Normalization of Deviance and the Perception of Defects
How can anyone walk by a defect right there, day in and day out and in their face, and do nothing?
Ever walk into a room, look around and conclude that all is well. But then, someone picks up papers, a briefcase, or some other object from the floor, right where you were about to walk. You hadn’t seen it. Your vision is fine, so how could you have missed it? It makes you wonder how many other little things you missed in other places, too.
There is a mind-set needed to see little things. Sure, there are those who rebel against those compulsive people who want everything just so. But as it turns out, when everything is just so, the scene is easier to take in and see if there are any insidious defects that could cause real problems. Factories are like that, too. If the plant is just so, it is easier to separate out the problems from the background.
There is a mind-set needed to see little things.
There is something even deeper at play. How can anyone walk by a defect right there, day in and day out and in their face, and do nothing? Humans are masterful at separating out the signal from the noise. If the background stays the same, then the signal (defect) fades and eventually disappears.
An article in a NASA publication explored the normalization of deviance. It describes it as a cognitive (i.e., wired into the brain) process that when a scene doesn’t change, we stop seeing the details. The article cited the space shuttle Challenger tragedy to this phenomenon. In the maintenance reliability world, it would be a temporary repair that after a few days, stops looking temporary. In fact, it stops being visually present entirely. If anyone asked you if there are any temporary repairs, you might answer, “I’m sure there are some,” but you might not remember the one right in front of you.
Rather, you will be reminded of something if it actively intrudes into your conscience. Think of a factory defect that makes scrap and it is your job to clean it up. Since you are actively involved, the defect fades into the background much more slowly. It still fades, but more slowly, so it can be recalled into consciousness much more quickly. Many of the exercises used to identify activities that add value are designed to highlight defects that might have been forgotten.
Defect elimination is the royal road to reliability and institutional integrity. Some defects have been around for a while and stop being seen or perceived. For a manager who does not work with the equipment and, therefore, doesn’t get confronted by the consequences of the defects, the defects he or she sees would blend into the background. For the workers, however, the defects would have more persistence since they are confronted by them and have to mitigate them.
There are probably people in your life that seem to be universally better at spotting defects than you. Whereas you might normalize crumbs on the dining room table after 10 minutes, other people might keep seeing them. Of course, it can be attributed to laziness, but you can always plead normalization of deviance and only a little laziness!
When it comes to the perception of defects, the conclusion is twofold. If you want to attack defects, don’t rely on managers because they cannot see the problem as well. Rather, recruit people into leadership roles that are detail oriented because they are just plain better at seeing defects.
Finally, these invisible defects are in the way of a smooth running institution. They are also responsible for many things, from small breakdowns to major catastrophes.
Joel Levitt
Joel Levitt, CRL, CPMM, is the Director of Reliability Projects for Reliabilityweb.com. Mr. Levitt has 30 years of experience in many facets of maintenance, including process control design, source equipment inspector, electrician, field service technician, maritime operations and property management. He is a leading trainer of maintenance professionals and has trained more than 17,000 maintenance leaders from 3,000 organizations in 25 countries in over 500 sessions.
Related Articles
Industrial machinery requires continuous and precise lubrication to maintain operational efficiency and prevent unexpected failures. Automatic lubrication systems and monitoring solutions play a key role in preventive maintenance, ensuring that the right amount of lubricant is applied at the correct intervals. This minimizes wear, reduces downtime, and extends equipment lifespan.
Industrial machinery requires continuous and precise lubrication to maintain operational efficiency and prevent unexpected failures. Automatic lubrication systems and monitoring solutions play a key role in preventive maintenance, ensuring that the right amount of lubricant is applied at the correct intervals. This minimizes wear, reduces downtime, and extends equipment lifespan.
See More
Grease and oil are the key lubricants used throughout industry to reduce friction between metal parts. Lubricants can only reduce friction if their immediate environment sustains their lubricating properties. Once the operating conditions are known, a suitable lubricant with the right properties can be used. When the lubricant is in place it is necessary to maintain the environment and the machine to the specified design standards and protect it from changes to the design conditions. There are six key factors to address for trouble-free life where grease or oil lubrication is used on machinery.
