RCM for Medium Sized and Lean Organizations
Aitor Goti, Miguel Egaña and Alfredo Iturritxa, Mondragon University and Marc Gardella, Ingeactiva S.L.
Looks like there’s a reliability-centered maintenance (RCM) process to fit any company, regardless of size.
RCM For All
Heretofore, reliability-centered maintenance (RCM) may have been thought of as a strategy best left to large, non-lean organizations. That may have been a perfectly logical assumption. Small- to medium-sized enterprises (SMEs) and lean operations simply seem to have less money to invest in and/or fewer resources to cope with the many activities required for RCM success. Now, however, out of joint academic/industry collaboration in Spain, comes information that may help begin to put these types of popular misconceptions to rest. The RCM methodology described in this overview of the Spanish research has been adapted to meet the specific needs of today’s smaller, leaner organizations. And it is not just a theory, either. The practicality of this approach is being confirmed through actual testing in three small- to medium-sized and/or lean companies.
Although reliability-centered maintenance (RCM) has gained increased acceptance in industrial companies around the globe over the past few decades, it often has proven to be a difficult fit for small- to medium-sized enterprises (SMEs) and those in the advanced stages of lean production. For SMEs, the problem appears to be the substantial investment that is required for RCM to achieve the expected outcome. The challenge for lean companies is the fact that they typically manage fewer resources than are needed to successfully implement RCM.
Thanks to a recent academic/industry collaboration, however, a process for overcoming these roadblocks to RCM implementation has been put forward. Developed at Spain’s Mondragon University, this approach has been successfully tested in three small- to medium-sized companies with advanced lean operations. These sites include:
• A medium-sized industrial plant of the Mondragón Corporación Cooperativa (MCC) corporation (a supplier to automotive and home-appliance OEMs and Spain’s third-largest company);
• Inquitex S.A. (Inquitex), a maker of various products using polyamide, polyester and PET;
• Goizper S. Coop. (Goizper), a cooperative serving industrial and agricultural markets, and maker of a popular hand-held sprayer for houseplants.
The RCM process
The RCM process is designed to enhance assets’ availability and safety by recommending design improvements or maintenance and operation tasks. It entails asking the following seven questions about the system under review:
1. What are the functions and associated performance standards of the asset in its present operating context?
2. In what ways does it fail to fulfill its functions?
3. What causes each functional failure?
4. What happens when each failure occurs?
5. In what way does each failure matter?
6. What can be done to predict or prevent each failure?
7. What should be done if a suitable proactive task can’t be found?
Large companies may spend vast amounts of money (and deploy extensive resources) to accurately answer these questions. Most SMEs and lean-structured companies cannot. The major constraints SMEs face include restricted financial resources, a lack of personnel and time, little or no experience and limited confidence in implementing new systems [1]. Companies engaged in lean production, by definition, are trying to accomplish production “with minimal waste due to unneeded operations, inefficient operations or excessive buffering in operations” [2]. Consequently, it can be quite difficult to obtain funding for systematic optimization approaches in lean environments. Testing at the MCC, Inquitex and Goizper facilities shows that the adapted RCM process can indeed be effective in dealing with these challenges.
The following sections outline the adapted methodology using some of the documentation developed during the site studies. Implementation in the three subject sites encompassed the following phases:
- Document control
- Analysis of failure modes and causes
- Development of the preventive maintenance (PM) plan
- Development of the maintenance management system
- Continuous feedback and results
Document control…
Any SME or lean-centered operation wishing to implement RCM must first prioritize the equipment to be studied. In this case, it is recommended that Saaty’s generic Analytic Hierarchic Process [3], or specific prioritization initiatives [4], be applied in order to generate a prioritized equipment list.
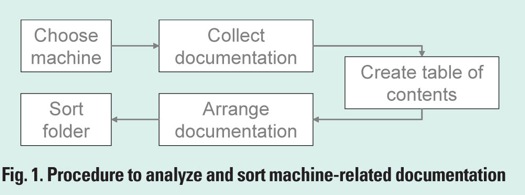
Next, all knowledge of the prioritized equipment must be collected. This task comprises gathering all the documentation related to the machine, including catalogs, manuals, instructions and related material. All documentation related to maintenance and production also must be compiled, following the procedure shown in Fig. 1, so as to guarantee that the documentation related to a machine will always be available and easy to find if an incident occurs.
