7 Costly Causes of Nozzle Wear
Jon Barber
Maybe you’re thinking to yourself that the waste and inefficiency caused by using worn spray nozzles just can’t be all that significant. If so, it’s time to change your thinking and determine if nozzle wear is a problem in your operations. Like many other processors, you may discover that you are wasting millions of gallons of water, thousands of gallons of chemicals and incurring many other unnecessary costs due to using worn nozzles.
Once you appreciate the magnitude of the issue, you should be motivated to take immediate corrective action.
They may look simple enough, but spray nozzles are highly engineered precision components that can wear over time or suffer damage during normal operations or even cleaning. These are the most common problems that cause sub-standard spray performance:
Causes of Spray Nozzle Troubles

Erosion/wear
Gradual removal of metal causes the spray nozzle orifice and internal flow passages to enlarge and/or become distorted. As a result, flow usually increases, pressure may decrease, the spray pattern becomes irregular and liquid drops become larger.

Corrosion
Spray nozzle material can break down due to the chemical properties of the sprayed material or the environment. The effect is similar to that caused by erosion and wear, with possible additional damage to the outside surfaces of the spray nozzle.

High temperature
Certain liquids must be sprayed at elevated temperatures or in high-temperature environments. The spray nozzle may soften and break down unless special temperature-resistant materials are used.

Caking/bearding
Build-up of material on the inside, on the outer edges or near the orifice is caused by liquid evaporation. A layer of dried solids remains and obstructs the orifice or internal flow passages.
Accidental damage
Damage to a nozzle orifice can occur if a spray nozzle is dropped or scratched during installation, operation or cleaning.

Clogging
Unwanted solid particles can block the inside of the orifice. Flow is restricted and spray pattern uniformity disturbed.

