[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
How to Minimize Environmental Waste in Mines
How to Minimize Environmental Waste in Mines
Ross Hansen
Posted 4/23/2024
Introduction
The global climate crisis has brought the harmful practices of different industries into the spotlight, and one sector that’s received its fair share of scrutiny is mining. While the mining industry is essential for so many different aspects of modern life, it’s also responsible for some pretty significant environmental damage due to issues including mine waste.
It’s not all doom and gloom; in fact, industry leaders have already made important strides to clean up their act. However, what’s clear is that there is still some way to go before mining earns its credentials as a green sector, and one important problem it’s still facing is waste management. So how can mining companies reduce waste created during the process, and what technology is available to support a more sustainable future?
What is the Impact of Mine Waste?
Before attempting to provide some answers, it’s helpful to get an understanding of the scale of the problem. It’ll come as no surprise that digging deep into the earth creates a lot of mess, but did you know just how much? Recent statistics show that the industry could account for up to 65 billion tons of waste every single year.
Different types of waste can be produced on a mining site, each with its own impact on the environment. One of the most prominent is toxic waste, which can contaminate local water sources and soil; this is particularly dangerous in regions where there is agricultural activity and irrigation. Research into mining waste shows that processes used in the industry have been contaminating river systems for approximately 7,000 years, and today, 23 million people live on grounds considered to be ‘contaminated’. Contaminated soil and water can have long-term consequences for both human life and ecosystems, making waste management one of the industry’s most pressing concerns.
Waste Minimization Techniques
Following the principles of ‘reduce, reuse and recycle’, the industry should first look to limit the amount of waste that’s produced, before thinking about how existing waste can be managed. There are lots of ways this can be done, but implementing more effective pre-mining planning and environmental impact assessments is one of the most important.
The use of AI is becoming widespread in the mining industry, and it can have a particularly profound impact when it comes to planning. Machine learning can analyze data patterns to help companies maximize efficiency and sustainability. In addition, this cutting-edge technology can interpret real-time data to more accurately predict when equipment will require maintenance. This helps to reduce downtime and streamline operations, while also reducing the need for replacement parts which can contribute to the waste problem.
Reusing Waste
Another key sustainable practice that’s taking center stage is the reprocessing and recycling of mine waste. This innovative approach not only addresses environmental concerns but also unlocks economic potential hidden within heaps of previously discarded materials. By applying advanced technologies and methods, companies are able to extract valuable minerals that once might’ve been irretrievable. Reprocessing mine tailings, for instance, can retrieve metals like gold, copper, and even rare earth elements, offering a second life to waste and reducing the need for new mining.
Recycling vast volumes of waste not only mitigates the risk of hazardous leaks into ecosystems but also significantly cuts down on energy expenditure, as recycling processes generally consume less energy than primary metal production. In fact, the process of recycling copper uses seven times less energy than processing ore, highlighting the eco potential for investing in recycling procedures. The initiative embodies a transformative shift from a linear to a circular economy, where waste is not an endpoint but a starting point for new value creation.
Mining for a More Sustainable Future
In embracing these processes, the mining industry will demonstrate a commitment to responsible stewardship of the Earth’s resources, promising a more sustainable and environmentally conscious future.
"Listen: I’m a mechanic, not a clerk. Do you want me to do the work OR fill out these work orders? If I wasted all that time filling in those silly blanks on your paperwork I’d never get caught up! Besides, I don’t know why we need ‘em anyway. Let’s just do the work like we’ve always done.” Sound familiar? Maintenance work orders are often seen as an extra burden to the maintainers as well as those who are requesting the work to start with. “Paperwork. Needless paperwork. That’s all it really is anyway. I just want to call the mechanic and get this work done fast!” But without work order history, the maintenance organization is at risk and equipment problems will likely worsen.
