Pneumatic Power Circuits
Pneumatic directional control valves and cylinders are most commonly used in power circuits, with the valves controlling cylinders that, in turn, provide work. As we learn about a few of these circuits, other accessory valves will be introduced, along with some interesting ways of using them.
The directional control valve in any power circuit should be mounted as close as possible to the cylinder it controls. Pressure drops in long hoses leading to the cylinder may cause the piston to move too slowly. Also, long hoses between the valve and cylinder may contain more air volume than the cylinder will accommodate, thus the lubricated air might never reach the cylinder before it is fully extended. On the return stroke, the lubricated air is exhausted back through the valve to atmosphere.
Short hoses between the valve and cylinder will help to solve both of these problems, but if using one is not possible, try a quick exhaust valve mounted close to the cylinder.
A quick exhaust valve is actually two check valves with a common poppet or ball which allows incoming air to be ported to the cylinder and exhausting air from the cylinder to be dumped directly to the atmosphere. The resulting decrease in back pressure causes the cylinder to travel much faster. It also eliminates the reverse displacement of incoming lubricated air by the exhaust in the connecting hoses, allowing the cylinders to be lubricated (figure 1).
A decelerating device, preferably mounted outside the cylinder, should always be used with a quick exhaust. This may be a positive stop protected by a urethane bumper pad, a hydraulic dashpot, or at the very least, an internal cylinder cushion.
The acceleration of any pneumatic cylinder is generally accomplished as fast as the balancing forces in the cylinder will allow it to happen. Very seldom will the forces within the cylinder during acceleration exceed the design limitations of the cylinder.
Deceleration, however, is another story. If the combined inertia of the load and the moving cylinder parts is stopped by the cylinder reaching the end of its stroke, the design limitations of the cylinder will most often be exceeded and cylinder damage will result.
End-of-stroke cushions which trap and compress the air just before the end of the piston travel are only designed to change a “crash” into a “boom.” They will seldom solve a load inertia problem. Always try to absorb the inertia by stopping the load with a deceleration device outside of the cylinder.
Slowing the cylinder to a controllable level is generally accomplished by restricting the flow of compressed air into or out of the cylinder. The least expensive way of accomplishing this is to use a four-way, five-port control valve with a needle valve installed in each of the exhaust ports (figure 2). This will effectively give you a “meter-out” control, with the exhaust restricted and the air flow entering the cylinder unrestricted.
A better method of slowing the cylinder is to use flow control valves directly connected to the cylinder ports to restrict the exhausting air only. Flow control valves are a combination of an adjustable needle valve controlling the flow in one direction and a check valve to allow the full flow bypass of air around the needle valve in the other direction.
Varying frictional forces in the cylinder and the machine may cause jerky or erratic cylinder motion, especially at low speeds. Using flow controls in a meter-in direction will accentuate the problem due to the slow, uncontrollable buildup of air pressure behind the piston.
A meter-out flow control, which restricts the exhausting air, will cause the incoming air pushing the cylinder to build to full pressure, minimizing the small frictional fluctuations, thus reducing the tendency for jerky motion (figure 3). When in doubt, meter out. However, for extremely slow-moving applications, an additional self-contained hydraulic speed control unit is required.
Hydraulic speed controls will accurately control a slow pneumatic cylinder feed — usually in one direction only. This is a requirement in many pneumatically fed machining operations such as drilling or milling applications and cut-off saw feeds. Hydra-checks, as these units are sometimes called, are self-contained hydraulic cylinders with internally piped circuitry to control the passage of oil from one side of the cylinder to the other.
A similar device can also be constructed by using a tandem cylinder (figure 4) with the back piston being driven with pneumatic power and the front piston fitted with a bypass circuit for the oil using a flow control and a suitable make-up reservoir on the non-pressurized side of the flow control. MRO
Ted Grove is corporate training manager for Wainbee Limited, Mississauga, Ont., and a widely experienced fluid power trainer.
Click here to read more about the Costs and Capabilities of Pneumatic, Electric Actuators
Related Articles
Seal companies purchase carbon/graphite seal faces from one of several carbon manufacturers. The seal companies pay for the necessary molds and then retain the exclusive use of them. A good seal face would be a mixture of carbon, graphite and nothing else. The carbon is purchased as a byproduct of a manufacturing process while the graphite is mined with the main sources being in Canada and Madagascar.
Seal companies purchase carbon/graphite seal faces from one of several carbon manufacturers. The seal companies pay for the necessary molds and then retain the exclusive use of them. A good seal face would be a mixture of carbon, graphite and nothing else. The carbon is purchased as a byproduct of a manufacturing process while the graphite is mined with the main sources being in Canada and Madagascar.
