3 Keys to Improved Bolted Flange Joint Integrity
Michael Kessel
A bit of Flange Joint Wisdom
“That all important clamping force which holds the joint together – and without which there would be no joint – is not created by a good joint designer, nor by high quality parts. It is created by the mechanic on the job site, using the tools, procedures, and working conditions we have provided him with . . .”
“The final, essential creator of the force is the mechanic, and the time of creation is during assembly. So it’s very important for us to understand this process.” -John Bickford, “Handbook of Bolts and Bolted Joints”
In 2008, Pumps & Systems magazine published an article by Jim Drago of Garlock Sealing Technologies that reviewed 100 failed gaskets in a variety of industrial applications. Of the 100 failures, 68 were attributed to under compression and 14 to over compression. These results point directly to the importance of the informed mechanic and the availability of tools to execute flange assembly according to best available practices.
In 2010 and 2013, the American Society of Mechanical Engineers (ASME) updated its PCC-1 Guidelines for Pressure Boundary Bolted Flange Joint Assembly. The document is geared toward maintenance engineers and doesn’t easily translate into a mechanic’s field manual. There are, however, a few general guidelines that will contribute greatly to achieving improved bolted flange joint reliability.
ASME PCC-1 Joint Component Approach
Every component of a bolted flange joint has a maximum allowable stress level. The mating flanges will begin to rotate or warp at a defined stress threshold. The studs or bolts of a given specification also will yield or be stressed past their elastic properties at a defined level. Non-metallic and semi-metallic gaskets will crush under excessive applied stress loads.
Likewise, gaskets and bolts or studs have a minimum stress level. For gaskets, it’s the minimum force that will affect a seal. For bolts and studs, PCC-1 suggests 40 percent of yield, which is the lower end of the elastic range for most industrial fasteners. ASME suggests a target of 40 percent to 70 percent of bolt yield as a range for fastener preload.
The essence of the data provided by PCC-1 and borne out by the Garlock study suggests accurate bolt preload is the most critical element in reliable flange joint assembly. The elastic interaction between the flange, fasteners and gasket compensates for various forms of relaxation of all the components.
PCC-1 also suggests that the gasket manufacturer supply necessary data for proper stress levels for specific materials. Ultimately, with a little guidance, an acceptable range of bolt stress can be determined for a specific application. Once this range is defined, it’s imperative to compensate for variables in the assembly process.
There are three keys to improving bolted flange joint reliability in the vast majority of industrial flange gasket applications where the turn of the nut method is used as the tightening procedure.
1. Measured Force
The most common method for achieving fastener preload is turn of the nut. This method is riddled with opportunities for variables in accuracy. Simply put, turning a nut radially to create axial stress along the bolt or stud is an exercise in overcoming several kinds of friction and resistance. Using hand, slug, or striking wrenches will result in huge variations in achieved stress. These methods by feel have proven to be highly inaccurate, largely dependent on the strength of the mechanic and the length of the tool’s handle.
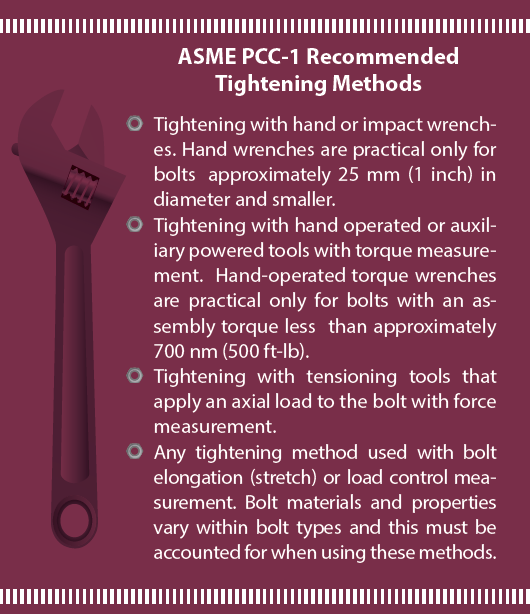
ASME PCC-1 has made recommendations on tightening methods in ascending order of accuracy. Implementing this hierarchy depends on the critical nature of the application and the practical nature of using certain methods to obtain preload. In most pressurized systems, the minimum acceptable method should utilize torque measurement.
2. Through-Hardened Washers
As amazing as it seems, the function of the washer may be the most important component in bolted flange joint reliability. Overcoming friction through turn of the nut procedures is critical in terms of realized bolt load. The interface between the nut and the washer becomes a crucial bearing surface.
