21st Century Oil Analysis – Fantastic Gains – Still More to Learn and Do
Jack Poley
A year ago, I wrote an article on the New Paradigms in Oil Analysis and Condition Monitoring (Uptime, Feb/March12) citing the huge gains in-service oil analysis has made in the last decade.
These included:
- Online and inline sensors instantly creating a third tier of testing:
- Tier 1 – Sensors (no longer does vibration have an online monopoly).
- Tier 2 – Onsite laboratories and test instruments.
- Tier 3 – The traditional commercial lab (the original format).
- Large particle inspections out of the reach of standard UV metals analysis.
- Automated intelligent agent data evaluation and comment generation.
Each of these developments has resulted in new, improved capabilities and insights into machine condition. It’s exactly the kind of progress the maintenance community has implied it wanted. But although numbers of new capabilities have emerged, complexities also have been introduced and the considerations that need to be made can be perplexing, if not overwhelming.
When I began my career in 1961, there were a handful of commercial labs throughout the country, but only one (luckily the one that employed me) had an ultraviolet (UV) spectrometer that could analyze for metallic elements in lubricants. This device, the direct-reading, semi-automated spectrometer, completely changed the rules for oil analysis because previously, labs were testing lubricants for contamination and suitability for continued use. Occasionally, additional information might be gleaned regarding engine maintenance needs, such as fuel leaks (fuel line or pump issues) or excessive soot (timing or restricted intake, maybe worn rings). And, yes, the testing in the 60s was restricted to diesel engines for the most part.
Wear metals measurement—the Big 4 being iron (Fe), aluminum (Al), copper (Cu) and lead (Pb)—changed the paradigm of oil analysis from oil condition to machine condition monitoring. Lubricant integrity and cleanliness were still part of the analysis, certainly, but the focus was now firmly on the component and its health as a revenue generator.
Interestingly, the U.S. Navy also followed suit with this lone commercial lab with a UV spectrometer and applied the technique to single-engine jet fighter planes, with mixed, if not disappointing results. Failures continued to occur often without being identified in the metals wear patterns. What went wrong?
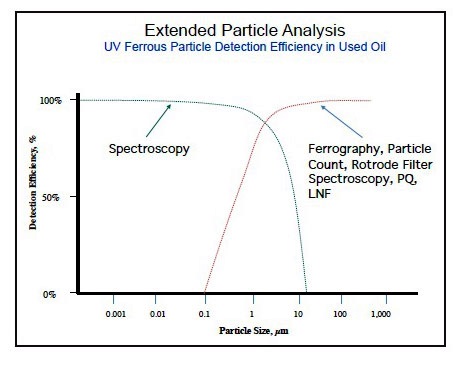
It was a number of years before the oil analysis community learned that UV spectrometers, while sensitive and accurate for measuring metals in solution, or even at small particulate levels, were not able to detect, let alone measure, particles much above a few microns in diameter. This simply was a technological limitation. Luckily, diesel engines did very well when UV spectrometric testing was employed because a good portion of the wear mechanisms in diesels is sliding wear, which tends to produce very fine particle diameters.
Super-speed turbine shafts, such as those in Navy jets, however, were spewing out significant amounts of larger particles when developing wear trauma. These particles went undetected. This was just bad luck. When the Denver and Rio Grande Western Railroad began its testing of lubes for wear metals, its chemists (that’s who one needed in those days) would ash the lube, then acidize the ash to render the metals in full solution, creating an easy sample for a UV spectrometer to analyze quite accurately. The semi-automated UV, while speedy, relied on an arc spark zapping (rotating disc electrode) of the sample to achieve ionization via brute force. Later, inductively couple plasma (ICP) began to compete with the arc spark instruments. Either approach, while adding enormous convenience, throughput and repeatability in its own right, spawned a process that, to this day, is incomplete in the oil analysis world. Wear particles are never naturally in a solution phase, though they can be very small approaching the properties of solution. When that occurs, the UV spectrometer can hold its own. Thus, the diesel engine and other reciprocating components, such as some compressors, played an unwitting role in the oil analysis process, one that was not completely understood for a decade.
Presently
Diesel engines, to this day, benefit from UV spectrometric analysis, with the same trauma detection upon which the oil analysis model was formed. Unfortunately, not everyone in oil analysis, particularly on the user/customer side, is aware of this limitation. And it should be noted that the two most popular, and by far the majority of instrument types in use, can have varying sensitivity versus each other, element by element, due to technical differences in their respective analytical processes.
Nowadays, gear sets, hydraulics and a great variety of rotary machinery have their lubricants tested for wear metals via UV spectrometers. This is a good idea, but it’s not always enough. There are times when this test needs supplemental support from other testing; enter large particle testing (LPT).
