Bearings for High Temperatures
Introduction
When rolling element or sleeve bearings operate under extreme conditions, it’s more important than ever to follow proper lubrication selection and maintenance procedures to maximize effective life and efficient performance. Long-term analysis of field data shows that the lack of proper lubrication is the most commonly cited cause of bearing failure and accounts for over 40 percent of breakdowns (Fig. 1). Bearings for high temperatures must be properly maintained and lubricated to withstand high heat.
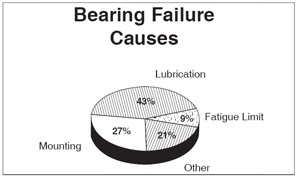
Figure 1—Bearing failure causes.
Lubrication is vital to achieving proper life for bearings. In applications such as furnaces, ovens, or high temperature fans and blowers, bearings may be exposed to higher-than-normal temperatures. Other areas include steel mills and foundry equipment such as continuous casters and roll-out tables, as well as dryers, electric motors and generator sets. In these applications, proper lubrication selection is even more important. There are two types of lubricants that are suitable for high temperature use. One is traditional grease lubrication, and the other is an oil system. Oil systems can be static or circulating. Operating temperatures are one of the major considerations when selecting the method of bearing lubrication and determining the grade of oil or grease.
Greases or oils used in applications that exceed the lubricant’s designed temperature limits deteriorate rapidly and carbonize or harden within the bearing and housing cavity. Deterioration is caused by the initial evaporation of the higher volatile components of the oil, or the oil additive mixed in the grease, and continues until the grease eventually loses lubricity and is rendered useless as a lubricant. Evaporative loss of the oil in the grease, coupled with the oxidation of the oil and soap base structure, will ultimately cause the grease to transform into a semi-hardened or hardened solid. Conventional greases and oils will usually withstand operating temperatures up to 200°F (93°C) before effective life is deteriorated.
When operating temperatures exceed 200°F (93°C), special consideration must be given to the type and method of lubrication. Petroleum-type greases and oils are available that will operate satisfactorily for temperatures up to 250°F (121°C) continuous, or 275°F (135°C) on an intermittent basis. The petroleum-grade oils used at this temperature range should be of a quality high temperature or highly refined turbine-type lubricant. These oils are more stable and have a lower evaporation rate than most conventional, universal-type oils.
At continuous temperatures of 250 to 320°F (120–160°C), synthetic greases have proven successful. The synthetic structure imparts a more stable characteristic to the grease, and the residue content is considerably less than that of petroleum lubricants at the elevated temperatures. Types of synthetic grease have been used satisfactorily for low to moderate operating speed applications at temperatures up to 430°F (220°C).
At temperatures above 250°F continuous, the use of static oil should be confined to low-speed applications. This system has a pool or sump in which the bearing operates partially submerged. It is recommended that the speed be held to a DN value (bore in millimeters times rpm) not to exceed a 50,000 to 75,000 range on the higher temperature applications because of oil’s greater deterioration rate compared with greases. This higher deterioration is a result of the added churning and aeration effect, which tends to oxidize the oil.
Ultimately, a properly designed circulating oil system (Fig. 2) is the best approach for continuous operating temperatures above 250°F (121°C) or where a high degree of operating reliability is desired for temperatures over 200°F (93°C). Synthetic oils can be used in these systems and are recommended in applications where temperatures are above 250°F. A method of cooling the oil, which will allow for maximum heat transfer, should be included in the design. This will also prolong oil life and provide the maximum return on investment. Consultation with an oil system supplier is recommended to provide technical guidance on equipment design. A circulating oil system can have a higher initial and operational cost due to the additional equipment required. This can make cost justification difficult if premature failures have not been experienced. However, a circulating oil system remains the best solution for bearing lubrication in a high temperature application.
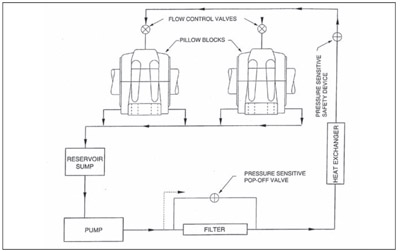
Figure 2—Design for a circulating oil system.
Synthetic greases and fluids can handle higher temperatures, but they may require some restrictions to bearing speed and applied load design parameters, depending on the actual synthetic product used. As a general guide for high temperature usage, it is advisable that loads be restricted to approximately 10 percent of the bearing dynamic capacity and 50 percent or less of normal speed limit as catalogued by the bearing manufacturer. Operation of bearings beyond these limits can lead to rapid wear of the bearing components and raceway surfaces, caused by micro-spalling and/or metal-to-metal contact. If greater dynamic capacity or speeds are required, performance characteristics usually can be extended by altering the bearing size within a particular series of bearings or changing to a different bearing style.
In addition to proper lubrication, it is possible to improve bearing life in high temperature applications by making every feasible effort to locate the bearings out of the immediate heat zone or taking steps to reduce the operational heat level. Often, this can be accomplished by insulating the walls of furnaces or high temperature fan casings to reduce radiant heat. The use of heat flingers or cooling wheels and disks along with high nickel-chrome, heat-resisting shaft material will also reduce the heat conducted to the bearings. For extreme high temperature applications, specially designed, water-cooled housings will help reduce bearing operating temperatures.
As you can see, there are many factors to consider in determining proper bearing lubrication. By following these guidelines, you can have bearings that operate successfully, even in a high temperature environment.
