Introduction: Makeup Water and Condensate Return Treatment
Many thousands of industrial plants generate steam for process heating and mechanical applications, often with recovery of a substantial portion of the condensed steam after it has done its work. A plant may have several boilers of different sizes, pressures, and types scattered around the facility, nearly all of which need some form of pretreatment to protect the steam generators from corrosion and scale formation. However, as this author and numerous colleagues can attest, makeup water and condensate return treatment systems are often neglected until boiler failures occur, resulting in a reactive response by plant management. Such failures can cripple production and be enormously expensive. Much more importantly, some failures may jeopardize employee safety. This article examines the importance of proper operation and preventive maintenance of industrial makeup water treatment systems and the benefits that arise therefrom. In future installments, we will examine condensate-return issues and other topics related to boiler water treatment and even cooling water systems, which also often do not receive adequate attention.
Makeup Water Needs
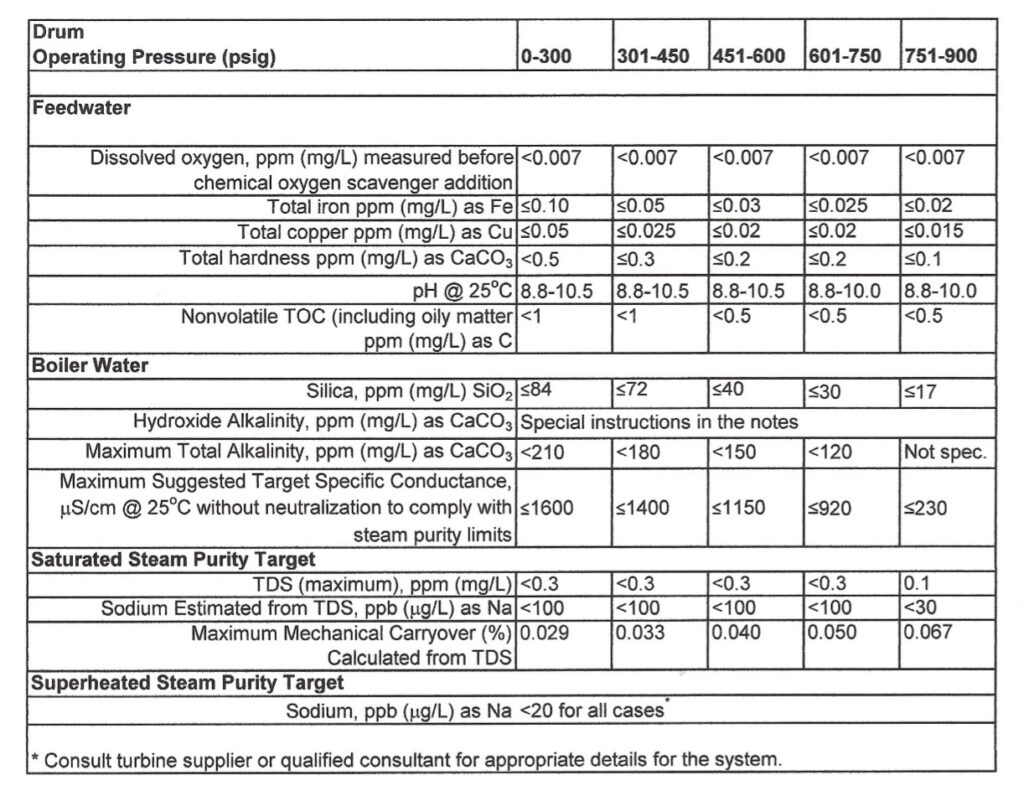
For high-pressure utility boilers, high-purity makeup (impurities reduced to low parts-per-billion (ppb) concentrations) is essential to minimize corrosion and fouling in the very harsh environment of the steam generators. However, the guidelines are less severe for industrial boilers. Figure 1 below is an extract taken from the recent revision of the American Society of Mechanical Engineers (ASME) industrial boiler water guidelines(1). This snapshot provides insight on impurity level limits for low- to medium-pressure water tube industrial steam generators. (The complete guidelines are available from the ASME at very reasonable cost and should be in the library of any industrial plant with steam generators.)