Analysis of Failure Modes and Causes…
All information collected in the preceding phase is oriented to answer the first three questions of the seven steps of RCM. Equipment suppliers and designers invest a great deal of resources defining how equipment should be operated, in which way it may fail and why it can fail. Then, considering these facts, they perform design modifications or plan activities oriented to reduce or avoid these failures. As a result, maintenance instruction manuals bring together several PM actions and will save the project team from wasting time doing a previously performed task. This provides a substantial basis for the PM plan.
Development of the Preventive Maintenance Plan…
This phase covers steps four through seven of the RCM analysis. Furthermore, in this phase, equipment-related failure modes are revised to include the implicit knowledge and experiences of maintenance and production operators. This is important because the PM actions included in the equipment operation and maintenance manuals are usually designed to cover the most general spectrum of possibilities, as equipment designers do not have information about specific consequences of failure modes and causes to be avoided.
With these facts in mind, the maintenance team can define and prioritize the most negative events compiled during the whole process, analyze the consequences, their impact and the actions to be taken. Considering the impact of the consequence and the probability of failure, maintenance technicians will then be able to adjust the periodicity of PM actions—which can include modifying or even removing activities.
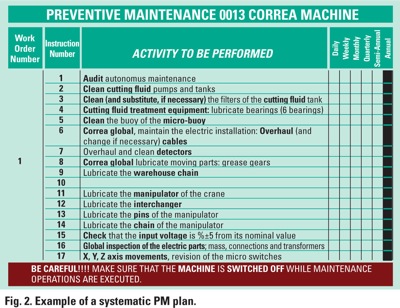
Based on these actions, it is possible to establish an initial PM plan that should be updated periodically. PM activities should be shared among production operators and maintenance technicians. This means a systematic PM plan executed by maintenance technicians and an autonomous PM plan performed by production operators should be designed for each piece of equipment.
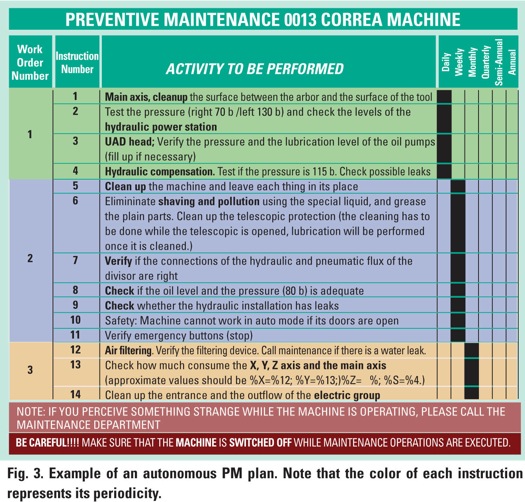
An example of both the systematic and the autonomous PM plans of a turning machine of Goizper are shown in Fig. 2 and Fig. 3. In addition to the global PM plans shown in Fig. 2 and Fig. 3, it is essential to define each of the tasks to be performed. This definition must consider the complexity of the task and the experience of the person executing it. To accurately describe the tasks to be performed, the following levels of detail can be used:
1. For tasks that do not need detail to be properly carried out, the line included in the global PM plan will be sufficient for its execution.
2. For operations needing a brief description to be completed, instruction documents describing only key points of the operation will be provided.
3. For actions that call for a detailed procedure, an exhaustive operating procedure will be documented and included in the PM documentation developed for the technician. Using the precise descriptions in this procedure, all operators should be capable of completing the necessary PM activities. From this point, management needs only to establish a control system to analyze whether the actions are executed.
Development of the Maintenance Management System
The RCM process is useful not only in defining an initial maintenance plan, but also in sequentially optimizing such a plan. For this purpose, it becomes necessary to implement a feedback system compiling what happens in the equipment to be maintained. In many cases, a CMMS may be a better tool for this than a primarily manual system. It is, however, very important for SMEs and lean-structured companies to first define how maintenance is going to work with regard to RCM, then choose and/or adapt the CMMS accordingly (see sidebar “Selecting A CMMS”).
