DC Motor Carbon Brushes for Elevators: Composition, Function, Solutions
Jeff D. Koenitzer
Introduction
The motor carbon brush has been a critical component in variable speed rotating equipment for over 100 years. The trend towards reduced maintenance has resulted in the elimination of many well established procedures related to carbon brushes. Today new technology is attempting to replace this component and permanently eliminate these maintenance costs. However, when subjected to the proper operating conditions carbon brushes do yield excellent life and perform an amazing function.
The purpose of this presentation is to review the basics in the composition and application of carbon brushes and to address the specific issues related to elevators. Through the development of greater awareness and a more thorough understanding of the proper function of a carbon brush, it is hoped that we can work together to solve the unique problems on elevator applications.
Carbon Brush
A carbon brush is an electrical component which makes contact between a stationary and a moving electrical circuit. A carbon brush performs both an electrical and a mechanical function within a system; it is a conductor of current in an electrical circuit and it is subjected to mechanical forces as it makes physical contact with a surface in motion.
One end of a brush consists of a carbon/graphite composition for contact with a moving surface. This portion of the brush is unique in that it is adequately conductive to perform electrically and has lubricating characteristics for satisfactory mechanical performance at the moving contact surface. The other end consists of a terminal or cap to make a stationary electrical contact. A copper wire usually connects the carbon/graphite portion with the terminal for maximum conductivity.
Carbon Brush Grades
There is no standard within the carbon industry for the assignment of grade numbers. Each manufacturer has its own formulas and numbers for the series of materials in its program. All grades are processed similarly by grinding and mixing raw materials such as petroleum coke, lampblack, natural graphite, and/or metal powders with a binder such as pitch or resin. The material is then molded into plates and baked in large ovens for an extended period to cure the binders. There may be further processing including graphitization and/or impregnation to enhance strength and friction characteristics.
The many different grades in use today are derived through variation in raw materials, molding pressures, temperature and duration of the baking process, and after-treatments. However, all grades fall within the 4 categories of Carbon Graphite, Electrographite, Graphite, and Metal Graphite.
Carbon Graphites are relatively high in friction for use at slow speeds, low current densities, and medium to low voltages. These grades were developed early in the history of motors and generators and therefore are found most often on older equipment, particularly with flush mica commutators.
Electrographites are the most common grades used on modern equipment with good performance at high voltages high current densities, and high speeds. There is a wide range of characteristics within this category. Most electrographite grades handle overloads very well.
Graphites are for use in special applications requiring the low friction characteristics of these materials. When brushes must operate at very low current densities or very high peripheral speed a graphite grade should be used. Natural graphites can be abrasive due to its ash content.
Metal Graphites have material contents of 15-95% copper, copper alloys, or silver. The added conductivity and lower voltage drop of the metals allows metal graphite brushes to perform well at very high current densities and low voltages.
Each grade has been designed to perform under certain operating conditions of amps, volts, and speed. The carbon brush manufacturer is best qualified to select the proper grade for an application as it takes many years of experience to develop expertise in this area. Although there are many grades with similar characteristics, brush materials should not be mixed on the same unit as it can result in severe current imbalances and selective action. Also, it is virtually impossible to determine equivalence of materials by visual inspection. Materials may have identical appearance and very different characteristics.
In particular, the hardness or softness of a grade is not a major factor in brush and commutator wear. The hardness factor will only give indication of the readability of the brush on the contact surface. Resistivity, density, strength, and filming rate are far more important factors in determining performance.
In general, over the years grades have been given much more credit or blame for brush performance than is deserved.
Carbon Brush Wear
The carbon brush is a critical component of a complex electromechanical system. As the weak point in the system it is highly susceptible to wear particularly when subjected to conditions beyond it s operating parameters. This brush wear can only be mechanical due to friction or electrical due to the imperfect moving electrical contact.
Mechanical wear occurs as the friction at the contact surface causes abrasion of particles from the brush ace. If there is proper brush function, the coefficient of friction will be kept to a minimum through the formation of a thin low friction layer on the contact surface called a film. an ideal film will be 50 Angstroms thick or .0000002 inches and consist of only microscopic graphite particles, water droplets, and the metal oxide of the contact surface. A film is formed by an electro-chemical reaction involving current, the graphite in the brush, humidity in the air, and the metal of the contact surface. The proper film will minimize the mechanical wear, while avoiding a significant increase in contact resistance, which would inhibit the passage of current.
The film condition is a primary indicator or symptom of the operating condition of a unit. slot bar marking, bar edge burning, copper drag, grooving, streaking, and threading are all film conditions indicating possible poor performance and the need for adjustments. A consistent brownish colored film indicates satisfactory operation and should result in good life of the commutator and the brushes. (See Commutator Condition Guide)
Electrical wear occurs as current is conducted across the high resistance of the imperfect electrical contact, which results in arcing. This wear can be kept to a minimum by maintaining the best possible electrical contact.
