Magnetic Plug Inspection Enhances Condition-Based Maintenance
Practicing Oil Analysis
How can Magnetic Plug Inspections Help your Organization’s Condition-Based Maintenance?
In early 2001, the average rebuild cost for J.R. Simplot Co.’s Caterpillar 785 haul truck differentials and final drives was $2.11 per hour of operation. By 2003, the average cost had dropped to $1.36 per hour of operation and the mine’s maintenance personnel set a goal of further reducing the cost to $1.17. At the same time, the mine’s reliability team successfully extended the average oil drain intervals on the differentials and final drives from 2,000 hours to 6,000 hours and set a goal of 10,000 hours.
These impressive improvements, which were detailed in Practicing Oil Analysis magazine’s July-August 2003 issue, were realized through a program that includes off-line kidney loop filtration, contamination control training for lube technicians and mechanics, use of high-quality oils, improved oil analysis and inspections at 500-hour intervals.
In addition to the reduction in rebuild costs and increase in oil drain intervals, the mine is enjoying a much longer duration between differential and final drive rebuilds; from an average of 8,000 hours in 2001 to an average of 16,000 hours today, with several rebuilds extending beyond 17,000 hours. Cleaner oil has certainly had a positive impact on extending the differential and final drive life, but magnetic plug inspections have also played a key role in increasing the duration between differential and final drive rebuilds.
While off-line filtering and particle analysis were key to Smoky Canyon Mine’s reliability improvements, the mine’s reliability team found that these techniques did not do enough to warn about catastrophic failures in the mine’s fleet of 785 Caterpillar haul trucks. Therefore, the team decided to include magnetic plug inspections in the 500-hour interval inspections. Smoky Canyon Mine’s magnetic plug inspections have raised its reliability maintenance program beyond contamination control to the next level. It has enabled the reliability team to identify problems and replace several bearings before the equipment failed, eliminating what could have turned into lengthy down-time and substantial repair costs.
The inspections have enhanced Smoky Canyon Mine’s condition-based maintenance program. In fact, the knowledge gained through this program is not limited to just those individuals involved in oil and wear debris analysis. Knowledge gained through the plug inspection program has extended to the mechanics and lube technicians who break down the trucks during the inspection process. These members of the reliability team have become so familiar with the normal and abnormal appearances of the magnetic plugs, they can often identify a problem before the actual laboratory analysis is performed. It is not unusual for these team members to bring a magnetic plug to the laboratory and alert the lab technician about possible problems in the 785 haul trucks.
It is easy to see that when mechanics and lube technicians have this much knowledge about the equipment and this much ownership in the processes, the company will benefit immensely. Being able to identify problem components before they cause complete equipment failure results in big maintenance cost savings. So far, the mine estimates that it has saved more than $135,000 in 2002 and 2003 on rebuild and lubrication costs alone.1
The plug inspections have also allowed mine personnel to obtain valuable wear debris photographs and information that will serve as a basis to the mine’s magnetic plug inspection program for years.
It is important to point out, that plug analysis is credible and accurate only when used in conjunction with effective contamination control (filtering and contamination control). Simplot’s successful off-line kidney loop filtration and particle analysis program has kept the oil clean enough for the reliability team to be confident that excessive wear debris is a result of component wear.
Plug Inspection Basics
The drain plugs in the differential and the oil level (fill plugs) in the 785 Caterpillar haul truck final drives are magnetic. As the filter cart is hooked to the truck, the magnetic plugs are preserved and the wear debris on these plugs is analyzed. Smoky Canyon mine personnel analyze the wear debris for not only the amount or concentration of the particles, but also for the sizes and shapes of the particles. Small changes in wear debris are used to forecast the extent and nature of a failure. Using a handheld microscope and/or a typical tabletop microscope and camera, maintenance personnel are able to inspect and identify bearing and gear wear. It should be noted however, that the high-powered microscopes used at Smoky Canyon Mine are not necessary for a successful inspection program – any simple, 100-power microscope will do the job.
First Success Story
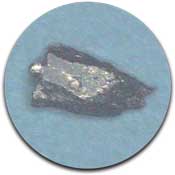
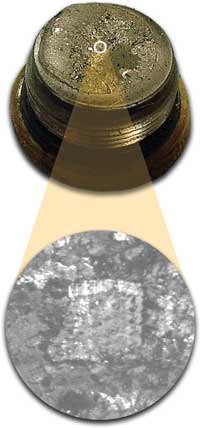
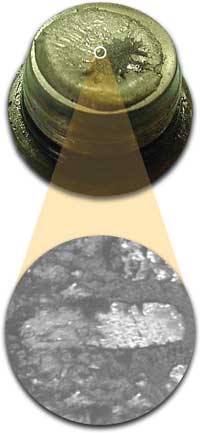
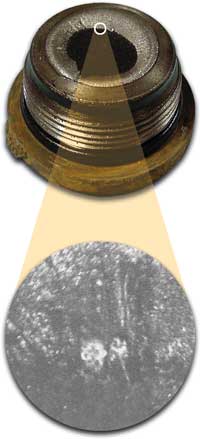
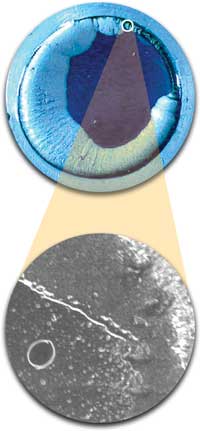
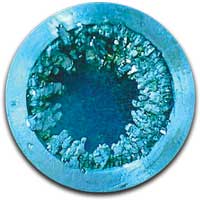
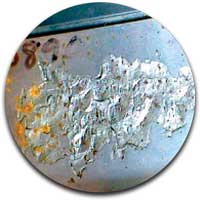
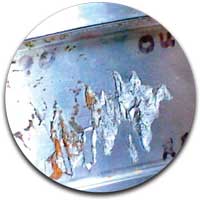
Fairly early into the magnetic plug inspection program, the reliability team discovered a premature bearing failure. The plugs from a left rear final drive with 4,412 hours of operation showed excessive wear debris. Figure 1-1 shows the plug that was inspected. After the debris was washed off, a chunky particle was discovered (Figures 1-2 and 1-3), which led the team to believe the bearing was in jeopardy and that a bearing inspection was needed.
Figure 1. Caterpillar 785 Haul Truck Bearing Failure