"Listen: I’m a mechanic, not a clerk. Do you want me to do the work OR fill out these work orders? If I wasted all that time filling in those silly blanks on your paperwork I’d never get caught up! Besides, I don’t know why we need ‘em anyway. Let’s just do the work like we’ve always done.” Sound familiar? Maintenance work orders are often seen as an extra burden to the maintainers as well as those who are requesting the work to start with. “Paperwork. Needless paperwork. That’s all it really is anyway. I just want to call the mechanic and get this work done fast!” But without work order history, the maintenance organization is at risk and equipment problems will likely worsen.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
For the most part, we can describe in fairly exacting detail the functional components of a strong reliability program. Moreover, we are confident that implementing these reliability practices will yield results that benefit virtually every aspect of our business and provide distinct competitive advantage. However, we seldom see these reliability practices and results in an operating plant. This is what I call the Reliability Paradox.
In August 2002 I spent a week in Japan at the chemical plant of an internationally renowned chemical manufacturer. While there I asked them about how they do their maintenance. They told me about their maintenance philosophy. And I want to pass on to you what I learnt about the Japanese way of doing maintenance on that trip.
In August 2002 I spent a week in Japan at the chemical plant of an internationally renowned chemical manufacturer. While there I asked them about how they do their maintenance. They told me about their maintenance philosophy. And I want to pass on to you what I learnt about the Japanese way of doing maintenance on that trip.
The effectiveness of maintenance can make the difference between success and insolvency, between limping by financially and organizational excellence. Many companies and organizations consider their computerized maintenance management system (CMMS) and processes as catalysts for achieving a competitive advantage. Yet, good intentions are only part of the recipe for success.
The effectiveness of maintenance can make the difference between success and insolvency, between limping by financially and organizational excellence. Many companies and organizations consider their computerized maintenance management system (CMMS) and processes as catalysts for achieving a competitive advantage. Yet, good intentions are only part of the recipe for success.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
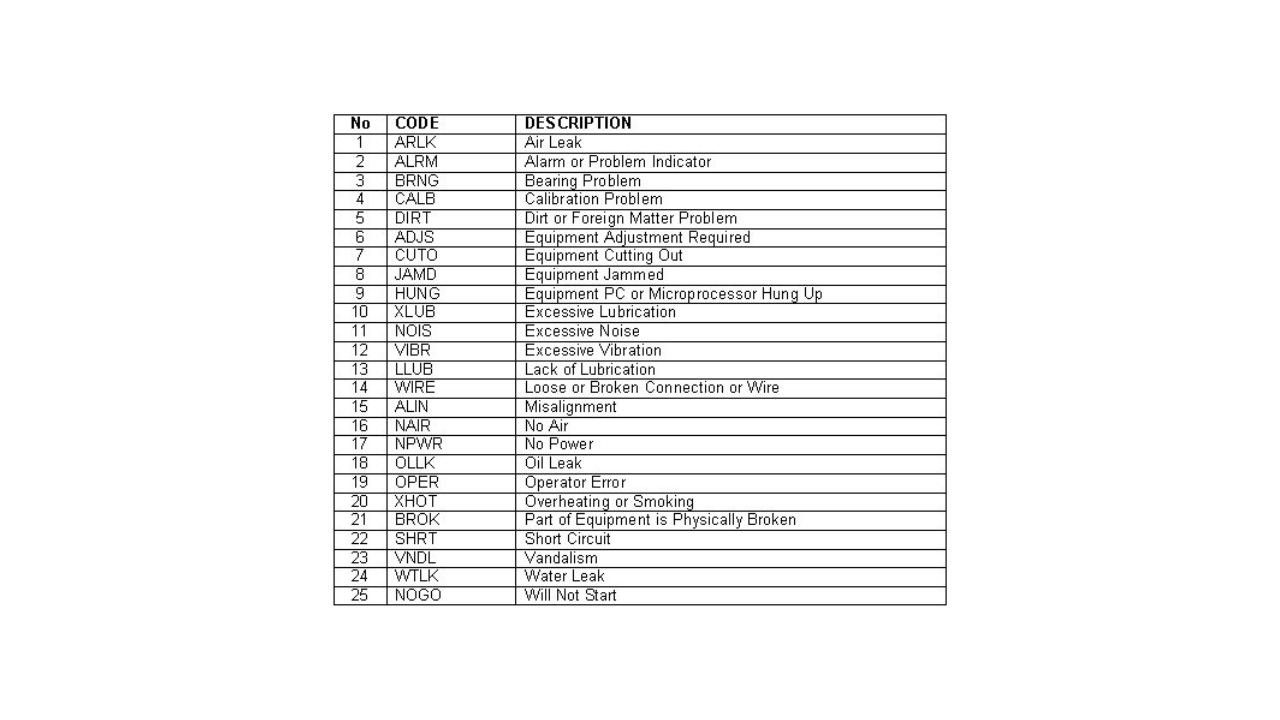
What is a failure code? Quite simply, it is a code that illustrates why an asset failed or the reason that the asset failed. Codes can be a number which is cross referenced to a list of actual code descriptions or more conveniently a series of alphanumeric characters that are a logical abbreviation of their descriptions. However, with modern database technology and available disk space, the full descriptions are increasingly being used instead of alphanumeric codes.
