[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Good Equipment Health = Good Business Health
Good Equipment Health = Good Business Health
John Q. Todd, Sr. Business Consultant/Product Researcher, Total Resource Management (TRM), Inc.
Posted 10/31/23
Equipment Health – Introduction
How important is equipment health?
We have all seen it or done it before. Very busy people trying to do their jobs yet having to fuss with a grumpy piece of equipment. Banging and flailing about to bring the expensive tool back to an operational state. Our exceptional people are usually successful. Equipment is back in service for the moment then we all move on to the next task.
Often “downtime” is looked upon as a big negative and source of cost to the business. But allow us to posit that it’s the time fussing around with cantankerous… aka non-healthy… equipment that is the real source of business inefficiency and staff frustration.
Not being healthy is ok as long as you know it
Take a walk out to the production floor. Catch your breath, pick a piece of equipment then ask yourself:
“Is it healthy?”
While it may be humming away doing its intended function, it may or may not be healthy. How do you know? What does “health,” mean in your context anyway?
Measuring equipment health is looking at a collection of “contributors,” and coming up with a high-level view that may show us what to do next. Very much like blood test results for us humans, we can look at the various indicators, each having a weight, and see where we might have an issue.
Given we can see a tall pole or a driver for the lack of health, now we can make decisions to remedy the situation. As we act, we monitor the situation to see if our efforts are having the impact we wish.
Back to Business
Ask your staff to estimate equipment health under their purview. They will easily be able to provide you with antidotal evidence of health. But they also may be able to provide you with quantitative insight from collected data that can show you trends and anomalies. Armed with this level of information, you will form a reliable picture of the health of not only the equipment, but also your business.
Translate the time, effort, and costs of non-healthy equipment into the impact to your business. It is possible that there is little impact. In that case you just forge ahead to the next issue at hand. But you may find that the equipment health status of a few pieces is having a significant impact on the efficiency of your business. Now you have something to focus on, make decisions, and monitor for changes to the bottom line.
Even simple things like a temperamental field truck that does not always start when needed can suck up huge amounts of your staffs’ time. Nothing worse than being out in the middle of nowhere after a long day of plying your trade and your only way back into town won’t start… again. I’ve seen it personally. Very tired and dirty construction workers with the hood on the truck up. Sure, the overtime is nice due to the delay, but they really want to get home.
What is MAS Health all about?
Given you are moving to IBM Maximo Application Suite (MAS) and the Manage component, you are in an excellent position to determine equipment health. You have years of maintenance and meter data in the system already.
MAS Health runs on top of MAS Manage, so it is already aware of the Locations and Assets you are responsible for. You can then develop your own approach to determining the health of the groups of equipment by setting up scoring groups. Now, as maintenance and meter data come into Manage, Health will show you the impact and trends of equipment health over time.
Now you really can point to a piece of equipment and say whether it is healthy or not. No more mystery!
Equipment Health – Wrap up
You have the tools in place: Maximo. You have the data and the processes to keep it updated. You now simply need to take advantage of the closely coupled equipment Health component of MAS to give you this view into the equipment/business relationship.
Designed with a Reliability Engineer in mind, MAS Health is very easy to configure to suit your definition of health. Contact TRM and let us give you a demo to see how easy and insightful it is.
