Gaps in Your Electric Motor Reliability Program
Noah Bethel, VP Product Development, PdMA® Corporation
Posted 01/10/2023
Electric Motor Reliability
Businesses invest millions of dollars in what they believe will be a fail-safe maintenance program for their electric motors. The goal of this investment is to improve their electric motor reliability to decrease downtime, Regular tests are scheduled for each motor; engineers dutifully record the data when required and then move on to the next motor. But collected data is meaningless unless it is analyzed, and frequently analysis is nonexistent. Here’s an example: data from testing may have uncovered a problem in a stator winding or rotor assembly, but there is no alarm in the testing mechanism because settings have not been updated for several years. The motor seems to be working normally even though the problem is worsening. When it fails as it inevitably will, the business is headed for a costly repair or …worst case scenario…catastrophic motor failure. The usual question that accompanies a call to repair facilities or support vendors: “how could we have missed this?”
Costly oversights occur repeatedly despite thoughtful planning dedicated to maximizing the operation and lifespan of the motor. One unsettling realization is that testing, considered part and parcel of preventive maintenance, is not preventing anything because there is nothing to indicate that analyzing the data was even considered. This is a major pitfall and a classic example of a gap in a company’s motor management program.
There are, in fact, three areas where these gaps continually occur: quality control, trending and troubleshooting. Yet, all of these gaps can be averted and avoided through application of sophisticated technologies and a greater delineation of the responsibilities that will ensure a successful and cost-efficient motor management program.
Electric Motor Reliability Program Basics
Every company regardless of size requires a world-class “cradle to grave” strategy and plan implementation for thorough motor management and maintenance. These steps ensure a lengthy and productive motor lifespan. To begin, start with qualification and asset tracking, including analysis of the systems in which the motors operate. Without this vital information, a company risks repeated expensive repairs or motor replacement. Worse yet, the actual cause of the motor’s issues may remain undetected—another gap example bound to anger the firm’s financial officers anxious to stem the cash outflow.
The expenditures can be startling. A study published in Reliable Plant in February 2010 calculated average motor downtime costs per hour in several industries. The findings, based on a study conducted in the previous decade, are still relevant today. The statistics:
Industry – Average Downtime Costs per Hour
- Food processing – $30,000
- Petroleum and Chemical – $87,000
- Metal Casting – $100,000
- Automotive – $200,000
Companies that expect technology to play a vital role in curbing these costs and greatly improving motor lifespan have relied on various software programs to provide data for specific purposes; i.e. motor problems or asset information management. The information is helpful but limited because it is not integrated with all of the other elements of motor management. Today that is not enough. Businesses are demanding intuitive and integrated software that tracks the history of repairs, mean times between failure and something more: identification of faults that can be corrected or remedied. What is needed is comprehensive software that meshes seamlessly with all elements of motor management. Businesses should not have to rely on separate technology systems that, despite the vital data they generate, are incapable of integrating data into one comprehensive motor management and maintenance model.
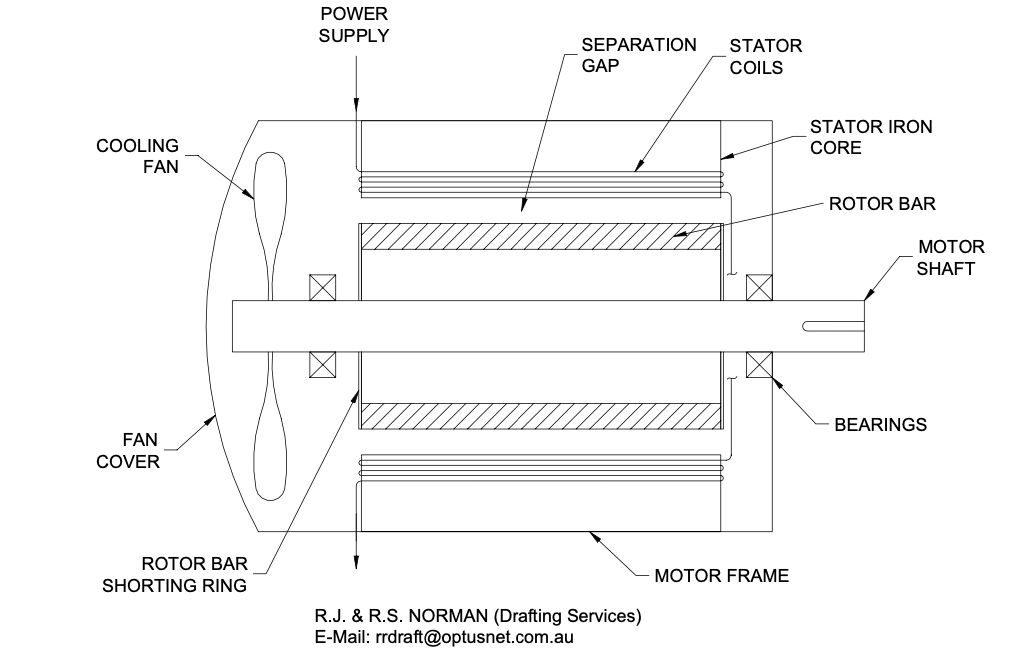
Understanding Electric Motor Fault Zones
There can be no comprehensive motor management program without accounting for the role of the six fault zones that apply to all electric motor operations. The functions of each one and their relationship to the other five impact the motor’s efficiency and reliability in both the short and long term. Data analytics for each fault zone will help businesses uncover potential problems before they become catastrophic. The six fault zones consist of power quality, power circuit, insulation, stator, rotor, and air gap. Each of the six requires testing for signs of potential motor failure such as resistive imbalance in the power circuit, problems with insulation between the coils and phases in the stator, and defects in the rotor.
Tests for each of these fault zones depend on a number of variables such as motor age, intensity of use and, of course, the environment in which the motor operates. Despite the variables, testing has to be consistent to develop a clear picture of the data generated in each fault zone and the trends the information indicates.
