[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Tool Inventory Management: How and Why?
Tool Inventory Management: How and Why?
Elizabeth Ruiz
Posted 2/28/2024
Industrial Equipment News reported that the cause of significant engine damage to an F-35 US military fighter jet was found to be that it had “ingested a flashlight.”1
The maintenance team was scheduled to check for leaks by removing a panel and inserting a metering plug into an engine fuel line. The engine test run was completed with no visual evidence of the problem, but the team reported hearing a noise after the engine was shut down. Another inspection was conducted—and the flashlight was found.
The report explained that the maintenance team had been subjected to weather delays caused by high winds, rain, thunder, and lightning. This, along with an incomplete tool kit inventory and failure to comply Joint-Service Technical Data guidance prior to starting the engine, were blamed for the damage. The incident caused almost $4 million in damage and could not be repaired locally.
This incident is one of many that highlights the important of a good, organized tool inventory. This article will get into why it is important to have a good tool inventory and tips to keep your tool inventory organized and efficient.
Importance of an Organized Tool Inventory
Having good tool inventory management in your plant, mill, or mine is an important piece of avoiding unplanned downtime, breakdowns, and dangerous safety incidents. What are some of the specific consequences your team can face from a poorly organized tool inventory? ToolHound has provided a list of five things that can happen if your storeroom is not managed properly2:
1. Poor Productivity: Every organization needs tasks done on time and correctly. A mismanaged tool inventory can cause deadlines to be missed and person-hours to be wasted. The time it takes to find or replace a lost spare part or tool halts production and wastes time of plant managers and tradespeople. Reactive/emotional behavior such as overstocking can result from this as well. Make sure you have a good CMMS to locate tools quickly using a comprehensive database.
2. Hazardous Environment: Lost or missing tools can create a hazardous job site. Team members could trip over a tool left on the floor, tools could be unknowingly damaged while left around and cause a malfunction during use, or, as we read above, tools could be left in a place where they can cause damage to components or equipment.
3. Increased Cost: Replacing missing tools can get expensive. Check that you have the right tools in the right place at the right time to avoid downtime. Make sure your team isn’t keeping “emotional stores” – creating undocumented personal collections of tools and/or parts.
4. Growing Pains:If your organization experiences expansion, a lack of well-established tool inventory and storeroom management will make it difficult to take on more tasks at one time and hinder growth.
5. Word Gets Around: If the tools and equipment needed to perform tasks on time and correctly are not available, employee morale will plummet, potentially damaging your organization’s reputation among both workers and customers. This will not help your ability to hire the right people and sell your product.
Now that we have gone over why we need good tool inventory management, let’s look at some best practices on how to improve. Moeller Precision Tool provides these five tips3:
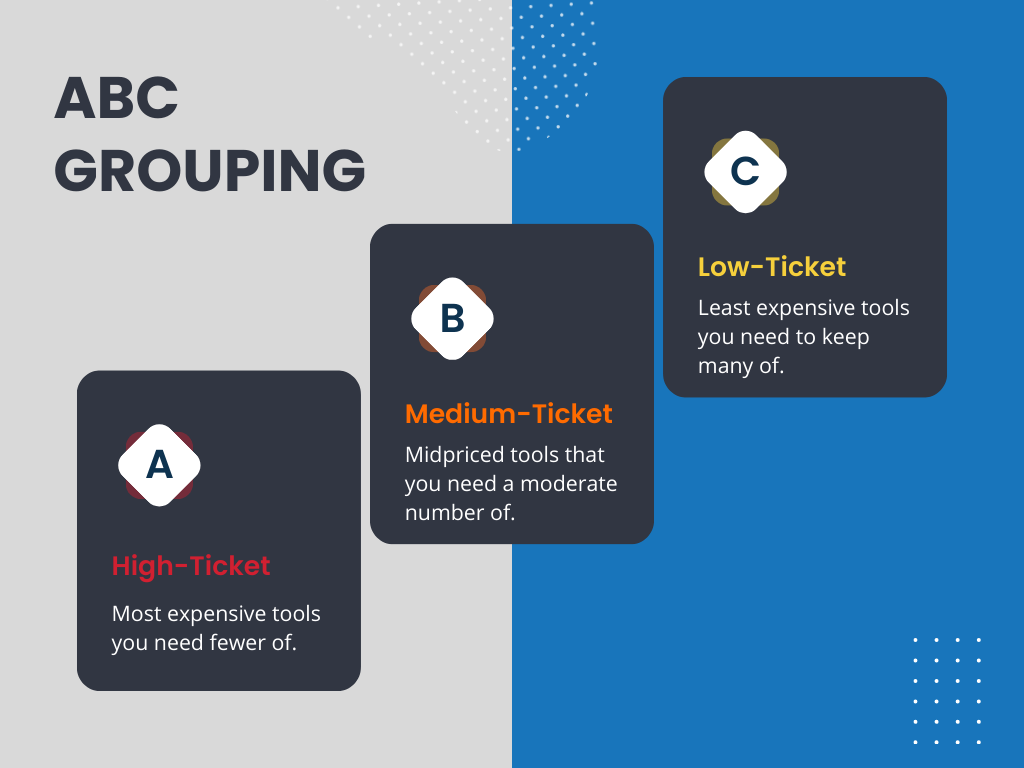
1. Carefully Organize and Prioritize: Tools can be categorized by die, type, style, material, etc. Tools can be prioritized by how often they are used, how critical they are to have in stock, and known delivery speed.
Information for image courtesy Moeller Precision Tool
Moeller Precision Tool suggests using ABC grouping as a starting point and tailoring it to your organization’s specific needs.