Figure 1. Data extracted from Table 1, Reference 1 – “Suggested Water Chemistry Targets Industrial Water Tube with Superheater”
While several items from this table may jump off the page to trained personnel, one particular item is important for this discussion, that being the low feedwater hardness concentrations at all pressures. From the time humans began heating water for cooking and sanitary purposes, they have undoubtedly observed mineral deposition in heated vessels. The primary culprit is calcium carbonate (CaCO3).
Ca2+ + 2HCO3– + heat ® CaCO3¯ + CO2 + H2O Eq. 1
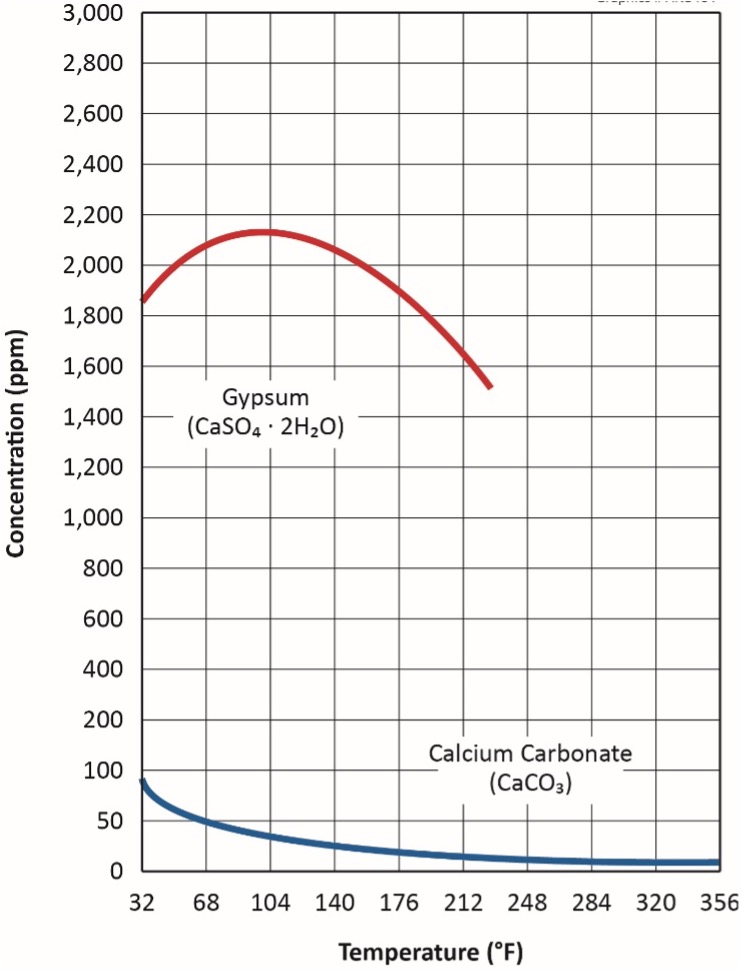
CaCO3 has a low solubility to begin with, which is exacerbated by increasing temperature as illustrated below.