Improper re-assembly
Some spray nozzles require careful re-assembly after cleaning to ensure that internal components, such as gaskets, O-rings and valves, are properly aligned. Improper re-assembly causes leaking and inefficient spray performance.
To identify worn nozzles, look for these clues:
Quality control issues and increased scrap
Worn, clogged and damaged spray nozzles will not perform per specification, and can result in uneven coating, cooling, cleaning, humidifying and drying.
Increased maintenance time
Unscheduled spray system downtime, or an increase in cleaning frequency, is an indicator of spray nozzle wear.
Flow rate change
The flow rate of a spray nozzle will increase as the surfaces of the orifice and/or the internal core begin to deteriorate. In applications using positive displacement pumps, the spraying pressure will decrease as the spray nozzle orifice enlarges. Even small changes in flow rate can have a negative impact on quality, so routine monitoring can reveal potential problems. But in some instances, the spray pattern will look fine — so it will be necessary to actually collect and measure the spray fluid output in order to reveal wear.
Deterioration of spray pattern quality
When orifice wear occurs in hollow cone spray nozzles, spray pattern uniformity is destroyed. Streaks develop and the pattern becomes heavy or light in the circular ring of fluid. In full cone spray nozzles, the pattern distribution typically deteriorates as more liquid flows into the center of the pattern. In flat fan sprays, streaks and heavier flows will be visible in the center of the pattern and the effective spray angle coverage will decrease.
Spray drop size increase
Liquid flow will increase, or spraying pressure will decrease, as nozzles wear. The result? Larger drops and less total liquid surface area. This is tough to detect visually, so if you suspect a problem, arrange for drop size testing.
Lowered spray impact
Worn spray nozzles operate at lower pressure, generally resulting in lower spray impact. (Ironically, in applications with centrifugal-type pumps, impact may actually increase because of increased flow through the spray nozzle.) Special testing may be required.
More from Jon Barber on Nozzle Wear.
Related Articles
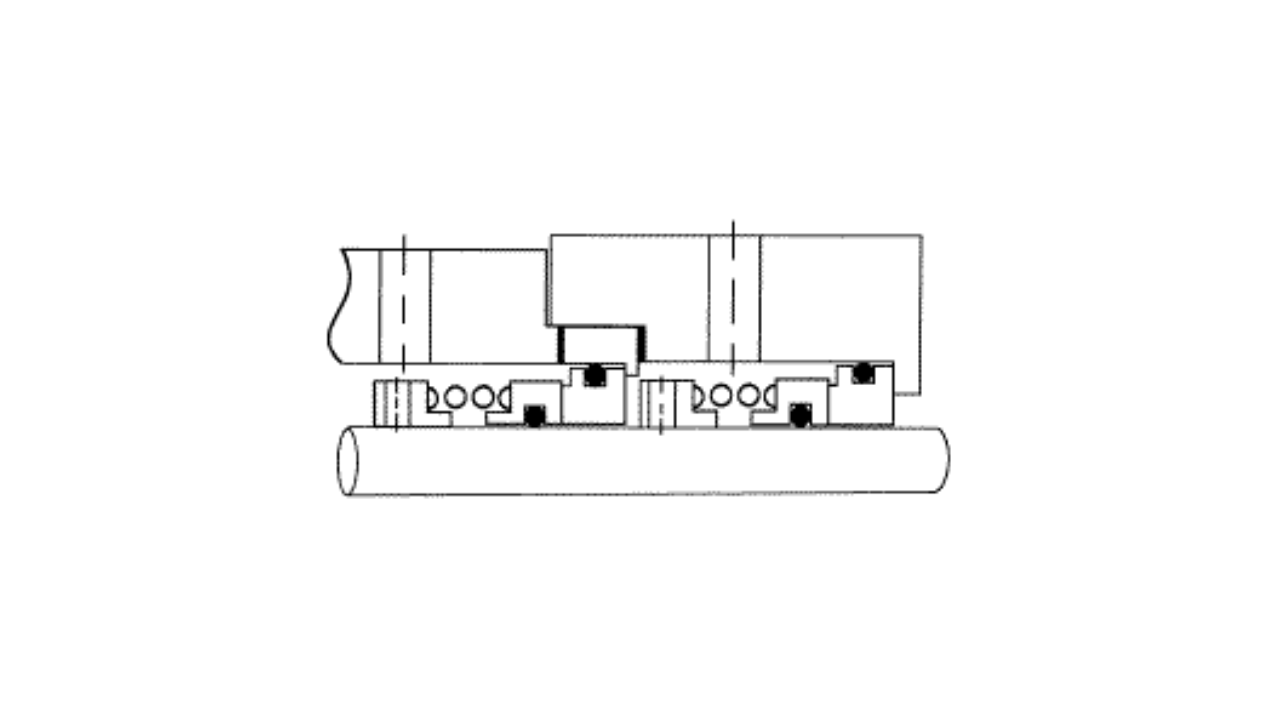
Consumers use the term "flushing" to describe six different methods of bringing fluid to the stuffing box area of a centrifugal pump. Experienced seal people use different terms to differentiate between the methods.
Consumers use the term "flushing" to describe six different methods of bringing fluid to the stuffing box area of a centrifugal pump. Experienced seal people use different terms to differentiate between the methods.
See More
What they finally realized is that the majority of their day-to-day work orders were being generated to repair things that were happening at the failure mode level, which was determined to be reactive maintenance. How times have changed! These days, the majority of those senior level managers have been promoted into positions within the reliability group and their technicians are now using improvement-based maintenance techniques. They have never looked back since!
What they finally realized is that the majority of their day-to-day work orders were being generated to repair things that were happening at the failure mode level, which was determined to be reactive maintenance. How times have changed! These days, the majority of those senior level managers have been promoted into positions within the reliability group and their technicians are now using improvement-based maintenance techniques. They have never looked back since!
See More
Spindles are one of the most expensive and sophisticated rotating components on the planet. They rotate at super high speeds with fits and tolerances 10 to 20 times what is required on other rotating devices, such as pumps or motors. If there ever were machines that needed to communicate their health and activity it would be spindles.
