Equipment Criticality Analysis and Understanding How to Manage Storeroom Assets to Ensure Maximum Machine Availability
Dr Anthony Kenneson-Adams. MA. Bsc(Hons). FInstLM. Royal Air Force (Ret’d)
Posted 09/05/2023
As a TPM consultant in continuous process manufacturing, working closely with storeroom and purchasing leadership has been essential in determining the criticality of each of plant asset and deciding which critical spares to keep in inventory in the storeroom. Maintaining OEE through availability and running at optimum process speed is essential for profitability but so is having the lowest value possible of parts in inventory. Too often I see say 5 years-worth of bearings or couplings on a shelf when at the same time the maintenance manager is struggling to find budget to buy some other component or service.

So here are some steps that I have found useful that may also help you to build your own robust process of critical asset identification and establishing true min/max in your storeroom:
- Asset Criticality Assessment: Start by conducting an asset criticality assessment to identify which assets have the greatest impact on production and maintenance costs. Consider factors such as the asset’s function, its criticality to the overall process, its historical failure rates, and the consequences of failure (e.g., safety risks, production losses, environmental impact). Next Assign a criticality number to each of those assets such as Criticality 1, will shut down the entire plant or multiple production lines e.g., a main incoming transformer. Criticality 2, may just shut down one production line, e.g. a major pump or conveyor and Criticality 3 may just slow down a production line e.g. a worn piston or bearing. Time effort and money can then be focused on where spend will achieve the very best ROI.
- Failure Mode and Effects Analysis (FMEA): Perform a Failure Mode and Effects Analysis for the critical assets identified in the previous step. FMEA helps identify potential failure modes, their causes, and the consequences of those failures. It enables you to prioritize assets based on the severity and probability of failure. Alternately use the failure data that you already have to build a (FRACAS): Failure Reporting and Criticality Analysis data base. A FRACAS database helps organizations improve their product quality, reliability, and safety by systematically capturing and analysing failure data, identifying trends, and implementing effective corrective actions. It supports a proactive approach to failure management, reducing downtime, improving customer satisfaction, and enhancing overall operational efficiency.
- Reliability Data Analysis: I am continually amazed by the amount of data some companies have on hand but that they do not then exploit that data to drive reliability for example as the source data for FRACAS. Analyse historical maintenance data and reliability information for the assets under consideration. Look for failure patterns, Mean Time Between Failures (MTBF), Mean Time To Repair (MTTR), and other relevant reliability metrics. This analysis will help you understand the critical spares required for frequently failing components or parts with long lead times.
- Spare Parts Classification: Classify your spare parts based on criticality which I discuss in more detail below. Categorize them into three groups: critical, essential, and non-critical. Critical spares are those required to restore a plant, production line or asset to full functionality within the desired time frame. Essential spares are necessary for maintenance but may have longer lead times. Non-critical spares are readily available or have minimal impact on production.
- Spare Parts Availability and Lead Time: Consider the availability and lead time of each critical spare part. Evaluate factors such as supplier reliability, delivery time, and cost. Prioritize spares that are prone to long lead times or have a higher probability of failure.
- Inventory Management and Optimization: Determine the appropriate stock levels for critical spares based on factors like asset criticality, historical failure rates, and lead times. Implement inventory management techniques such as Just-in-Time (JIT) or Minimum/Maximum inventory levels to ensure the right spares are available when needed without excess inventory tying up capital.
- Vendor Relationships and Agreements: Foster strong relationships with suppliers and consider agreements like service-level agreements (SLAs) to ensure prompt delivery of critical spares when required. This can help minimize downtime during unexpected failures.
- Regular Review and Optimization: Regularly review your critical asset list and spare parts inventory based on updated reliability data, equipment performance, and changes in the production process. Continuously optimize your maintenance strategy to align with changing operational requirements.
From here you can consider the minimum and maximum assets you need to stock in your storeroom. Remember to balance the need for the availability of the asset with the criticality assessment and the need to keep the value of the inventory as low as possible. Establishing component minimum and maximum levels for parts in your storeroom involves considering factors such as usage rates, lead times, criticality, and storage constraints. Here are steps to help you determine appropriate min and max levels for your spare parts:
- Analyse Historical Data: Review historical maintenance and usage data for each component. Understand the average consumption rate, frequency of failures, and lead times for ordering and delivery. This data will serve as a baseline for determining minimum and maximum stock levels.
- Calculate Reorder Point (ROP): The reorder point is the inventory level at which you should reorder a component to replenish stock. It is calculated by considering the lead time required to receive the parts and the usage rate during that lead time. ROP = (Lead Time Demand) + Safety Stock.
- Lead Time Demand: Multiply the average daily consumption rate by the lead time in days.
- Safety Stock: Include a safety stock quantity to account for uncertainties such as unexpected increases in demand or longer lead times. The safety stock level depends on factors like criticality, supplier reliability, and the consequences of stockouts.
- Determine Minimum Stock Level: The minimum stock level is the lowest quantity of a component that should be maintained to avoid stockouts before the reordered parts arrive. It is typically set slightly above the ROP to provide a buffer. Consider the consequences of stockouts, lead times, and emergency orders when determining the minimum stock level.
- Calculate Maximum Stock Level: The maximum stock level represents the upper limit of inventory you should maintain for a particular component. It helps prevent overstocking, which ties up capital and increases storage costs. Factors to consider when determining the maximum stock level include storage space limitations, expiration dates for perishable items, and the cost of carrying excess inventory.
- Consider Criticality and Prioritization: Prioritize components based on their criticality to the plant assets (as above) and to the production process. Allocate higher minimum and maximum stock levels for critical components that have a higher impact on production downtime or safety. Less critical components may have lower stock levels.
- Optimize Inventory Management Techniques: Implement inventory management techniques such as economic order quantity (EOQ), just-in-time (JIT), or materials requirements planning (MRP) to further optimize stock levels. These techniques consider factors like order and holding costs, demand variability, and production schedules to ensure efficient inventory management.
- Ensure Storeroom Discipline: If you do not maintain a robust system for removing assets from the storeroom across all shifts you will get to a point where the computer says you have a critical part on hand, but the reality will be that the shelf is bare. I have sadly seen this happen too many times not to call it out as a major problem. Every asset removed from the storeroom, irrespective of the apparent urgency must be recorded as such to ensure the reorder process will be triggered. No exceptions.
- Regularly Review and Adjust: Continuously monitor and review your stock levels based on changing usage patterns, lead times, and maintenance requirements. Adjust minimum and maximum levels accordingly to maintain an optimal balance between inventory availability and carrying costs.
Remember, the criticality of assets and required spares may change over time, so it is crucial to maintain an ongoing evaluation and adjustment process to keep your maintenance strategy aligned with business needs. Setting stock levels is also an iterative process that requires discipline and ongoing evaluation and adjustment based on changing circumstances. Regularly analyse data, solicit feedback from maintenance technicians and production personnel, and stay updated on industry best practices to refine your stocking strategy.

