Fluorescent Cleaning Non-Destructive Testing
James Deardorff, President, Superior Coatings Co.
New integrated process combines traditional cleaning methods with fluorescence-based inspection
In recent years, the tremendous growth of available technologies and the resulting trend towards component miniaturization and increased product reliability has challenged many companies to upgrade their current cleaning operations to satisfy the higher quality standards required by new product designs. Fluorescent cleaning non-destructive testing (FC/NDT) is a new integrated process that combines traditional cleaning methods with fluorescence-based inspection.
Fluorescent cleaning non-destructive testing promises to increase operational efficiency and provide low-cost, quality assurance to a greater range of cleaning operations. Fluorescent cleaning non-destructive testing uses special purpose cleaning materials formulated with an internal luminescent tracer. This produces a highly visible contrast between soiled surfaces and the fluorescent cleaning formulation when illuminated by black light or visible light energy.
Fluorescence verification offers many performance advantages over traditional cleaning practices. Uniform coverage and complete saturation of all available surfaces can be easily monitored by black light, non-destructive testing. This includes small parts or large surfaces with complicated designs. Cleaning performance is measured by the amount of fluorescence remaining on a surface. Complete contamination removal is verified by the total absence of visible fluorescence. Black light NDT inspections can be performed at virtually any point during the production phase or at future intervals to support ongoing maintenance programs.
Introduction
One of the greatest strengths of American manufacturing is the quality of its products. When consumers buy “Made in America” they can be assured that virtually everything possible has been done to ensure that new purchases will provide years of reliable service that meets or exceeds their expectations.
Manufacturers have long realized the importance of process cleaning during the production phase. This is done to maximize product quality and prevent premature component failure. However, rarely are detailed instructions provided for keeping assets clean after being put into service.
Today, maintenance cleaning has gained new importance due to the increased amounts of chemical pollution in the atmosphere. Increased industrial activity has created a new generation of airborne chemical pollutants that can significantly affect performance and limit the service life of modern products. With rinsing prices there is a critical need for products that last longer to maintain realistic consumer costs.
Fluorescent cleaning non-destructive testing (NDT) has been developed to establish and maintain a level of “cleanliness” for high-value durable goods, equipment, and critical components for steel structures previously not available by traditional methods. FC/NDT is based on a principle whereby black light-activated fluorescence is used to evaluate surface integrity. Fluorescence produces an enhanced visual signature (EVS) between a soiled surface and the fluorescent cleaning formulation. This provides workers with a safe, simple and effective way to monitor cleaning performance over the life of the surface.
When incorporated in planned maintenance programs Fluorescent cleaning non-destructive testing minimizes the amount of contaminants available to interact with manufactured surfaces. This reduces the stress placed on key components for improved operational and service performance.
Currently, industry recognizes four major maintenance classifications: Reactive, Preventive, Predictive, and Reliability Center Maintenance (RCM) programs.
Reactive maintenance is where an asset is allowed to operate to failure. It is estimated that 55% of all maintenance repairs are based on reactive principles.
Preventive maintenance is where maintenance is performed on a predetermined schedule in an attempt to prevent a more costly failure from occurring in the future. The frequency of preventive maintenance is based on work histories or the manufacturer’s service recommendations. It is estimated that 31% of all maintenance programs are based on preventive principles.
Predictive maintenance is based on current asset condition and can virtually eliminate instances of catastrophic component failure. Predictive maintenance programs can be very expensive to put into service. Testing equipment can cost tens of thousands of dollars plus, there is the added expense for training personnel in predictive maintenance operations. It is estimated that 12% of all maintenance programs use predictive principles.
Reliability Centered Maintenance (RCM) is an advanced maintenance discipline that determines the optimum service requirements for an asset in its current operational environment. RCM combines preventive and predictive maintenance principles in combination with root cause analysis. Root cause analysis is used to determine why a failure has occurred and what changes or modifications can be performed to prevent a similar event in the future.
Fluorescent cleaning NDT can be used with any of the four maintenance programs, but it is most effective with preventive, predictive, and RCM. Any maintenance operation is more efficient when components are free of dirt, soils, grease, and grime which aids in repair or replacement operations
How it Works
More than 3,000 natural and manmade substances can transform invisible electromagnetic energy into longer wavelengths that produce fluorescence. These substances react because they comprise easily excitable molecules. When these molecules are excited by UV-A “black light” radiated energy this energy in the form of photons causes one or more electrons to be “kicked up” into a higher energy level (See Figure 1). These electrons will eventually return to their original ground state where they release excess energy in the form of visible fluorescence.
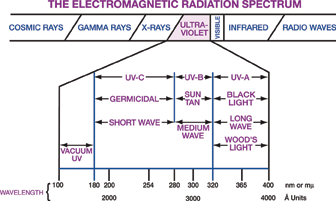
Black light, also known as Woods Light, long wave ultraviolet (UV-A), or near ultraviolet is a form of electromagnet energy that occurs just beyond the visible light spectrum. This low energy wavelength covers the region between 320 nano-meters (nm) and 400 nm (a nanometer is one billionth of a meter). Unlike ordinary light bulbs that produce light by sending an electric current through a filament wire in a vacuum, black light is produced by directing electricity through a tube filled with an inert gas such as argon and a small amount of mercury. As the electric spark is passed across two electrodes, it causes the mercury atoms to move at high velocity. As the atoms slow down they release excess energy in the form of fluorescence.
Note: the average worker with 20 x 20 vision can locate a particle 50 microns of size in good light and allow adequate time for a thorough visual inspection. The same worker using fluorescent cleaning non-destructive testing can locate a particle 10 microns in size or smaller even in low light conditions or during production cleaning operations.
“The Need for Clean.” Prior to 1960, maintenance cleaning generally involved the removal of dirt, dust, and simple soils from surfaces exposed to the environment. By the mid 1970’s increased industrial activity had dramatically increased the amounts of chemical pollution in the atmosphere. Power plants, chemical processing, the internal combustion engines, and jet engine exhaust increased emission levels of nitric acid, sulfuric acid, and carbon dioxide to the point where the acidity of rainfall in the Northeast reached a ph value of 4 by the 1970’s. This coined the term “acid rain” pollution. It has been estimated that 6.1 billion metric tons of greenhouse gas pollution are added to the earth’s atmosphere each year.
Adding to the problem of atmospheric pollution was the endorsement of the “Clean Pavement” policy by highway maintenance departments. It had been learned that the application of sodium chloride and calcium chloride greatly reduced snow removal costs and improved driver safety during winter months. From 1965 to 1979 road salt use increased from 4 million tons to over 12 million tons. This had a devastating effect on vehicles and eventually forced manufacturers to redesign their products to be more resistant to road salt corrosion. Owners were also encouraged to wash vehicles often to reduce road salt corrosion damage. (See Figure 2.)