What is a failure code? Quite simply, it is a code that illustrates why an asset failed or the reason that the asset failed. Codes can be a number which is cross referenced to a list of actual code descriptions or more conveniently a series of alphanumeric characters that are a logical abbreviation of their descriptions. However, with modern database technology and available disk space, the full descriptions are increasingly being used instead of alphanumeric codes.
Even when a company has both the will and the money to spend, it is difficult to know where to start when considering the implementation of maintenance management systems. Probably the majority of smaller companies are still at this stage, which effectively means the majority of maintenance people. The prospect of developing suitable maintenance control strategies and policies from a standing start is daunting. There are many questions such as how much will it cost, where will the resources come from and how will we cope?
Even when a company has both the will and the money to spend, it is difficult to know where to start when considering the implementation of maintenance management systems. Probably the majority of smaller companies are still at this stage, which effectively means the majority of maintenance people. The prospect of developing suitable maintenance control strategies and policies from a standing start is daunting. There are many questions such as how much will it cost, where will the resources come from and how will we cope?
In Total Productive Maintenance small group activities are interwoven in each other. Autonomous maintenance is one of the most important pillars of TPM. Autonomous maintenance aims to educate the participants in the concepts and philosophy of autonomous maintenance and to give m opportunity to develop their skills and confidence. Read the learn why implementing TPM to improve OEE was recommended to the plant in question.
In Total Productive Maintenance small group activities are interwoven in each other. Autonomous maintenance is one of the most important pillars of TPM. Autonomous maintenance aims to educate the participants in the concepts and philosophy of autonomous maintenance and to give m opportunity to develop their skills and confidence. Read the learn why implementing TPM to improve OEE was recommended to the plant in question.
Most efforts to decrease the frequency and severity of injuries to miners have stressed miner training and work procedures, improved work environments and safety and environmental control equipment, improved personal protective equipment, improved equipment control and display design, enhanced lighting and visibility-related research, and organizational issues. However, the industry has paid much less attention to the design of the mining machine itself with respect to maintenance cost or safety for the maintainer.
Most efforts to decrease the frequency and severity of injuries to miners have stressed miner training and work procedures, improved work environments and safety and environmental control equipment, improved personal protective equipment, improved equipment control and display design, enhanced lighting and visibility-related research, and organizational issues. However, the industry has paid much less attention to the design of the mining machine itself with respect to maintenance cost or safety for the maintainer.
Many who work in mine and site maintenance will probably tell you that chaos not only reigns but has moved in and set up shop. This is not for a lack of planning in maintenance because in fact, it's quite to the contrary as many mining operations have entire departments dedicated to maintenance planning. The problem in many instances is that the effort that goes into creating those plans is not matched by the support required to make them effective.
Many who work in mine and site maintenance will probably tell you that chaos not only reigns but has moved in and set up shop. This is not for a lack of planning in maintenance because in fact, it's quite to the contrary as many mining operations have entire departments dedicated to maintenance planning. The problem in many instances is that the effort that goes into creating those plans is not matched by the support required to make them effective.