John Q. Todd has nearly 30 years of business and technical experience in the Project Management, Process development/improvement, Quality/ISO/CMMI Management, Technical Training, Reliability Engineering, Maintenance, Application development, Risk Management, & Enterprise Asset Management fields. His experience includes work as a Reliability Engineer & RCM implementer for NASA/JPL Deep Space Network, as well as numerous customer projects and consulting activities as a reliability and spares analysis expert. He is a Sr. Business Consultant and Product Researcher with Total Resource Management, an an IBM Gold Business Partner – focused on the market-leading EAM solution, Maximo, specializes in improving asset and operational performance by delivering strategic consulting services with world class functional and technical expertise.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
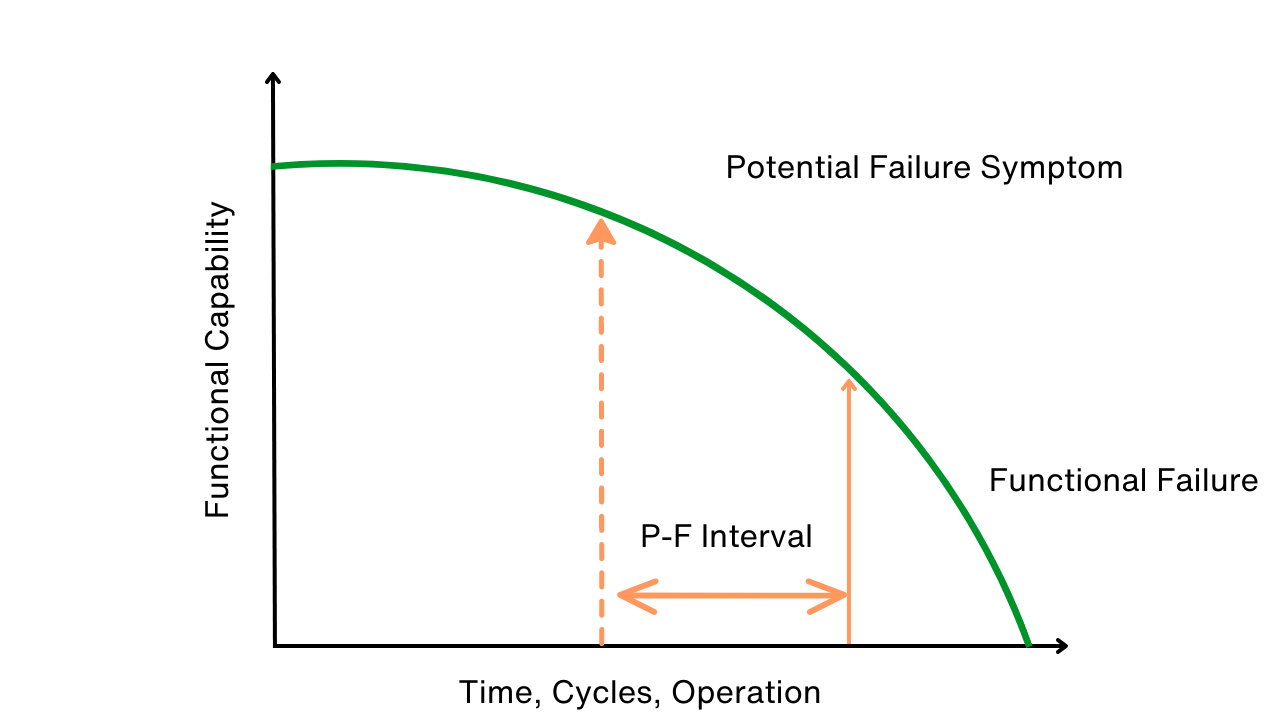
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
“Prevention is better than cure”, this proverb sounds rightly in case of maintenance also. If the maintenance is prevented, then the availability of the plant increases and the overall cost reduces. Every effort should be made to avoid maintenance, which can be achieved through continuous monitoring of equipment and upgrading the sophistication of the equipment through better design and process improvement.
“Prevention is better than cure”, this proverb sounds rightly in case of maintenance also. If the maintenance is prevented, then the availability of the plant increases and the overall cost reduces. Every effort should be made to avoid maintenance, which can be achieved through continuous monitoring of equipment and upgrading the sophistication of the equipment through better design and process improvement.
ISO 12100 is a fundamental safety standard being developed that will apply to a very broad array of machinery. There are many machines that have specific industry consensus standards that pertain to the particular equipment (e.g., power presses, robots, packaging machinery). There are many more machines for which no industry specific standard exists. In this case, the ISO “A level” standard ISO 12100 Safety of Machinery applies. Complying with the requirements of ISO 12100 is a critical first step in achieving mobility of equipment and consistent operations.
ISO 12100 is a fundamental safety standard being developed that will apply to a very broad array of machinery. There are many machines that have specific industry consensus standards that pertain to the particular equipment (e.g., power presses, robots, packaging machinery). There are many more machines for which no industry specific standard exists. In this case, the ISO “A level” standard ISO 12100 Safety of Machinery applies. Complying with the requirements of ISO 12100 is a critical first step in achieving mobility of equipment and consistent operations.
The true translation — might it be proper to say a new and improved translation? — is being used today by Cervecería Cuauhtemoc Moctezuma, one of the largest brewers of beer in Latin America. Known throughout this company as Mantenimiento Alto Desempeño (MAD), or translated as High-Performance Maintenance, the concept of TPM is alive and well at the company's six plants in Mexico. Perhaps the best example is at CCM's brewery in Tecate, located a short drive from the U.S.-Mexico border on the Baja California peninsula.
