Ten Steps to Pump Reliability – Part 1
Tom Dabbs and Dan Pereira
Pump reliability is an old topic, but it is just as relevant today as it was the first time we heard it a few decades ago. There are some very good reasons to focus on improving pump reliability:
- The average annual maintenance and operations spending on centrifugal pumps is 50 percent greater than for any other type of rotating machine (FiveTwelve Group, August 2006).
- Centrifugal pumps in many plants consume more than 50 percent of total plant motor energy (Hydraulic Institute).
- Pumps consume more energy than any other class of industrial equipment (U.S. Department of Energy, 2005).
- A Finnish Research Center study of centrifugal pump performance (“Expert Systems for Diagnosis and Performance of Centrifugal Pumps,” 1996) found that the average pumping efficiency was less than 40 percent for 1,690 pumps reviewed across 20 different plants, including all market segments. The study also revealed that 10 percent of the pumps were less than 10 percent efficient.
A large cross-section of our customers operate between 500 and 2,000 pumps in many of their locations, as well as thousands of other pieces of complex rotating equipment (e.g., compressors, mixers, fans, blowers, conveyors, etc.), spending an average of $5.5 million annually on maintenance, operation and energy. While these machines have a one-time cost of a few thousand dollars each to purchase and install, the cost to operate them exceeds $10 thousand each per year. This includes maintaining, operating and providing energy for the life of the pump. Many of our customers are in a constant struggle to lower costs and improve output of their plants, and we believe that improving pump reliability is a very sound approach for accomplishing these goals.
The rewards for achieving pump reliability are great and the effort, on the surface, seems fairly simple. After all, most of the elements of pump reliability are just common sense. But Ralph Waldo Emerson expertly put this idea into perspective when he said:
“Common sense is as rare as genius.”
The tough part is that no matter how well conceived or how well implemented, pump reliability efforts require people to act in very specific and consistent ways to sustain the effort. Furthermore, it takes tremendous leadership and discipline to initiate these efforts and keep them on course. Reliability improvement efforts also require inclusion of all plant functions to be successful. We need to capitalize on our collective knowledge, experience and even our failures to guide the efforts to improve bottom-line performance. For instance, include maintenance personnel and reliability engineers in new equipment designs and selections by bringing their knowledge and failure cause history to the table; have operators participate in performance specifications to make them as clear as possible; challenge purchasing to choose vendors and make final equipment selections based on best total cost of ownership as opposed to lowest purchase price; and consult stores personnel on existing stock of spare parts to minimize duplication and identify opportunities to standardize. There are other inclusions we can make, but you get the picture; make everyone in the business a part of your reliability efforts. Now let’s get to the 10 steps to pump reliability.
The top 10 steps you can take to achieve sustainable pump reliability are:
- Proper Design and Equipment Selection.
- Proper Installation and Commissioning.
- Proper Flow Control.
- Proper Operation.
- Proper Maintenance.
- Stock the Right Parts.
- Monitor Efficiency.
- Track Lifecycle History.
- Establish a Pump Management Program.
- Establish a Configuration Management Process.
Note: Steps 6 through 10 will be discussed in the December/January issue of Uptime magazine.
1. Proper Design and Equipment Selection
Pump specifications should spell out all operating requirements and operating parameters. Some considerations are:
- Best efficiency point (BEP) of the selected pump;
- Flow;
- Pressure;
- NPSHA;
- Speed;
- Voltage;
- Fluid type;
- Specific gravity and PH;
- Metallurgy;
- Inlet and outlet pipe sizes;
- Operating temperature;
- Viscosity;
- Solids Present;
- Chemical reactivity;
- Vapor pressure;
- Entrained air/gases;
- Seal arrangement;
- Bearing lubrication method;
- Pipe size and configuration;
- Physical location and environment, etc.
A complete and accurate specification is the first step to establishing a reliable pumping system.
Many engineers tend to specify oversized pumps and excessive horsepower drivers on the premise that it is better to err on the side of having too much power for the application than too little. And if the flow of the system is too high coming out of the pump, it simply can be throttled in the discharge side. This approach, although very common, is a very inefficient and very costly way to design a system. It increases energy costs for operating the pumping system, reduces the operating life of the equipment and will most likely increase the frequency of failure.
