How The Eyes (and IR camera) Can Be Misled
Joe Gierlach, Manager – Technical Training & Support, TEGG Corporation
The IR camera is a great tool used in our everyday predictive maintenance endeavors, but it can play tricks on our eyes if we do not investigate beyond what we are observing. Things truly are not always as they seem, here’s an example:
1) As indicated in the images below, we “appear” to have a hot spot and differential in temperature on the “C” phase of the breaker, just to the bottom of the actuator handle.
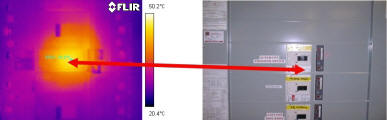
2) The operating parameters at the time of this visit were as follows:
| Rating | 200 amps | ||
| Loading | “A” – 8 amps | “B” – 48 amps | “C” – 24 amps |
| THD%C | “A” – <2% | “B” – <2% | “C” – <2% |
| Millivolt Drop | “A” – .001 | “B” – .001 | “C” – .001 |
Relatively normal operating conditions in a generally climate controlled room, with no evidence of any reflective source of infrared radiation noted.
3) So why is there a temperature of nearly 40° C (104° F for those who relate to Fahrenheit)? With a high emissivity on the breaker itself, reflective effects would need to originate from a much higher heat source to have an effect on the observed actual temperature on the breaker.
4) How could the operating parameters be within guidelines, no apparent resistance increase was measured across the breaker contacts via milli-volt observation, harmonic distortion levels were deemed negligible, and the highest load demand on “B” phase DID NOT have the highest temperature rise?
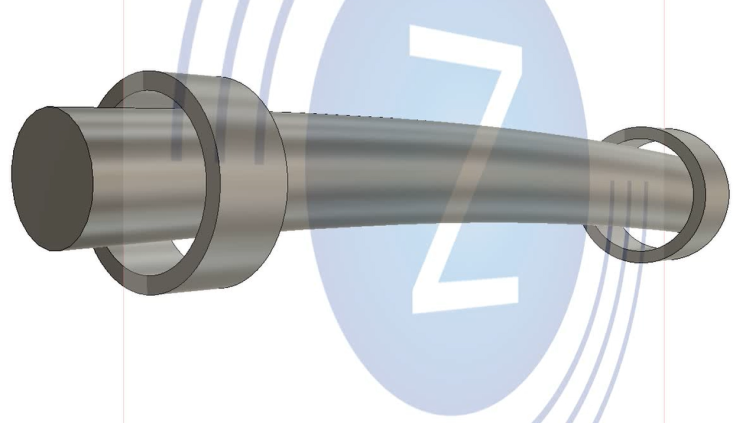
The answer to this was revealed when the breaker manufacturer, Cutler-Hammer, assisted in the dilemma resolution. The source of the heat was determined to be an under voltage relay coil used in conjunction with the electronic sensing and trip unit, mounted under the case at the location illustrated above. The heat associated with electromagnetic induction properties or transformers and coils radiated to the breaker case and were detected by the IR camera.
The unit in question is illustrated in the blow up view, showing this can be either left or right hand mount.
Below is an assembled view illustrating physical location of where “heat” may be observed.
Another good example is illustrated below. A transformer with balanced loading well below its rating, low harmonic content, and no extreme conditions present in the surrounding environment “appears” to have a coil winding that has a temperature difference of nearly 10° C between “B” and “C” phase windings, as indicated by the arrow. The “B” phase winding was approximately 48° C and the “C” phase was approximately 41° C.
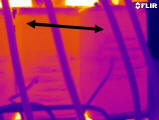
Based on those operating parameters, this is a problem as defined by NETA guidelines that is near the “Severe” range as related to our severity criteria levels. In fact, closer quantitative analysis of the thermogram reveals the reasons for the “apparent” differential temperature.
1) The “B” phase winding does not have the volumetric area to allow for natural convection cooling of the heat, thus it cannot dissipate heat as efficiently.
2) The core temperature is much higher as compared to the windings and the heat generated in this area will influence the winding temperatures if its effects are not compensated for. This causes a radiating of heat to impinge on the winding and affect the observed temperature.
3) The actual measured temperature does not exceed the manufacturer specified guidelines with respect to temperature.
Again this example illustrates the absolute need to provide quantitative analysis of any “apparent” thermal anomalies. Other surrounding factors had an effect on what we were observing and they had to be taken into consideration.
Conclusion
With the advent of solid-state protection in devices of this nature, this scenario is going to become more common. We cannot rely on what we see alone, and sometimes even the analytical tools at our disposal still fail to reveal the source of a problem.
The first example aids in demonstrating the absolute need to utilize milli-volt drop tests with respect to thermal anomalies, as it will provide one of several methods in assisting us to prove or disprove the presence of an actual problem, by effectively measuring and quantifying the passive resistance of a contact point using Ohms law, and allowing us to calculate I^2 R losses. With the lack of voltage drop and harmonic currents in this problem, we can safely determine the breaker contacts and terminations are suitable and heating is not related to non-linear loading.
To rely solely on temperature difference from similar components or ambient air is not enough for us to diagnose a problem such as this. Even the generalized guidelines in the NETA specs for electrical equipment cannot be relied upon as a rigid benchmark in this respect. If the NETA standards were applied in the above example, it would be approaching the “Critical” level, as the temperature difference is compared to ambient is nearly 40° C. Is the case in the first example? Would you recommend an immediate outage to service this component? Not likely with the operating conditions noted. In the second example, the untrained eye would most certainly identify this as a problem based solely on differential temperature guidelines.
We must use all of our tools to draw accurate conclusions, as many factors need to be taken into consideration with respect to these types of situations. We cannot just assume that because a certain temperature differential exists, apparent or true, particularly with respect to direct measurement, that a problem exists. Making qualitative and quantitative analysis is key in keeping us one step above the rest. Sure a hot spot exists in these examples, but your eyes can deceive you if you do not give consideration to such variables as external influencing factors and load demands, and not provide proper compensation values to the IR camera for these factors.
Related Articles
Define and Measure KPIs and Goals for Condition Based Maintenance

Management Aspects on Condition Based Maintenance: The New Opportunity for Maritime Industry

Online Condition Monitoring Reaps Benefits for Borealis
Diagnosing a Bent Shaft

Integrating Vibration and Wear Debris Analysis for Machine Condition Monitoring

Why Condition Based Maintenance Should Be Considered a Critical Component of Any Business’s Asset Maintenance Strategy