How Fluorescent Cleaning Non-destructive Testing is used. There are a variety of ways fluorescent cleaning non-destructive testing can be used in maintenance cleaning programs. One Step FC/NDT cleaning. One- step cleaning uses simple detergents containing the fluorescent additive; the FC detergent is applied to a surface then wiped or rinsed off. Cleaning quality is determined by the level of fluorescence remaining on the surface.
Two-Step FC/NDT Cleaning. With two-step fluorescent cleaning non-destructive testing cleaning, a fluorescent indicator is applied to a soiled surface. Coverage and saturation are verified by black light; then, an appropriate detergent is applied and rinsed clean. Again, cleaning quality is determined by the level of fluorescence remaining on the surface.
Program Advantages
Fluorescent cleaning non-destructive testing is designed to establish and maintain a level of “cleanliness” for high-value durable goods, equipment, and critical components for steel structures previously not available by traditional means.
FC/NDT eliminates the need for complicated inspection equipment or lab testing to verify cleaning quality for non-critical applications.
Fluorescent cleaning non-destructive testing improves cleaning performance for bearings, motors, valves, electronics, and control mechanics.
FC/NDT prevents the excessive build-up of contaminants in hard-to -clean areas including weld, joints, corners, cracks, crevices, cavities, or other irregular surfaces.
Fluorescent cleaning non-destructive testing extends “cleanliness” periods by improved contamination removal
FC/NDT reduces the stress placed on protective coatings by chemical pollution.
Fluorescent cleaning non-destructive testing provides real-time assessment of cleaning performance that virtually anyone can use and understand.
Foam Cleaning
Foam cleaning uses compressed air and a detergent mixed in a portable container or an in-line injection device attached to a water hose (See Figure 3.). The foaming action is produced at the spray nozzle by forcing the air/detergent mix through a special orifice.
Advantages for foam cleaning include:
1. Foam cleaning solutions remain on the surface longer for improved performance.
2. Foam expands liquid 50 to 100 times. This allows the cleaning of voids where liquid detergents alone could not reach.
3. Foam cleaning reduces detergent use.
4. Foam cleaning reduces waste water amounts.
5. Foam cleaning reduces worker injury exposure
6. Foam cleaning reduces equipment damage from high-pressure water cleaning.
7. In many cases, foam can be rinsed off with a simple water hose.
8. Regular foam cleaning prevents the excessive build-up of dirt, dust, & soils.
9. Foam cleaning provides visual verification of coverage and saturation of a soiled surface.
10. Foam cleaning extends clean cycles by a more thorough cleaning process.
11. Fluorescence can be incorporated with foam cleaning for better quality control.