Underground mining operations, similar to many industrial enterprises, have long recognized the potential benefits of maintenance planning. However, underground mining operations’ efforts to implement maintenance planning have generally met with little success. One finds that after an initial period of enthusiastic support implemented systems and procedures fall to disuse. Most companies, upon the collapse of their maintenance planning, convince themselves that underground mining is so "unique" that to accurately plan, schedule and measure maintenance work is impractical.
Underground mining operations, similar to many industrial enterprises, have long recognized the potential benefits of maintenance planning. However, underground mining operations’ efforts to implement maintenance planning have generally met with little success. One finds that after an initial period of enthusiastic support implemented systems and procedures fall to disuse. Most companies, upon the collapse of their maintenance planning, convince themselves that underground mining is so "unique" that to accurately plan, schedule and measure maintenance work is impractical.
Making money, not tons, has become the mantra of the pulp and paper industry in recent years. Consolidation moves in the sector have resulted in more effective management of inventories and supply, but the cyclical tendencies of the business remain. On top of that, the market is now a global one rather than being split up into regions. Managers today have to live up to the challenge of reducing costs to remain competitive in this global market. Mills face the real possibility of closure if manufacturing costs are no longer competitive in the global market economy. Future success will be achieved only by driving down costs and improving operating efficiencies.
Making money, not tons, has become the mantra of the pulp and paper industry in recent years. Consolidation moves in the sector have resulted in more effective management of inventories and supply, but the cyclical tendencies of the business remain. On top of that, the market is now a global one rather than being split up into regions. Managers today have to live up to the challenge of reducing costs to remain competitive in this global market. Mills face the real possibility of closure if manufacturing costs are no longer competitive in the global market economy. Future success will be achieved only by driving down costs and improving operating efficiencies.
A long time ago, I discovered that most maintenance people like gadgets and smart methods, especially from within their fields. I must include myself in this group, and have learned to use the knowledge of a variety of maintenance methods to keep up my own enthusiasm while generating interest and commitment for implementing better preventive and corrective maintenance practices. Most of these methods are old, but they are very new to many, especially to people who are just entering the area of maintenance.
A long time ago, I discovered that most maintenance people like gadgets and smart methods, especially from within their fields. I must include myself in this group, and have learned to use the knowledge of a variety of maintenance methods to keep up my own enthusiasm while generating interest and commitment for implementing better preventive and corrective maintenance practices. Most of these methods are old, but they are very new to many, especially to people who are just entering the area of maintenance.
There has always been a debate on whether jack screws should remain tight against the side of the machine case after the machine has been moved into position or to back off the screws, so they do not touch. Should jack screws be tight or backed off? The answer is yes and no. In some situations you should leave the bolts tight against the machine and in other situations, it may be better to back off the jack screws.
There has always been a debate on whether jack screws should remain tight against the side of the machine case after the machine has been moved into position or to back off the screws, so they do not touch. Should jack screws be tight or backed off? The answer is yes and no. In some situations you should leave the bolts tight against the machine and in other situations, it may be better to back off the jack screws.