Quality Control
Quality control (QC) is presumably paramount for asset management yet it is here where some of the most costly gaps manifest themselves. Faulty assumptions play an underlying role particularly in one common QC oversight. A new motor is delivered from the warehouse but is not tested after installation. The faulty and potentially costly assumption is that brand new, mint condition motors are in perfect working order so testing at the start-up stage is unnecessary. When companies are so heavily invested in the reliability of their electric motors, it is almost shocking for immediate testing to be disregarded. Yet that is all-too-often the case perhaps because of limited time and/or resources. The gaps will likely worsen when no one bothers to examine whether the facility supplying the motor has the same quality control standards as those of the company that purchased it.
Alarm set points are another example. Pre-defined alarms and set points are based on an existing knowledge base and respected industry standards. Nonetheless, they should not be considered permanent. Industry standards tend to change especially when further study indicates that modification of set points is essential to avoid the possibility of parts failure.
A robust quality control plan should contain the following:
- Immediate testing after a new, refurbished or spare motor is installed. Avoid the assumption that testing isn’t necessary for a new installation; it always is.
- Clearly defined quality control agreement with your motor repair facility. Ensure the shop has technology that can duplicate your testing capability. In addition to the obvious benefit, the agreement will allow the QC program to be fluid. Data can be trusted if it was derived from the same technology application. Ensure that the motor supplier or repair facility has the ability to perform the same testing. The QC plan should also contain a provision where the company’s data can be shared over the Internet with the motor shop, particularly in digital form so it can be stored as an historical trend.
- Well-defined acceptance criteria. All values of motor quality control have to be worked out and accepted by the motor repair facility and supplier. A poorly defined plan is likely to contain less than acceptable values, which jeopardize the operation and lifespan of the motor.
- A warehouse storage and maintenance plan to ensure reliability of assets. Spare motors that have been unused, particularly for lengthy periods, can also be at risk for failure and the time to find out is before they replace another motor. There are two inexpensive ways to maintain quality control for spare assets. Manage the climate control as closely as possible, especially the humidity. Another valuable warehouse maintenance tactic: minimize vibration and rotate bearings to prevent bearing damage from the ball of the bearing sitting on the same spot of the housing in a vibrating environment.
Trending
Trending refers to data collection on motors taken on a regular and consistent basis. Its purpose is to identify potential problems and, at the same time, develop a detailed history of any issues uncovered by the data. It is the latter where the gap most often occurs. Data is rarely analyzed because those who record it are not trained to analyze it. The result is data imbalance—a mass of statistics is collected but never analyzed.
Technicians are often test takers and have not been trained in data analysis. The technicians follow designated “routes” or watch lists. They rely on their technology to explain what is happening with the motor. Their data may, in fact, indicate that something requires further examination. However, if there is no indication or alarm triggered during testing, technicians may log the information as “normal recurring events.” The data is stored and forgotten much like obsolete equipment in a vast warehouse.
Companies may not be totally cognizant of the need for trending despite their financial commitment to motor management and maintenance. It is not the fault of the technicians, who have been trained to react promptly if their testing technology indicates alarms. If there is no alarm, undertrained technicians may presume that nothing is wrong so they move on to the next test. Perhaps cost controls and limited resources might explain why such testing is assigned to less knowledgeable resources. Because of the importance of trending to motor viability and longevity, companies should educate their technicians to go beyond the act of test-taking and recognize values that warn of fault zone issues that must be rectified. The point of motor trending is to identify problem areas before they become catastrophic and prohibitively expensive. That is unlikely when there is no consideration of data value that indicates a trend and potential costly oversight.
