Classifying Chemicals to Assure Effective Sealing
Mcnally Institute
The most common question asked by seal salesmen is “what are you sealing?” This is usually followed by asking about shaft size, product, temperature, speed, stuffing box pressure and any other operating conditions they can think of.
The problem with this simplistic approach is that you would have to have a very large data bank of information to reference a particular problem so as to be able to make a sensible seal recommendation. There is a much more logical approach to the problem that we will be discussing in the following paragraphs.
A sensible approach to the sealing of various chemicals, mixtures, and compounds would be divided into three parts:
- You must know how to select mechanical seal components that will not corrode or be attacked in any way by the fluid you are sealing, or any other chemicals that might come into contact with the seal as a result of cleaning the system, flushing the stuffing box, using barrier fluids between double seals, quenching behind the seal etc..
- You must understand the total range of operating conditions of the equipment and then select seal designs that can handle this range.
- You need a method of classifying chemicals that puts them into neat, logical categories that can be handled by the use of a special seal design and/or environmental controls. It is important to note that the sealing environment will affect the sealing fluid often preventing the lapped sealing faces from staying in contact..
A fluid can be classified as either a liquid or a gas, and can be divided into seven categorizes:
1. Fluids sensitive to changes in temperature and/or pressure.
2. Fluids that require two mechanical seals.
3. Non lubricating liquids, gases and solids.
4. Slurries, classified as solids in liquid . The solids may or may not be abrasive.
5. Liquids sensitive to agitation.
6. Liquids that react with each other to form a solid.
7. Lubricating liquids.
We will be investigating each of these categories in detail and learn how they affect the life of a mechanical seal. In other papers on this site we will learn the detailed methods of sealing each of these problems
Fluids that are Sensitive to Changes in Temperature and/or Pressure
- Corrosive liquids – Most corrosives will double their corrosion rate with a 18 degree Fahrenheit (10 C.) rise in temperature. The temperature at the seal face is always hotter than the temperature recorded in the stuffing box or seal chamber. Keep in mind that any contact between the rotating shaft and a stationary component will cause high heat and will be detected as localized corrosion. Wear rings and throttle bushings are subject to this rubbing. If the equipment is provided with a cooling jacket. and it is not being utilized, the air inside can act as an insulation increasing the heat in the stuffing box considerably.
- Liquids that vaporize – Most any liquid will vaporize if it becomes hot enough, or if the stuffing box pressure gets too low. It is the product with a low specific gravity that give us the most trouble. If the product vaporizes between the lapped seal faces it will separate the faces as the gases expand. When hot water vaporizes it leaves behind any chemicals that were dissolved in the water. Most of these chemicals are left in a hard crystal form that will damage the lapped faces.
- Fluids such as benzene and others with a low specific gravity, will freeze as they vaporize. If any oil or lubricant was placed on the seal face it will freeze and possibly damage the lapped faces. Moisture on the outboard side of the seal will freeze also and restrict movement of the sliding or flexing seal components
- Liquids that solidify – Some solidify with an increase in temperature, others with a decrease. Solvents vaporize with lower pressure leaving any solids behind. Paint is a good example of a product where the solvent will vaporize at or below atmospheric pressure. In most cases you can reference a vapor pressure chart to learn when the solvent or carrier will vaporize in your application.
- Viscous Products – Their viscosity usually decreases with an increase in temperature and increases with a decrease in temperature. Oil is a good example of this type of fluid. High viscosity can interfere with free seal movement and cause seal face contact problems. Lowering the viscosity can often increase the seal face wear as there is not enough film thickness to keep the surfaces separated. You need a film thickness of at least one micron to keep the lapped seal faces separated.
- Film building liquids – Petroleum products will form a varnish when first heated and then gradually form a layer of coke as the temperature is elevated. These transformations are not reversible and the resultant hard film restricts sliding and/or flexing of the seal components. Hard water is another example of a film building fluid.
- Hot water systems pick up magnetite (Ferric Oxide) from the inside of the pipes. It is black or reddish in color and will be attracted by a magnet. This abrasive material will collect on the seal components and destroy the dynamic O-Ring as well as restrict the movement of the seal causing the lapped faces to open. Magnetite is a severe problem in new , hot water systems. The problem will lessen as the system ages and the protective film stabilizes.
- Liquids that crystallize – Sugar and salt solutions are two examples of these fluids. If the crystals form between the faces they can destroy the carbon. If they form in the sliding or flexing components they will open the seal faces as the shaft moves. Any leakage across the seal faces will form a solids build up on the other side of the seal causing interference as the seal tries to move when it compensates for wear.The names of these chemicals is not important. If you knew how to seal any one of them you could seal all of them. It is just a matter of fitting the particular chemical into the right categories and learning how to seal that category. Common sense would dictate that the product temperature and/or pressure must be controlled in the seal area to prevent any of the above from occurring. In most cases you should try to avoid the use of two hard faces in these applications because of the additional heat that will be generated between the faces. Needless to say, only hydraulically balanced seals are acceptable in any temperature/ pressure sensitive fluid.
