Some Plain Talk About Nuts and Bolts: Part 1 of 2
Neville Sachs
When you look over the list of projects you’ve worked on in the last 20 or so years, it’s amazing how many involve fastener problems. Some are relatively easy to solve, especially where careless practices have resulted in fatigue failures. Other problems are much more sophisticated, such as aluminum rivets clamping aluminum sheet metal that failed from galvanic corrosion! In Part 1 of this series, Some Plain Talk About Nuts and Bolts, a Q&A addresses some of the important points connected with common bolting practices.
“Being consistent in tightening practices is
more important than the specific torque”
Q.Why do bolt torque charts frequently vary with their torque values? As an example, for a certain size bolt, one chart may say to use 45 ft-lbs (61Nm), while another, for the same conditions, will say to use 55 ft-lbs (75Nm).
A.Understanding how torque charts are developed will help you see that the differences really aren’t that significant. And, good practice says that being consistent in tightening practices is more important than the specific torque.
The way designers and manufacturers usually develop a torque spec is to take a group of fasteners, say a lot of 10, and very carefully tighten each of them until they begin to permanently stretch. This essentially happens a little below the yield stress of the steel and is considered the proof load of the fastener. Then, they look at the torque needed to just begin that stretching. As an example, let’s say that was 100 ft-lbs (135Nm).
Next, to ensure there is adequate clamping force without any of the bolts breaking, the normal tightening torque is set at some percentage of this 100 ft-lbs (135Nm). If the designer is very conservative, it may use a factor of 55 percent and say the bolts should be torqued to 55 ft-lbs (75Nm). On the other hand, another designer may be far less conservative and specify that the bolts in its design be torqued to 80 ft-lbs (108Nm). The result is a range of tightening values. However, it is really important to use uniform tightening practices.
Also, if you are dealing with anything other than very thin gaskets or a metal to metal joint, the type of gasket material has to be considered in specifying a torque value.
Q.Why is being consistent in tightening practices more important than the specific torque value?
A.Obviously, you have to tighten the joint enough to prevent leakage or movement, and most mechanics are very good at that. The problem with uneven tightening is that it will cause distortion, leading to all sorts of other problems. In one production application, for example, a simple change in the tightening procedure cut the leak rate by 80 percent. Maintenance had been going once around an eight-bolt pattern at 100 percent of the specified torque. When that was changed to the first pass at 50 percent and the second pass at 100 percent, the number of leaks dropped substantially. In a continuing effort to improve, the tightening procedure was also tried in three steps, 40 percent, 70 percent and 100 percent, which dropped the leak rate by another 50 percent. However, the plant decided the additional cost wasn’t worth it.
Q.Can nuts and bolts be safely reused?
A.Yes, as long as you’re intelligent about inspecting them. (Though sometimes, it is less expensive to throw out the old bolts.) Some bolt manufacturers say never reuse any nuts and bolts. They emphasize this with demonstrations at technical events, but the conditions in these demonstration aren’t realistic or practical for the real world. As such, in most cases, you shouldn’t hesitate to reuse nuts and bolts. For reassurance, ask your fastener salesperson if he or she changes the wheel studs along with the vehicle’s tires.
Two things to be concerned about with reused fasteners are whether they still have their initial strength and whether they’ve been affected by corrosion. If the bolt threads haven’t been stretched, if the bolt hasn’t been heated to high temperatures, if it hasn’t been exposed to leaking steam and if the bolt isn’t rusty, you can reuse it without hesitation.
This raises additional questions:
- How do you check to see if the threads have been stretched?
Run a nut down the bolt. If the bolt has been overstressed, the threads will bind and the bolt should be trashed. - How hot can a bolt be heated before the metallurgy is changed?
For most bolts used in industry, you wouldn’t get concerned until they have been well over 6000 F (3150 C). - Can you remove light rust with a wire brush and make the bolt as good as new?
If the bolt is a Grade 1 or 2 (not a heat treated bolt), the answer is yes. However, if the bolt has been heat treated and has rust on it, the safe course of action would be to throw it out.
Q.How do you find out what grade a bolt is?
A.Look at the head of the bolt. If there is no marking on it other than a trademark, it is a low strength, U.S. thread bolt. All strengthened, general purpose bolts, whether heat treated or strain hardened, must have the manufacturer’s trademark and an approved grade symbol. Be very careful because a small difference in the symbol may make a huge difference in the strength. As examples, a Grade B8 is almost three times as strong as a B8 (Note: underline is critical to describing strength levels),an F593C is made from a different stainless steel than an F593D, and a Grade B7 is substantially stronger than a Grade B7M.