Due to the existence of more sophisticated and automated technologies, management can take advantage of tools like the Site Condition Window that can open motor testing databases and conduct its own analysis. For management, the window is vital particularly for accessing data that was never analyzed and uncovering trends in fault zones that need to be addressed.
Troubleshooting
Troubleshooting occurs after a component of the motor shows signs of malfunction, the motor is performing poorly or has failed. All motors will eventually reach an end of life condition no matter how well they have been maintained. The severity of the defect, however, may depend upon how well the company maintained its QC and trending analysis. Troubleshooting will identify the defect and determine whether the problem is fixable (acceptable downtime and cost balanced against motor age and condition). It will also conclude that the asset is finished and must be replaced.
As is the case with QC and trending, a well-defined troubleshooting plan is essential if there is any hope of restoring the motor to operational effectiveness. It is incumbent upon the company to include vendors in a written troubleshooting plan at its inception. This is a more preferable approach rather than a reactive and more expensive one, which occurs when companies call for help only when the motor is failing. The vendor can be a valuable resource in getting at the root cause of the problem before it occurs.
Above all else, troubleshooting is not likely to be effective without a guideline—a detailed checklist that enables identification of root causes and minimizes time to return to productivity. There has to be a troubleshooting procedure that differentiates a fixable repair from end of life. An end of life situation in a fault zone may not necessarily mean permanent replacement of the entire motor or the expense of hiring a crane to remove the troubled asset to the repair facility. A power circuit anomaly, for example, can be fixed in place. Fault zone issues such as a stator winding anomaly may or may not be fixable in the factory.
A western coal mine company can vouch for the importance of a troubleshooting guideline. Its coal conveyor belt motor blew the low voltage slip rings and could not be repaired in place. The company had a replacement motor on site and called for the crane for movement and installation because it assumed that start-up would be routine. The assumption was erroneous.
The motor blew a fuse at start-up and appeared to be trying to turn in reverse of the desired direction. When the direction was changed, the motor blew another fuse. Similar efforts led to the same result—a total of six fuses, each valued at $1,000, were ruined, forcing the company to call for help on a Saturday, a day when repair charges are always at their highest.
The electric company that responded used a state-of-the-art technology in electric motor testing—PdMA’S MCEMAX®—that uncovered an inductive imbalance in the stator winding. The technology then promptly identified the culprit—two reversed leads causing a phase inversion and a reverse torque that opposed the normal rotation. When the leads were corrected, the motor functioned normally.
The coal company spent approximately $150,000 to correct a problem that would have been identified by a three-minute test before moving the motor into place. The lesson: call PdMA before calling the crane.
Electric Motor Management in a Changing Industry
Productive and long-lasting operation of motors in today’s business environment is the reason for development of advanced technology and site procedures to increase reliability and assure a quick return to productivity in the event of troubleshooting and repairs. The transition of data to usable information becomes more efficient when the analyst has help to make the right decisions. The most effective software creates an environment from point of data, point of analysis and point of decision through data integration and proper alarm set points. So the original question “How could we have missed this?” may best be answered by filling in the gaps.

Noah Bethel
Noah Bethel, CMRP, is vice president of product development for PdMA Corporation, Tampa, Florida, a leader in the field of predictive maintenance, condition monitoring applications, and development of electronic motor test equipment for motor circuit analysis. For more information, call (800) 475-6463.
Related Articles

A Guide to Matching Electric Motors with Hydraulic Power Units
Electrical Motor Diagnostics: Impact of Electric Motor System Maintenance and Management

Maintenance and Troubleshooting of Electric Motors
Developing an Effective Electric Motor Testing Program

Electric Motor Testing Certification**

The Trifecta of Motor Maintenance

Gaps in Your Electric Motor Reliability Program