Writing a Set of Seal Specifications
www.mcnallyinstitute.com
It is extremely important for any modern process company to have a good set of seal specifications. When written properly the seal specifications will:
Classify seals by operating conditions.
Speed
- You can use rotating seals (the spring rotates with the shaft) to 5000 feet per minute (25 Meters per sec.) as measured at the seal faces.
- You must use stationary seals for speeds greater than 5000 feet per minute (25 Meters per sec.) as measured at the seal faces. Stationary seal are usually a much better choice for all speeds because they are not sensitive to mis-alignment between the pump and the driver and other forms of shaft deflection
Pressure
- Specify balanced seals for stuffing box pressures of one Torr vacuum to 400 psi. (28 bar) Note: this is not discharge pressure.
- Use heavy duty seal designs for greater pressures. These designs incorporate:
- Back up rings to prevent elastomer extrusion.
- Thicker cross section components to prevent face distortion.
- New configurations have become popular since the introduction of finite element analysis programs.
- Lower spring pressure at the seal faces.
- A different balance ratio. Especially with fluids having a specific gravity below 0.4.
- Specify two way balance for double seal applications. This will prevent opening the inner seal if barrier fluid pressure is lost, or if there are fluctuations in stuffing box pressure.
Temperature
- Use O-rings to published temperature limits.
- Use non elastomer (metal bellows) seals for temperatures outside these limits. Petroleum products being the exception because of “coking”. In these applications seal chamber cooling is necessary.
Motion capability
- Specify excessive motion designs for mixers, agitators, sleeve bearing equipment, etc. These designs incorporate:
- Wider hard faces so that the thinner carbon/ graphite face has more radial movement capability.
- More internal clearance in the seal components.
- Axial movement capability without compressing or extending the spring or springs and affecting proper face loading.
Use dual seals
- Any time you pump:
- Dangerous products
- Pollutants
- Costly products
- If down time is very expensive.
- Fluids that give off fugitive emissions.
- These dual seals can be used in the following configurations:
- Rotating face to face
- Rotating tandem
- Rotating concentric
- Stationary back to back
- Stationary concentric
- Stationary tandem
- Do not use dual seals in the following configurations:
- Rotating back to back
- Stationary face to face
- Stationary tandem if the first stationary face is positioned in the bottom of the stuffing box.
In each of these configurations the sealed product is at the inside diameter of the seal faces and sliding components. Solids in the fluid will cause problems as centrifugal force throws the solids into the seal faces and restricts the free movement of the sliding and flexing components.
The inner seal should be pressure balanced in both directions to prevent opening of the inner seal if barrier fluid (or system) pressure fluctuates or is lost. Two way balance can easily compensate for vacuum or reversing pressure.
Clearly identify all of the seal materials, otherwise it will be impossible to troubleshoot a premature seal failure.
- Carbon/graphite. Only unfilled grades are acceptable with the exception of cryogenic service, where a special self lubricating grade is necessary. Do not use a carbon /graphite if you are sealing petroleum products. The small pits that form in the face will not allow the seal to pass a fugitive emission standard.
- Hard faces. Alpha sintered silicone carbide, nickel base tungsten carbide and 99.5 Ceramic are all satisfactory faces for most applications. Keep in mind that 99.5 ceramic is a poor heat conductor
- Elastomers. Use the O-ring configuration. Any of the acceptable and available compounds are satisfactory. The O-rings must not be spring loaded or glued in any manner. When using Viton® specify those grades that can be used with water and steam.
- Metal components. Any corrosion resistant material compatible with the pumped fluid and pump components is acceptable. The springs or metal bellows should be manufactured form Hastelloy “C” or any other acceptable material not subject to chloride stress corrosion.
Desirable features in any mechanical seal.
- Centering ability. You want to start out with the narrow softer face in the center of the wider hard face so that the seal can compensate for maximum shaft deflection. Centering can be accomplished by:
- Piloting the inside of the stuffing box.
- Piloting the outside diameter of the stuffing box face.
- Shim stock at the inside diameter of the stationary face and center off he shaft.
- Cartridge centering clips.
- Anti clogging features:
- Springs out of the fluid.
- The dynamic elastomer moves to a clean location.
- Centrifugal force throws the solid particles away from the lapped seal faces and flexible components.
