[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Forging into the Future: A Brief Overview of the Metal Forging Industry
Forging into the Future: A Brief Overview of the Metal Forging Industry
Elizabeth Ruiz
Posted 1/3/2024
Metal forging is an ancient process that has existed in different forms throughout history. Today, many industries are using different types of alloys including carbon, stainless steel, nickel, and titanium. The majority of these are highly resistant to corrosion with a great strength tolerance and are being utilized in a number of applications for pulp and paper, pharmaceuticals, and petrochemical, among many others. (BIC Magazine)
This newsletter will dive into the metal forging process, how it has changed over time (including new advances), reliability and maintenance in forging plants, and safety tips for forging professionals.
What is Metal Forging?
According to Eric Weimar with PVF in an article from BIC Magazine, metal forging is a process of forming metal in which forces are applied on the material to create stress that exceeds the yield stress while staying under the ultimate stress, producing a permanent distortion in the material to be used to change the shape of the component. Simply put, the piece is heated to a high temperature, then placed on a die. Extreme compressive force is applied using a similar die, or alternatively, vertical hammers, intermittently or continuously, allowing for deformation of the workpiece.
The Federal Group USA explains that metal forging can produce some of the strongest existing manufactured parts. This is due to:
Heating and pressing the metal seals minor cracks and closes empty spaces.
The hot forging process separates and redistributes impurities in the metal, greatly reducing inclusions (compound materials embedded in steel during manufacturing which cause stress points).
Forging strengthens metal through alteration of the grain structure, making it sturdier.
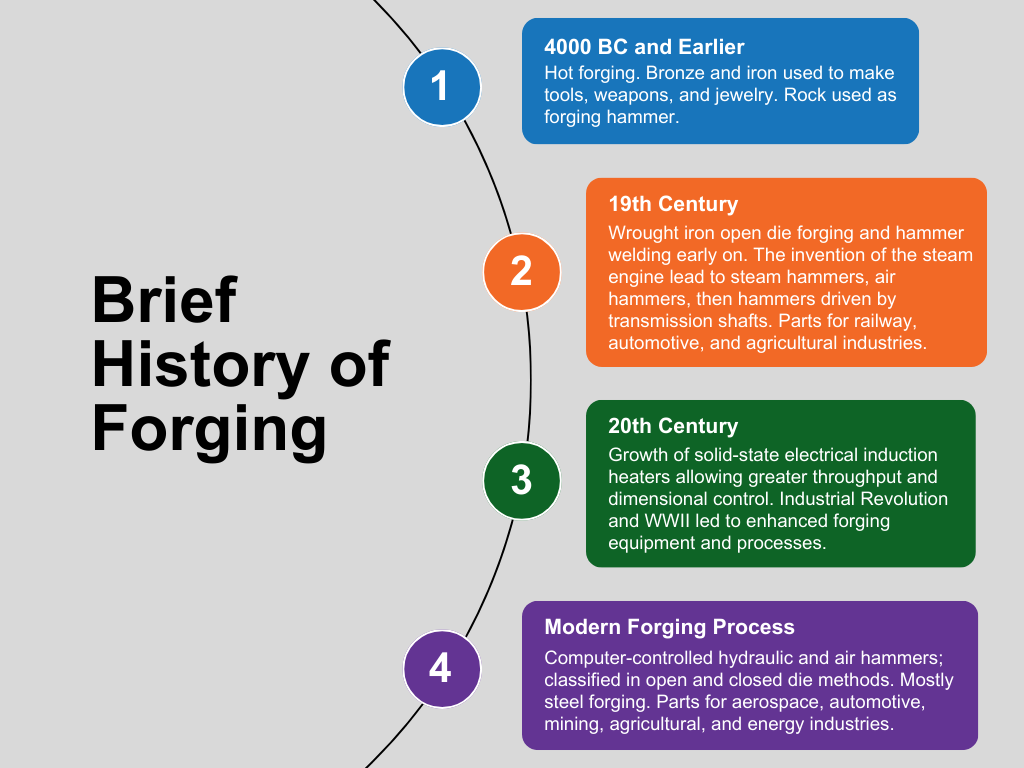
Metal forging has existed in various forms – from blacksmithing to hammers or presses – which have been improved upon dating back to before 4000 BC. See the timeline below courtesy of information from CFS Forge.