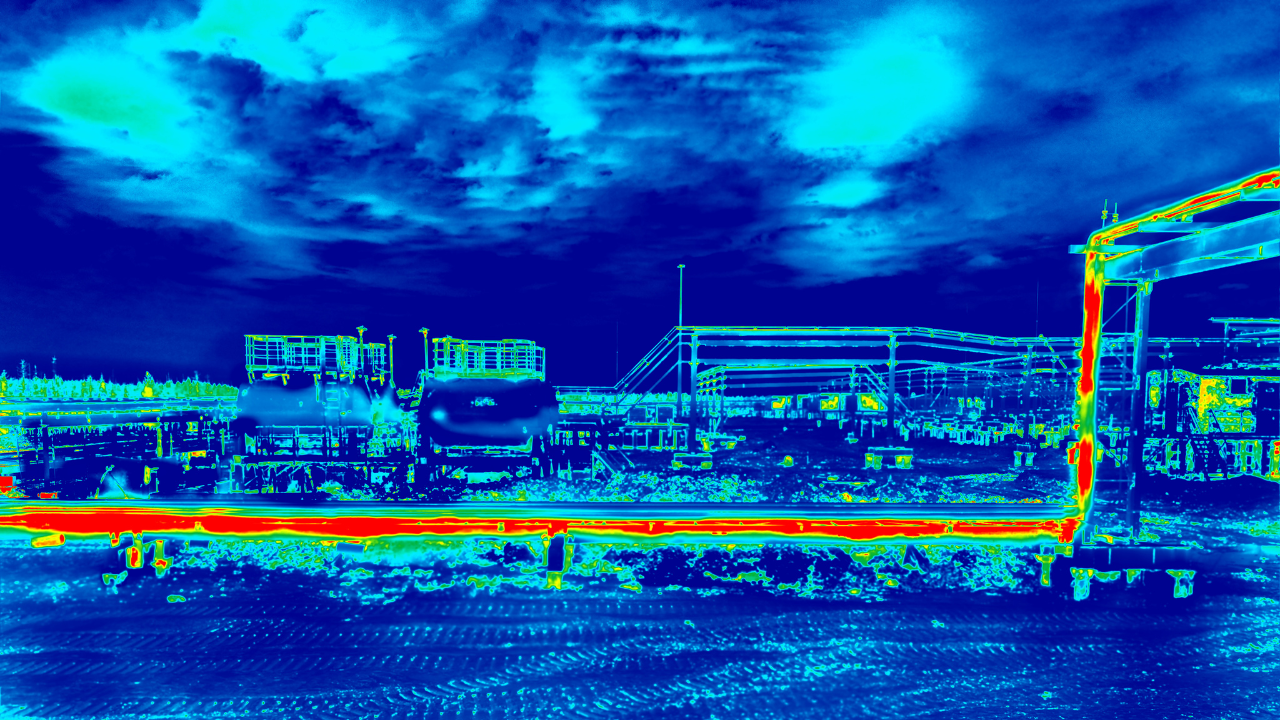
Infrared thermography is the science of seeing heat. Thermal imagers
have the ability to produce a visual representation of thermal patterns as heating systems’ components are identified and recorded. Maintenance strategies are then planned and carried out before system breakdowns occur.
Infrared thermography is the science of seeing heat. Thermal imagers
have the ability to produce a visual representation of thermal patterns as heating systems’ components are identified and recorded. Maintenance strategies are then planned and carried out before system breakdowns occur.
If thermography is new in your plant, the first few inspection cycles may yield a large number of finds. Subsequent inspections should go more smoothly. After about three cycles, reorganize the routes so they are more efficient, and add new routes and equipment into the inspection cycle as necessary. The optimum frequency of inspection will be determined by the needs of the equipment assets. As they age, are heavily loaded or are poorly maintained, inspections may become more frequent.
If thermography is new in your plant, the first few inspection cycles may yield a large number of finds. Subsequent inspections should go more smoothly. After about three cycles, reorganize the routes so they are more efficient, and add new routes and equipment into the inspection cycle as necessary. The optimum frequency of inspection will be determined by the needs of the equipment assets. As they age, are heavily loaded or are poorly maintained, inspections may become more frequent.
Just like nutrition facts printed on the label of every item in a grocery store, the symbols on an oil can label tell consumers the service rating and certification for that product. In the United States, the American Petroleum Institute (API) administers the licensing and certification of engine oils through a system that meets the warranty, maintenance and lubrication requirements of original equipment manufacturers. OEMs, oil marketers, additive companies and testing laboratories work together to establish engine oil performance requirements, test methods and limits for the various classifications and testing processes.
Just like nutrition facts printed on the label of every item in a grocery store, the symbols on an oil can label tell consumers the service rating and certification for that product. In the United States, the American Petroleum Institute (API) administers the licensing and certification of engine oils through a system that meets the warranty, maintenance and lubrication requirements of original equipment manufacturers. OEMs, oil marketers, additive companies and testing laboratories work together to establish engine oil performance requirements, test methods and limits for the various classifications and testing processes.