Figure 2. CaCO3 and gypsum solubilities as a function of temperature. (2)
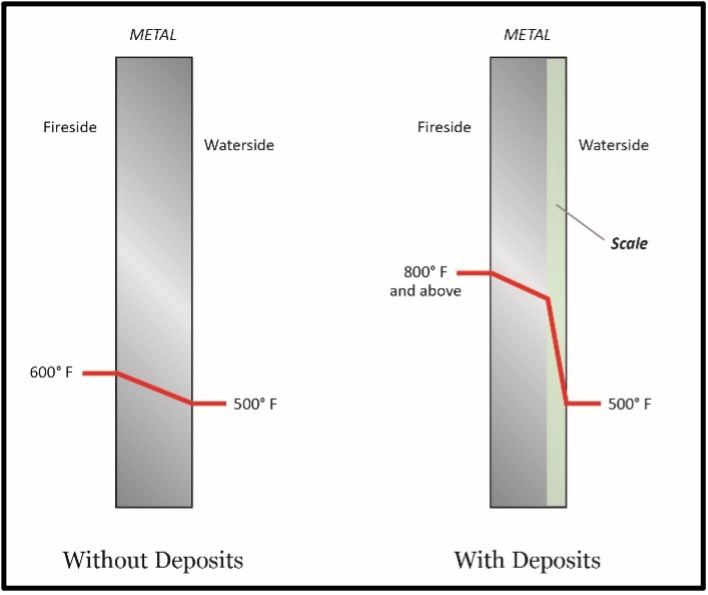
Deposition inhibits heat transfer, which not only lowers boiler efficiency but increases tube metal temperature. Tube deformation and eventual failure are common outcomes. Figures 3 and 4 below illustrate these effects.
Figure 3. General effect of deposits on tube wall temperatures. (2)Figure 4. Bulges and blisters in a boiler tube from overheating due to internal deposits. (2)
The clear takeaway from this evidence is that makeup water impurities, and particularly hardness, can cause significant problems even in low-pressure boilers. This discussion leads to the core feature of this article: the importance of conscientious operation and maintenance of makeup treatment systems.
Sodium Softening: Don’t Become Complacent
A makeup treatment method utilized for decades at many plants is ion exchange sodium softening.
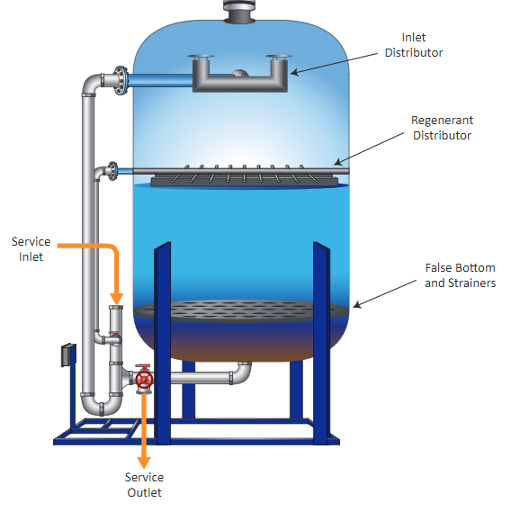
Figure 5. Basic schematic of a modern sodium softener. (2)
The inlet water passes through the resin bed containing millions of ion exchange beads, with each bead having a huge number of exchange sites. The typical exchange site is a sulfite group with sodium attached (SO3–Na+). These groups have a stronger affinity for calcium, magnesium, and other cations than sodium, and will exchange hardness for Na+ as the water flows through the resin.
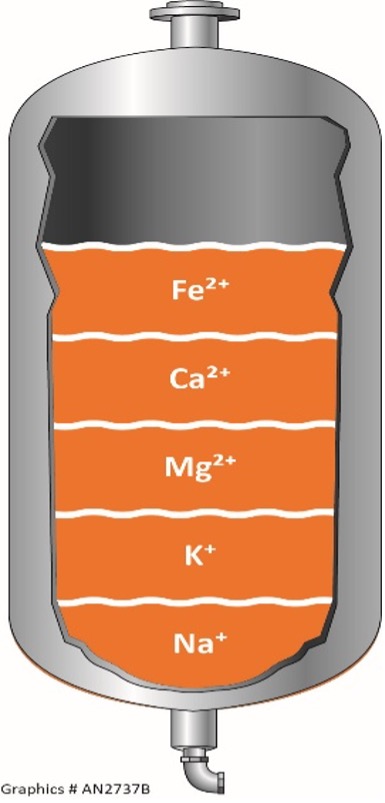
Figure 6. Illustration of the ion affinity in a sodium softener. Note the stratified layers based on ion affinity for the resin exchange sites. (2)
Softening is a very straightforward process, but difficulties often arise either in the design stage or from poor operation or maintenance once systems have been placed in service. The following items summarize a number of the most important issues. Additional details are available in Reference 3.