Information courtesy CSF Forge
While the processes have advanced, some core concepts of metal forging are still in use today.
Metal Forging Today
Queen City Forging notes that while more commonly recognized forged products may have been replaced, metal forging is still used to produce many critical components in modern machinery. It continues to be considered as the premiere thermomechanical process to make durable and reliable components that meet specific product requirements through engineered metallurgy.
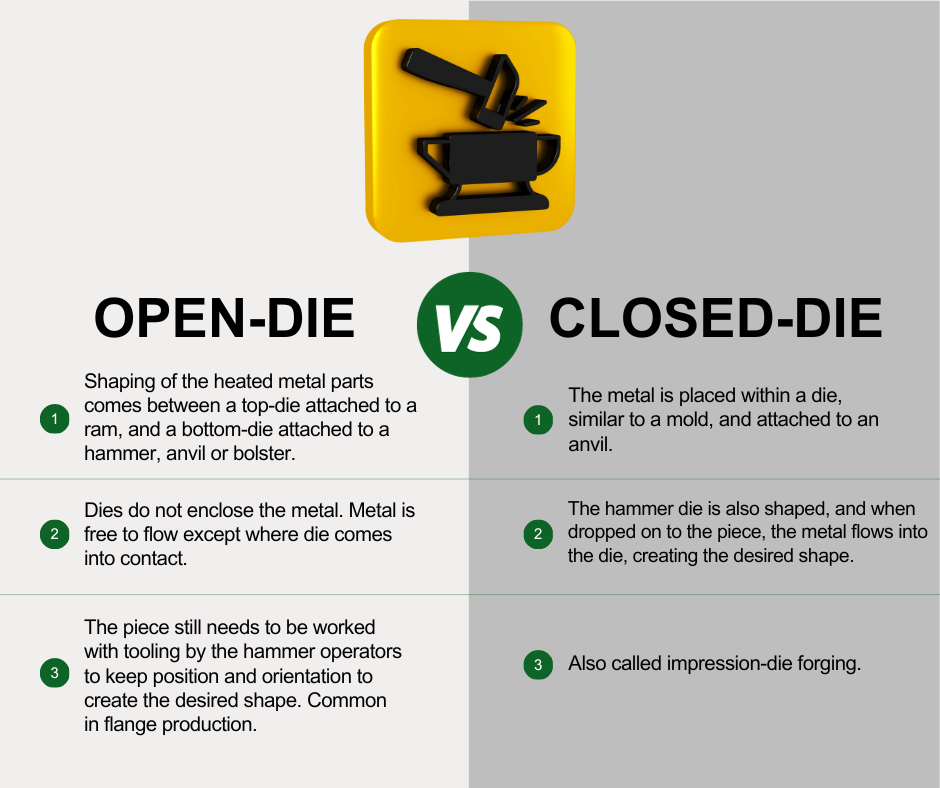
Most current forging is performed by hammers or presses using either open-die or closed-die forging. Roll forging is another metal forging process used today. Blacksmiths remain part of the process, leading the crews and making sure the process is correct and temperatures are maintained. (Weimar)
See the differences in open-die vs. closed-die metal forging in the following image.
Information courtesy BIC Magazine
Forged products are widely used today as structural components across many industries. The strong and durable forged components are excellent for safety-critical car parts such as connecting rods and crankshafts, as well as power generation and transmission equipment (turbine blades, rotor shafts). Forging can also be applied to make components for electrical motors and generators used in many different industrial and consumer applications. (IQS)
In agricultural equipment such as tractors, plows, harrows, and combine harvesters, metal forged components including gears, axles and blades are essential. Forged parts like pins, gears, and cylinders make up heavy construction equipment such as excavators, bulldozers, and cranes. For oil mining equipment, drill bits, couplings, valves, and pump components are metal forged. Wheelsets, couplers, and connecting rods are some of the components forged for railroad equipment. The quality and sturdiness of these components offers more safety, better reliability, and lower costs in these industries. (The Federal Group USA)
Image Courtesy The Federal Group USA
How the Metal Forging Industry is Growing and Advancing with New Technology
As reported by IQS Engineering Solutions, the metal forging market is expected to reach USD 130.51 billion by 2028 and grow ~6.34% between 2021 and 2028 due to an increased demand for advanced and high-strength components to be used in many industries.
