Temperature Shock of Hydraulic Components and How to Avoid It
Have you ever heard of temperature shock?
A client recently asked me to investigate and solve a recurring problem on a diving bell launch and recovery system. The system comprised of a hydraulic power unit, a bell winch, an umbilical winch and a guide-wire winch.
To launch the bell, the guide-wire winch is used to lower a clump weight to the seabed (the guide wires prevent the bell from spinning during launch and recovery) and then the bell and its umbilical are launched using their respective winches.
After the divers have finished their shift on the seabed (usually 6-8 hours) the bell and its umbilical are recovered, followed by the clump weight.
The problem was occurring during recovery of the clump weight with the guide-wire winch. The hydraulic motor on this winch was of radial piston design. When the winch was summoned to haul up the clump weight, the distributor shear pin (designed to prevent torque from being applied to the distributor valve), was frequently shearing, rendering the winch unserviceable. Once this pin has sheared, the distributor must be removed from the motor and the pin replaced. Apart from the obvious inconvenience, this was resulting in costly downtime. The cause of this problem was temperature shock.
What is temperature shock?
When there is a significant difference between the temperature of a hydraulic component and the fluid being supplied to it, rapid, localized heating of the internal parts of the component can occur. This causes individual parts of the component to expand at different rates, resulting in interference between parts that normally have fine clearances.
How does this happen?
Temperature shock occurs when part of a hydraulic circuit is operated for long enough for the hydraulic fluid in the system to reach operating temperature, and then a previously idle part of the circuit is functioned. This results in hot fluid being delivered to cold components.
In the example described above, due to the length of time between the launch of the bell and its recovery, the hydraulic system was at ambient temperature at the start of the recovery operation.
By the time the bell and its umbilical had been hauled up 450 feet and were safely on deck, the hydraulic fluid was at operating temperature. But the guide-wire winch, which had been idle during this time, was still at ambient temperature.
When the guide-wire winch was operated to recover the clump weight, the hot fluid entering the cold motor was causing the distributor valve to expand and bind in its housing, resulting in failure of the shear pin and rendering the motor unserviceable.
How can this be prevented?
The solution to this problem and the fix in the above example is quite simple. To prevent temperature shock of hydraulic motors, the motor’s case must be continuously ‘flushed’ (positive circulation of a relatively small volume of fluid through the case). This ensures that the motor is always at the same temperature as the fluid in the system.
Is the trouble with your hydraulic system related to overheating? If so, keep reading.
Related Articles
"I have heard many different opinions as to whether funnels should be used for topping off an oil reservoir. Can you explain why funnels should or should not be used?" Across industry, it seems that if you are filling a machine or topping it off with oil, you will need to transfer the lubricant from a large container through a small fill port at the top of the machine. A funnel is designed to make this opening wider for adding oil. While funnels can make this task easier, they are not recommended because of their potential to introduce contaminants into the lubricant.
"I have heard many different opinions as to whether funnels should be used for topping off an oil reservoir. Can you explain why funnels should or should not be used?" Across industry, it seems that if you are filling a machine or topping it off with oil, you will need to transfer the lubricant from a large container through a small fill port at the top of the machine. A funnel is designed to make this opening wider for adding oil. While funnels can make this task easier, they are not recommended because of their potential to introduce contaminants into the lubricant.
See More
If your business doesn’t offer corrosion prevention, repair and maintenance, you are missing a massive segment of the painting and coatings marketplace. Corrosion is such a massive problem; some estimates put it past $1 trillion in damage to the U.S. economy each year.
If your business doesn’t offer corrosion prevention, repair and maintenance, you are missing a massive segment of the painting and coatings marketplace. Corrosion is such a massive problem; some estimates put it past $1 trillion in damage to the U.S. economy each year.
See More
The primary physical characteristics of lubricants that are affected by temperature include viscosity, viscosity index, pour point and the base oil. Let's deal with these individually.
The primary physical characteristics of lubricants that are affected by temperature include viscosity, viscosity index, pour point and the base oil. Let's deal with these individually.
See More
Preventive maintenance is a strategy that helps plan regular and routine maintenance to maximize the longevity of assets, equipment, and buildings. It also helps reduce the chances of unexpected equipment failures, costly unplanned downtimes and reactive maintenance. Businesses implement PM strategies by planning and scheduling maintenance activities based on real-time operational data using a computerized maintenance management system (CMMS).
Preventive maintenance is a strategy that helps plan regular and routine maintenance to maximize the longevity of assets, equipment, and buildings. It also helps reduce the chances of unexpected equipment failures, costly unplanned downtimes and reactive maintenance. Businesses implement PM strategies by planning and scheduling maintenance activities based on real-time operational data using a computerized maintenance management system (CMMS).
See More
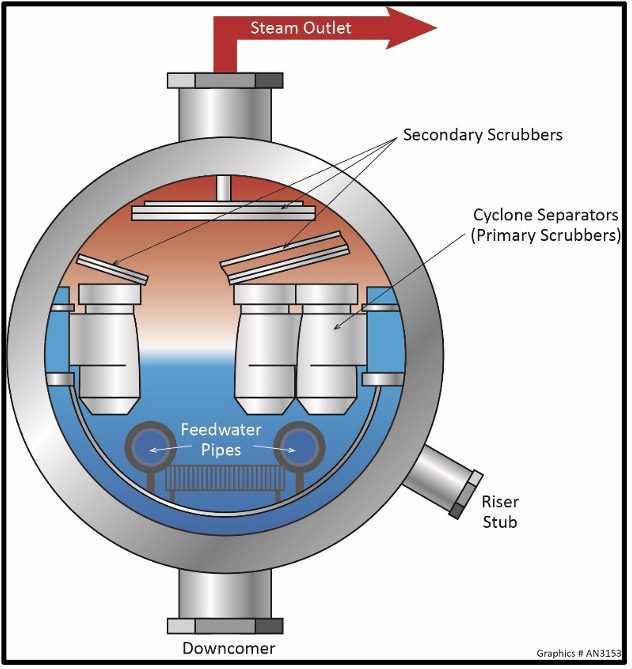
In this article, we will examine how both proper boiler chemistry monitoring and conscientious steam system maintenance are necessary for reliable and safe operation. A key takeaway, that hopefully has been a recognizable thread throughout these installments, is the importance of training. Too often, the author has visited plants where the water treatment/steam generation personnel were undertrained and/or not given the proper tools for the job.
In this article, we will examine how both proper boiler chemistry monitoring and conscientious steam system maintenance are necessary for reliable and safe operation. A key takeaway, that hopefully has been a recognizable thread throughout these installments, is the importance of training. Too often, the author has visited plants where the water treatment/steam generation personnel were undertrained and/or not given the proper tools for the job.
See More
Extended service life relies on scheduled black-light monitoring to determine areas of premature coating wear. The timetable depends on the type of coating and its service environment. If low-intensity fluorescence is detected during black-light inspections, maintenance can be delayed. If high-intensity fluorescence is found, complete coating failure is imminent, and repairs should be performed as soon as possible.
Extended service life relies on scheduled black-light monitoring to determine areas of premature coating wear. The timetable depends on the type of coating and its service environment. If low-intensity fluorescence is detected during black-light inspections, maintenance can be delayed. If high-intensity fluorescence is found, complete coating failure is imminent, and repairs should be performed as soon as possible.
See More