Spindles are one of the most expensive and sophisticated rotating components on the planet. They rotate at super high speeds with fits and tolerances 10 to 20 times what is required on other rotating devices, such as pumps or motors. If there ever were machines that needed to communicate their health and activity it would be spindles.
See More
It is estimated that almost half (45 percent) of global electricity is used by electric motors. Electric motors drive a considerable amount of equipment in almost all industries, from power generation to water and food supply to consumer products. The importance of electric motors in modern society cannot be understated. It is because of this vital role that it pays huge dividends to keep your electric motors running efficiently through a quality reliability program that includes energized and de-energized electric motor testing (EMT).
It is estimated that almost half (45 percent) of global electricity is used by electric motors. Electric motors drive a considerable amount of equipment in almost all industries, from power generation to water and food supply to consumer products. The importance of electric motors in modern society cannot be understated. It is because of this vital role that it pays huge dividends to keep your electric motors running efficiently through a quality reliability program that includes energized and de-energized electric motor testing (EMT).
See More
Regardless of the approach taken to measure true dynamic movement, coupled machines need to be set to cold alignment targets that will reflect the actual changes in the shaft alignment. This will lead to lower vibration levels, increased Mean Time Between Failures, decreased maintenance expenditures and increases in production. Much like the philosophical change from aligning shafts with dial indicators to aligning shafts with laser based systems, these types of measurements will take some time to be generally accepted and routinely practiced.
Regardless of the approach taken to measure true dynamic movement, coupled machines need to be set to cold alignment targets that will reflect the actual changes in the shaft alignment. This will lead to lower vibration levels, increased Mean Time Between Failures, decreased maintenance expenditures and increases in production. Much like the philosophical change from aligning shafts with dial indicators to aligning shafts with laser based systems, these types of measurements will take some time to be generally accepted and routinely practiced.
See More
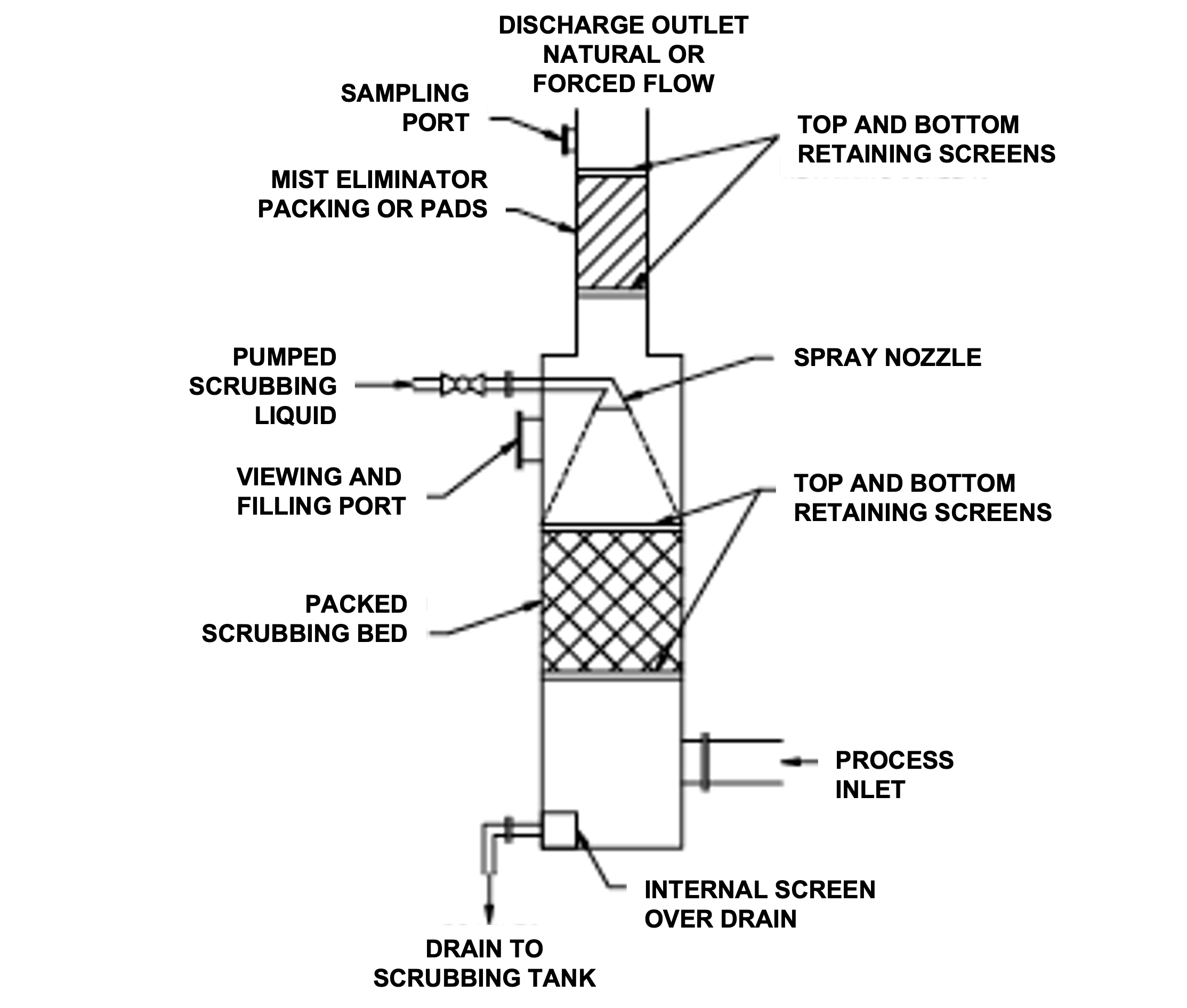
Is your scrubbing tower working? A wet scrubbing tower is used to clean odors, particles, mists, and vapors from a gas stream. The gas is forced through the tower. As it moves from inlet to outlet it is washed and cleaned. The washing is done with suitable chemicals that remove the active components in the gas flow. The gas is cleaned to environmentally acceptable levels and discharged to atmosphere.
Is your scrubbing tower working? A wet scrubbing tower is used to clean odors, particles, mists, and vapors from a gas stream. The gas is forced through the tower. As it moves from inlet to outlet it is washed and cleaned. The washing is done with suitable chemicals that remove the active components in the gas flow. The gas is cleaned to environmentally acceptable levels and discharged to atmosphere.
See More
The article is intended to provide a few tips for blower maintenance to plant maintenance professionals in reducing the downtime and increasing the reliability of blowers. Generally the apparent reasons for blower failure are: Failure of Bearings and High Vibrations
The article is intended to provide a few tips for blower maintenance to plant maintenance professionals in reducing the downtime and increasing the reliability of blowers. Generally the apparent reasons for blower failure are: Failure of Bearings and High Vibrations
See More