Technologies—e.g. die designs with greater tolerance/tighter dimension control and modern computer-controlled forging machines—create better accuracy in the end product. Current metal forging technologies have improved versatility as well, making it possible to create a large variety of products that are more complex in shape, very small, products with high surface finishes, high yields, to produce a larger volume of products, and increase process flexibility. (360iResearch)
The popularity of lightweight materials and miniaturization is rising, which requires advanced techniques. 3D printing and computer-aided design are two of the automation and advanced technologies that are being used to enhance efficiency and reduce costs in the forging industry. Utilizing automation and digitization in forging improves efficiency and precision, therefore lowering cost. (IQS)
Image courtesy Thermal Processing
Reliability and Maintenance in Metal Forging Plants
As the metal forging industry grows and improves, it is important to establish good reliability and maintenance routines to keep up with production and keep costs low.
Check running clearances, electrical systems, and pump performance.
Check for key indicators of die wear such as cracks, chipping, excessive wear, surface finish, dimensional inaccuracy, misalignment, and poor material flow.
Check KPIs including forging tonnage and die temperature.
Repair even minor damages promptly.
Store and handle equipment properly – do not overuse.
Avoid thermal fatigue with adequate cooling practices.
The Occupational Safety and Health Administration has provided an extensive list of safety requirements to be met while using equipment necessary in the metal forging process. Some of the items are as follows (see OSHA’s website for the complete list):
Safety requirements for lead casts and when handling lead in the forge shop or die shop.
All hammers shall be positioned or installed in such a manner that they remain on or are anchored to foundations sufficient to support them according to applicable engineering standards.
Die keys and shims shall be made from a grade of material that will not unduly crack or splinter.
Every steam or airhammer shall have a safety cylinder head to act as a cushion if the rod should break or pullout of the ram.
All upsetters shall be installed so that they remain on their supporting foundations.
A positive-type lockout device for disconnecting the power to the shear shall be provided.
Shot blast: The cleaning chamber shall have doors or guards to protect operators.
Conclusion
The metal forging industry stands as a testament to the enduring relevance and adaptability of a process that dates back millennia. Evolving from ancient blacksmithing techniques to modern, highly sophisticated methods, metal forging continues to play a vital role in producing strong and durable components essential for various industries.
The industry has embraced technological advancements, such as computer-controlled forging machines and 3D printing, contributing to increased precision, efficiency, and a broader range of product possibilities. The demand for advanced, high-strength components across industries is propelling the metal forging market, with projections indicating significant growth in the coming years.
While forging processes have evolved, core principles persist, ensuring the production of reliable components. Maintaining and enhancing reliability in metal forging plants is crucial, requiring regular equipment checks, preventive maintenance programs, and adherence to established safety standards.
As the metal forging industry forges ahead into the future, it continues to demonstrate resilience, adaptability, and a commitment to producing components that meet the stringent requirements of diverse applications. With a focus on innovation, efficiency, and safety, the metal forging sector remains a cornerstone in the foundation of various industries, contributing to their growth and sustainability.
Midweek with Maintenance World
Looking for a midweek break? Keep up with the latest news brought to you by the Maintenance World Crew.
For management, new and untrained employees present a different set of costly challenges. For example, productivity will drop due to lost time, there may be overtime expenses, insurance costs will rise and there can be potential lost customer sales. Worker's compensation claims will also increase and lead to higher premiums. How can these problems be avoided? What are some steps that can be put in place to help alleviate these concerns for new and untrained workers already in the workforce? Ideally, health and safety programs that offer basic training will fit the bill quite nicely. New and untrained workers need to learn about personal protective equipment (PPE), back-injury prevention, health and safety regulations and hazard recognition.
