Pumps: You Get What You Pay For…Or Do You?
Ross Mackay, mt-online.com
Even in the best of times, you couldn’t afford to gamble on the efficiency and reliability of your pumping systems. Don’t start now.
One of the most costly mistakes that almost every company makes with its pumps is to actually buy the wrong pump. Sadly, this is a situation that occurs with much more frequency than anyone would care to admit. The ramifications are truly enormous—and they are magnified even more in tough economic environments. Efficiency drops. Reliability plummets. Maintenance costs rise dramatically.
Two of the most common reasons behind buying the wrong pump are:
1. Providing the supplier with incomplete information.
2. Buying the cheapest pump.
Providing Incomplete Information to Suppliers
Frequently, when a pump is being selected, it is known that the unit will need to operate at more than a single condition. Unfortunately, this information is not always transmitted to the supplier, and it is the customer’s engineer who decides for which of these conditions the pump will be sized. It is not uncommon for that decision to be made based on what is considered to be the “Worst Condition.” The thought process being that, “if it can handle the worst condition, it should be able to handle all the others.” Such is not the case. In fact, when a pump is selected for the “Worst Condition,” that immediately becomes the “Best Condition,” by virtue of the fact that it is the duty for which the pump has been selected.
The resultant problems show up in two ways: when the Static Head in a system undergoes a change and also when Friction Losses change.
Static Head Changes…
A classic example of such a situation is in a batch transfer system, where the Total Head is constantly adjusting as a result of the change in tank levels throughout the batch process. Consequently, when the supplier is given only one set of operating conditions for this application, he is receiving inaccurate and misleading information.
Let’s assume that the operating conditions supplied will be the startup conditions where the level of liquid in the supply tank will be at its highest, while the level in the discharge tank could be zero. This will translate into a low value of Static Head as is depicted in Fig. 1. The pump also will be selected to operate close to the Best Efficiency Point (BEP)—which also happens to be the most reliable operating condition of that pump.
However, as the level of liquid in the supply tank drops and the level in the discharge tank increases, the Static Head will steadily increase. By the time there is no longer any liquid in the supply tank, the level in the discharge tank will be at its maximum. At this point the Static Head will also be at its maximum and the Pump Performance Curve will be as shown. At this point, the pump should be shut down.
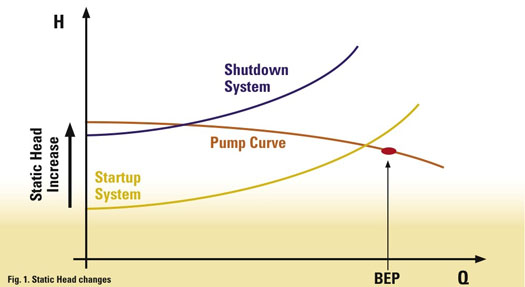
As the pump operation moves steadily from startup to shutdown, there will be a corresponding change in pump capacity. However, as the system approaches the shutdown point, the pump performance will become unstable, thus resulting in low reliability and high maintenance costs.
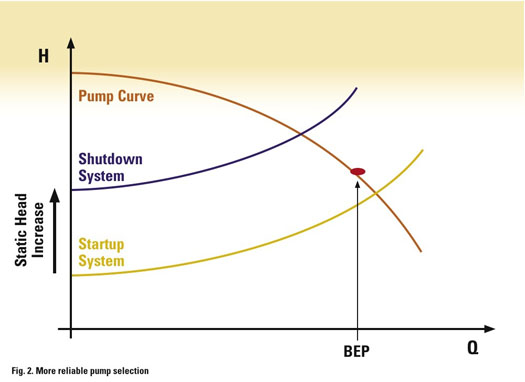
Had the complete system information been provided to the pump supplier, an alternative selection with a steeper performance curve could have been made—placing the BEP midway between the startup and shutdown conditions. As shown in Fig. 2, this is a more reliable pump selection as it provides a more stable operation within a smaller range of flow rates.
A similar situation can occur in a boiler feed system, where the feed pump takes its suction from a de-aerator under vacuum and supplies a boiler under pressure. In this system, the Differential Pressure is not a function of the flow rate and will have similar consequences as the Static Head change in the previous example. Any change in pressure—in either the deaerator or the boiler—will cause the system curve to fluctuate as is identified above in Fig 2.