Design
Comprehensive analyses of raw water chemistry are important for water treatment system design. Too often, this author has seen engineering firms specify water treatment systems with inadequate and sometimes even no raw water chemistry data. Egregious errors may require a partial or full replacement of the system.
Accurate estimation of the needed production capacity is critical. Ion exchange bed depth, surface area, and other factors are directly related to flow requirements. Not to be overlooked are storage needs. Adequate storage improves overall system reliability, plus it can reduce the frequency of softener cycling.
Proper design of internals is critical. Issues include:
Inlet lateral design that provides uniform flow across the top of the resin to prevent channeling.
Underdrain design that is structurally sound and can support the weight of a resin bed. Figure 5 shows an exchanger with a false bottom. Other designs may have a set of underdrain laterals.
Selection of either a co-current or counter-current regeneration system. Per Figure 6, co-current regeneration drives the exchanged hardness ions through the resin, which lengthens regenerations, requires more regenerant, and may increase hardness leakage during regular operation. Counter-current regeneration increases the softener design and control complexity, but offers better efficiency and longer run times.
Proper installation of the internal vessel lining. Vessels are typically lined carbon steel. Liner failures can result in damaging localized corrosion.
Control system design. Computer and electronics advancements have made control systems much more reliable. A good return-on-investment (ROI) is often possible by replacing older systems with new units that have state-of-the-art controls, valves, actuators, piping, etc.
Many existing softener systems have been well designed. However, inadequate operator attention and maintenance have led to hardness carryover to boilers. Massive failures can lead to extreme contamination, and cases are known where, when a makeup system malfunctioned, management ordered operators to bypass the system and feed raw water to the boiler. Boiler tube failures can occur within days, sometimes even hours, after such incidents. Depending on the facility impacted, costs for lost production and equipment repair have been reported to reach seven and sometimes even eight figures!
Chronic minor upsets can be enormously damaging as well.
Figure 6. Layered CaCO3 deposits in a boiler tube from chronic softener upsets. (2)
Accordingly, a number of common-sense principles are appropriate for softener operation and maintenance. These include:
Conscientiously monitor the softener effluent to detect hardness carryover. At one of the author’s previous facilities, we installed an on-line calcium monitor to detect upsets, as any carryover would have ruined the primary chemical process. A less expensive alternative is regular grab sampling. Portable testing monitors are a practical option.
Figure 7. A portable hardness testing monitor. Photo courtesy of Hach.
Develop and employ daily and weekly checklists to ensure that the various softener functions are proceeding correctly. These include:
Standard Operation:
Are flow rates and pressure drop across the vessel in line with design parameters?
Is the throughput volume steady, or is it declining?
Does vessel differential pressure (DP) indicate need for a backwash, even if the effluent quality is still satisfactory?
Backwash:
Again, are flow rates normal? Are adjustments being made per changes in water temperature? Water density increases with decreasing temperature. Failure to adjust the flow rate for temperature changes may expel resin from the vessel. Vessels are typically installed with a sight glass at the resin surface level. Regular observation is necessary.
Backwashing will remove broken resin beads and resin fines, so periodic resin addition is typically necessary.
Regeneration: Inadequate regeneration will reduce the run time of the softener. Critical items include:
Is the regenerant concentration correct? 10% salt content is common, but always follow the equipment manufacturer’s guidelines.
Ensure that regeneration duration is correct. Premature shutdown of this step reduces softener capacity.
Overall System Operation: Even with modern electronics and computer programing, instances are known of errors that have thrown off backwash, regenerant and process flow rates and timing. Do not take for granted that equipment will always operate perfectly.