For management, new and untrained employees present a different set of costly challenges. For example, productivity will drop due to lost time, there may be overtime expenses, insurance costs will rise and there can be potential lost customer sales. Worker's compensation claims will also increase and lead to higher premiums. How can these problems be avoided? What are some steps that can be put in place to help alleviate these concerns for new and untrained workers already in the workforce? Ideally, health and safety programs that offer basic training will fit the bill quite nicely. New and untrained workers need to learn about personal protective equipment (PPE), back-injury prevention, health and safety regulations and hazard recognition.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
When a forced layoff takes place in a unionized environment, the latest employees, in this case the apprentices were laid off; the plant had to lay off its future employees. Even sadder is that only four months after the lay offs the plant had to hire back many of the people they laid off. Many of them worked for a contractor who had contracted them to the plant after they were laid off! Soon this plant will start talking about a new improvement initiative and new management will wonder why it is so difficult to get people committed to improvement initiatives.
When a forced layoff takes place in a unionized environment, the latest employees, in this case the apprentices were laid off; the plant had to lay off its future employees. Even sadder is that only four months after the lay offs the plant had to hire back many of the people they laid off. Many of them worked for a contractor who had contracted them to the plant after they were laid off! Soon this plant will start talking about a new improvement initiative and new management will wonder why it is so difficult to get people committed to improvement initiatives.
With the increased globalization and with companies acting globally, the need for a common understanding of the indicators to measure maintenance and availability performance is increasing, and there is no doubt that this activity in a short period of time will be a part in a global standard for maintenance indicators. This is highlighted by the fact that COPIMAN (Technical Committee on Maintenance of the Pan American Federation of Engineering Societies) is joining the comparison effort.
With the increased globalization and with companies acting globally, the need for a common understanding of the indicators to measure maintenance and availability performance is increasing, and there is no doubt that this activity in a short period of time will be a part in a global standard for maintenance indicators. This is highlighted by the fact that COPIMAN (Technical Committee on Maintenance of the Pan American Federation of Engineering Societies) is joining the comparison effort.
To compete in this adverse environment, companies switched mantras, from "do or die" to "do more with less or die." Every year, the bar of acceptable performance is raised. Employees are challenged to achieve these objectives with fewer resources. According to the U.S. Labor Department's Bureau of Labor Statistics, between 1981 and 1996, the total number of workers who lost jobs they held for three or more years because their plant or company closed or moved was nearly 18 million.
To compete in this adverse environment, companies switched mantras, from "do or die" to "do more with less or die." Every year, the bar of acceptable performance is raised. Employees are challenged to achieve these objectives with fewer resources. According to the U.S. Labor Department's Bureau of Labor Statistics, between 1981 and 1996, the total number of workers who lost jobs they held for three or more years because their plant or company closed or moved was nearly 18 million.
Much has been written in the past about the implementation of maintenance software (CMMS systems). This article takes a slightly different approach in that it attempts to explain some of the pitfalls associated with first time implementation in SME's. It suggests a "try before you buy" approach, which stages the maintenance software implementation to reduce both risk and cost. Tales of failed implementations abound and failure rates of 40% to 80% are commonly quoted. Real statistics are hard to come by but the following data is both relevant and current.
Much has been written in the past about the implementation of maintenance software (CMMS systems). This article takes a slightly different approach in that it attempts to explain some of the pitfalls associated with first time implementation in SME's. It suggests a "try before you buy" approach, which stages the maintenance software implementation to reduce both risk and cost. Tales of failed implementations abound and failure rates of 40% to 80% are commonly quoted. Real statistics are hard to come by but the following data is both relevant and current.
In Total Productive Maintenance small group activities are interwoven in each other. Autonomous maintenance is one of the most important pillars of TPM. Autonomous maintenance aims to educate the participants in the concepts and philosophy of autonomous maintenance and to give m opportunity to develop their skills and confidence. Read the learn why implementing TPM to improve OEE was recommended to the plant in question.
In Total Productive Maintenance small group activities are interwoven in each other. Autonomous maintenance is one of the most important pillars of TPM. Autonomous maintenance aims to educate the participants in the concepts and philosophy of autonomous maintenance and to give m opportunity to develop their skills and confidence. Read the learn why implementing TPM to improve OEE was recommended to the plant in question.
Few tools are as useful to managing the maintenance workload and effectiveness as the Maintenance Backlog. In many companies today management of the maintenance backlog has been neglected. As a result they are generally drowning in their own data. A poorly managed system has a dramatic effect on the entire delivery of maintenance services.