Related Articles

How a CMMS Can Reduce Downtime

Maintenance Checklist Templates in the CMMS System
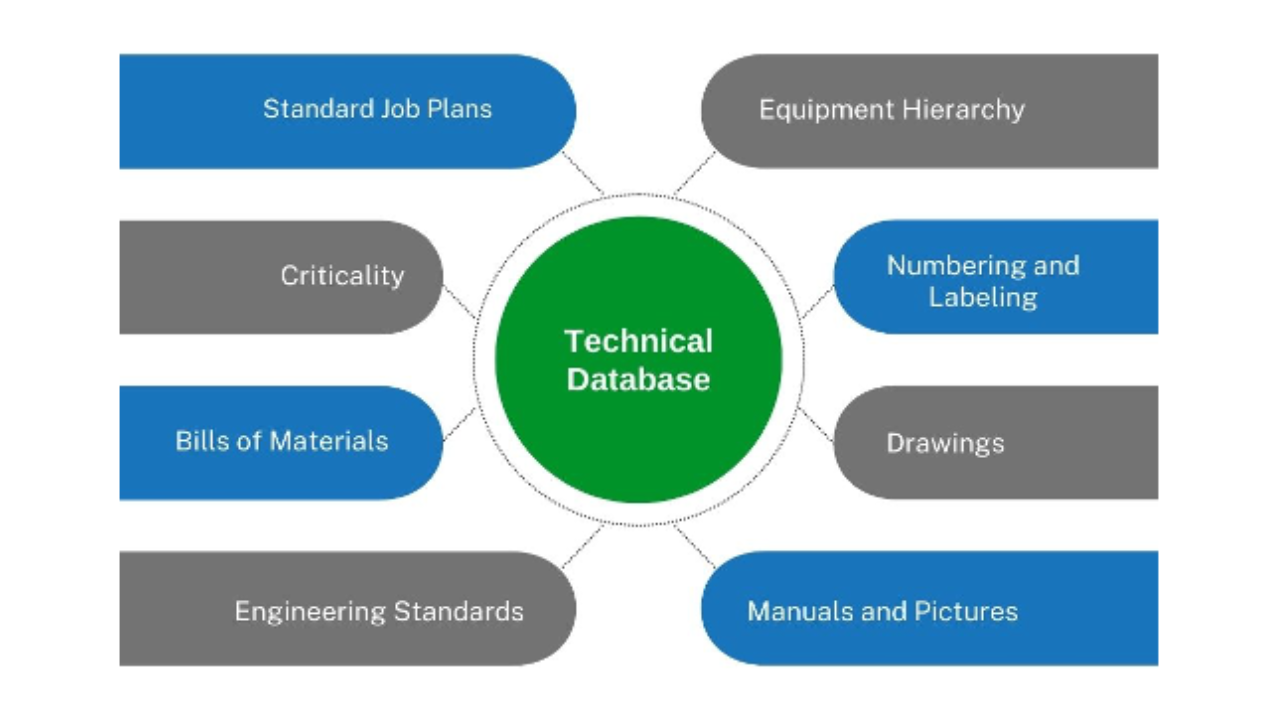
What is the Technical Database and How Does it Affect Planning and Scheduling?

Cloud-Based vs. On-Premise CMMS Compared

The Hidden World of Data Management
Fault Reporting: How to Improve Workflows in Maintenance Operations