Magnetic Plug from 785 Haul Truck Left Rear Final Drive
4,412 operating hours on final drive
48,048 operating hours on truck
ISO 21/20/18
One of Many Chunks Discovered in Left Rear Final Drive
5/32″ Long, 1/32″ Thick

One of Many Flakes Discovered in Left Rear Final Drive
5/32″ Long, 1/4″ High
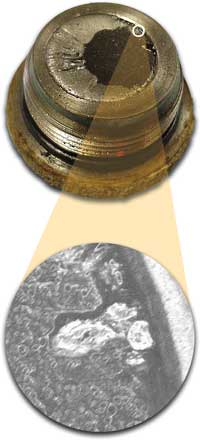
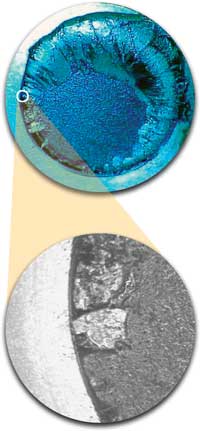
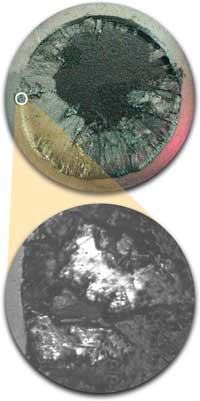
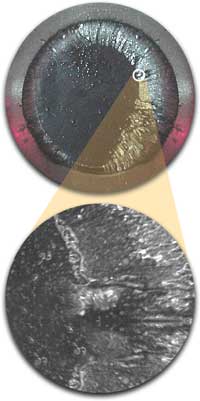
The decision to investigate the bearing’s condition based on the magnetic plug inspection turned out to be the right decision. When the team inspected the left rear final drive assembly, they found fines, flakes and chunks (Figure 2-1), evidence the bearing was damaged. Figure 2-2 shows the outer bearing, which had already begun to breakdown. Figure 2-3 shows that the inner bearing had started to pit, but was still in better condition than the outer bearing. The magnetic plug inspections led the team to investigate and replace the bearings before the wear resulted in gear damage and equipment failure.
Figure 2. 785 Haul Truck Left Rear Bearing

