[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Work Order Prioritization
Work Order Prioritization
Daryl Mather
Too many organizations neglect the benefits of a clearly defined work order prioritization system. Even when they realize the importance the focus is invariably at a department or functional level. I have seen organizations where there are up to three or more prioritization systems. None of which are inter-related.
Along with work order classification, failure coding and integration with business processes, this is one of the key determinants of a maintenance systems future operation. The drawbacks of not clearly defining the priorities, or defining them at a departmental level are many, they may include:
Wasted maintenance man-hours on tasks of low relative importance
Critical tasks being lost in the maintenance backlog
Dissatisfied operations customers
Lack of faith in the effectiveness of the maintenance delivery functions
A disciplined method of prioritisation will eradicate tasks being done on a whim and allow work to proceed according to its true effect on the overall operations of the plant. It will also allow the maintenance delivery function to be executed in a far more effective manner. For example while works orders of higher priority will remain those that are scheduled, to achieve the capacity scheduling limits set by the organisation, there will develop a pool of lesser priority tasks that can be attended to in an unscheduled manner. Giving a base for project type works for various craft disciplines.
System Guidelines
The system will need to cater to the following requirements equally and give a universal method of coding all works orders.
Site wide plant equipment priorities, allowing for better site wide direction of resources
Operations requirements
Improvement projects
Accurate prioritization covers three distinct decision-making processes, although one may be preset the others will require a degree of judgement and lastly discretion in executing work orders practically.
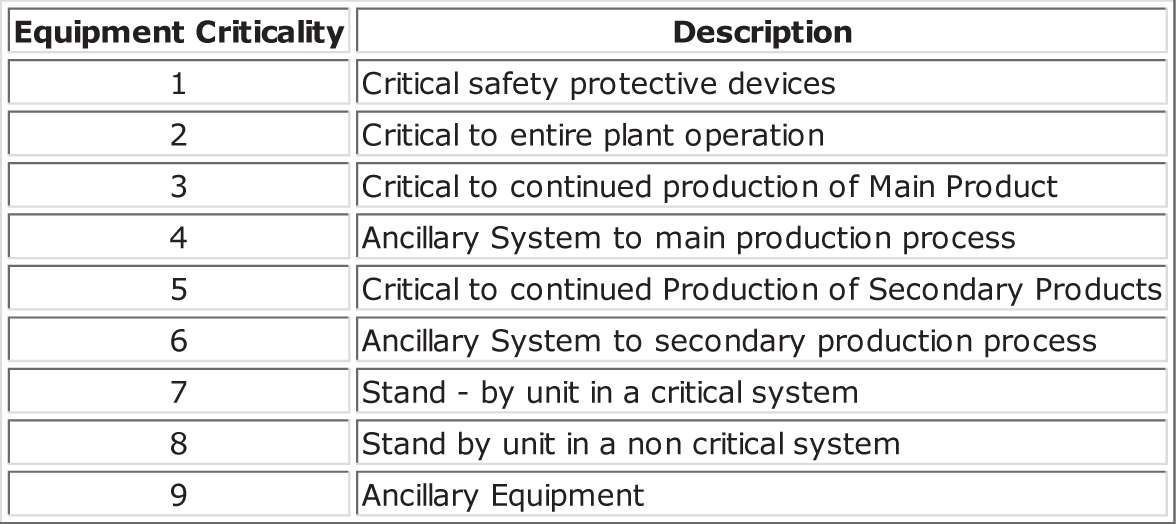
Equipment Criticality
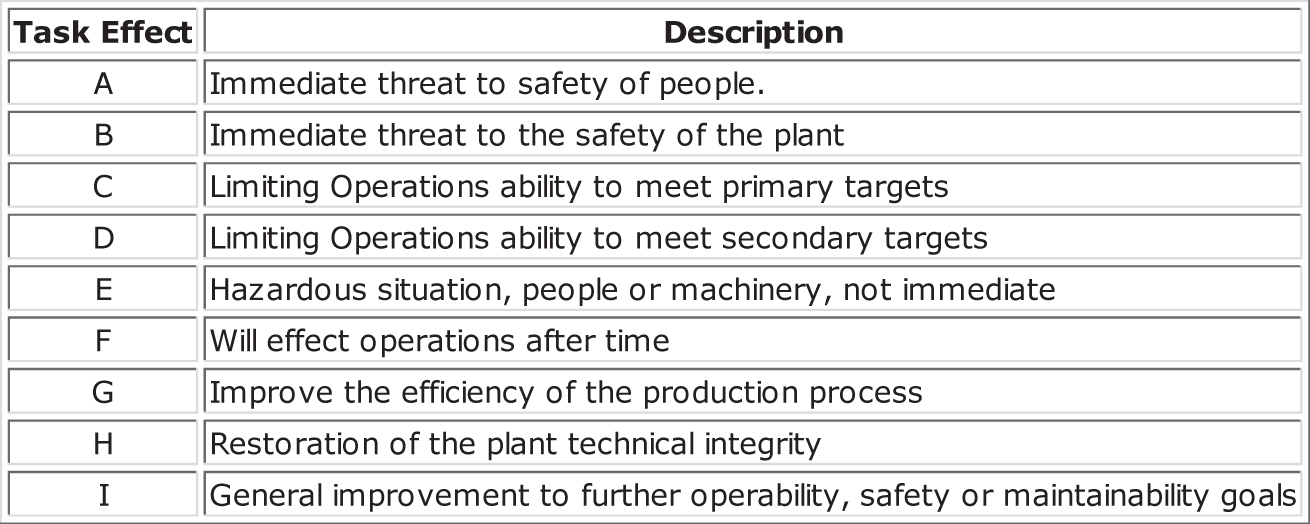
Effect of task or work to be done
Real world limitations on execution
Work order prioritization needs to be set by the originator of the work order.
