Creating Reliable Electrical Connections
Norman Shackman, P.E. earth.prohosting.com/elecon
Cleaning, filing, and abrading surfaces are among the options.
One of the important ingredients for making and keeping a reliable electrical connection is clean contact surfaces. The other important ingredient-force-was covered in “The Trouble with Torque in Electrical Connections.”
When initial contact is made between electrical contact surfaces, no matter how smooth and level the surfaces, only a few high points touch. As the contact force increases, more points make contact until at optimum force most of the metal-to-metal contact has been accomplished. Contact theory tells us that these points are actually cold welds.
This sounds logical because if the high contact force is decreased, the contact resistance remains constant and does not increase until a much lower force is reached. See Fig. 1. This would be expected with welding, not with a spring-like mechanism. For cold welding to occur, clean surfaces and massive distortion are required. This is accomplished by proper contact preparation, abrasion from relative motion, and volume reduction during the high forces.
Resistance vs. Force
As this discussion implies, the true contact area is where we have the welds. For example, a 4 in. wide bus bar with a 4 in. connection overlap does NOT produce a contact area of 16 sq in. (4 in. x 4 in.). If the connection is made with a single bolt in the center, the contact area is under the head of the bolt. If a large diameter, thick washer is added, the contact area then is increased to the washer area. Note that NEMA Standard CC1, Electric Power Connection for Substations, specifies four bolt holes for a 4 in. wide bus.
Get surfaces clean, level
From a practical standpoint, try to make the contact surfaces as clean, smooth, and level as possible. Dirty or oily surfaces should be cleaned with a solvent. Rough surfaces should be filed and/or sanded. For most surfaces, abrading with a wire brush, sandpaper, or steel wool and removing loose particles is sufficient. With stranded conductor, try to use fresh portions and wire brush the outer strands. When pressure is applied to the conductor, the strands abrade each other.
With copper conductor, it is usually easy to see how the cleaning is going. With aluminum this is more difficult since the oxide coating is colorless and starts to reform after cleaning. Therefore, extra care must be exercised with aluminum. The oxide film is initially weak and thin, so right after cleaning, apply a joint compound to bus bar contact surfaces or, if cable, to the outer strands. Then immediately tighten bolts or compress the connector. Tests have shown that this procedure results in a good connection.
If the contact surface is plated, try not to remove the coating. Solvent cleaning is usually sufficient.
Years ago a common recommendation for aluminum was to apply the joint compound prior to cleaning and to abrade the surface through the joint compound. This messy procedure is not required if the compound is applied immediately after cleaning. In a cable connection, the compound will be forced between the strands when pressure is applied. The joint compound should not be relied upon to clean the contact surfaces; its purpose is to surround the cold welds to prevent the ingress of harmful matter such as air, moisture, and contaminants.
Check contact resistance
Checking an electrical connection is difficult. Ideally, a contact resistance reading is best. But with high current connections we are dealing with micro-ohms, hard to read in the field and masked by nearby bulk resistance. This makes the contact resistance hard to determine. If possible, make trial connections in the shop and check as follows:
- Bus bar connections. Place a die penetrant or a pressure sensor film in the contact area prior to tightening the connection. Contact area and/or contact pressure is determined after disassembly.
- Cable connections. Cut through the crimped or tightened section of the connection and then prepare like a metallurgical specimen. All strands should be distorted and no air spaces should be evident. This technique also is useful for failure studies.
Analysis of these results can assist in specifying the connection procedure and in improving the proposed connection.
Norman Shackman, P.E., is based in Kent, CT. He conducts in-house seminars on electrical connections and can be reached at (860) 927-4067.
Related Articles

How do I Test Relays and Contactors?