See More
Threaded fasteners set and hold tolerances on assemblies ranging from light-duty equipment to heavy machinery. Loosening is one of the major causes of industrial equipment failure, and results in millions of dollars worth of unscheduled downtime costs each year. In many cases, fasteners that self-loosen during equipment operation may contribute to wear and fatigue, and result in poor operating tolerances, misalignment and even catastrophic equipment failure. Various types of differential stresses such as vibration and shock, thermal expansion and contraction, and micro-movement reduce clamping force on the assembly and ultimately cause failure.
Threaded fasteners set and hold tolerances on assemblies ranging from light-duty equipment to heavy machinery. Loosening is one of the major causes of industrial equipment failure, and results in millions of dollars worth of unscheduled downtime costs each year. In many cases, fasteners that self-loosen during equipment operation may contribute to wear and fatigue, and result in poor operating tolerances, misalignment and even catastrophic equipment failure. Various types of differential stresses such as vibration and shock, thermal expansion and contraction, and micro-movement reduce clamping force on the assembly and ultimately cause failure.
See More
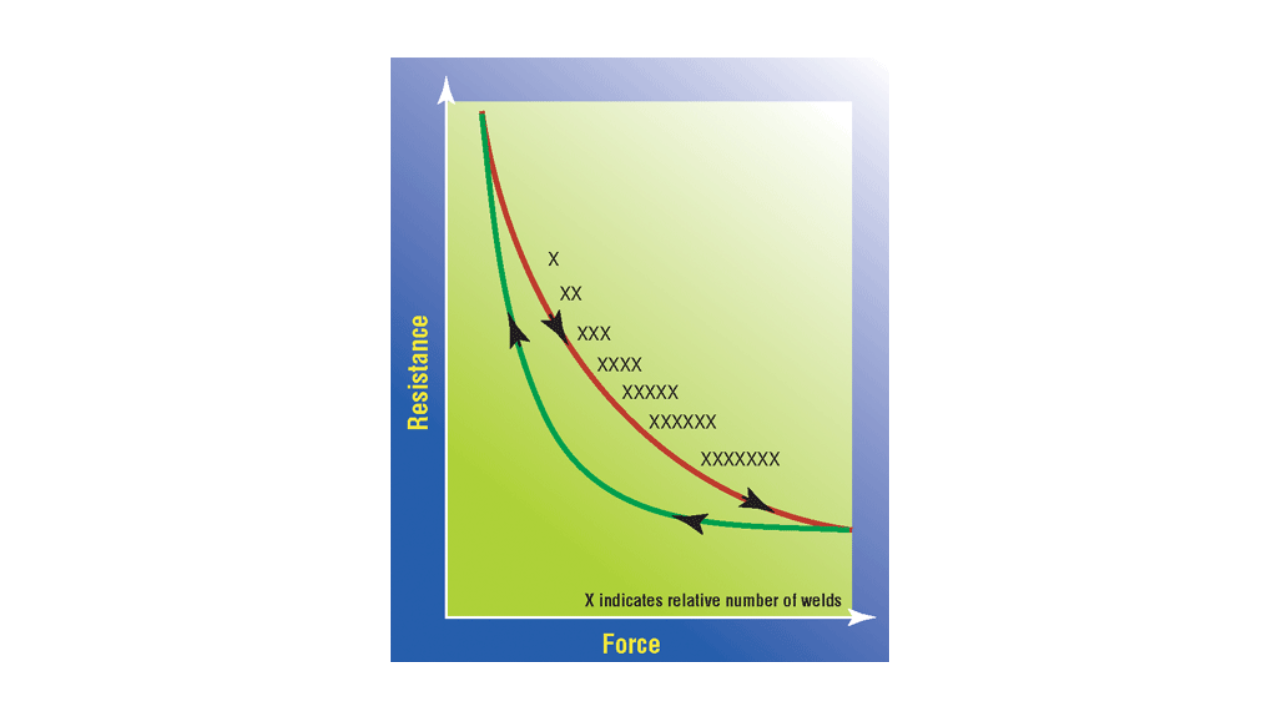
One of the important ingredients for making and keeping a reliable electrical connection is clean contact surfaces. When initial contact is made between electrical contact surfaces, no matter how smooth and level the surfaces, only a few high points touch. As the contact force increases, more points make contact until at optimum force most of the metal-to-metal contact has been accomplished. Contact theory tells us that these points are actually cold welds.