To understand why this is true, you have to understand the basics of how a pump works. Centrifugal pumps operate with a rotating impeller that imparts velocity energy to a liquid. The impeller accelerates the liquid and discharges it into the casing and, as the casing area increases, the velocity energy is converted to pressure. Higher velocity brings higher pressure.
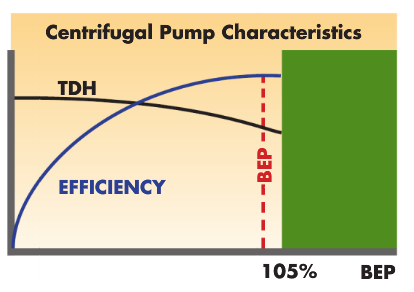
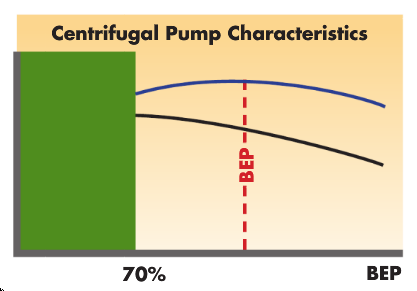
Pumps are designed for specific flow ranges. When a pump is sized properly and is operating optimally, or at its best efficiency point (BEP), liquid flow is constant and radial forces acting on the impeller are at a minimum. This allows the pump to experience the highest efficiencies and lowest vibration. If the pump runs off-BEP at an increased or reduced flow rate, an imbalance of pressure will occur inside the pump. This imbalance can cause shaft deflection, excessive loads on bearings and mechanical seals, excessive vibration and heat, all of which significantly reduce the life of the pump and increase the likelihood of premature failure. Because the majority of pump operating conditions are dynamic and actual flow and pressure requirements fluctuate, it makes it extremely important to size the pump to operate at or near its BEP.
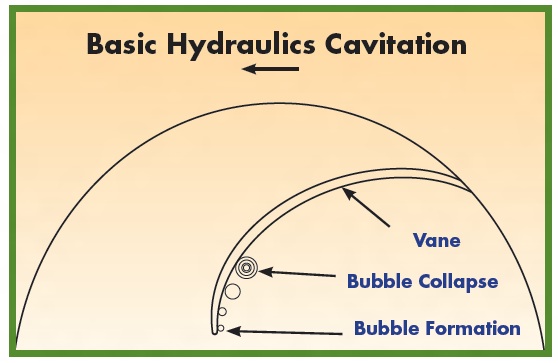
Pumps operating away from BEP display a myriad of issues, none of which contribute to good reliability or efficiency. BEP occurs when the angle of the fluid entering the eye of the impeller is parallel to the impeller blade. Operating away from BEP changes the angle of the fluid to the inlet vane and increases the possibility of premature or catastrophic failure of the pump. By causing suction or discharge recirculation, or cavitations, this leads to excessive vibration, increased shaft deflection, increased bearing loads and reduced seal life.
2. Proper Installation and Commissioning
When a pump is delivered to a site, it’s important to take time to inspect it to ensure it matches the order information and has not been damaged. If the pump is stored for less than six months, you only need to store it in a clean, dry environment that is free from contamination and excessive heat and vibration to keep it in good condition. If the pump is stored for more than six months, continue to follow these same guidelines and also begin to rotate the shaft by hand at least every three months to prevent brinelling of the bearing surfaces.
It is important to provide a rigid and flat concrete foundation that weighs two to three times as much as the pump. This will absorb any type of vibration and should prevent strain and distortion when you tighten the foundation bolts. There is much detail to preparing a proper foundation and the vendor’s installation manual is a good reference for keeping things on track.
Another good practice is to never draw piping into place by using force at the flanged connections of the pump. This can introduce significant strains on the unit and cause misalignment between the pump and driver. Pipe strain adversely affects the operation of the pump, which may result in physical injury and/or damage to the equipment.
Installation and commissioning represent a very small portion of the overall total cost of ownership (TCO). However, improper installation and commissioning will result in problems that significantly reduce pump reliability. These problems often do not surface for a period of time and can require significant time and cost to resolve (e.g., redesign, base plate or foundation replacement, piping modifications, etc.). Often these issues are not resolved due to the time and cost required to solve them, thus resulting in reduced life and higher cost of ownership.
Here are some wise rules to follow during installation to avoid premature failure:
- Locate the pump as close to the liquid source as possible.
- Make sure there is adequate space around and above the pump for safety, ventilation, inspection, installation/removal and maintenance.
