Practical Condition Monitoring for Preventive Maintenance
Torbjörn Idhammar, IDCON INC
This article will touch on elements of practical condition monitoring
Condition monitoring (CM) is not a life-extending activity. Life-extending activities are things such as lubrication, alignment, balancing and operating procedures.
It’s very important to keep this very basic fact clear in all communications within your plant; otherwise, too little importance may be placed on the planning and scheduling of corrective work orders originated in condition monitoring.
Condition monitoring only provides information on failures before there is a breakdown. You can do it with inspection tools – vibration monitors, infrared temperature guns, pressure gauges, volt meters and others. You can also execute practical condition monitoring subjectively by looking, listening, feeling and smelling (let’s avoid tasting, shall we?).
This article is dedicated to the somewhat lost skill of subjective (look, listen, feel, smell) inspections.
These days, we tend to rely more and more on technology. Computers are great, but they can be awfully bad at interpreting machine condition.
For example, how do we get a computer to:
- find a loose bolt for a reasonable cost before there is mechanical looseness?
- see dirt buildup on an electrical motor before heat increases?
- find a recently plugged breather on a gearbox?
- find the location of a leak in a pneumatic system?
- pinpoint a problem with a photocell that is knocked out of alignment?
These problems could somehow be found accurately with a computer, but a properly trained person would only need about 10 seconds to see the problems.
How well is your plant doing with mechanical, instrumentation and electrical inspections? While articles often talk about the management systems needed, I’d like to list some basic examples in order to rediscover the subjective inspection methods.
Regardless of whether you’re doing inspections with handheld computers or a paper system, can trend data or not, or have key performance indicators or not, you won’t be successful unless your people can do quality inspections on equipment. Here are the examples:
Example 1: AC motor temperature
If your inspectors look at motor temperature, do they take the time to think about the significance of a hot temperature on the coupling side of the motor vs. a hot temperature at the center of the motor? A hot temperature in the center often means a damaged winding or an overload situation, while a hot temperature at the coupling side of the motor means a bearing problem of some kind.
Example 2: Couplings
Are couplings and the equipment attached to the coupling operated to breakdown mode, or are problems found before a breakdown occurs? All couplings that can cause a breakdown costing more than a few hundred dollars should have an inspection lid so the coupling element, bolts and keyways can be checked easily. (The cost of inspection would be, at maximum, $100 per year.) Preferably, the inspection should be done with a stroboscope while the equipment is running (see Figure 1).

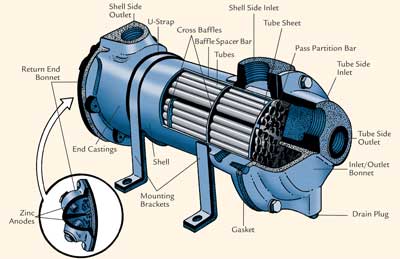
Example 3: Heat exchanger sacrificial anode
The basic function of a sacrificial anode is to protect surrounding material. A common use is to place a plug in a heat exchanger’s cast iron shell (Figure 3). The anode is usually made of zinc and will slowly corrode instead of the iron shell.
The phenomenon is called galvanic corrosion. How would you inspect the zinc plug before it starts to leak in a critical application? Drill a small hole to a shallow depth in the center of the zinc plug. A small leak will be visible in the center of the plug well before it is time to change it.

Example 4: Pump packing
Pump packing replacements turn into emergencies in some plants because the wrong mind-set is in play. If it doesn’t leak more than the recommended one to two drops per second, it’s usually not examined. Why not change the mind-set? Make sure packing is changed when there is only one-eighth of an inch of takeup left in the packing (Figure 2)?

The Numbers
IDCON recently collected information on how work requests were initiated in a large process plant. We collected all work requests over seven months and analyzed how the work was found.
The data showed that close to 70 percent of all problems found from condition monitoring were picked up subjectively by operators and mechanics through detailed look, listen, feel and smell inspections.
Many problems wouldn’t have been found if it wasn’t for vibration analysis, infrared technology and oil analysis.
But the data makes you wonder if we don’t underutilize subjective inspections. They are a very powerful and cost-effective maintenance tool.

Related Articles
Smart Sensors in Maintenance: Hype or Game Changer?

Motor Condition Monitor and its Applications in Foundry Industry

How The Eyes (and IR camera) Can Be Misled
Developing and Implementing an Infrared Predictive Maintenance Program

Condition Monitoring in the 21st Century

Enabling Smart Maintenance with Event-Driven Architectures in the Cloud