One of the important ingredients for making and keeping a reliable electrical connection is clean contact surfaces. When initial contact is made between electrical contact surfaces, no matter how smooth and level the surfaces, only a few high points touch. As the contact force increases, more points make contact until at optimum force most of the metal-to-metal contact has been accomplished. Contact theory tells us that these points are actually cold welds.
See More
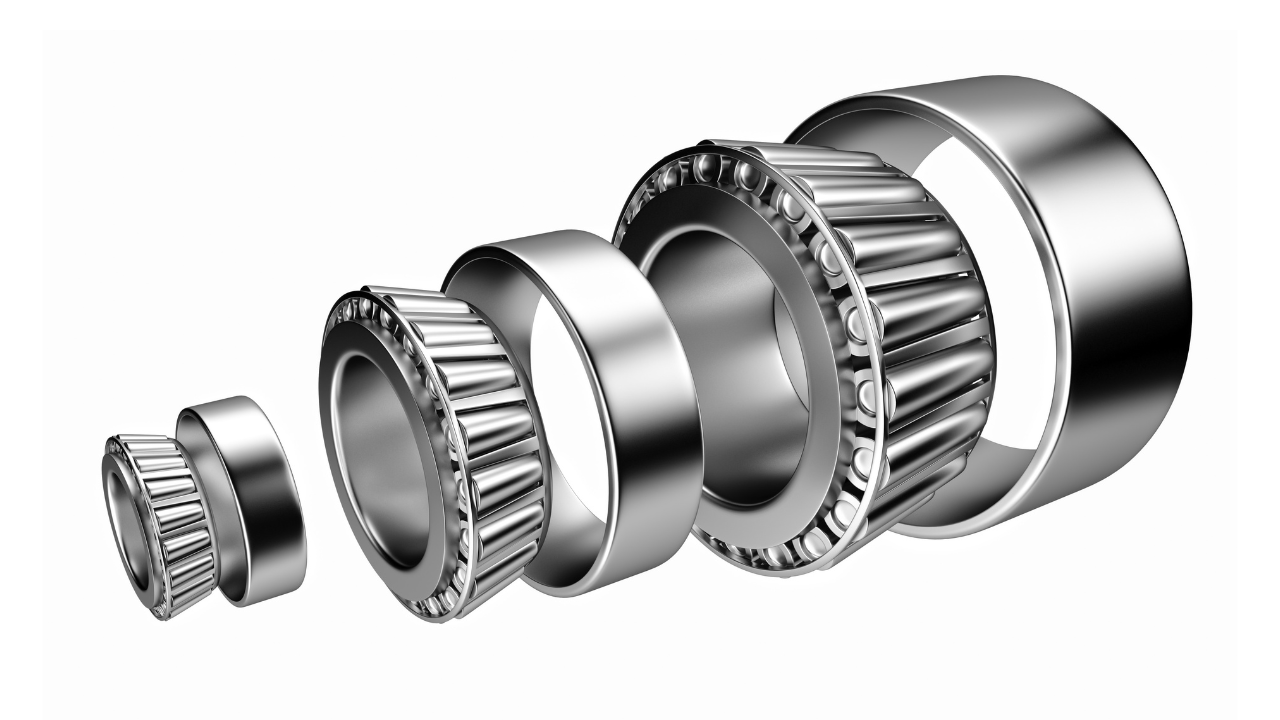
Tapered roller bearings can be set at initial machine assembly to any desired axial or radial clearance. This unique feature enables a designer to control bearings to meet anticipated application operating conditions, and thereby provide optimum bearing and system performance. Some advantages of tapered roller bearings pertaining to setting include...
Tapered roller bearings can be set at initial machine assembly to any desired axial or radial clearance. This unique feature enables a designer to control bearings to meet anticipated application operating conditions, and thereby provide optimum bearing and system performance. Some advantages of tapered roller bearings pertaining to setting include...