Grease and oil are the key lubricants used throughout industry to reduce friction between metal parts. Lubricants can only reduce friction if their immediate environment sustains their lubricating properties. Once the operating conditions are known, a suitable lubricant with the right properties can be used. When the lubricant is in place it is necessary to maintain the environment and the machine to the specified design standards and protect it from changes to the design conditions. There are six key factors to address for trouble-free life where grease or oil lubrication is used on machinery.
See More
Every component of a bolted flange joint has a maximum allowable stress level. The mating flanges will begin to rotate or warp at a defined stress threshold. The studs or bolts of a given specification also will yield or be stressed past their elastic properties at a defined level. Non-metallic and semi-metallic gaskets will crush under excessive applied stress loads.
Every component of a bolted flange joint has a maximum allowable stress level. The mating flanges will begin to rotate or warp at a defined stress threshold. The studs or bolts of a given specification also will yield or be stressed past their elastic properties at a defined level. Non-metallic and semi-metallic gaskets will crush under excessive applied stress loads.
See More
The Edison Principal has been developed to solve America’s $1.2 trillion corrosion expense by replacing visible rust with black light active fluorescence. Edison Principal is an analogy based on the failure indicator of the common light bulb invented by Thomas Edison.
The Edison Principal has been developed to solve America’s $1.2 trillion corrosion expense by replacing visible rust with black light active fluorescence. Edison Principal is an analogy based on the failure indicator of the common light bulb invented by Thomas Edison.
See More
To assist in understanding the transmission of vibration through a machine, it is instructive to investigate the concept of linearity and what is meant by linear and non-linear systems.
To assist in understanding the transmission of vibration through a machine, it is instructive to investigate the concept of linearity and what is meant by linear and non-linear systems.
See More
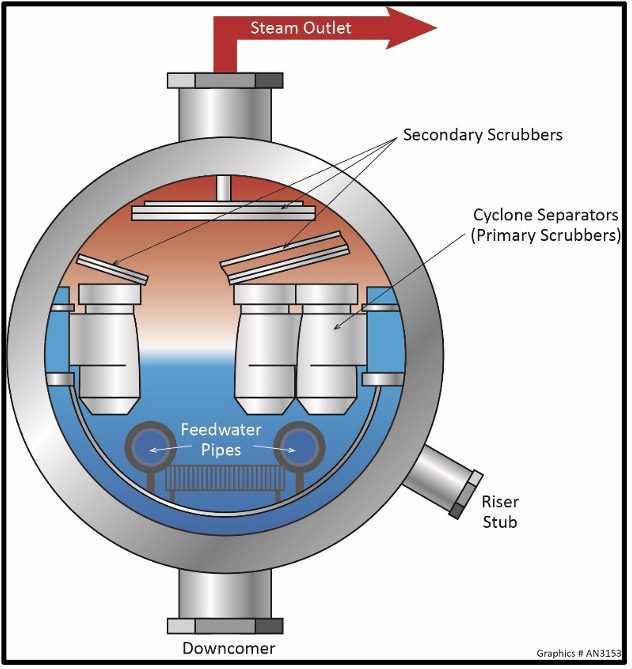
In this article, we will examine how both proper boiler chemistry monitoring and conscientious steam system maintenance are necessary for reliable and safe operation. A key takeaway, that hopefully has been a recognizable thread throughout these installments, is the importance of training. Too often, the author has visited plants where the water treatment/steam generation personnel were undertrained and/or not given the proper tools for the job.
In this article, we will examine how both proper boiler chemistry monitoring and conscientious steam system maintenance are necessary for reliable and safe operation. A key takeaway, that hopefully has been a recognizable thread throughout these installments, is the importance of training. Too often, the author has visited plants where the water treatment/steam generation personnel were undertrained and/or not given the proper tools for the job.
See More
A sophisticated signal processing technique can help to pinpoint bearing failure at an early stage. Chris Hansford, Managing Director at Hansford Sensors, explains. Experienced operators can often tell if a machine is not working properly, on the basis that is does not ‘sound right’. The same principle can be applied – using modern electronics – to identify the exact cause of the problem.
A sophisticated signal processing technique can help to pinpoint bearing failure at an early stage. Chris Hansford, Managing Director at Hansford Sensors, explains. Experienced operators can often tell if a machine is not working properly, on the basis that is does not ‘sound right’. The same principle can be applied – using modern electronics – to identify the exact cause of the problem.
See More