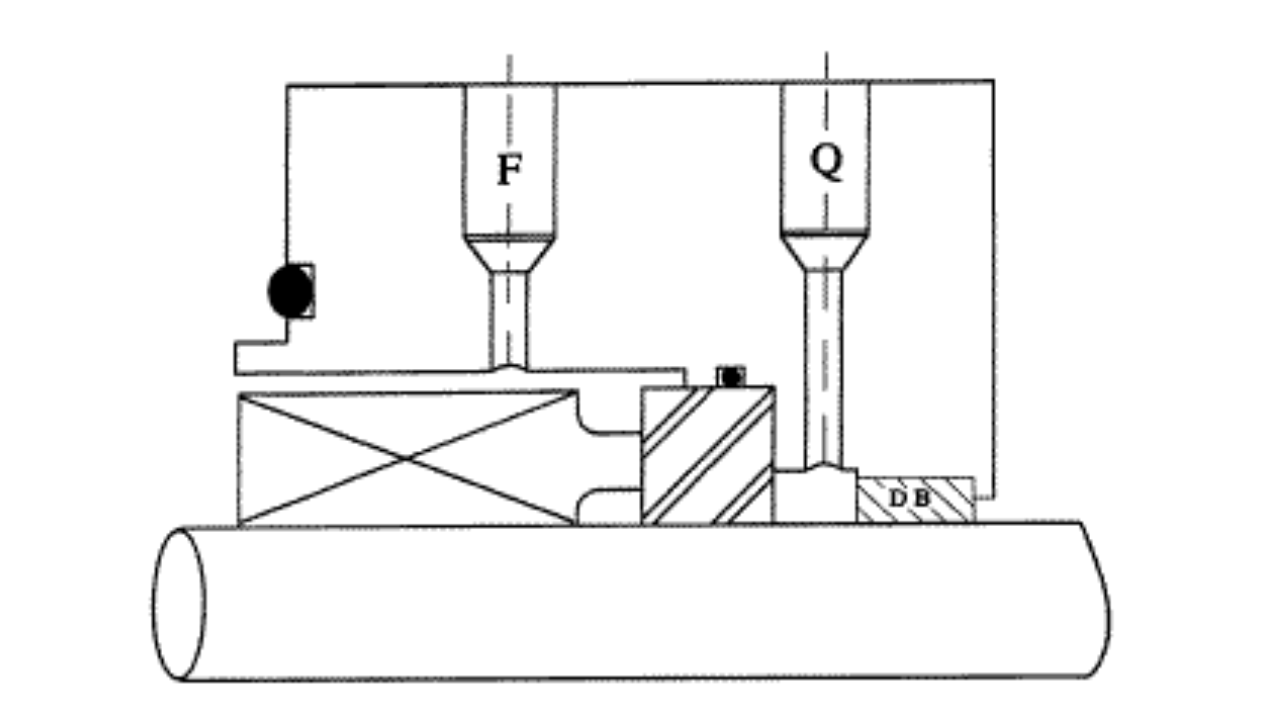
Liquids that require two mechanical seals: These seals are installed with a circulating barrier fluid that can be a “forced circulation”, or in many cases a convection system with a “pumping ring”. The pressure of the barrier or buffer fluid can be regulated to indicate a failure in either of the mechanical seals allowing time for a pump shut down, isolation and no subsequent loss in the pumping fluid.
- Costly products – Some times the product costs so much you just cannot afford to have it leak. There are plenty of charts to show how much leakage you get from various sized drips or steady streams. The smallest steady stream you can produce will be between twenty five and thirty U.S. gallons per day (95 to 115 liters/day)
- Dangerous products – these fluids are given a special category because even small amounts of leakage are not acceptable. The danger could fall into many categories: radiation, toxic, fire, explosion, bacteria, etc.. The new United States’ “right to know law” is having a major affect on how mechanical seals used in these type of products will be repaired.
- Pollutants – Usually there is a “penalty” involved and the bad publicity does no one any good. In this day and age a responsible company will not let pollutants leak to the atmosphere or to the earth for any reason. Fugitive emission legislation has increased the need for these type of mechanical seals.
- Any time an unexpected seal failure would be inconvenient – Down time can be a very costly time in many plants. Two seals prevents the unexpected seal failure shut down. This is especially important with batch operations or when there is no back up pump installed. On the atomic submarine NAUTILUS the back up shaft seal allowed us to get to the surface if a main shaft seal failed while we were submerged.
Sealing Non Lubricants
- Dry solids – They can clog the sliding components and provide no lubrication for seal faces. Once the faces are open they penetrate between the faces and usually destroy the lapped surfaces. Pharmaceuticals, freeze dried coffee and cake mix are examples of this category. You can think of many more.
- Non lubricating fluids such as solvents and hot water. We experience more rapid face wear with these types of fluids. In most cases their film thickness is less than one micron and cannot support a load between two sliding surfaces
- Dry gases- unlike non lubricating liquids they will not conduct heat very well and often are dangerous at the same time. This is a common problem if you forget to vent the stuffing box of a vertical pump. A top entering mixer is another example of this type of application.