In the hierarchy of preventive maintenance lists, makeup water should be on the same level as process equipment. Purified water and steam are the lifeblood at many plants, but are often not perceived that way. The regular cycling of valves, actuators, etc., induces wear that can potentially degrade the equipment. System redundancy is important as is keeping critical components in stock. Annual inspections of vessel internals are another important task, where a complete visual inspection requires temporary removal of the resin. A thorough inspection will reveal items such as deformed inlet and outlet laterals, damaged or lost spray nozzles, and liner failures. Maintenance procedures should be in place to conduct repairs before the outage concludes.
Moving Beyond Softening
Basic sodium softening essentially removes hardness only. Systems may be equipped to also take out most of the bicarbonate alkalinity in raw water (a subject to be explored in more depth in Part 2 of this series), but all other dissolved ions such as chloride, sulfate, and silica pass through. Of increasing interest for industrial makeup water treatment is reverse osmosis (RO). RO has become the standard core demineralization method for utility steam generators, with ion exchange for polishing, to produce high-purity water. However, even the most basic RO system, the two-stage, single-pass configuration, can remove 99% of all ions. The potential benefits of even the most fundamental RO configuration for industrial boiler makeup treatment can be substantial, although the effects from return condensate impurities can potentially dwarf such makeup system advancements. We will examine important condensate return issues in the next installment, and if readers express sufficient interest, the author will provide additional RO details in another article.
Conclusion: Makeup Water and Condensate Return Treatment
Sodium softener upsets have caused problems at plants for many years. Often, the upsets are due to strong focus by plant personnel on process chemistry and engineering, with not enough resources devoted to the water treatment systems and boiler water chemistry issues. Failures generate a reactive response that can be much more expensive than proactive measures. The old saying, “An ounce of prevention is worth a pound of cure” is often very applicable. Unfortunately, many corporate accountants do not recognize this concept.
References
Consensus on Operating Practices for the Control of Feedwater and Boiler Water Chemistry in Modern Industrial Boilers, The American Society of Mechanical Engineers, New York, NY, 2021.
Water Essentials Handbook (Tech. Ed.: B. Buecker). ChemTreat, Inc., Glen Allen, VA, 2023. Currently being released in digital format at https://www.chemtreat.com/.
D.L. Owens, Practical Principles of Ion Exchange Water Treatment, Tall Oaks Publishing, Littleton, CO, 1995.
Brad Buecker
Brad Buecker currently serves as Senior Technical Consultant with SAMCO Technologies. He is also the owner of Buecker & Associates, LLC, which provides independent technical writing/marketing services. Buecker has many years of experience in or supporting the power industry, much of it in steam generation chemistry, water treatment, air quality control, and results engineering positions with City Water, Light & Power (Springfield, Illinois) and Kansas City Power & Light Company's (now Evergy) La Cygne, Kansas, station. Additionally, his background includes eleven years with two engineering firms, Burns & McDonnell and Kiewit, and he spent two years as acting water/wastewater supervisor at a chemical plant. Buecker has a B.S. in chemistry from Iowa State University with additional course work in fluid mechanics, energy and materials balances, and advanced inorganic chemistry. He has authored or co-authored over 300 articles for various technical trade magazines, and he has written three books on power plant chemistry and air pollution control. He is a member of the ACS, AIChE, AIST, ASME, AWT, CTI, and he is active with Power-Gen International, the Electric Utility & Cogeneration Chemistry Workshop, and the International Water Conference. He can be reached at bueckerb@samcotech.com and beakertoo@aol.com.
In this advisory, we are going to demonstrate how hazardous, documented, service, repair, and troubleshooting recommendations have proliferated the fluid power industry, leaving unsuspecting persons vulnerable to possible injury or death. Unsafe service, repair, and troubleshooting recommendations are running rampant throughout the fluid power industry - and there is no end in sight!