Few tools are as useful to managing the maintenance workload and effectiveness as the Maintenance Backlog. In many companies today management of the maintenance backlog has been neglected. As a result they are generally drowning in their own data. A poorly managed system has a dramatic effect on the entire delivery of maintenance services.
Planners struggle too much over developing an accurate estimate for each job. Many managers expect planners to develop perfect time estimates. They may even grade technicians and planners on actual field performance vs. the estimates. As a result, planners agonize over the estimates to the point where they don’t get all the jobs planned; even the ones planned still aren’t “accurate.”
Planners struggle too much over developing an accurate estimate for each job. Many managers expect planners to develop perfect time estimates. They may even grade technicians and planners on actual field performance vs. the estimates. As a result, planners agonize over the estimates to the point where they don’t get all the jobs planned; even the ones planned still aren’t “accurate.”
The demand for this equipment will undoubtedly continue, but many users – particularly plant engineers and the increasing number of new energy surveyors – have been calling for affordable and user-friendly cameras which previously had only been available to specialist thermoraphers due to cost and complexity of use. This market-led demand has resulted in a new generation of cameras that combine thermal imagery with digital photography.
The demand for this equipment will undoubtedly continue, but many users – particularly plant engineers and the increasing number of new energy surveyors – have been calling for affordable and user-friendly cameras which previously had only been available to specialist thermoraphers due to cost and complexity of use. This market-led demand has resulted in a new generation of cameras that combine thermal imagery with digital photography.
It is not necessary to totally restructure maintenance practices. A plant can start small and expand the use of process floor information as needs dictate and budgets allow. The key is to begin building a database from the smart devices now in operation and expand the use of the available information as the number of such devices grows. A scalable and expandable platform can grow into a plantwide system that supports the reliability and maintainability of all field instrumentation.
It is not necessary to totally restructure maintenance practices. A plant can start small and expand the use of process floor information as needs dictate and budgets allow. The key is to begin building a database from the smart devices now in operation and expand the use of the available information as the number of such devices grows. A scalable and expandable platform can grow into a plantwide system that supports the reliability and maintainability of all field instrumentation.
When troubleshooting or using vibration in a Predictive Maintenance program comparing identical machines to each other is often the best method to diagnose a problem – especially if you suspect a problem exists in one or more of the machines. When vibration data is collected on a bearing housing using an accelerometer, one is not only measuring vibration forces, but also the effect of the structure on these forces.
When troubleshooting or using vibration in a Predictive Maintenance program comparing identical machines to each other is often the best method to diagnose a problem – especially if you suspect a problem exists in one or more of the machines. When vibration data is collected on a bearing housing using an accelerometer, one is not only measuring vibration forces, but also the effect of the structure on these forces.
A vibration test and analysis guide is a simple book or electronic document that contains a variety of information about the machine. Information should include: A simple schematic of the machine with test points identified, instructions for testing the machine (especially if loads and speeds must be manipulated or verified), name plate information and a simple schematic of internal components. This information is invaluable for conducting a proper diagnosis of the machine.
A vibration test and analysis guide is a simple book or electronic document that contains a variety of information about the machine. Information should include: A simple schematic of the machine with test points identified, instructions for testing the machine (especially if loads and speeds must be manipulated or verified), name plate information and a simple schematic of internal components. This information is invaluable for conducting a proper diagnosis of the machine.
A common approach to looking at vibration spectra is to display the graphs and then ask “What is wrong with this machine?” Another common approach to analyzing vibration spectra is to display the graphs and then ask “What is this peak?” and “what is that peak” A better approach to analyzing data is to first ask “What faults can this machine have?”, “Which of these are most common for this machine?” and finally...
A common approach to looking at vibration spectra is to display the graphs and then ask “What is wrong with this machine?” Another common approach to analyzing vibration spectra is to display the graphs and then ask “What is this peak?” and “what is that peak” A better approach to analyzing data is to first ask “What faults can this machine have?”, “Which of these are most common for this machine?” and finally...