This person is the most qualified to answer the questions of equipment criticality and effects of the task/fault noted.
Listings of major equipment and their criticalities will assist in decision-making, lower criticality items or areas will be easier to recognise.
The coding system listed below is an example of how to go about setting a “future proof” prioritisation system for work order coding. Although this can appear complex at first, once the required training, documentation and guidance are in place it becomes an integrated part of daily business processes.
The following criteria could be used to judge equipment criticality and effect of the works:
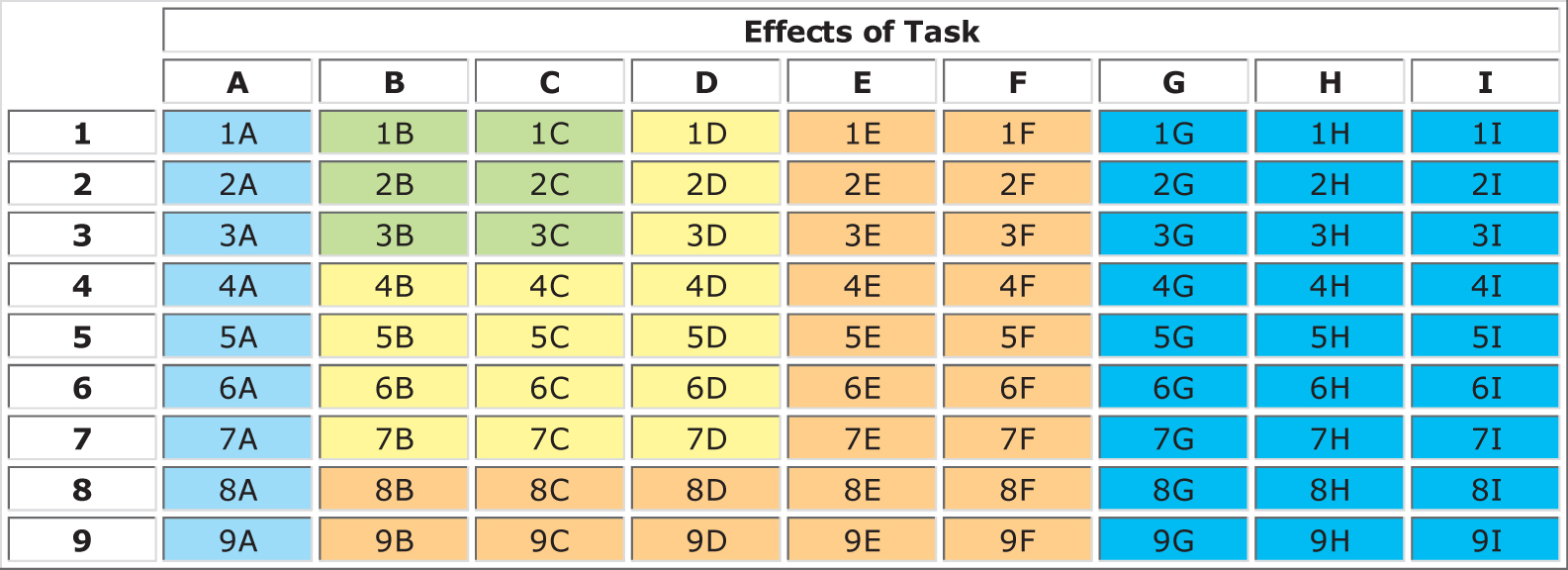
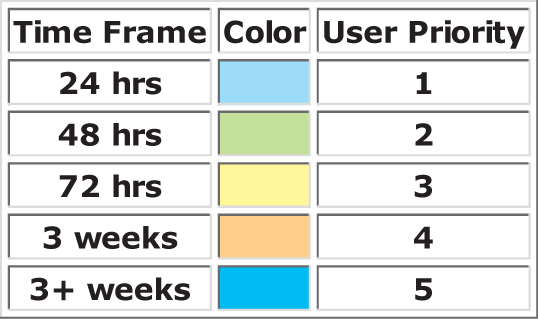
Although open to debate the timeframes for work for work orders of varying priorities can generally be grouped into 5 or less. This allows for both criticality and effect of work and is to be a cross reference for all work order assignment.