The first instruments for Condition Monitoring at Norske Skogn were purchased in 1971. Today we are using instrumentation of the 8th generation. We can see that each generation has given us an opportunity to improve the reliability of the CM program.
The first instruments for Condition Monitoring at Norske Skogn were purchased in 1971. Today we are using instrumentation of the 8th generation. We can see that each generation has given us an opportunity to improve the reliability of the CM program.
So you have a plan, now what? It is now time to execute. Hopefully, you are using some great CI methodologies founded in Six Sigma and the Toyota Production System. Each of the items on your plan may need some additional analysis to see exactly what is involved in the improvement of those items.
So you have a plan, now what? It is now time to execute. Hopefully, you are using some great CI methodologies founded in Six Sigma and the Toyota Production System. Each of the items on your plan may need some additional analysis to see exactly what is involved in the improvement of those items.
After a couple of decades of testing, Lean business practices are now widely accepted as a major contributor to extraordinary customer service and profitable operations. But with this acceptance has come a new leveling of the playing field in many industries. The preemptive competitive advantages enjoyed by early Lean adopters have dissipated as more and more companies are “converted” to techniques that reduce waste and slash lead times. We have also come to the realization that only the most effective operations can position a company to compete with competitors who source off shore to suppliers in low cost labor markets.
After a couple of decades of testing, Lean business practices are now widely accepted as a major contributor to extraordinary customer service and profitable operations. But with this acceptance has come a new leveling of the playing field in many industries. The preemptive competitive advantages enjoyed by early Lean adopters have dissipated as more and more companies are “converted” to techniques that reduce waste and slash lead times. We have also come to the realization that only the most effective operations can position a company to compete with competitors who source off shore to suppliers in low cost labor markets.
In today's global environment, the "one size fits all" approach is used for so many products that we expect it to apply to just about everything. In the mechanical seal industry, one problem with that philosophy is the definition of the word all. Mechanical seals must live in literally every environment under the sun-from extreme hot to extreme cold, wet to dry, solid to gas, acidic to caustic and so on. Until relatively recently, a vast variety of cartridge mechanical seals were needed to accommodate these pump applications.
In today's global environment, the "one size fits all" approach is used for so many products that we expect it to apply to just about everything. In the mechanical seal industry, one problem with that philosophy is the definition of the word all. Mechanical seals must live in literally every environment under the sun-from extreme hot to extreme cold, wet to dry, solid to gas, acidic to caustic and so on. Until relatively recently, a vast variety of cartridge mechanical seals were needed to accommodate these pump applications.
Expansion joints for pipework are often made from corrugated metal, especially when handling liquids or for operating pressures significantly above atmospheric. Metal expansion joints are outside the scope of the ESA guide.
Expansion joints for pipework are often made from corrugated metal, especially when handling liquids or for operating pressures significantly above atmospheric. Metal expansion joints are outside the scope of the ESA guide.
SES Technical takes a "hands on" approach to all disciplines of predictive maintenance. The same Field Engineer who collects the data performs vibration, infrared, and ultrasonic analysis. This allows the engineers to develop an understanding of the equipment and develop a familiarity with its maintenance history. SES has also applied this principal to oil analysis.
SES Technical takes a "hands on" approach to all disciplines of predictive maintenance. The same Field Engineer who collects the data performs vibration, infrared, and ultrasonic analysis. This allows the engineers to develop an understanding of the equipment and develop a familiarity with its maintenance history. SES has also applied this principal to oil analysis.
The most critical piping for any building
property or plant operation is unquestionably at the fire sprinkler system. Corrosion problems at tower water, chill water, steam, or other HVAC and plumbing piping may produce a loss of service, inconvenience, property damage, shutdown, and even millions of dollars in monetary losses, but the failure of a fire sprinkler line always threatens the loss of human life.
The most critical piping for any building
property or plant operation is unquestionably at the fire sprinkler system. Corrosion problems at tower water, chill water, steam, or other HVAC and plumbing piping may produce a loss of service, inconvenience, property damage, shutdown, and even millions of dollars in monetary losses, but the failure of a fire sprinkler line always threatens the loss of human life.