Use the Right Grease for the Job

Determining Accurate Alignment Targets

M2M Strategies for Machine Tool Maintenance

Get Your Bearing on Brinelling
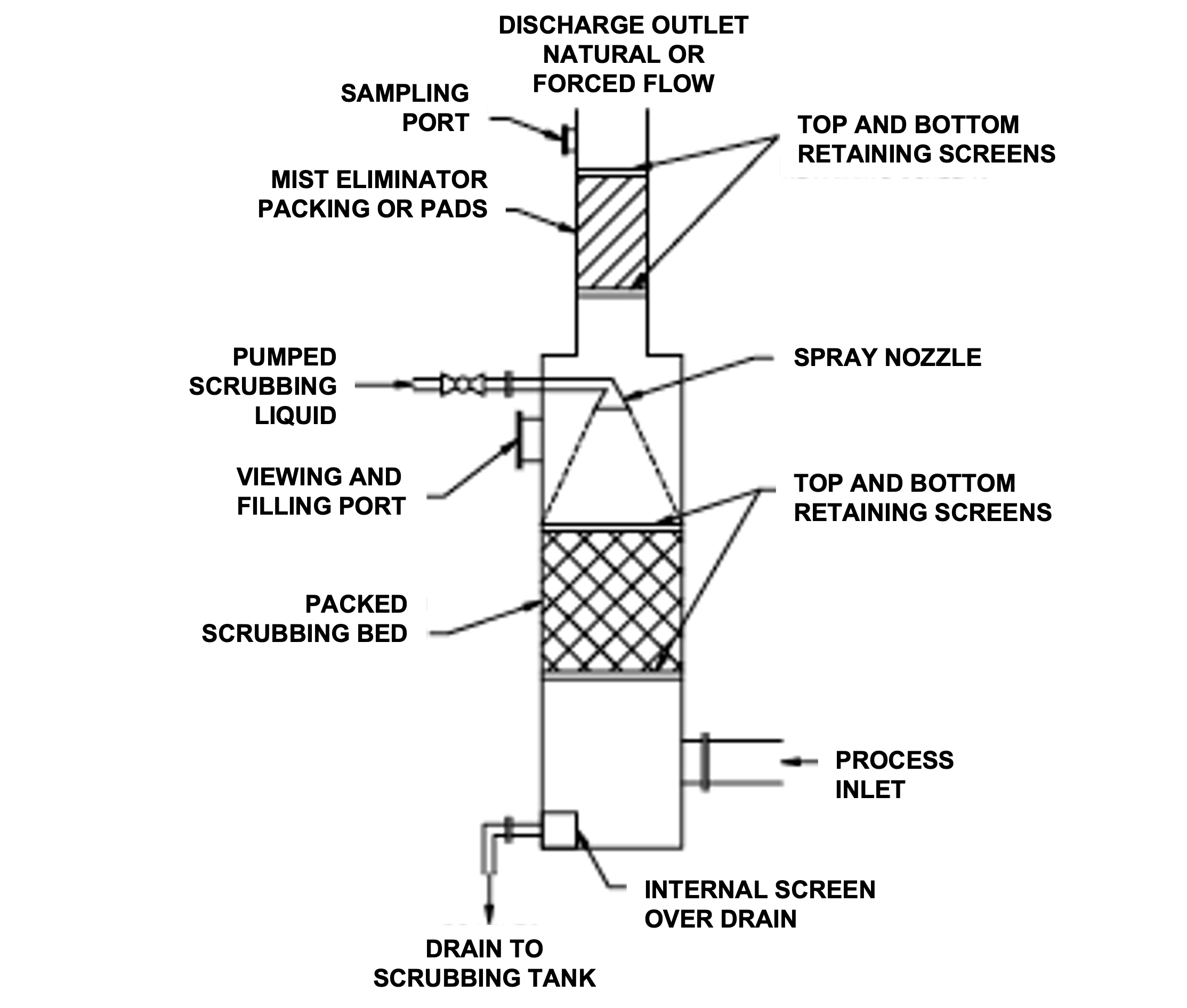
Is Your Wet Scrubbing Tower Working?