Here are some LPT approaches:
- Particles visible to the naked eye (~50µ upwards) – Filter element inspection.
- Particle counting without compositional data (PC)[M1][J2] ,typically from 4µ to 70µ in six bins, with some variation dependent on the instrument/method employed.
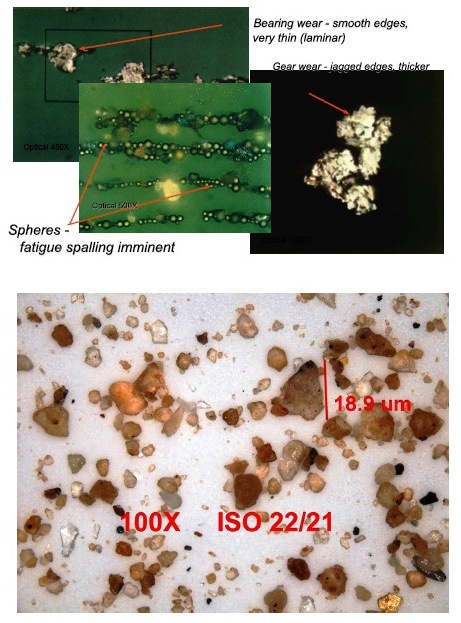
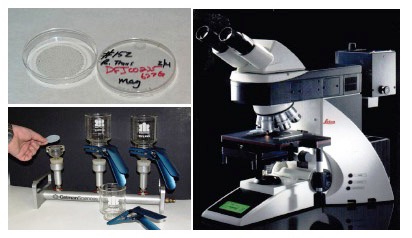
- Microscopic examination:
- Optical
- Filter patch (micropatch) or other substrate;
- Ferrography (special grooved slide used).
(NOTE: insert photo #1,#2, #3)
- Scanning Electron.
- Optical
- Ferrous particles (all methods utilizing magnetometry:
- Direct reading ferrography (DRF);
- Particle quantifier (PQ);
- Online sensors:
- Particle detection from 40µ-1000µ:Fe; 135µ-1000µ, non-Fe;
- Particle quantification (no sizing) over time: per hour, per minute, etc.
(NOTE: insert photo #4, #10)
- LaserNet Fines: Combination analyzer for particle count, water and bin sizing, and morphology of particles >=20µ. Often considered as good as dedicated PC.
These are not all the possibilities for LPT. Nevertheless, if one is monitoring rotary equipment, a UV spectrometer is insufficient or, at best, risky to place one’s singular faith in. How does one select which of these technologies to use
The answer to this question can be surprisingly tricky and is dependent on:
- The component type being monitored.
- If applicable, filter type and micron rating.
- Where and how the sample is being taken.
- Other non-LPT tests being performed in addition to LPT.
- Whether it may be helpful to use more than one LPT.
- Customer’s objectives and commitment.
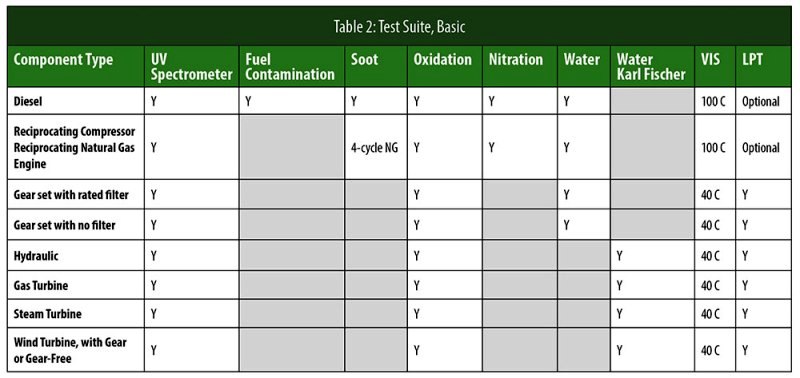
Component
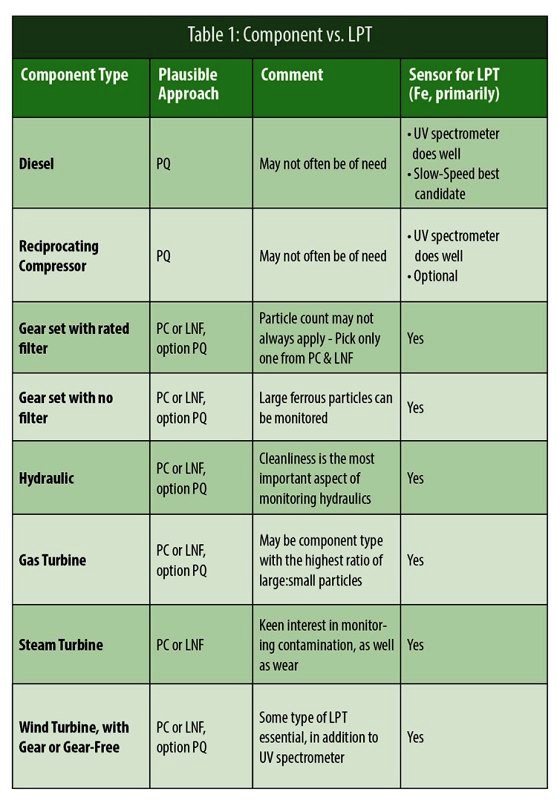
Once one has addressed the need for LPT in the test suite based on the component types to be monitored, there are still important items to be considered.