The commutator or ring surface must be as smooth and round as possible so that continuous contact can be maintained. Flat spots, high and low bars, loose bars, high mica, and vibration will all cause interruption of the electrical contact and destructive arcing.
The brush design can also improve the electrical contact and reduce electrical wear. A concave eases the seating process and gives a new brush greater contact area. Multiflex brushes increase the cross resistance of the brush thereby reducing damage from circulating currents. This style also increases the effective electrical contact by multiplying the number of contact surfaces. The Red Top feature also improves brush contact by absorbing shock and vibration.
The function of a brushholder is to support the brush in the proper position and provide the force for electrical contact. Many manufacturers have neglected the importance of having adequate spring pressure resulting in this being the most common area of deficiency in carbon brush performance.
When attention is given to the formation of a proper film and to the factors effecting a good electrical contact, brush and commutator or ring wear can be kept to very low levels.
Common Carbon Brush Elevator Application Concerns
Leveling/Compounding
When the elevator car approaches a stop the circuit shifts into a leveling mode. The total voltage in the loop drops to a very low level for slow controlled movement of the car before braking.
Difficulties can develop in the adjustment of leveling when the voltage drops in the circuit become inconsistent and excessive. The typical voltage drop in the brushes is 1.5 to 2.0 volts or approximately 10% of the loop voltage. All of the following are important considerations related to the brushes for consistent adjustment of leveling.
The most common cause of leveling problems is inadequate spring pressure. When the force holding the brush in contact with the commutator is low the voltage drop increases rapidly and becomes a significant portion of the total circuit voltage. The spring pressure should be 3.5 to 4.0 PSI to ensure proper brush contact. (See Spring Pressure Article )
The brushes should all be seated to 80% of the contact face prior to application of current load. This process will be far easier if the face angle and radius concave of the brushes are compatible with the holder and commutator. The voltage drop on a brush making only partial contact with the commutator will be excessive and thereby affect leveling.
The positioning of the brushes on the commutator must be accurately adjusted within the neutral zone. When off of neutral there will be arcing, burning of the commutator, and distorted voltage drop at the brush face. Correct angular alignment and equidistant positioning of the brushholders is critical to the proper operation of the brushes.
Any other high resistance electrical connections could potentially affect leveling. Loose or dirty terminal connections or poor quality connections of the shunt to the carbon will also increase the resistance and voltage drop to intolerable levels. The electrical connection to the holder must also be clean and tight.
There are certainly many other potential causes for leveling problems within a unit. These include dramatic temperature changes which will affect resistance within the circuit and deterioration of insulation which can result in some distorted current flow.
Dusting
The single most aggravating factor in the use of brushes on elevator motors and generators is the carbon dust from the brushes. In most every situation the approach to solving the problem has been focused on the carbon brush and the grade. This is obviously the “easy fix” although the results over the years have been far less than satisfactory. Unfortunately there are no quick and easy solutions to the problem.
The carbon brush merely reacts to the electrical, mechanical, and atmospheric conditions to which it is subjected. through analysis of all the elements in the rate of dust formation it is hoped that additional methods will be considered.
Dust results from mechanical abrasion of the carbon particles from the brush face. the amount of dust will depend on the following factors:
- The amount of brush area in contact with the commutator will be in direct proportion to the amount of potential dust.
- The speed of the surface passing under the brush will be proportional to the amount of dust formed. Surface speed = PI x Diameter x RPM
- The roughness of the contact surface will determine the rate of dusting similar to the grit on a grinding wheel. A surface finish of 40 to 70 micro inches is satisfactory. High bars, burrs, high mica, and other surface irregularities will dramatically increase the potential for dust. Proper care of the commutator surface is becoming more rare as cost cutting efforts take a higher priority.
The level of spring pressure directly determines the amount of mechanical wear. If the spring pressure is doubled the rate dust formation will be doubled.
The operating time is proportional to the amount of dust. Generators are more prone to dusting as they operate for longer time periods at higher speed than the motors. It has become more common practice to extend the time for shutdown of the generators. There will be a corresponding increase in the amount of dust.
The coefficient of friction at the brush face will be directly proportional to the rate of dusting. The factors in film formation will determine the coefficient of friction.
The grade is one important factor in the filming on the commutator. The important characteristics in grade selection are the resistively, density, strength, filming rate, coefficient of friction, and voltage drop. Each material is designed to perform well when subjected to certain conditions of current density, voltage and peripheral speed. Strong, dense low friction electrographite grades have been successful in slowing the rate of dusting. Graphite grades offer the best brush life however can cause threading and commutator wear. Composite multigrade designs offer the advantages of both the electrographite and graphite materials and have yielded the best life.
A clean atmosphere with adequate humidity is vital for the development of a low friction film The absolute humidity must be 2 grains of moisture per cubic foot of air. Various contaminants can inhibit film formation, cause overfilming, or result in high resistance, high friction films. All of the above can increase the rate of dusting.