Improved Cleaning Performance Through Surface Modification. Permanon1 is a new micro thin clear coating from Germany that has the ability to keep manufactured surfaces clean through surface modification. Permanon is based on nano-technology or the creation or organization of materials and devices at the nano-level (one billionth of a meter). Permanon is one of the first materials to use electrostatic attraction as the sole bonding mechanism with a host surface. The main component of Permanon is silicium S-14 basically a component of glass and the same material used to produce modern computer chips. When Permanon is incorporated in a water-based polymer solution, it is transformed into a highly effective, ultra thin coating for virtually any hard surface.
How Permanon Helps Keep Surfaces Clean. Virtually all surfaces contain microscopic defects known as capillary structures. Capillary structures are microscopic defects in virtually all surfaces, and there may be millions per square inch. Contaminants such as fine dirt, minerals, and chemical pollution are attracted to these voids where they are extremely hard to remove.
When Permanon is applied to a clean, hard surface, that surface takes on properties that are virtually identical to hardened glass. It is chemically inert and will not react with the base material. In other words, the majority of soils will not bond to a treated surface. Acid rain and other chemical compounds wash off easily significantly reducing the hydroscopic nature of surfaces exposed to natural or environmental pollution.
The filling of the capillary structures with silicium nanoparticles produces a super hydrophobic surface or a surface that is highly repellant to moisture. To a degree, Permanon reverses the polarity of the treated surface from negative to positive. Since dirt, dust, and grime usually have a positive charge, the surface has the tendency to repel airborne contaminants. This functions in much the same way as two magnets placed together positive side to positive side.
Another feature of Permanon is its high contact angle measurement determined by the ASTM 2202, test for hydrophobic surfaces by water break test. Surfaces treated with Permanon dramatically reduce surface energy levels and the potential of moisture to wet out a surface. For this reason, the surface tension of the water molecules result in a spherical form. The more complete the water droplet the higher the contact angle measurement.
Fluorescent cleaning non-destructive testing used in combination with Permanon surface modification produces a product that is easier to clean, stays clean longer, and reduces lifetime cleaning expense.
Conclusion
In recent years, U.S. manufacturing has found it increasingly difficult to compete with foreign countries for global market share. This is due to cheaper labor costs and less stringent worker safety standards and environmental regulations. The development of next generation strategically engineered maintenance and preservation programs for high-value assets will help create new jobs, reduce our massive trade deficit, and lay the ground work for a sustainable future for generations to come.
The discovery of oil as an energy source created an unsustainable climate of wealth for mankind. When the world’s supply of oil is depleted the illusion of material wealth will also disappear. At this time man will be forced to return to the real world of limited resources and realistic opportunities.
References
1. “Permanon Nano-Based Technology Reduces Factors that Cause Many Coating Failures,” Metal Finishing, Volume 109, #1, pps 29-31.
Jim Deardorff is president of Superior Coating Company, based in Chillicothe, Mo. He has more than 25 years experience in the application and maintenance of protective coatings for a variety of jobs, including equipment, metal buildings, storage tanks, and fabricated steel products. In recent years, a major part of Deardorff’s work has involved classic restoration, car, tractors, and vintage aircraft. Deardorff has also written more than 50 articles and it currently working with Iowa Waste Reduction Center IWRC on an abrasive blasting training manual for the Department of Defense. The completed manual will include instructions on low pressure low impact abrasive cleaning operations. He may be reached via e-mail at jdeardorffsupct@yahoo.com.
Related Articles

What is Preventive Maintenance? A Comprehensive Guide

Equipment Inspections: Who is Doing Them?

Checking Best Practices for Preventive Maintenance
Lube Routes vs. Combo PMs: What's Best? What are the Issues?

Why Oil Goes Bad