Left Rear Final Assembly Fines,
Flakes and Chunks

Left Rear Final Drive Outer Bearing

Left Rear Final Drive Inner Bearing
Progression to Failure
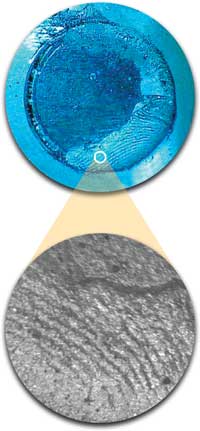
The reliability team continued to filter the differential and final drive oil and inspect the components on the same Caterpillar haul truck at the scheduled intervals. The photos in Figures 3 through 5 tell the truck’s story. The pictures were taken at each inspection (approximately 525 operating hours between each). Figures 3-1 and 3-3 show the wear debris found on the left rear final drive magnetic plugs after the final drive was replaced. The wear debris found on the magnetic plugs of the right rear final drive, which was not replaced, is shown in Figures 3-2 and 3-4. Even though wear debris was found on both the left and right final drive magnetic plugs during the first few inspections, the team was not concerned. Some wear debris is normal, especially after new components are installed. The debris usually diminishes after the wear-in period.
Figure 3. 785 Haul Truck Magnet Plugs
Left Rear Final Drive Magnetic Plug
525 Operating Hours on Final Drive
48,573 Operating Hours on Truck
ISO Before Filter Cart: 21/19/13
ISO After Filter Cart: 21/18/13
Plug is Covered with Heavy Fines and Many Flakes
Figure 3-1a.
Flake from Left Rear Final Drive Magnetic Plug
5/32″ long
Right Rear Final Drive Magnetic Plug
2,538 Operating Hours on Final Drive
48,573 Operating Hours on Truck
ISO Before Filter Cart: 21/19/13
ISO After Filter Cart: 21/18/13
5/8 of Plug is Covered with Heavy Fines
Figure 3-2a.
Flake from Right Rear Final Drive Magnetic Plug
5/32″ Long
Left Rear Final Drive Magnetic Plug
1,050 Operating Hours on Final Drive
49,098 Operating Hours on Truck
ISO Before Filter Cart: 21/20/14
ISO After Filter Cart: 21/18/13
Plug is Covered with Medium Fines and Many Flakes
Figure 3-3a.
Flake from Left Rear Final Drive Magnetic Plug
3/32″ Long
Right Rear Final Drive Magnetic Plug
3,063 Operating Hours on Final Drive
49,098 Operating Hours on Truck
ISO Before Filter Cart: 21/20/14
ISO After Filter Cart: 21/18/13
Plug is Covered with Soft Fines and a Few Small Flakes
Figure 3-4a.
Flake from Right Rear Final Drive Magnetic Plug
1/32″ Long
However, as can be seen in Figures 4-1 , 4-3 and 4-5, the wear debris on the left rear final drive plugs did not diminish. Flakes and fines continued to show up and chunks began to appear. While the right rear final drive plugs did have some wear debris on them at the same inspection intervals (Figures 4-2, 4-4 and 4-6), the debris consisted of fines with a few small flakes and no chunks. The inspections indicated another failure (the second) in the left rear final drive of the same truck. Although this was not good news, it did allow the reliability team to collect a lot of information about wear debris in a short time.
Figure 4. 785 Haul Truck Magnet Plugs
Left Rear Final Drive Magnetic Plug
1,863 Operating Hours on Final Drive
49,911 Operating Hours on Truck
ISO Before Filter Cart: 21/20/14
ISO After Filter Cart: 21/18/11