The true translation — might it be proper to say a new and improved translation? — is being used today by Cervecería Cuauhtemoc Moctezuma, one of the largest brewers of beer in Latin America. Known throughout this company as Mantenimiento Alto Desempeño (MAD), or translated as High-Performance Maintenance, the concept of TPM is alive and well at the company's six plants in Mexico. Perhaps the best example is at CCM's brewery in Tecate, located a short drive from the U.S.-Mexico border on the Baja California peninsula.
Results-oriented organizations focus first on the quality and volume of production throughput, followed closely by the cost to produce the required quality and volume. This approach will improve reliability performance, which will drive manufacturing costs down.
Results-oriented organizations focus first on the quality and volume of production throughput, followed closely by the cost to produce the required quality and volume. This approach will improve reliability performance, which will drive manufacturing costs down.
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
Christer Idhammar of IDCON INC presents the implementation steps you need to take if you want to be successful in improving reliability and maintenance, sustain that improvement, and continue to improve after that.
Christer Idhammar of IDCON INC presents the implementation steps you need to take if you want to be successful in improving reliability and maintenance, sustain that improvement, and continue to improve after that.
There are numerous issues influencing our economic engine-many real, many politic, and many mysterious. We could discuss capital formation problems, balance of trade politics, over-wary management, and so on. However, I want to focus on the part that professional development plays in this scenario. And more importantly-the role that professional development will play in the future performance of our economic engine.
There are numerous issues influencing our economic engine-many real, many politic, and many mysterious. We could discuss capital formation problems, balance of trade politics, over-wary management, and so on. However, I want to focus on the part that professional development plays in this scenario. And more importantly-the role that professional development will play in the future performance of our economic engine.
The maintenance impact on manufacturing results has traditionally been measured in terms of cost. As equipment reliability became a focus area in our industry, the strategic value of maintenance effectiveness became apparent to business leaders. For mill leaders, this brought the dilemma of balancing a need to reduce costs with an expectation that reliability must improve. From a total corporation view, wide disparity among site results establishes the need to lead and support change in maintenance performance. It is this kind of variability among sites that provides the opportunity to improve performance.
The maintenance impact on manufacturing results has traditionally been measured in terms of cost. As equipment reliability became a focus area in our industry, the strategic value of maintenance effectiveness became apparent to business leaders. For mill leaders, this brought the dilemma of balancing a need to reduce costs with an expectation that reliability must improve. From a total corporation view, wide disparity among site results establishes the need to lead and support change in maintenance performance. It is this kind of variability among sites that provides the opportunity to improve performance.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
We now have the ability to automate many of our standard maintenance processes, analyse in detail various parts of our businesses, and the performance of our equipment. We are able to plan shutdowns, technical change projects and operational maintenance procedures down to a very fine level of detail. As maintenance management generally makes up around 40 - 50 % of operational budgets, the savings made possible from increased efficiency and reduction of waste are staggering.
We now have the ability to automate many of our standard maintenance processes, analyse in detail various parts of our businesses, and the performance of our equipment. We are able to plan shutdowns, technical change projects and operational maintenance procedures down to a very fine level of detail. As maintenance management generally makes up around 40 - 50 % of operational budgets, the savings made possible from increased efficiency and reduction of waste are staggering.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Facility management personnel in all industries have waited a long time for computer technology to become applicable and affordable enough to implement in their respective maintenance efforts. In recent years, flexible, dependable and economical computerized maintenance management systems (CMMS) have become available to help fight the never-ending struggle to operate and maintain buildings of all shapes, sizes and functions.
Trelleborg has developed a product, that can withstand a jet fire - the cause of the Piper Alpha disaster. The product is already in use on several platforms, primarily in the North Sea. To date, some NOK 7 million in development costs- has been invested annually. These costs are shared by the project sponsors, comprising the Norwegian government and a number of oil companies. Continued development is not expected to be as costly and will focus more on handling other derivatives, such as gas and oil, and possibly being able to offer a material in other colors for customers who wish to customize their equipment using their own color schemes.
Trelleborg has developed a product, that can withstand a jet fire - the cause of the Piper Alpha disaster. The product is already in use on several platforms, primarily in the North Sea. To date, some NOK 7 million in development costs- has been invested annually. These costs are shared by the project sponsors, comprising the Norwegian government and a number of oil companies. Continued development is not expected to be as costly and will focus more on handling other derivatives, such as gas and oil, and possibly being able to offer a material in other colors for customers who wish to customize their equipment using their own color schemes.