I was recently engaged by a client to conduct failure analysis on a large (and expensive) double-acting cylinder off a hydraulic excavator. This cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the cylinder were in serviceable condition. The diesel effect occurs in a hydraulic cylinder when air is drawn past the rod seals, mixes with the hydraulic fluid and explodes when pressurized.
I was recently engaged by a client to conduct failure analysis on a large (and expensive) double-acting cylinder off a hydraulic excavator. This cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the cylinder were in serviceable condition. The diesel effect occurs in a hydraulic cylinder when air is drawn past the rod seals, mixes with the hydraulic fluid and explodes when pressurized.
Proper asset care is critical to ensure that equipment is available to meet production schedules, support process flows and comply with environmental, health, safety, and regulatory requirements. Asset care is the execution of the most cost effective control strategy to address the predominant failure modes of that particular asset with its operating envelope. The intent of an asset care strategy is to provide the required asset utilization at the lowest life cycle cost while also ensuring the asset makes it to the budgeted end of life.
Proper asset care is critical to ensure that equipment is available to meet production schedules, support process flows and comply with environmental, health, safety, and regulatory requirements. Asset care is the execution of the most cost effective control strategy to address the predominant failure modes of that particular asset with its operating envelope. The intent of an asset care strategy is to provide the required asset utilization at the lowest life cycle cost while also ensuring the asset makes it to the budgeted end of life.
Planning and scheduling functions are the key deliverables of the planning role. This is where the most gains in execution have the potential to be made and acted upon. In some larger organisations these are split, allowing more adequate resources for each role. The difference between planning and scheduling needs to be clear within each company. These are differing areas worthy of differing measurement and improvement initiatives.
Planning and scheduling functions are the key deliverables of the planning role. This is where the most gains in execution have the potential to be made and acted upon. In some larger organisations these are split, allowing more adequate resources for each role. The difference between planning and scheduling needs to be clear within each company. These are differing areas worthy of differing measurement and improvement initiatives.
America began to acknowledge its cultural obsession with “busyness” a few years ago, when Tim Kreider wrote the now legendary piece “The Busy Trap” for the New York Times. Nearly three years later, while our culture certainly hasn’t changed, an admitted addiction to busyness has at least transitioned from groundbreaking journalism to mainstream conversations.
America began to acknowledge its cultural obsession with “busyness” a few years ago, when Tim Kreider wrote the now legendary piece “The Busy Trap” for the New York Times. Nearly three years later, while our culture certainly hasn’t changed, an admitted addiction to busyness has at least transitioned from groundbreaking journalism to mainstream conversations.
Big changes are happening in today’s workforce. These changes have nothing to do with downsizing, global competition, or stress; it is the problem of a distinct generation gap. Young people entering the workforce are of diversified background and have much different attitudes about work. They want a life‐work balance. They want to be led, not managed — and certainly not micro‐managed. The new mode is flexibility and informality. A large proportion of our managers of the veteran era have been trained in relatively autocratic and directive methods that don’t sit well with today’s employees. Are we preparing our workforce to meet tomorrow’s need?
Big changes are happening in today’s workforce. These changes have nothing to do with downsizing, global competition, or stress; it is the problem of a distinct generation gap. Young people entering the workforce are of diversified background and have much different attitudes about work. They want a life‐work balance. They want to be led, not managed — and certainly not micro‐managed. The new mode is flexibility and informality. A large proportion of our managers of the veteran era have been trained in relatively autocratic and directive methods that don’t sit well with today’s employees. Are we preparing our workforce to meet tomorrow’s need?
By focusing on people and operational improvement, such an EAM program can significantly improve asset utilization rates while reducing long-term capital costs. That attention to people and operations is an essential element of EAM success, however, strategies centered alone on capital investments in facilities and fleet logistics typically fall short of the significant benefits an effective EAM effort can produce.