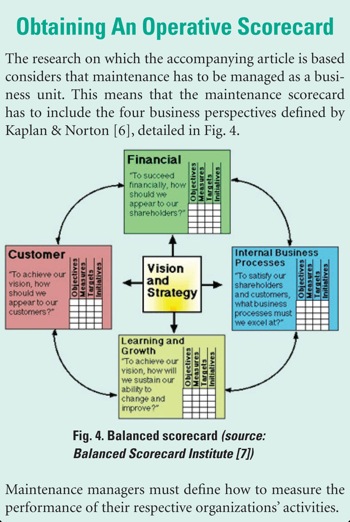
The process of defining how the RCM process will work can be simplified by creating a scorecard showing the various fields of a maintenance work order (see sidebar “Obtaining An Operative Scorecard” below). The scorecard must be continuously updated and adapted to meet the needs of management and technicians, but accurate updates will depend on information that only can be obtained in a work order. Thus, any corrective maintenance action will require a corresponding work order. Each of these work orders should be completed by maintenance technicians, with oversight to ensure that the documents are filled out properly.
For instance, it is not permissible for the company to omit the action performed on a breakdown or not use the standard action list. If these rules are ignored, the list of defects, causes and actions will require continuous updating to reflect the reality of the plant and allow management to detect repetitive breakdowns whose repair can be standardized.
Once this effort is complete, a junior engineer can be responsible for obtaining the monthly maintenance report. After the report is obtained, decisions can be made about the validity of the report, the overall maintenance management and the actions that maintenance performs. Ongoing feedback and results It is too soon to report consolidated results from Inquitex and Goizper, as the project is still being implemented. Still, it is worth noting that each of these companies has created a continuous feedback system that provides more and better information on their processes, which, in turn, helps enhance the quality of the decisions that are made. In addition, both of these organizations are looking to implement a CMMS within their respective operations.
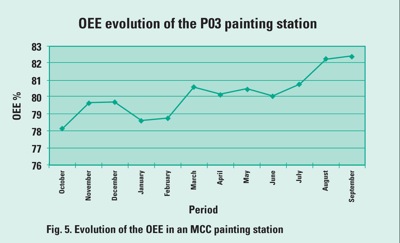
With regard to the MCC site, results from previous research help illustrate the effectiveness of the adapted RCM process. Fig. 5 illustrates the positive evolution of the Overall Equipment Effectiveness (OEE) of an MCC painting station. These results were obtained mainly through implementation of maintenance improvement actions that were launched through the adapted RCM process.
Acknowledgements
The companies involved in this research wish to thank Iñaki Urkullu, Manex Ezeiza and Josune Garitano, the junior engineers who supported the implantation projects presented herein, for their collaboration and effort. In loving memory of Xanti.
References
1. D. J. Storey, Understanding the small business sector. London: Routledge, 1994.
2. R. Narasimhan, M. Swink, and S. Wook Kim, “Disentangling leanness and agility: An empirical investigation,” Journal of Operations Management, 2006.
3. T. L. Saaty, The Analytic Hierarchy Process. New York: McGraw-Hill, 1980.
4. M. Gardella, E. Egusquiza Pérez, and A. Goti, “Parametrization of the Risk Ponderation Number for the development of auto-updating FMECAs,” E. Viles and A. J. Fernández Pérez, Eds. San Sebastián: Tecnun, 2007.
5. Synterprise, “Synterprise Global Consulting, Pre CMMS Planning/Vendor Evaluation,” 2004.
6. R. Kaplan and D. Norton, “The balanced scorecard – Measures that drive performance,” Harvard Business Review, Vol. 70, No. 1, pp. 71-79, 1992.
7. Balanced Scorecard Institute, “What is the Balanced Scorecard?” 2007.
Aitor Goti, Miguel Egaña and Alfredo Iturritxa are researchers and consultants from Spain’s Mondragon University who specialize in the field of reliability and maintenance. Marc Gardella is with the Spanish consulting group Ingeactiva. For more information regarding this article and the research project on which it is based, contact Dr. Goti through the Mechanical and Manufacturing Department Faculty of Engineering at Mondragon University rel
Related Articles


Fast, Reliable Measurements Give Us An Effective Way of Planning Preventive Maintenance In Advance

Chemical Corrosion Control