- Non fretting designs with no dynamic elastomers touching the shaft or sleeve. Solid shafts should be specified to help resist shaft deflection at start up and when running off of the pump curve best efficiency point (BEP)
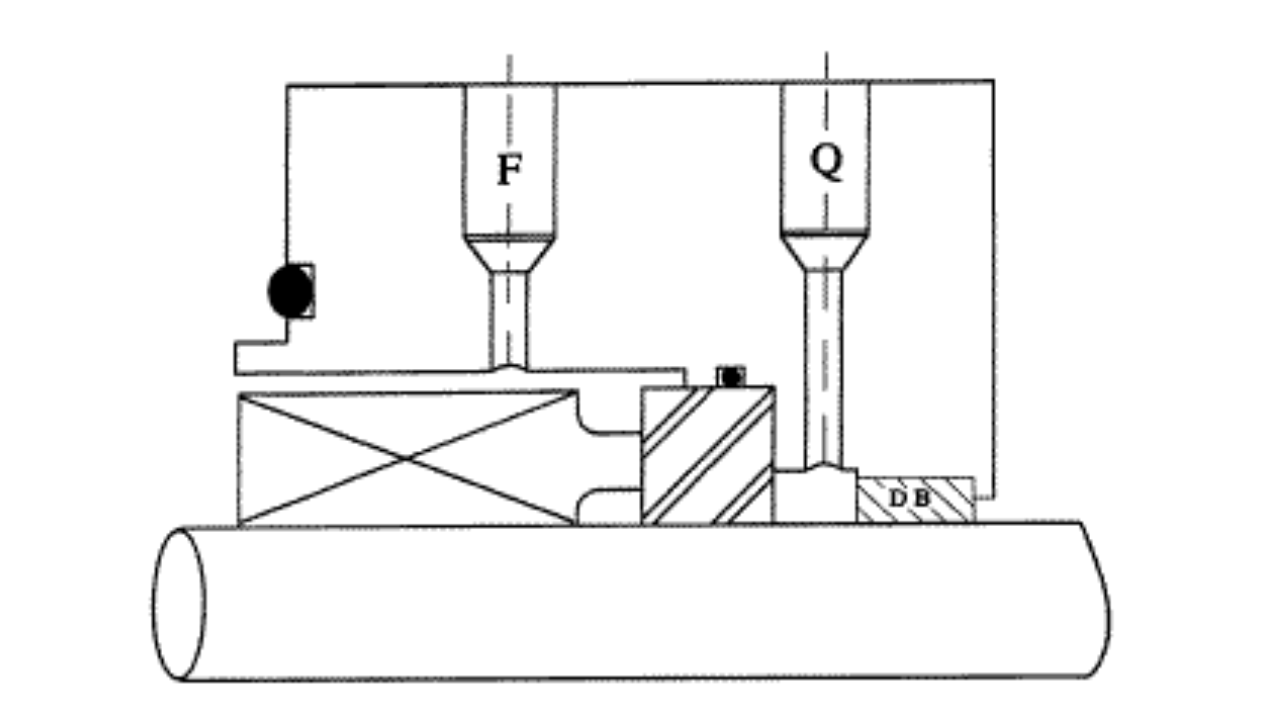
- Built in environmental controls where possible.
- Flush/ recirculation/ vent connection.
- A vent and drain/ quench connection.
- Disaster bushing for bearing failure and personnel protection.
- The smallest cross section possible to maximize the room in the narrow stuffing box. You need this room for radial shaft movement and for some place to centrifuge heavier solids in the liquid
- Cartridge designs for open impeller adjustment and ease of assembly.
- Be sure the cartridge is sealed to the shaft or sleeve at the inboard end. Outboard sealing can let solids penetrate between the seal sleeve and the shaft making the seal removal difficult
- Split designs for easiest installation and to avoid re-alignment between the equipment and its driver.
- Glued elastomers are never acceptable. The glue will cause a hard spot to form in the elastomer causing the dynamic seal to leak.
- Vibration damping, especially with metal bellows designs.
- Slotted or other forms of non dedicated glands for maximum flexibility.
- Rotate the fluid in the stuffing box rather than have the seal components rotate through the fluid. This is especially important in metal bellows designs because of their thin plates. Abrasive fluids can cause severe wear in a short period of time.
