separates the balls that are held between the bearing races. It is often manufactured from brass or a non metallic material.
- Abrasive particles leach out of the bearing housing casting.
- Often solid particles were already contaminating the grease or oil we are using for the lubricant.
- Solids were introduced into the system during the assembly process because of a lack of cleanliness.
- Airborne particles penetrate the bearing seals.
- Particles worn off of the grease or lip seals penetrate into the bearings.
How to keep solids and moisture out of the bearing housing.
- Seal the inside of the bearing housing with epoxy or some other suitable material to stop rusting and to prevent solids from leaching out of the metal case. If you do this be careful about using some of the new high detergent lubricants. They might be powerful enough to remove this protective coating.
- Replace the grease or labyrinth seals with positive face seals. In the future, you are going to need these seals to prevent hydrocarbon fugitive emissions.
- Install an expansion chamber outside of the bearing casing to accept the air (approximately 16 oz. or 475 ml. in a typical process pump) that expands as the bearing casing increases in temperature. Without this expansion chamber approximately one atmosphere of pressure will build up in the bearing housing. This is not a problem for a mechanical seal, but during long periods of shut down the pressure could be lost.
- Clean the oil in the bearing casing by installing a simple oil circulating and filtering system or change the oil frequently.
When do you go from anti-friction ball and roller bearings to hydrodynamic (sleeve) bearings in a centrifugal pump?
- Any time the DN number exceeds 300,000 (Bearing bore times rpm)
- If the standard bearings fail to meet an L10 life of 25.000 hours in continuous operation or 16,000 hours at maximum axial and radial load and rated speed.
- If the product of the pump horsepower and speed in rpm is 2.7 million or greater.
The past several years have seen a decrease in the quality of the bearings available for rotating equipment. We find prepacked bearing being shipped with too much, or no grease at all. Stabilization temperatures have changed and overall quality has diminished. If you adopt the above suggestions you should not have to be changing your bearings as frequently as you are now and will decrease the chance of bearing failure.
Related Articles
The 7 Secrets of Pump Reliability

A Look at Closed Cooling Water Issues

Matching a Hydraulic Motor to the Load
Let's Clear Up the Confusion About Flushing Seals 3-6

How to Track Large Rotating Equipment

Failure Analysis of Gearboxes, Fans, Bearings, and Shaft