There are different thoughts of what constitutes a "world class lubrication program." It is our belief that a world class lubrication program consists of researching, documenting and implementing the best lubrication practices and regulatory requirements as defined by the leaders in the lubrication and reliability industry (Noria, SMRP, ICML, etc.) as well as regulatory agencies (OSHA, EPA). We have determined that for most programs, best practices can be summarized into the following categories:
There are different thoughts of what constitutes a "world class lubrication program." It is our belief that a world class lubrication program consists of researching, documenting and implementing the best lubrication practices and regulatory requirements as defined by the leaders in the lubrication and reliability industry (Noria, SMRP, ICML, etc.) as well as regulatory agencies (OSHA, EPA). We have determined that for most programs, best practices can be summarized into the following categories:
I previously explained the system and procedures that need to be set up in order to make people do what you want them to do. Since people can’t be more effective than the system in which they work, you have to start by building a system and procedures. However, if you as maintenance leaders are going to get people to do what you want them to do, you are going to have to use diplomacy and psychology.
I previously explained the system and procedures that need to be set up in order to make people do what you want them to do. Since people can’t be more effective than the system in which they work, you have to start by building a system and procedures. However, if you as maintenance leaders are going to get people to do what you want them to do, you are going to have to use diplomacy and psychology.
One of the major European postal services decided in the late 1990s to make a change in their plant maintenance organization. In my own U.S. Postal Service, there had been talk for years of combining the operations and maintenance supervision and reducing the supervisory ranks. It is easy to say, but how do you do it? Be careful of what you wish for!
One of the major European postal services decided in the late 1990s to make a change in their plant maintenance organization. In my own U.S. Postal Service, there had been talk for years of combining the operations and maintenance supervision and reducing the supervisory ranks. It is easy to say, but how do you do it? Be careful of what you wish for!
I've been fortunate in that I've been able to benchmark M&R improvement processes within and outside Cargill for the past decade. These visits have included trips all over the world. In a recent trip to one of our factories in Pennsylvania, I was introduced to a family of cultural change resistors that I'd like to share with you.
I've been fortunate in that I've been able to benchmark M&R improvement processes within and outside Cargill for the past decade. These visits have included trips all over the world. In a recent trip to one of our factories in Pennsylvania, I was introduced to a family of cultural change resistors that I'd like to share with you.
In nearly all of the 250 or so equipment intensive plants and facilities I have visited, taught at, and worked in over the past 30 years, I have observed the relationships between the skills of employees and the reliability of the equipment. These observations may provide helpful insights for plant and facility managers who are troubled with unreliable equipment and high maintenance costs. Here are a few:
In nearly all of the 250 or so equipment intensive plants and facilities I have visited, taught at, and worked in over the past 30 years, I have observed the relationships between the skills of employees and the reliability of the equipment. These observations may provide helpful insights for plant and facility managers who are troubled with unreliable equipment and high maintenance costs. Here are a few:
Many drive systems go to an early grave after only about 10 years of operation. Reconditioning an existing drive system could enable it to operate reliably for another decade and can be achieved for just 30-40% of the cost of a new drive system. Peter Wright, Drives Products Service Manager for ABB in the UK explains how.
Many drive systems go to an early grave after only about 10 years of operation. Reconditioning an existing drive system could enable it to operate reliably for another decade and can be achieved for just 30-40% of the cost of a new drive system. Peter Wright, Drives Products Service Manager for ABB in the UK explains how.