See More
First of all, despite the fact that the PLC was designed as a direct replacement for relays, its logic is actually quite different. Relays are 100% parallel logic. Every single part of a relay control system operates simultaneously. If you were to draw several rungs on a relay diagram and put one coil on each line with no contacts on any of the lines, every relay would energize at the same time when power was applied. This makes relay logic blindingly fast by nature (its only the relay's mechanical limitations that make it slow) but it’s often a source of trouble
First of all, despite the fact that the PLC was designed as a direct replacement for relays, its logic is actually quite different. Relays are 100% parallel logic. Every single part of a relay control system operates simultaneously. If you were to draw several rungs on a relay diagram and put one coil on each line with no contacts on any of the lines, every relay would energize at the same time when power was applied. This makes relay logic blindingly fast by nature (its only the relay's mechanical limitations that make it slow) but it’s often a source of trouble
See More
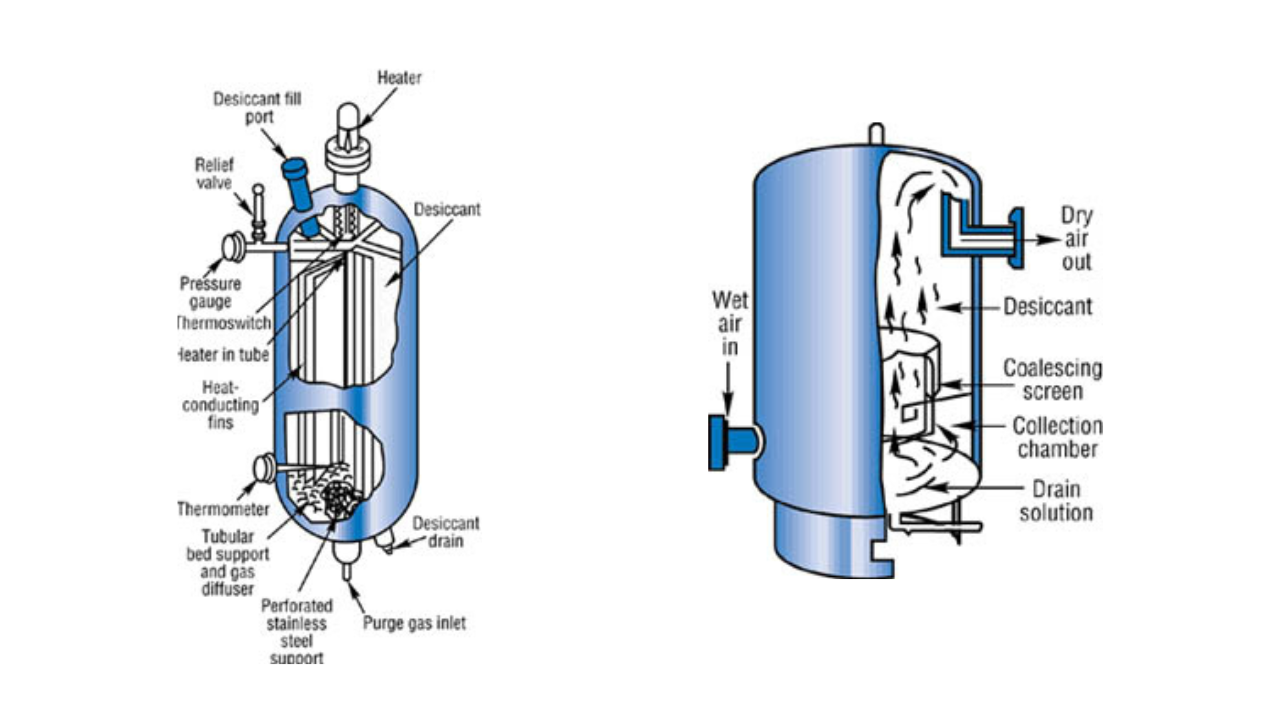
The cost of replacement parts, labor, standby inventory, and downtime can have a devastating effect on a plant's bottom line. Eliminating even one of them by drying a compressed air system will offset the cost of installing and operating the equipment. When pneumatic components wear or become corroded as a result of moisture, they consume more compressed air - and lose energy efficiency. When this wear or corrosion becomes great enough, components must be repaired or replaced - increasing operating expense.
The cost of replacement parts, labor, standby inventory, and downtime can have a devastating effect on a plant's bottom line. Eliminating even one of them by drying a compressed air system will offset the cost of installing and operating the equipment. When pneumatic components wear or become corroded as a result of moisture, they consume more compressed air - and lose energy efficiency. When this wear or corrosion becomes great enough, components must be repaired or replaced - increasing operating expense.
See More
Maybe you’re thinking to yourself that the waste and inefficiency caused by using worn spray nozzles just can’t be all that significant. If so, it’s time to change your thinking and determine if nozzle wear is a problem in your operations. Like many other processors, you may discover that you are wasting millions of gallons of water, thousands of gallons of chemicals and incurring many other unnecessary costs due to using worn nozzles.
Maybe you’re thinking to yourself that the waste and inefficiency caused by using worn spray nozzles just can’t be all that significant. If so, it’s time to change your thinking and determine if nozzle wear is a problem in your operations. Like many other processors, you may discover that you are wasting millions of gallons of water, thousands of gallons of chemicals and incurring many other unnecessary costs due to using worn nozzles.
See More