Test Suites
This is a modest introduction into the complexities of choices one is faced with in the evolution of oil analysis. There are other interdependencies and knowledge gaps worth exploring in this sometimes arcane maintenance tool we call oil analysis.

Jack Poley
Jack Poley is technical director of Kittiwake Americas and is managing general partner of Condition Monitoring International, LLC (CMI). Jack has a B.S., Chemistry and B.S., Management and has completed 50 years in Condition Monitoring and Oil Analysis.
Related Articles
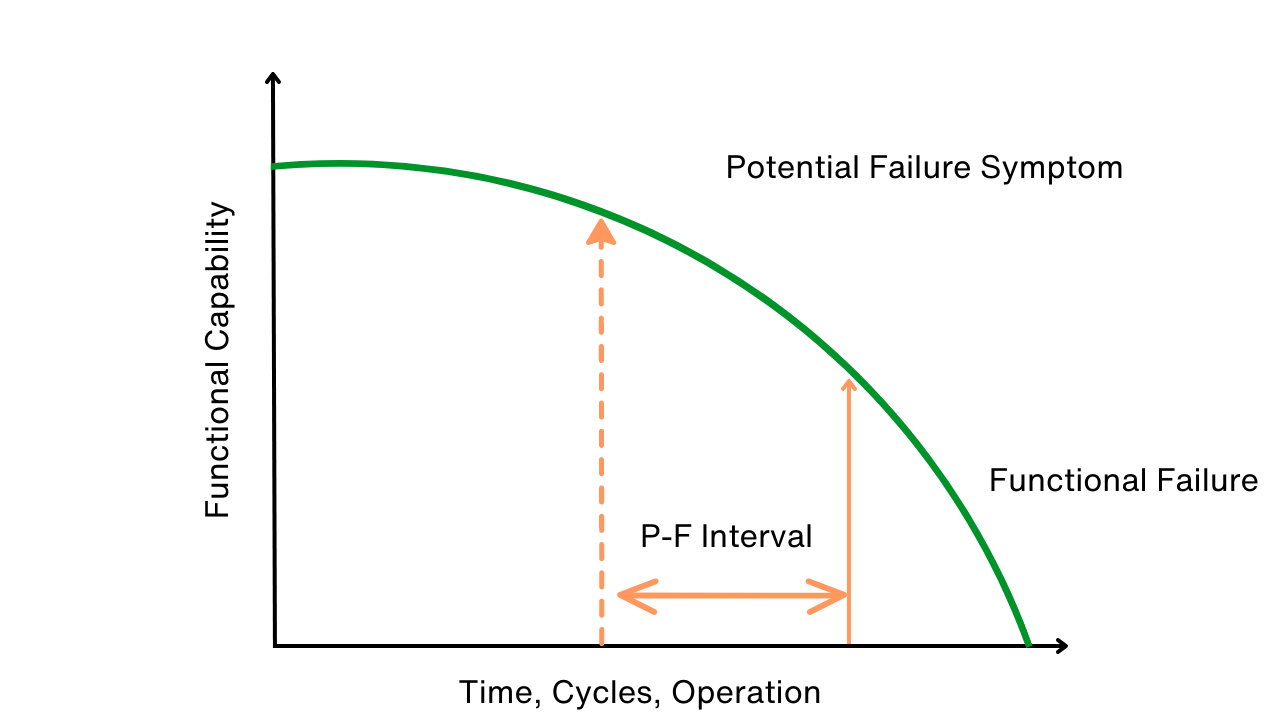
Use P-F Intervals to Map, Avert Failures
The RCM Trap


Can You Really Justify Reliability Centered Maintenance (RCM)?

Design for Maintainability