In this advisory, we are going to demonstrate how hazardous, documented, service, repair, and troubleshooting recommendations have proliferated the fluid power industry, leaving unsuspecting persons vulnerable to possible injury or death. Unsafe service, repair, and troubleshooting recommendations are running rampant throughout the fluid power industry - and there is no end in sight!
Hydraulic systems must store fluid under high pressure. Three kinds of hazards exist: burns from the hot, high pressure spray of fluid; bruises, cuts or abrasions from flailing hydraulic lines; and injection of fluid into the skin. Safe hydraulic system performance requires general maintenance. Proper coupling of high and low pressure hydraulic components and pressure relief valves are important safety measures.
Hydraulic systems must store fluid under high pressure. Three kinds of hazards exist: burns from the hot, high pressure spray of fluid; bruises, cuts or abrasions from flailing hydraulic lines; and injection of fluid into the skin. Safe hydraulic system performance requires general maintenance. Proper coupling of high and low pressure hydraulic components and pressure relief valves are important safety measures.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
Hour after hour, in businesses of all sizes, these workhorses respond to the men and women who operate them – by pounding, cutting, crushing, welding, stitching or whatever other task they were designed for, to fashion the products that will be marketed to hungry consumers. But there is a fearful downside to this scenario: the machine cannot distinguish between a piece of wood, steel or fabric and the operator’s body.
Hour after hour, in businesses of all sizes, these workhorses respond to the men and women who operate them – by pounding, cutting, crushing, welding, stitching or whatever other task they were designed for, to fashion the products that will be marketed to hungry consumers. But there is a fearful downside to this scenario: the machine cannot distinguish between a piece of wood, steel or fabric and the operator’s body.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
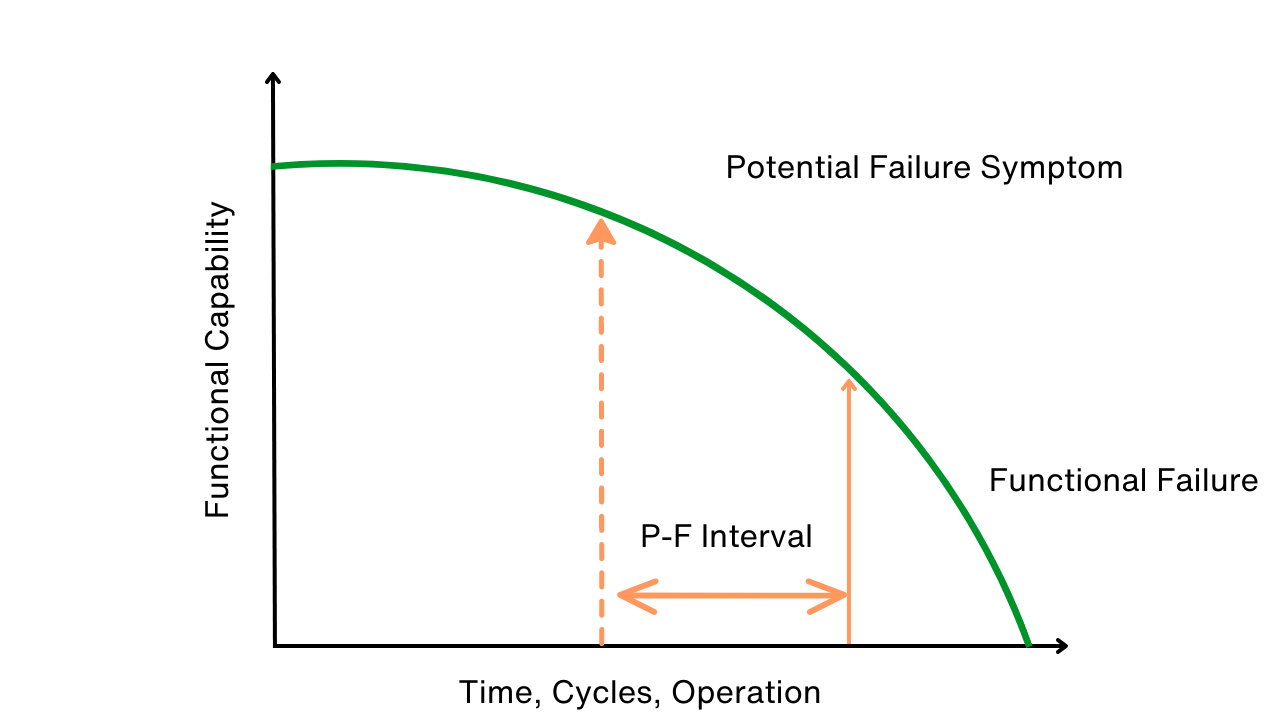
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
The concept of Best Practice is easy to describe and discuss – the more difficult part is determining your path towards reliability and maintenance Best Practice and more importantly, sustaining standards and developing a continuous improvement culture.