By focusing on people and operational improvement, such an EAM program can significantly improve asset utilization rates while reducing long-term capital costs. That attention to people and operations is an essential element of EAM success, however, strategies centered alone on capital investments in facilities and fleet logistics typically fall short of the significant benefits an effective EAM effort can produce.
OMC (Operations Maintenance Coordinator)...now this is a person that really reports up through the operations group...the production group. But they're that liaison, they work hand in hand with the maintenance folks and they're the representative for the production side to come in and see... What do we have coming up in maintenance? How do we coordinate that with our operating plan? I've seen this where somebody really didn't have this title of OMC but they did that work but some places have a person that their title, that's their job, that's what their going to do.
OMC (Operations Maintenance Coordinator)...now this is a person that really reports up through the operations group...the production group. But they're that liaison, they work hand in hand with the maintenance folks and they're the representative for the production side to come in and see... What do we have coming up in maintenance? How do we coordinate that with our operating plan? I've seen this where somebody really didn't have this title of OMC but they did that work but some places have a person that their title, that's their job, that's what their going to do.
Never has there been a greater responsibility for every business to maximise its efforts to drive to net zero. Correct machine maintenance coupled with Lean processes (once just the domain of operations) is now proving to be a force multiplier across maintenance and engineering in the drive to net zero.
Never has there been a greater responsibility for every business to maximise its efforts to drive to net zero. Correct machine maintenance coupled with Lean processes (once just the domain of operations) is now proving to be a force multiplier across maintenance and engineering in the drive to net zero.
Low-quality process materials can significantly impact manufacturers by causing production delays, increased defects, higher maintenance costs, and a decrease in the overall quality of the final products. It can lead to waste, higher rejection rates, and damage to machinery, affecting both the efficiency and reputation of the manufacturing process.
Low-quality process materials can significantly impact manufacturers by causing production delays, increased defects, higher maintenance costs, and a decrease in the overall quality of the final products. It can lead to waste, higher rejection rates, and damage to machinery, affecting both the efficiency and reputation of the manufacturing process.
As new technology, such as the use of AI and IIoT, emerges in the machine condition monitoring field, it can be helpful to revisit the value it brings to any organization. The following newsletter presents a case study demonstrating how beneficial CM can be to a business and finishes up with lists of 2024 condition monitoring trends and the latest software.
As new technology, such as the use of AI and IIoT, emerges in the machine condition monitoring field, it can be helpful to revisit the value it brings to any organization. The following newsletter presents a case study demonstrating how beneficial CM can be to a business and finishes up with lists of 2024 condition monitoring trends and the latest software.
A strong mining Reliability and Maintenance program is also vital for safety in mines and any workplace. What are the best ways to keep mine equipment reliable and safe?
A strong mining Reliability and Maintenance program is also vital for safety in mines and any workplace. What are the best ways to keep mine equipment reliable and safe?
Oh, the exciting world of software validation! Hours and hours of white-knuckled test development, execution, and… as if those are not enough… resolution and documentation of the results! Then of course are the continued change management efforts needed to keep the system in a validated state over its lifecycle. It takes truly special people to function in this arena.
Oh, the exciting world of software validation! Hours and hours of white-knuckled test development, execution, and… as if those are not enough… resolution and documentation of the results! Then of course are the continued change management efforts needed to keep the system in a validated state over its lifecycle. It takes truly special people to function in this arena.
Additive manufacturing is changing and improving the manufacturing process in many industries. The methods eliminate the need for traditional subtractive processes, offering benefits like reduced waste and faster prototyping. In 2024, the industry is witnessing advancements in materials and technologies, integration with digital manufacturing, and a focus on reducing emissions. AM can not only improve reliability and maintenance, but also increases supply chain resilience.
Additive manufacturing is changing and improving the manufacturing process in many industries. The methods eliminate the need for traditional subtractive processes, offering benefits like reduced waste and faster prototyping. In 2024, the industry is witnessing advancements in materials and technologies, integration with digital manufacturing, and a focus on reducing emissions. AM can not only improve reliability and maintenance, but also increases supply chain resilience.