The average current density will directly determine the brush filming rate and the coefficient of friction. The amount of carbon brush area in relation to the current loads on elevator applications is now extremely high. The designs for current carrying capacity of the brushes have been very conservative. There has been a trend toward higher voltages and correspondingly somewhat lower currents. The counterweights are very well balanced with the loads for maximum efficiency. Modern controls tend to cause shorter acceleration periods. All of these factors result in very short peak current loads until the car reaches speed, very low current loads during the run cycle, and extensive idle time. The significant improvement in performance through the appropriate removal of brushes. The minimum improvement has been the reduction of dust in proportion to the number of brushes removed In addition the filming rate is improved due to the increase in current density for a further reduction in the coefficient of friction and the rate of dusting.
The general attitude of manufacturers, contractors, and brush suppliers promotes the continued search for the “magic dustless brush grade” or that impossible frictionless material. However when attention is given to all of the above factors brush life has been excellent and maintenance costs dramatically reduced.
Summary
The carbon brush continues to be a most effective and efficient method of conducting current to moving surfaces. The unique combination of electrical and mechanical characteristics of carbon and graphite makes it the best material. Although many still consider carbon brushes a “Black Art”, technology has provided information from which more informed decisions can be made. Through greater awareness and understanding of the function of carbon brushes, the accumulation of more data, and the cooperative desire for improvement we can continue to move forward towards enhanced performance on elevator applications.
Click here to read more about Carbon Brushes for DC Motors or download the full pdf.
Looking for information about carbon brushes in general, not just as they apply to elevators? Check out DC Motor Brush Holders and the Performance of Carbon Brushes
Related Articles

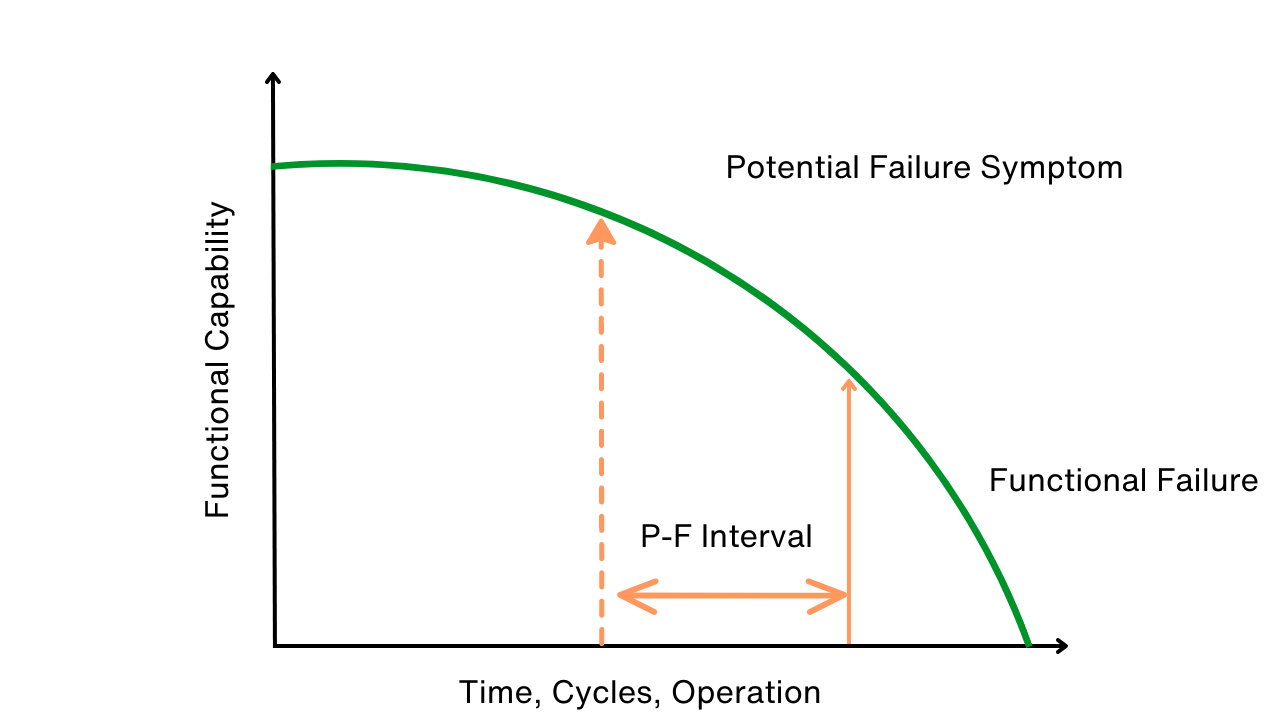
Use P-F Intervals to Map, Avert Failures

Preventive Maintenance - Visible Change

A Twist on Particle Evaluation: Redefining the ISO Cleanliness Code

Vibration Analysis Reveals Poor Motor Mounting Structure
A Sustainable & Effective Approach to Vibration Analysis