2. Perform Regular Tool Inventory Audits: Count the inventory manually and ensure that it matches the equipment database. Complete these audits annually, monthly, quarterly, or even daily (or a combination of these) depending on the needs of your organization.
3. Stock High-Quality Tools: Improve tool inventory management by reducing the amount of tool wear. Higher-quality tools cost more but do last longer which helps keep them in stock and avoid frequent replacements.
4. Evaluate Tool Supplier Performance: If you have investigated and don’t find an internal issue, it may be time to examine the supplier. If there are repeated problems with long lead times, delivery methods, or quality of tools, it might be time to explore different options.
5. Use a Specialized Tool Inventory Management System: An inventory management system is a digital tool that automates inventory management tasks. They can provide out-of-stock alerts, help with faster location of tools, and automate sorting and organizing, among other benefits. Tool inventory management systems can streamline efficiency and do some of the work for you. There are many solutions on the market to fit your organization’s requirements.
Conclusion
In summary, the incident involving the F-35 fighter jet underscores the critical importance of maintaining a well-organized tool inventory. Poor management can lead to significant consequences such as decreased productivity, hazardous work environments, increased costs, hindered growth, and damage to reputation.
To improve tool inventory management, prioritize organization, conduct regular audits, stock high-quality tools, evaluate supplier performance, and consider using a specialized inventory management system, further enhancing overall efficiency and safety.
Reactive maintenance is here defined as all maintenance work that was scheduled less than 20 hours before it was executed. It makes sense that there is a strong correlation between safety incidents, injuries and reactive maintenance. In a reactive situation you might not take the time you should to plan and think before you take action. The urgency also call out the so common hero in maintenance crafts people and they take risks they should not take.
Reactive maintenance is here defined as all maintenance work that was scheduled less than 20 hours before it was executed. It makes sense that there is a strong correlation between safety incidents, injuries and reactive maintenance. In a reactive situation you might not take the time you should to plan and think before you take action. The urgency also call out the so common hero in maintenance crafts people and they take risks they should not take.
In my consulting and educating roles at Noria, I’m often asked what effective plant reliability management looks like. How does one recognize it when he or she sees it? While there are plenty of details, I’ve boiled it down to the following 12 dimensional elements.
In my consulting and educating roles at Noria, I’m often asked what effective plant reliability management looks like. How does one recognize it when he or she sees it? While there are plenty of details, I’ve boiled it down to the following 12 dimensional elements.
The cost of maintaining the status quo is enormous. The status quo affects each and every one of us every hour of every day, at work and at home. We have come to accept doing nothing as a safe and acceptable alternative. We even make it the default solution. Doing nothing is the management equivalent of a baby’s soother. It makes us feel safe and comfortable. But there is a cost to doing nothing.
The cost of maintaining the status quo is enormous. The status quo affects each and every one of us every hour of every day, at work and at home. We have come to accept doing nothing as a safe and acceptable alternative. We even make it the default solution. Doing nothing is the management equivalent of a baby’s soother. It makes us feel safe and comfortable. But there is a cost to doing nothing.
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
Many smaller companies feel maintenance management software is overkill for their organizations. Nothing could be further from the truth. In reality, even a one-person maintenance department can reap the benefits of maintenance management software. The same benefits realized by the maintenance crew in larger companies are there for smaller maintenance departments also.
Many smaller companies feel maintenance management software is overkill for their organizations. Nothing could be further from the truth. In reality, even a one-person maintenance department can reap the benefits of maintenance management software. The same benefits realized by the maintenance crew in larger companies are there for smaller maintenance departments also.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
The effectiveness of maintenance can make the difference between success and insolvency, between limping by financially and organizational excellence. Many companies and organizations consider their computerized maintenance management system (CMMS) and processes as catalysts for achieving a competitive advantage. Yet, good intentions are only part of the recipe for success.
The effectiveness of maintenance can make the difference between success and insolvency, between limping by financially and organizational excellence. Many companies and organizations consider their computerized maintenance management system (CMMS) and processes as catalysts for achieving a competitive advantage. Yet, good intentions are only part of the recipe for success.
The latest ARC Advisory Group study of the enterprise asset management (EAM/CMMS) software market profiles more than 80 maintenance application suppliers. This number of choices is enough to make any plant manager shudder. How can you pick the tool that is right for you? The tug-of-war between decision makers can make or break the success of an EAM/CMMS implementation. This article addresses the delicate balance of wants and needs, and how they apply in the application selection process.
The latest ARC Advisory Group study of the enterprise asset management (EAM/CMMS) software market profiles more than 80 maintenance application suppliers. This number of choices is enough to make any plant manager shudder. How can you pick the tool that is right for you? The tug-of-war between decision makers can make or break the success of an EAM/CMMS implementation. This article addresses the delicate balance of wants and needs, and how they apply in the application selection process.
Now that the best EAM/ CMMS application for your business has been selected, the deployment phase begins. But an EAM system is not a plug-and-play application. Will you miss out on some real operational savings? Will the data be clean enough to provide value in a production environment? Will processes be tailored to match the new system, or will they be optimized to improve business? Is the vendor knowledgeable about your specific industry or regulatory requirements?
Now that the best EAM/ CMMS application for your business has been selected, the deployment phase begins. But an EAM system is not a plug-and-play application. Will you miss out on some real operational savings? Will the data be clean enough to provide value in a production environment? Will processes be tailored to match the new system, or will they be optimized to improve business? Is the vendor knowledgeable about your specific industry or regulatory requirements?
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."