The concept of Best Practice is easy to describe and discuss – the more difficult part is determining your path towards reliability and maintenance Best Practice and more importantly, sustaining standards and developing a continuous improvement culture.
In this paper we are concerned with design and innovation in the context of long-term service driven engineering projects. The cases reveal a number of ways in which new organisational arrangements have emerged from attempts to deal with these difficulties and also some of the mechanisms that have helped companies to identify the design implications of future maintenance requirements.
In this paper we are concerned with design and innovation in the context of long-term service driven engineering projects. The cases reveal a number of ways in which new organisational arrangements have emerged from attempts to deal with these difficulties and also some of the mechanisms that have helped companies to identify the design implications of future maintenance requirements.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Sizing electric motors correctly for hydraulic power units can save a sizable amount of money over the life of the equipment. If system pressure and flow are constant, motor sizing simply boils down to the standard equation: hp = QP / 1714EM
Sizing electric motors correctly for hydraulic power units can save a sizable amount of money over the life of the equipment. If system pressure and flow are constant, motor sizing simply boils down to the standard equation: hp = QP / 1714EM
I was asked recently to give a second opinion on the cause of failure of an axial piston pump. The hydraulic pump had failed after a short period in service and my client had pursued a warranty claim with the manufacturer. The manufacturer rejected the warranty claim on the basis that the failure had been caused by contamination of the hydraulic fluid. The foundation for this assessment was scoring damage to the valve plate.
I was asked recently to give a second opinion on the cause of failure of an axial piston pump. The hydraulic pump had failed after a short period in service and my client had pursued a warranty claim with the manufacturer. The manufacturer rejected the warranty claim on the basis that the failure had been caused by contamination of the hydraulic fluid. The foundation for this assessment was scoring damage to the valve plate.
You have four opportunities to trouble shoot centrifugal pumps and each opportunity can offer you a clue as to what is wrong with the pump. Let's take a look at each of these conditions:
You have four opportunities to trouble shoot centrifugal pumps and each opportunity can offer you a clue as to what is wrong with the pump. Let's take a look at each of these conditions:
Examples of failure analysis are almost everywhere. Reduced wear and failure of machine components are a common occurrence, whether it is a minor maintenance failure or a disaster of national significance, anyone can learn from analyzing mistakes.
Examples of failure analysis are almost everywhere. Reduced wear and failure of machine components are a common occurrence, whether it is a minor maintenance failure or a disaster of national significance, anyone can learn from analyzing mistakes.
There is only one reason to support a planned maintenance program. Planned maintenance increases profits! The primary objective for any business is to produce profits for the owner. Profit oriented goals apply to an elderly couple operating a corner grocery store, as well as to large corporations. Even maintenance consulting firms have to operate at a profit.
There is only one reason to support a planned maintenance program. Planned maintenance increases profits! The primary objective for any business is to produce profits for the owner. Profit oriented goals apply to an elderly couple operating a corner grocery store, as well as to large corporations. Even maintenance consulting firms have to operate at a profit.
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."