Q.Should nuts and bolts always be lubricated before assembly?
A.It depends on the manufacturer’s specifications. There are some applications where lubrication is frowned upon. For example, car manuals say to never lubricate wheel lugs and nuts. This is to reduce the chance of a lug nut working loose. Also, many structural applications, like the bolting used on structural steel, don’t need a lubricant because they are tightened to the point where the steel has yielded. However, for most mechanical applications, fastener lubrication is important for improved reliability.
As a nut and bolt are tightened, some of the torque goes into stretching the bolt, some goes into overcoming the thread friction and some goes into friction between the rotating piece and the bolting surface. The more control you have over the amount wasted on friction, the better you can control the clamping force. By lubricating the threads and the face of the rotating member, the typical variation in clamping force can be cut in half.
The real benefit of fastener lubrication is that more uniform clamping force reduces component distortion and improves the life of mechanical components.
Q.When should high strength bolts (e.g., Grade 8, A490, or metric 10.9) be used?
A.Hardly ever.
Many pieces of industrial and commercial equipment are designed using SAE Grade 1 or Grade 2 bolts, their ASTM equivalent, A307, or metric 4.8 and 5.8 bolts. These are bolts made from mild steel and are very tolerant of abuse. Others are designed using SAE Grade 5 bolts, one of their ASTM equivalents, or metric 8.8 bolts.
Very few pieces of equipment, other than hydraulic systems, are designed with SAE Grade 8 fasteners because, with high strength bolts, the trade-off for higher strength is greater sensitivity to corrosion and embrittlement problems.