Friction Loss Changes…
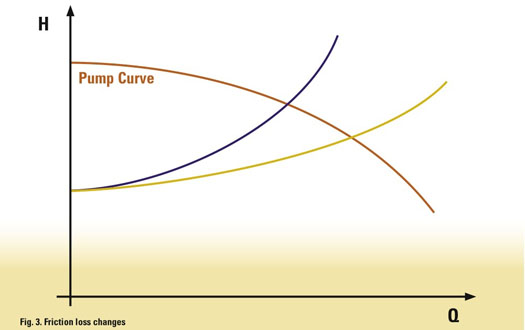
A closed loop system is one in which the entire system is pressurized by the pump. To achieve this, the pumpage is fully contained within a series of pipes and pressurized process equipment all the way from the pump discharge, through the system and back to the pump inlet. In such a layout, the Static Head in the system is effectively zero, and the pumping conditions are usually controlled by adjusting the friction losses.
A change in friction loss can be caused by a variety of conditions such as manual operation or automated controls opening and closing a different valving system. This will result in the System Curve adopting a different slope that will pivot about its point of origin at zero capacity.
The same effect also can be realized when the bore of the pipe in the discharge side of the pump reduces in size owing to some kind of buildup such as scaling, etc. This type of a buildup also may occur inside process equipment such as filters or heat exchangers. These buildups automatically reduce the bore of the pipe and, therefore, increase the friction losses in that pipe. The consequences of these changes will take years to become evident.
When we are selecting a pump for a particular service, it is important to be aware of all the ramifications of that service before deciding on which type of unit to use. Often, the basic operating data is insufficient for an optimum selection. Knowledge of any extreme or upset conditions must be made available to the supplier in order that the correct pump can be purchased. This will minimize maintenance costs and maximize pump and system reliability and efficiency.
Buying the Cheapest Pumps
Although the policy of always buying the cheapest product or service is one that few of us practice in our private lives, it continues to be the single biggest mistake made by pump users. Why?
The reason simply may be one of ignorance. Many people think that if all pumps under consideration meet the specification (assuming there is one!), then the cheapest one is the best buy. Alas, that is just not true and the problem often resides within the specification itself.
Most pump specifications are either inappropriate or incomplete. This is a very serious situation—and one that occurs far too often. Typically it stems, not from malicious misrepresentation or withholding of data, but rather from the specifier(s)’ limited knowledge of field conditions and the understanding of how these conditions might impact a pump’s performance and reliability.
All pump reliability problems arise from either internal or external stresses. The internal stresses mostly occur as a result of upset hydraulic conditions—which are rarely discussed in any specification, regardless of how integral they are to the system in which the pump must operate. The external stresses come from inappropriate installation or operation and they, too, tend to be ignored in the specification. In the end, the real issue is that the selected pump must be able to withstand these (sometimes) unknown stresses. The cheaper pump rarely does.
Negotiating the price…
Traditional pricing negotiation frequently shows up in the guise of “Your price is too high!” That instantly takes the emphasis away from the need to buy the best value, and not the lowest price. Many salespeople have not yet realized that this statement is simply a set piece in the informal script of the negotiation process, which has become part of the pump purchasing scenario over the years. Any purchasing agent worth his or her salt will use that phrase at some time during negotiations—regardless of the specific numbers in front of him or her.
Regrettably, this problem is aggravated by the fact that many of those who purchase pumps don’t know how to evaluate one pump bid against another on anything other than a subjective basis. Consequently, the low-bid policy continues to rule.
The sad part is that this misguided strategy, over the years, has resulted in elimination of the availability of some very-good-quality products in certain markets. This, ultimately, leaves the industries in those markets with inappropriate and usually inefficient equipment with which to transfer and process the liquids needed in their operation.
Consequences…
The long-term consequence of this scenario usually finds these same end users negotiating low bids on the prices of the over-abundance of spare parts they need to keep their pumps operational. Many of these parts are now supplied by third-party organizations that rarely accept responsibility for any inappropriate changes in hydraulic operation of the pumps for which they provide the parts.
The trouble is that, when we buy the cheapest pump, it almost always is less efficient, breaks down more easily— and more frequently—and often doesn’t even do the job that was expected of it. This results in more power draw, which increases the cost of running the pump. More frequent breakdowns increase the cost of spares and expended manpower, as well as an overall reduction in reliability.
The Correction
Value-Based Purchasing helps us buy the pumps that are the best available in the market—and the ones most suited to the operation for which they are being purchased.
This approach involves a detailed evaluation and comparison of pump quotes, and always will require some degree of subjective evaluation about the accuracy of the data presented.
In this area, some previous experience with pumps and potential suppliers will be invaluable. The overall consideration, however, must continue to be the best long-term value for the money. To do that, we must consider specific aspects of the equipment being purchased, including:
- Hydraulic suitability to the service
- Efficiency of operation
- Mechanical suitability to the service
Reliability-focused organizations already include some type of evaluation for the first two factors in their considerations. The only comment that can be made would be in relation to the hydraulic suitability of the pump for the service. This only can be established if all the extremes of operation are considered, and not just the ‘normal’ conditions.