If a washer is not through-hardened, it is also susceptible to cupping, resulting in inaccurate torque readings versus actual bolt stress. Another benefit of using through-hardened washers is the prevention of the nut becoming embedded against the flange face, or with a nut flat embedded inside the bolt hole. This will result in a large variable between applied torque and actual preload.
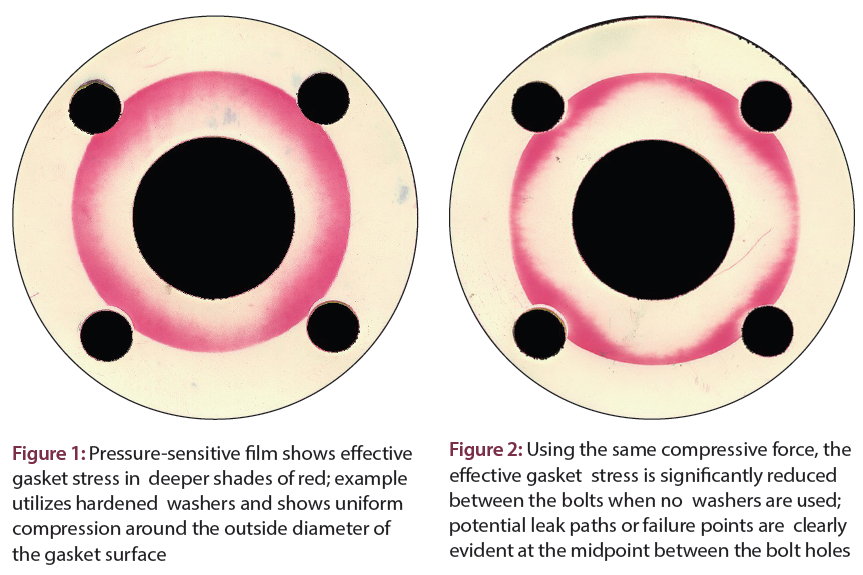
Utilizing through-hardened washers also disperses the applied load of the fastener assembly across the face of the flange. This allows for more uniform stress applied to the gasket contact area and reduces potential leak paths of the contained media.
3. Lubricating Threads & Contact Surfaces
Friction is the enemy of accuracy in bolting applications. Significant variables exist between different types of lubricants and anti-seize compounds. Care should be used to select a lubricant that avoids contamination of the process system or oxidation to the hardware and flange assembly. Never apply any lubricants to the gasket contact area of the flange.
The benefit of pre-coated bolts is primarily to protect against oxidation. While they will assemble with reduced friction initially, coated hardware should be lubricated if reused.
Apply lubricants liberally after inserting the studs or bolts through the flange to avoid contamination. After assuring the nut rotates freely to the point of contact with the flange, apply lubrication to the stud threads and interface between the nut and washer.
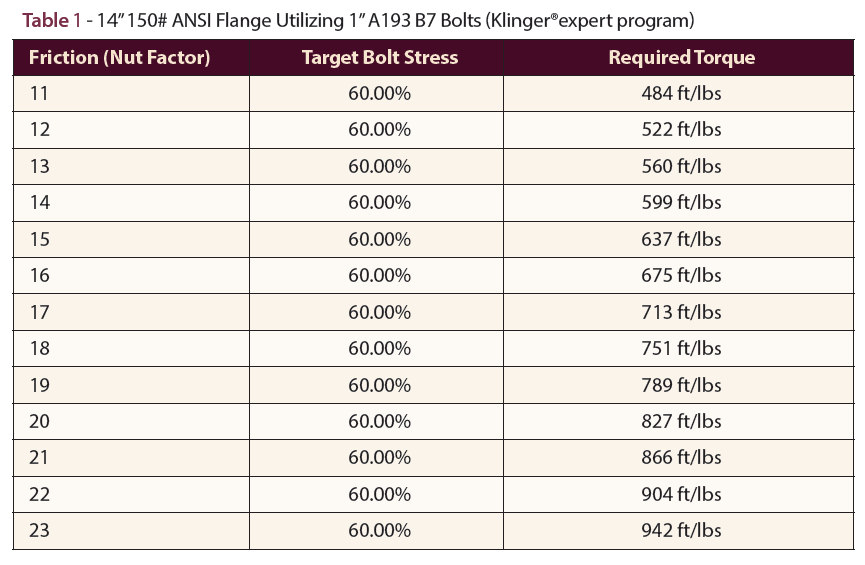
The nut factor, also called the K factor or friction factor, is available from most manufacturers of anti-seize products. This factor has a large impact on the effectiveness of applied torque. Table 1 shows the variations in required torque using different friction factors. Imagine the effects of using rusty or non-lubricated hardware!
Summary
In general, ASME suggests tightening to a preload of 40 percent to 70 percent of bolt yield. If this is within the tolerable stress ranges of the flange and gasket, torque guidelines can be readily developed for the specific application. Accurately measured force using turn of the nut methods is crucial for improved reliability. However, torque readings can be misleading without using a known friction factor or through-hardened washers to reduce variables in the assembly process.
Developing a target stress level, measuring applied force when tightening, using through-hardened washers, and lubricating fastener threads and interfaces are protocols that should be used at every industrial facility in the world. Lost production, increased energy usage and downtime associated with gasket leakage and failure should override any expense of implementing these exceptionally simple procedures.
This article is limited to turn of the nut methods for a bolted flange joint assembly. Axial tensioning uses a vastly different procedure to attain bolt preloads, which are not applicable here. Ultimately, ultrasonic strain measurement and other more refined technologies allow for greater levels of bolted flange joint reliability. However, at the end of the day, measuring bolt stress is only an assurance of tightening accuracy, not a method of obtaining tightness.
These recommendations are taken from ASME PCC-1, 2010 and 2013. The ASME document contains a vast amount of non- mandatory recommendations that are not addressed here.
Michael Kessel
Michael Kessel is a 30-year veteran in the fluid sealing industry, primarily as a technical sales specialist and manufacturer’s representative. During the past several years, he has concentrated on maintenance protocols as they relate to bolted flange integrity. Michael is the managing partner of Pro-Torc LLC and a regional representative for the TORC LLC line of hydraulic torque tools and accessories.
Related Articles

10 Steps to Achieve World-Class Manufacturing Maintenance Practices
Increasing Pump Reliability and Life
PLC: Programming in List on a Mitsubishi FX PLC - Part 2
Linear and Nonlinear Vibrations

Writing a Set of Seal Specifications

Why Oil Goes Bad