Plug is Covered with Medium Fines 1/16″ Deep and Some Flakes
Figure 4-1a.
Flake from Left Rear Final Drive Plug
4/32″ Long
Right Rear Final Drive Magnetic Plug
3,876 Operating Hours on Final Drive
49,911 Operating Hours on Truck
ISO Before Filter Cart: 21/20/14
ISO After Filter Cart: 21/18/11
Plug has Medium Fines and No Flakes
Figure 4-2a
Fines from Right Rear Final Drive Plug
Right Rear Final Drive Magnetic Plug
3,876 Operating Hours on Final Drive
49,911 Operating Hours on Truck
ISO Before Filter Cart: 21/20/14
ISO After Filter Cart: 21/18/11
Plug has Medium Fines and No Flakes
Figure 4-2a
Fines from Right Rear Final Drive Plug
Left Rear Final Drive Magnetic Plug
2,542 Operating Hours on Final Drive
50,590 Operating Hours on Truck
ISO Before Filter Cart: 20/15
ISO After Filter Cart: 15/13
Plug has Many Large Flakes
Figure 4-3a.
Flake from Left Rear Final Drive Plug
4/32″ X 6/32″
Right Rear Final Drive Magnetic Plug
4,663 Operating Hours on Final Drive
50,599 Operating Hours on Truck
ISO Before Filter Cart: 20/15
ISO After Filter Cart: 15/13
Plug has Small Flakes
Figure 4-4a.
Small Flakes from Right Rear Final Drive Plug
2/32″ Long
Left Rear Final Drive Magnetic Plug
3,380 Operating Hours on Final Drive
51,428 Operating Hours on Truck
ISO Before Filter Cart: 22/20/10
ISO After Filter Cart: 22/20/8
Plug has Medium Fines and Many Large Flakes
Figure 4-5a.
Flakes from Left Rear Final Drive Plug
7/32″ and 11/32″
Right Rear Final Drive Magnetic Plug
5,501 Operating Hours on Final Drive
51,428 Operating Hours on Truck
ISO Before Filter Cart: 22/20/10
ISO After Filter Cart: 22/20/8
Plug has Medium Fines and Some Small Flakes
Figure 4-6a.
Small Flakes from Right Rear Final Drive Plug
4/32″ Long
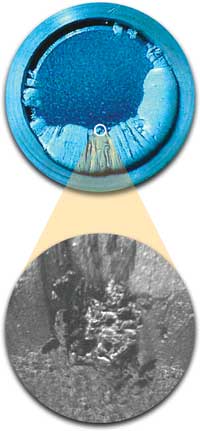
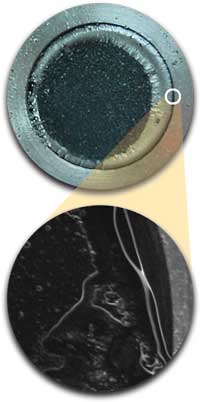
Figures 5-1 through 5-3 show three different plugs that were inspected at different intervals prior to a left rear final drive failure. The photo in Figure 5-1 was taken 500 operating hours after the oil was filtered and the plug cleaned. As the photo shows, the left final drive plug was covered with wear debris. Figure 5-1a shows the debris – flakes and chunks – that was washed off the plug. Figure 5-2, which shows a different plug from the same system, was taken 100 hours after the first photo. Again, the oil was filtered and the plug was cleaned prior to the 100 hours of operation. While the plug collected less wear debris than the first plug, it still contained a high density of fines and was mostly covered with large flakes. The photo in Figure 5-3, which was taken 150 hours after the second picture (250 hours after the oil was filtered), shows yet another plug. This plug had no fines, but a lot of large flakes and chunks.
Figure 5. Three Different Left Rear Final Drive Magnetic Plugs from 785 Haul Truck
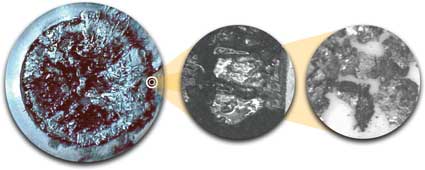
Figure 5-1
Left Rear Final Drive
Magnetic Plug
4,223 Operating Hours
on Final Drive
52,271 Operating Hours on Truck
Plug Covered with
Flakes and Chunks Figure 5-1a and 5-1b.
Flakes and Chunks from Left Rear
Final Drive Magnetic Plug