Repair kits
Present and more restrictive future legislation will discourage the shipment of seals to outside repair facilities or back to the manufacturer because of personnel hazard problems. Try to select designs that can easily be cleaned and the critical parts replaced at your facility. The following parts must always be replaced:
- The carbon/ graphite face. Relapping is not acceptable because trapped solids and lapping fluid will be forced into the soft carbon. Machining or grinding a blank carbon is not acceptable because the blank will not have enough density when the outer layers are removed.
- The springs work harden with time and corrode at a faster rate than the other metal components.
- All of the elastomers (rubber parts).
- Set screws. They are not manufactured from hardened material because of corrosion resistance and if used several times, will “mushroom” and lose their holding ability.
- Gaskets.
Relapping of the hard face is acceptable as long as there are no cracks or chips visible.
Hopefully this article help you write your own set of seal specifications, but if you need further assistance writing your seal specifications, pop a message in the Maintenance World Discussion Group.
Related Articles

Adjusting Packed Centrifugal Pumps with Open Impellers
Maintenance Equipment: Basic of Centrifugal Pumps
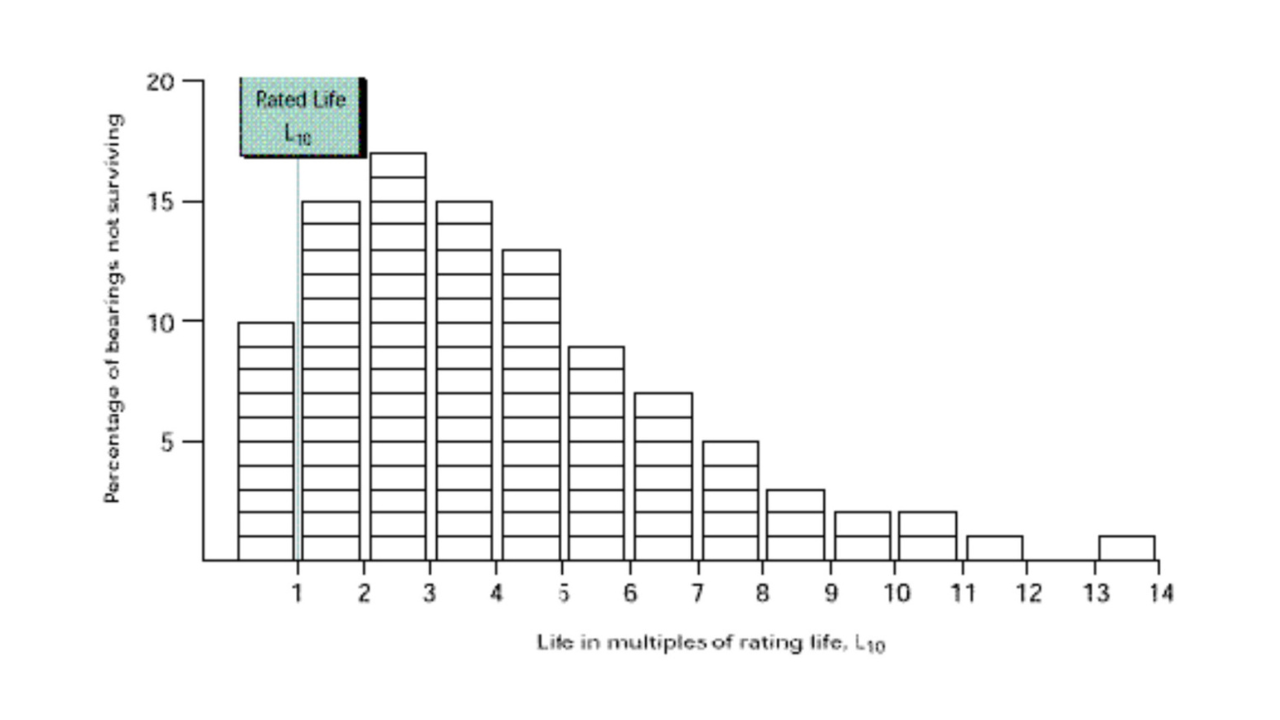
Basis for Bearing Life Calculation
What are Angular Contact Bearings?

Chain Drive Design Recommendations
The API Gland