Slurries, especially abrasive slurries. Clog the seal components and destroy faces like the dry solids mentioned above.
- The list of these products is without end. A slurry is defined as solids in liquid that cannot be dissolved by normal control of the temperature or pressure. The number of solids or their size is not important. They will collect on or in the sliding or flexing components of the seal causing the faces to open and then penetrate between the lapped faces causing leakage and damage. In some designs the springs or bellows (metallic or elastomer) will experience severe wear in a short period of time. In these designs it is important to rotate the fluid rather than have the bellows component rotate within the abrasive slurry.
Liquids Sensitive to Agitation:
- Dilatants – Their viscosity increases with agitation. This is how cream becomes butter. Some clay slurries have the same problem. The resulting high viscosities will restrict the free movement of the seal. When dealing with dilatants it is important that you do not continually rotate the fluid in the stuffing box area.
- Thixotropic fluids lower their viscosity with agitation. They seldom present a problem for mechanical seals except for an increase in seal face wear.
- Plastic fluids change their viscosity suddenly. Catsup is a good example of this type of fluid.
- Newtonian fluids do not change viscosity with agitation. They present no problem for mechanical seals.
Liquids that combine together to form a Solid
- Epoxy is a combination of a Resin and a hardener.
- Styrofoam is formed by combining several liquids together.
We seldom have problems with these liquids in pumps because the blending takes place outside of the pump, but the problem sometimes comes up in mixer applications. You will note that I have not included anaerobic fluids (they solidify in the absence of air) in any of the categories (super glue is the product that first comes to mind).
Lubricating Liquids
- This is the ideal application for a mechanical seal but we seldom see it. More often than not we are sealing raw product that falls into one or more of the above categories. Back in the days when we were using packing in pumps we did not pay too much attention to these categories because we were either prepared to let the product leak on the ground or we would flush in clean liquid and concentrate on sealing the clean flush instead.
Now that leakage is no longer tolerable and product dilution is no longer desirable you must have knowledge of these categories to approach the job of effective sealing. In most cases the fluid you are sealing will fall into several of the above mentioned categories. Using heat transfer oil as an example we note that it falls into the following :
- Hot – Normally pumped at 600 -700 Fahrenheit ( 315 -370 C.) the fluid is too hot for available elastomers.
- Film Building – The product “cokes” at these temperatures.
- Dangerous – You do not need this temperature oil leaking out. It is not only a fire hazard, but a personnel hazard as well. Recent information indicates that some of these oils are also carcinogenic.
- Costly – Most of these transfer oils cost between $12.00 to $20.00 per gallon (3,8 Ltrs.)
- Slurry – Because of the coking, solids are always present.
To successfully seal heat transfer oil you would have to address all of these problems at the same time. As is the case with all slurry applications, you would also have to recognize the problems with vibration (impeller imbalance), thermal growth, and frequent impeller adjustments.
In addition to handling various chemicals we are often faced with extreme or severe operating conditions. These conditions would include:
- Hot products – Defined as too hot for one of the seal components, or hot enough to cause the fluid to change form. Heat transfer oil is a good example of a fluid that will “coke” at elevated temperature.
- Cryogenic fluids – They present a problem for elastomers and some carbon faces. Liquid Nitrogen or Oxygen would be an example.
- High Pressure – Defined as stuffing box, (not discharge) pressure in excess of 400 psi. (28 bar). Pipe line and boiler circulating pumps can have stuffing box pressures of this magnitude.
- Hard Vacuum – Defined as 10-2 Torr or below. This number is well below most condenser or evaporator applications, but does come up every once in a while.
- High Speed – Defined as the seal faces moving greater than 5000 Feet Per Minute or 25 meters per second. Most process pumps do not approach this speed. The Sundstrand “Sundyne” pump is typical of a high speed application.
- Excessive motion – defined as more than 0.005 inches (0,15 mm.) in a radial or axial direction. Mixers, agitators and specialized equipment have shaft movements up to 1/8 inch (3 mm). Long shaft vertical pumps and pumps equipped with sleeve or babbitt bearings, are another application for excessive motion.
- Excessive vibration – Unfortunately there are no reliable numbers for the vibration limits of mechanical seals. Most vibration studies have addressed the bearings. It is important to consider that excessive vibration can:
- Open the lapped seal faces.
- Chip the outside diameter of the carbon face.
- Break the metal bellows used in some seal designs.
- Wear the driving mechanism used to transmit torque from the set screws to the seal faces.
- Loosen drive screws.
- Shorten bearing life
- Most seal designs can damage (frett) expensive sleeves and shafts.
- Some, but not all designs have built in vibration dampers to relieve some of these problems.
Related Articles
The ANSI Pump Standard 14-5

PLC: Programming in List on a Mitsubishi PLC – Part 1
Should Jack Screws be tight or backed off?
How to Extend Bearing Life
Root Cause Steam Generator Protection: Feeding the Proper Chemicals – Part 3
The API Gland