Left Rear Final Drive
Magnetic Plug
4,323 Operating Hours
on Final Drive
52,371 Operating Hours on Truck
100 Hours After Filter Cart, Plug has Heavy Fines and
is Mostly Covered with
Large Flakes
Figure 5-2a.
Heavy Fines and Large Flakes from Left Rear Final Drive Magnetic Plug
Flakes 6/32″ X 6/32″

Left Rear Final Drive
Magnetic Plug
4,473 Operating Hours
on Final Drive
52,521 Operating Hours on Truck
ISO Before Filter Cart: 22/21/14
ISO After Filter Cart: 22/21/13
250 Hours After Filter Cart,
Plug has no Fines but Many Flakes and Chunks Figure 5-3a and 5-3b.
Chunks from Left Rear Final
Drive Magnetic Plug
The team knew this much wear debris was not normal and that there was another problem with the left rear final drive. The final drive was taken apart and inspected. It was discovered that the hub guide had not been properly inspected when the first problem was discovered and corrected, and that slag from a rough edge on the hub guide (Figure 6) caused during the first bearing failure had resulted in the excess wear debris. Once again, through diligent plug inspections, the reliability team discovered the problem and corrected it before the equipment failed completely.

Figure 6. Hub Guide Slag from Bearing Failure at 48,048 Hours
In addition to plug inspections, the reliability team also performed oil analysis at each inspection. The data collected on the haul truck’s differential and rear final drives (Figure 7) indicated a problem. As Figure 7 illustrates, the ISO codes were up slightly before the failure.
Figure 7. Haul Truck Differential and Final Drive. ISO Codes Before and After Filtering.
Normal Wear
While it is expected that the ISO numbers will increase when excessive wear debris is found in the oil, it is important to note that as the Caterpillar haul trucks’ final drives and differentials age, it is normal for the final drive ISO cleanliness numbers to increase slightly (Table 1).
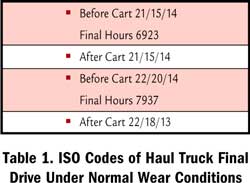
Filtering will decrease the numbers some; however, they are not likely to revert back to the original ISO cleanliness levels because wear debris does increase as the components get older.
Because some wear debris is common during normal operation, the Smoky Canyon Mine reliability team felt it was important to record the ISO code data and photograph the magnetic plugs during normal operation. Mine personnel can compare ISO data and magnetic plugs from other haul trucks with this information when determining if the wear is normal or excessive.
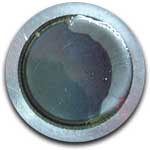
Figures 8-1 through 8-6 show photos of plugs from final drives and differentials that are experiencing normal wear. These photos verify that even under normal operating conditions, a small amount of wear debris will be found on magnetic plugs.

Figure 8. Various Plugs from Final Drives and Differentials that are Experiencing Normal Wear

Magnetic Plug with 951 Hours on Final Drive and Differential
ISO Before Filter Cart: 22/21/19
ISO After Filter Cart: 22/20/13
Magnetic Plug with 1,428 Hours on Final Drive and Differential
ISO Before Filter Cart: 23/21/13
ISO After Filter Cart: 22/19/12
Magnetic Plug with 2,000 Hours on Final Drive and Differential
ISO Before Filter Cart: 22/20/13
ISO After Filter Cart: 22/19/13
Figure 9. Magnetic Plugs During a Typical Break-In Period, After a Final Drive and Differential Rebuild
Figures 9-1 through 9-3 show photos of magnetic plugs during a typical break-in period, after a final drive and differential had been rebuilt. As the photos show, medium fines and a few flakes were present during the earlier inspections at 951 hours on the final drive. The inspection at 1,428 hours on the final drive shows that no flakes are present, and there are fewer medium fines. Less than 600 operating hours later – at 2,000 hours – only soft fines are seen. These photographs verify that the plugs will contain some wear debris early in the break-in process, but it will diminish as the equipment continues to operate.
Failure Photographs
In addition to the photographs of plugs from systems incurring normal wear, the Smoky Canyon Mine reliability team felt it was important to photograph plugs before equipment failures. In addition to the failures that have already been discussed, the team has collected photographs on other bearing failures. Figures 10-1 through 10-3 show the condition of the same plug at three different inspection intervals prior to a haul truck bearing failure. At each interval, more wear debris was found on the plug, which initially had collected fines, but was covered with large flakes at the final inspection. Figure 10-4 shows the bearing, which was damaged significantly.

Haul Truck with Bearing Failure
Magnetic Plug Covered with
Large Fines and Flakes
Damaged Final Drive Inner Bearing
Damaged Final Drive Outer Bearing
Figure 11. Magnetic Plugs form Haul Truck with Bearing Failure
Figure 11-1 shows a plug that was removed from a haul truck’s left rear final drive when the bearing failed. The plug was covered with fines and the damage to both the inner and outer bearing (Figures 11-2 and 11-3) was significant.
Conclusion
What started as a contamination control program with the goal of extending drain intervals and differential and final drive rebuild intervals, has blossomed into much more. The Smoky Canyon Mine reliability team has successfully implemented a program that has not only met these goals, but has exceeded the original differential and final drive rebuild goals and has helped the team avoid several catastrophic failures. In fact, no catastrophic gear failures due to component wear have occurred since the team began inspecting the magnetic plugs. The reliability team’s success has lowered maintenance expenses on the mine’s mobile equipment, one of its largest cost centers, and has helped the mine stay competitive
Related Articles

Effective Benchmarking in Pursuit of Better Maintenance Operations

The Power of Single Minute Exchange of Dies (SMED)

Switch in Contract, Maintenance Proves Costly

What Is Facilities Management? Challenges, Solutions, & More
Properly Aligning Projects to Corporate Strategy

Maintenance Apps for Smartphones