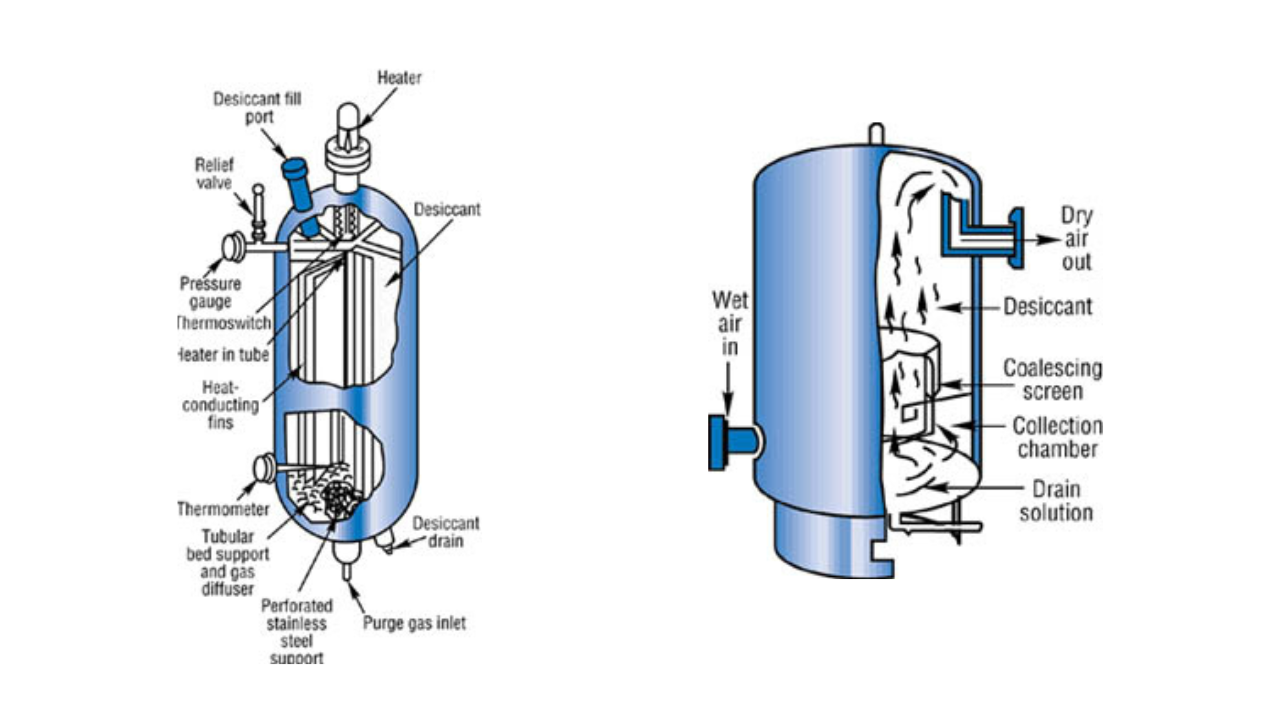
The cost of replacement parts, labor, standby inventory, and downtime can have a devastating effect on a plant's bottom line. Eliminating even one of them by drying a compressed air system will offset the cost of installing and operating the equipment. When pneumatic components wear or become corroded as a result of moisture, they consume more compressed air - and lose energy efficiency. When this wear or corrosion becomes great enough, components must be repaired or replaced - increasing operating expense.
The cost of replacement parts, labor, standby inventory, and downtime can have a devastating effect on a plant's bottom line. Eliminating even one of them by drying a compressed air system will offset the cost of installing and operating the equipment. When pneumatic components wear or become corroded as a result of moisture, they consume more compressed air - and lose energy efficiency. When this wear or corrosion becomes great enough, components must be repaired or replaced - increasing operating expense.
Pneumatic directional control valves and cylinders are most commonly used in power circuits, with the valves controlling cylinders that, in turn, provide work. As we learn about a few of these circuits, other accessory valves will be introduced, along with some interesting ways of using them.
Pneumatic directional control valves and cylinders are most commonly used in power circuits, with the valves controlling cylinders that, in turn, provide work. As we learn about a few of these circuits, other accessory valves will be introduced, along with some interesting ways of using them.
In 1999-2001, the New Jersey International & Bulk Mail Center (NJI&BMC) in Jersey City, one of the largest United States Postal Service facilities, was concerned about its eight 33-year-old motor control centers (MCCs). Events forced a decision to pursue options for replacing or refurbishing the 276 cells that provide power primarily to 58 heating, air conditioning, and ventilation air handling units (HVAC AHUs) for the 1.8-million-sq-ft facility.
In 1999-2001, the New Jersey International & Bulk Mail Center (NJI&BMC) in Jersey City, one of the largest United States Postal Service facilities, was concerned about its eight 33-year-old motor control centers (MCCs). Events forced a decision to pursue options for replacing or refurbishing the 276 cells that provide power primarily to 58 heating, air conditioning, and ventilation air handling units (HVAC AHUs) for the 1.8-million-sq-ft facility.