There is good data showing that atmospheric corrosion will cause occasional hydrogen cracking and fracturing of some Grade 8 bolts. This means if Grade 8 bolts are used in an atmosphere that results in corrosion, some of them will crack and fail because of the corrosion.
Grade 5 and ASTM A325 and ASTM B7 bolts are also subject to hydrogen cracking, but are much less sensitive to the environment. They usually crack only when used around acids and compounds containing sulfur. However, there have been instances where they have cracked and failed from exposure to steam leaks.
So, a more detailed answer to the question would be: As seldom as possible and never in a critical application where corrosion is present.
In Part 2, there will be more about bolting practices, plus why washers, especially hardened washers, are a good idea.

Neville Sachs
Neville Sachs is a graduate of Stevens Institute of Technology and a registered P.E. In the last 40+ years, he has worked to better understand materials and mechanical devices, with the goals of improving operating reliability and educating the engineering and maintenance workforce. He has written more than 50 technical articles and two books on failure analysis and has conducted practically-oriented failure analysis seminars across North America and Europe.
Related Articles
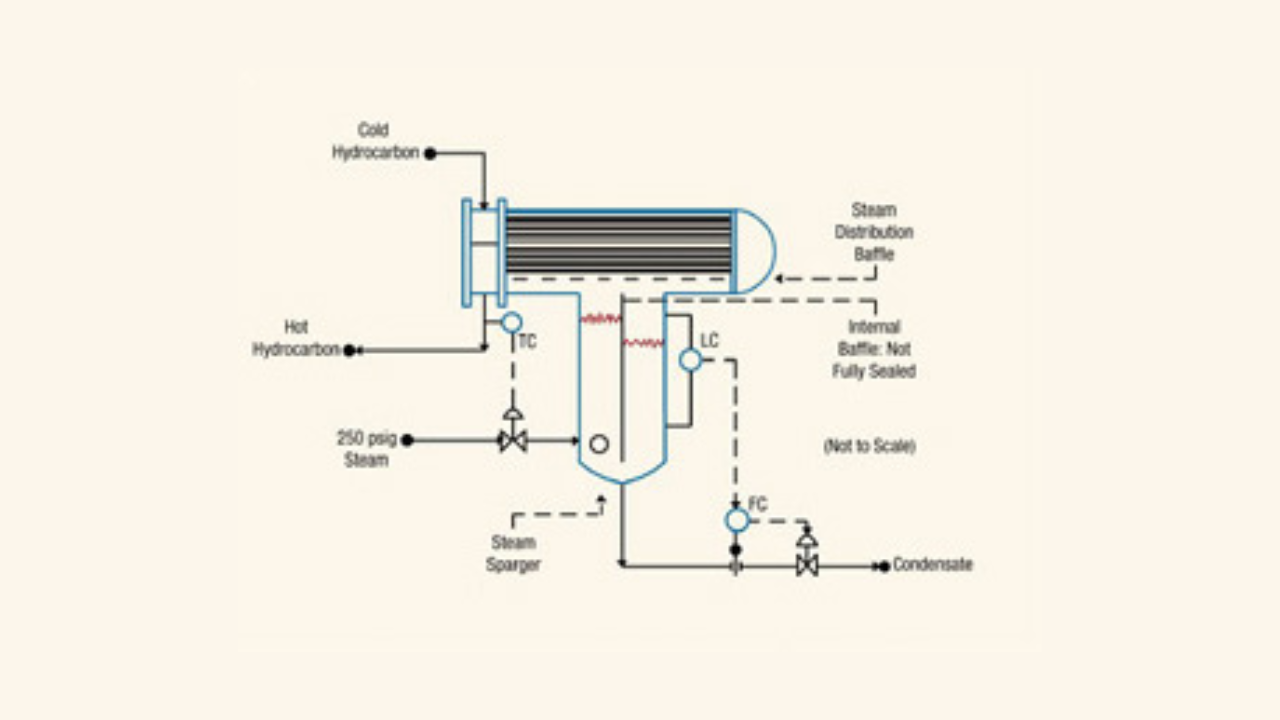
Preheater Points Out the Value of Cooling Off
Why Machine Learning and AI Are the Future of Oil Analysis

Design for Maintainability: The Innovation Process in Long Term Engineering Projects
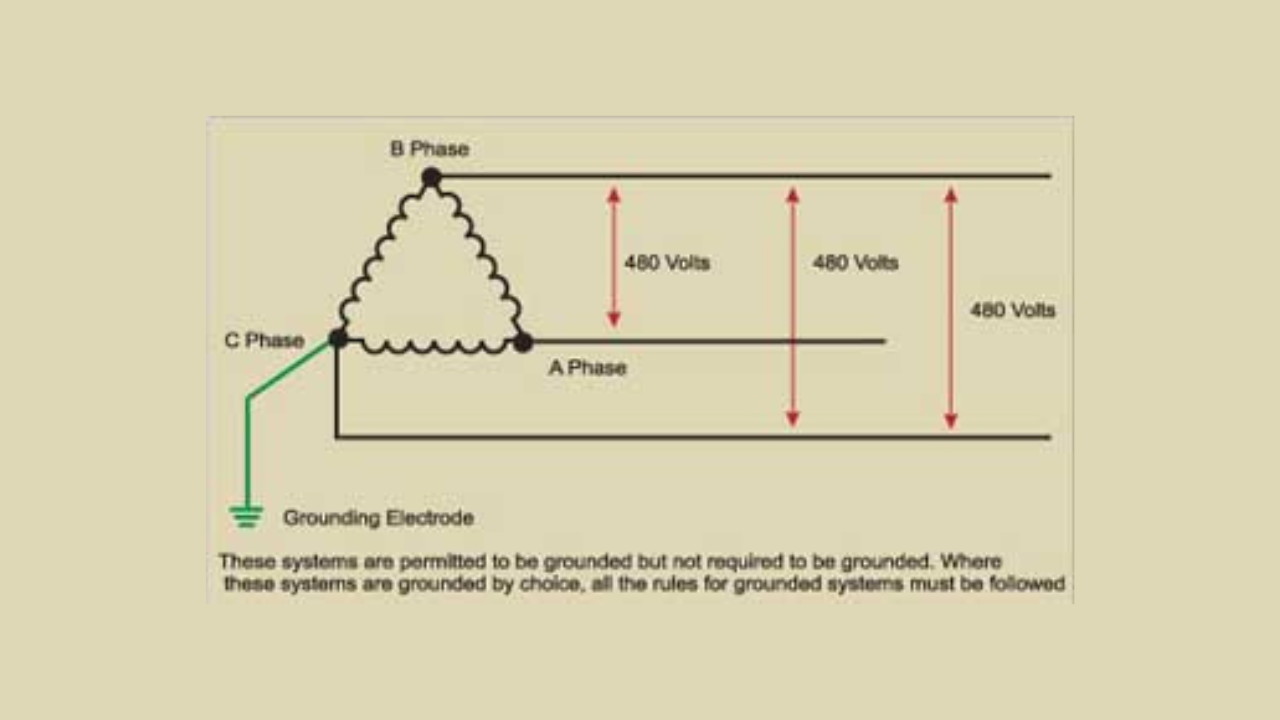
Installations and Inspections of Corner-grounded Systems

Achieve Energy Savings in Plant Facilities

Internal Clearance & Its Effect on Bearing Fatigue Life