With respect to efficiency of operation, an evaluation of power cost is fairly standard, and is based on the particular cost of usable power in that plant. To ensure a real appreciation of the value of an efficient pump, it is strongly recommended that the actual power consumption cost for each pump under consideration be calculated. Do not be tempted into only calculating the difference in efficiency quoted, as it tends to give a false impression.
It is recommended also that life-cycle cost considerations for various system setups be considered along with the various mechanical options within the pump itself. In view of the ready availability of computer-based design programs and pump selection programs, this is a far simpler exercise than it used to be in the olden days when slide rules were accurate. One major benefit that has been identified in recent years is the ability to change the size of the pipes in the system design and show the resulting comparison of the system curves. With a larger pipe diameter, the flow velocities and friction losses are reduced, the Head required from the pump also is lowered, together with the power draw needed to drive that pump.
In other words, since we don’t always buy the “cheapest” of anything else in our lives, let’s start working with a value-based approach to pump purchasing, and stop buying the wrong pumps. By purchasing the right pumps up front, we will be able to increase efficiency and reliability and reduce maintenance costs over the entire desired service life of the equipment.
Ross Mackay is an internationally renowned expert in pumping reliability and the author of The Practical Pumping Handbook. He specializes in helping companies increase their pump asset reliability and reduce operating and maintenance costs through a range of pump training programs.
Related Articles

Who Should Recondition My Seals?
Maintenance Equipment: Basic of Centrifugal Pumps
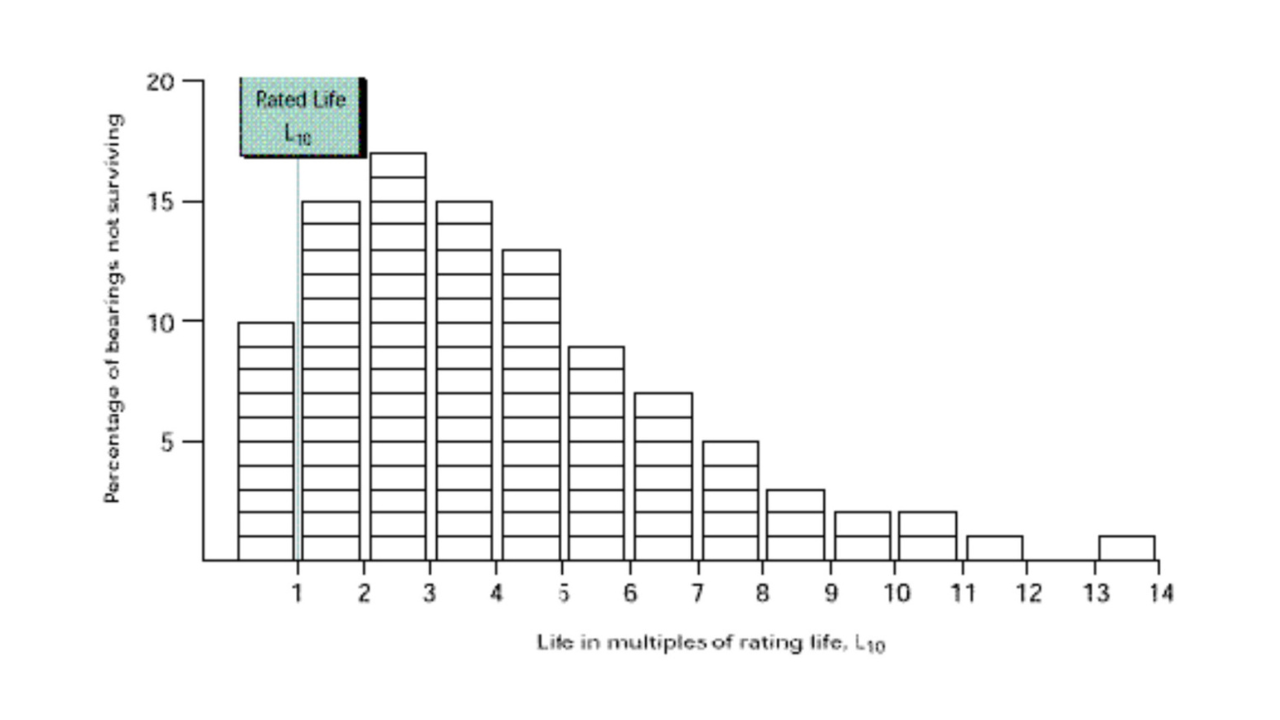
Basis for Bearing Life Calculation

The Cost of Producing Electricity
What is a valve?
Practical Automation: Understanding Pneumatic Power Circuits