Related Articles
Ultrasonic technology (UT) has become widely accepted for the detection of leaks in both pressurized and nonpressurized systems. Most compressor service companies and several manufacturers own some type of ultrasonic sensor for pinpointing leaks. It is easy to cost-justify the purchase of an ultrasonic sensor based upon the high cost of energy loss due to leaks. However, there is another application for ultrasound that consumers, nondestructive testing (NDT) organizations, and even developers and manufacturers of ultrasonic sensors are often not aware of or overlook. UT can be used as a means to detect early wear of components such as bearings and gears due to lack of lubrication or overlubrication.
Ultrasonic technology (UT) has become widely accepted for the detection of leaks in both pressurized and nonpressurized systems. Most compressor service companies and several manufacturers own some type of ultrasonic sensor for pinpointing leaks. It is easy to cost-justify the purchase of an ultrasonic sensor based upon the high cost of energy loss due to leaks. However, there is another application for ultrasound that consumers, nondestructive testing (NDT) organizations, and even developers and manufacturers of ultrasonic sensors are often not aware of or overlook. UT can be used as a means to detect early wear of components such as bearings and gears due to lack of lubrication or overlubrication.
See More
In an ideal world, the lube route is the perfect answer. Group activities based on commonality of frequency, task type (e.g. motor regreasing) or area of the plant and execute in one block. It's efficient, effective and cuts down on paperwork by having just one work order for tens or even hundreds of tasks. The key here is "ideal world" - few if any of us live in this utopia, which causes some very real problems when it comes to executing what I tend to call "macro" lube routes.
In an ideal world, the lube route is the perfect answer. Group activities based on commonality of frequency, task type (e.g. motor regreasing) or area of the plant and execute in one block. It's efficient, effective and cuts down on paperwork by having just one work order for tens or even hundreds of tasks. The key here is "ideal world" - few if any of us live in this utopia, which causes some very real problems when it comes to executing what I tend to call "macro" lube routes.
See More
Overgreasing rolling element bearings in motors has been an industry problem for several years. More motors have bearing failures due to overgreasing than from undergreasing. For the nuclear power generation industry in particular, the Nuclear Regulatory Commission (NRC) provided guidance and direction. Their method delivered mixed performance results for the amount of resources that companies have had to devote to motor relubrication, motivating some organizations to develop additional improvements.
Overgreasing rolling element bearings in motors has been an industry problem for several years. More motors have bearing failures due to overgreasing than from undergreasing. For the nuclear power generation industry in particular, the Nuclear Regulatory Commission (NRC) provided guidance and direction. Their method delivered mixed performance results for the amount of resources that companies have had to devote to motor relubrication, motivating some organizations to develop additional improvements.
See More
Improper bearing lubrication or re-lubrication accounts for up to 40 to 50 percent of machine failures. By eliminating lubrication from machinery, OEMs can minimize the costs and risks associated with maintenance for the end user. At the same time, costs related to the proper disposal of oil can be eliminated and the initial expenditure for ancillary components and processes (grease lines, zerks, manifolds, etc.) can be decreased.
Improper bearing lubrication or re-lubrication accounts for up to 40 to 50 percent of machine failures. By eliminating lubrication from machinery, OEMs can minimize the costs and risks associated with maintenance for the end user. At the same time, costs related to the proper disposal of oil can be eliminated and the initial expenditure for ancillary components and processes (grease lines, zerks, manifolds, etc.) can be decreased.
See More
Choosing the right lubrication in the offshore industry is typically based on considerations such as performance and reliability, but this does not have to come at the expense of the environment. For any piece of industrial machinery to run smoothly, lubrication is a key consideration. In the offshore industry, where equipment may be stranded more than 100 miles from the shore, maximum efficiency is essential, so lubrication treatment must be carefully selected to ensure reliable performance. Where spares and replacement parts may be days away, ensuring that everything is fully functional is critical to the bottom line.
Choosing the right lubrication in the offshore industry is typically based on considerations such as performance and reliability, but this does not have to come at the expense of the environment. For any piece of industrial machinery to run smoothly, lubrication is a key consideration. In the offshore industry, where equipment may be stranded more than 100 miles from the shore, maximum efficiency is essential, so lubrication treatment must be carefully selected to ensure reliable performance. Where spares and replacement parts may be days away, ensuring that everything is fully functional is critical to the bottom line.
See More
High-pressure injection injuries, also known as grease gun injuries, are caused by the accidental injection of a foreign material–such as grease, oil, or solvent under pressure–through the skin and into the underlying tissue. This is analogous to medical techniques used to administer immunization shots without a needle. A grease gun injury can cause serious delayed soft tissue damage and should be treated as a surgical emergency. Any person sustaining an injury of this sort should seek immediate medical attention, regardless of the appearance of the wound or its size. Accidents involving injection injuries can occur when using any type of pressurized equipment.
High-pressure injection injuries, also known as grease gun injuries, are caused by the accidental injection of a foreign material–such as grease, oil, or solvent under pressure–through the skin and into the underlying tissue. This is analogous to medical techniques used to administer immunization shots without a needle. A grease gun injury can cause serious delayed soft tissue damage and should be treated as a surgical emergency. Any person sustaining an injury of this sort should seek immediate medical attention, regardless of the appearance of the wound or its size. Accidents involving injection injuries can occur when using any type of pressurized equipment.
See More
Often, the perception of quality derives from the presence of a practice. The practice exists, therefore it is right. In reality, a scheduled task is often passed off as a standard regardless of rightness. This disconnect occurs because the relubrication portion of the CMMS deployment follows a troubled model. A flawed practice is coded into a program. This doesn’t make the practice functional.
Often, the perception of quality derives from the presence of a practice. The practice exists, therefore it is right. In reality, a scheduled task is often passed off as a standard regardless of rightness. This disconnect occurs because the relubrication portion of the CMMS deployment follows a troubled model. A flawed practice is coded into a program. This doesn’t make the practice functional.
See More