As this is only a tool to reach the timeframes represented by the coding, the effects or equipment criticality rating can be changed to represent changes in corporate policy, planning windows or equipment requirements.
Planner Priority
In executing this work there will always be difficulties. These are associated with:
Labour shortages
Plant availability
Material lead times
To balance these items against the priorities of the plant as represented by the originator priorities, the planner requires a system of coding work orders to determine how they will practically be completed. The degree of flexibility needs to be built into the coding system.
This adds a third dimension to the prioritisation process and allows for the consideration of real world limitations on workflows. Including rapid changes to overall operations priority.
Although there are many recommended approaches to prioritisation, I would recommend this system as one that is suited to organisations where the maintenance function may cover various plants or ranges of equipment. As well it can easily be adapted if the organisation decides to re-structure itself. (As happens frequently)
No matter which approach is used, without it the maintenance department cannot continually carry out its function with any degree of certainty. For any further information regarding prioritising systems, or for information relating to any other basic aspect of maintenance planning or scheduling please do not hesitate to contact me directly.
Priority, as defined in the Franklin Dictionary, means "coming before in time, order, or importance." When prioritizing maintenance work, one must consider its importance to the entire company in question. My experience shows that, in the real world of most maintenance departments, you can classify priorities in two groups: Emotional priorities and real priorities.
Priority, as defined in the Franklin Dictionary, means "coming before in time, order, or importance." When prioritizing maintenance work, one must consider its importance to the entire company in question. My experience shows that, in the real world of most maintenance departments, you can classify priorities in two groups: Emotional priorities and real priorities.
Planning and scheduling functions are the key deliverables of the planning role. This is where the most gains in execution have the potential to be made and acted upon. In some larger organisations these are split, allowing more adequate resources for each role. The difference between planning and scheduling needs to be clear within each company. These are differing areas worthy of differing measurement and improvement initiatives.
Planning and scheduling functions are the key deliverables of the planning role. This is where the most gains in execution have the potential to be made and acted upon. In some larger organisations these are split, allowing more adequate resources for each role. The difference between planning and scheduling needs to be clear within each company. These are differing areas worthy of differing measurement and improvement initiatives.
As a result of recent audits and reviews of various medium to large-scale industry. I have found the following to be a general observation regarding systems of work. As technology for maintenance has moved forward there has been an increasing demand on the time of the maintenance-planning department. All are key to progressing the maintenance delivery systems towards world-class status. Organisations may use various positions to analyse this function.
As a result of recent audits and reviews of various medium to large-scale industry. I have found the following to be a general observation regarding systems of work. As technology for maintenance has moved forward there has been an increasing demand on the time of the maintenance-planning department. All are key to progressing the maintenance delivery systems towards world-class status. Organisations may use various positions to analyse this function.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
"Listen: I’m a mechanic, not a clerk. Do you want me to do the work OR fill out these work orders? If I wasted all that time filling in those silly blanks on your paperwork I’d never get caught up! Besides, I don’t know why we need ‘em anyway. Let’s just do the work like we’ve always done.” Sound familiar? Maintenance work orders are often seen as an extra burden to the maintainers as well as those who are requesting the work to start with. “Paperwork. Needless paperwork. That’s all it really is anyway. I just want to call the mechanic and get this work done fast!” But without work order history, the maintenance organization is at risk and equipment problems will likely worsen.
"Listen: I’m a mechanic, not a clerk. Do you want me to do the work OR fill out these work orders? If I wasted all that time filling in those silly blanks on your paperwork I’d never get caught up! Besides, I don’t know why we need ‘em anyway. Let’s just do the work like we’ve always done.” Sound familiar? Maintenance work orders are often seen as an extra burden to the maintainers as well as those who are requesting the work to start with. “Paperwork. Needless paperwork. That’s all it really is anyway. I just want to call the mechanic and get this work done fast!” But without work order history, the maintenance organization is at risk and equipment problems will likely worsen.
Companies often ask if maintenance planning and scheduling will work if they have a decentralized maintenance organization. Yes, it will. In fact, they need planning and scheduling just as much as a centralized shop. Let's review why.
Companies often ask if maintenance planning and scheduling will work if they have a decentralized maintenance organization. Yes, it will. In fact, they need planning and scheduling just as much as a centralized shop. Let's review why.
All of the work of backlog management, planning and priority targeted capacity scheduling are focussed on efficient execution. To ensure that the tasks that need to be done, as per the true requirements of the plant, are done in a timely manner with as little waste of human and material resources as is possible.
All of the work of backlog management, planning and priority targeted capacity scheduling are focussed on efficient execution. To ensure that the tasks that need to be done, as per the true requirements of the plant, are done in a timely manner with as little waste of human and material resources as is possible.