- Protect the unit from weather and water damage due to rain, flooding and freezing temperatures.
- Do not install and operate the equipment in closed systems unless the system is constructed with properly-sized safety devices and control devices.
- Take into consideration the occurrence of unwanted noise and vibration.
- Follow all safety, installation, alignment, startup, shutdown and operating procedures outlined in your vendor’s manual.
- Utilize API 686 Standards/Tolerances, or at a minimum the Hydraulic Institute’s standards/tolerances, where applicable.
- Ensure that the distance between the inlet flange of the pump and the closest elbow is at least five pipe diameters. This minimizes the risk of cavitation in the suction inlet of the pump due to turbulence.
- Ensure that elbows in general do not have sharp bends and that the suction piping is one or two sizes larger than the suction inlet of the pump.
- The suction piping must never have a smaller diameter than the suction inlet of the pump.
- Ensure that no part of the suction piping extends below the suction flange of the pump, is adequately below the surface of the liquid source and is level or sloping downward from the liquid source.
- Net positive suction head available (NPSHA) must always exceed NPSH required (NPSHR).
- When checking rotation prior to start-up, disconnect the pump from the driver to prevent the pump from operating in reverse rotation. Reverse rotation can result in the direct contact of metal parts, excessive heat generation and catastrophic failure.
3. Proper Flow Control
Flow control is a very important element for optimizing the efficiency and lifecycle cost of a pumping system. Controlling flow by throttling a valve in the discharge line is a widely used approach for controlling the flow, but is generally very inefficient and costly in the long run. Pumping fluid against a partially closed control valve consumes tremendous amounts of energy and can cause premature pump failure. This method of flow control modifies the point in which the system curve intersects the pump curve and, if it is significantly away from BEP, pump life will be diminished.
During the design phase, variable frequency drives (VFDs) should be evaluated for flow control. VFDs cost more to purchase and install and aren’t feasible for every situation, but in many cases, smaller horsepower requirements and increased energy efficiency can offset the initial cost. The utilization of a VFD allows the pump to remain close to BEP over a range of flow by varying the speed of the driver. The VFD allows the pump curve to be adjusted along the system curve as opposed to the use of a control valve that modifies the system curve.
Another method of flow control is the use of a bypass line with a fixed speed driver. This method allows the flow through the pump to remain constant, hopefully at BEP, while modulating the flow rates downstream and diverting some of the fluid back to the source. Under no circumstances should the pump flow be adjusted from the suction side of the pump. In doing so, the risk of pump damage far exceeds any possible benefit. Modifying the flow from the suction side of the pump will result in reduced pump life and unsafe conditions that could destroy the equipment and cause serious injury or death.
4. Proper Operation
During operation of the pump, critical performance elements like flow, pressure, temperature, vibration, current load and cleanliness should be continuously monitored to ensure the pumping system is operating efficiently and effectively.
As noted before, it is crucial that pumps are sized properly and operate at the optimum speed to meet the flow and head requirements while remaining at the BEP for the majority of run time. Additionally, it is extremely important to operate the pump properly to guarantee that the equipment will reach its useful design life and for the safety of plant personnel. Pump damage (bearing/seal) is cumulative. Regardless of the level of damage, it remains with the components until the parts are ultimately replaced. Multiple episodes of improper operation will cause the pump to fail prematurely.
Some pump operation rules to follow are:
- The suction valve is 100 percent open at all times.
- Discharge flow is adjusted to ensure that there is adequate back pressure to eliminate water hammer or running out to maximum flow.
- Pump is primed and air vented prior to start up.
- Seal flush systems are operational prior to start up.
- Lubrication is at proper level and meets specified quality standards.
- Pump must be operated at a speed to maintain adequate flow through the pumping system. (Above minimum flow rate stated by the manufacturer).
- Pumps should not be operated for long periods of time at maximum flow rate.
- Do not operate the pump without coupling guards correctly installed.
- Pumps should not be operated with the discharge valve completely closed for extended periods of time.
- Do not allow the pump to rotate in reverse.
Failure to follow these rules may result in elevated temperatures, excessive vibration, potential flashing of liquid, cavitations and excessive pressure build-up, which may lead to catastrophic or premature equipment failure, personnel injury, or death.
5. Proper Maintenance
Maintenance is the second highest cost element of TCO at 20 percent, aside from energy at 32 percent, so it is extremely important to establish and follow a rigorous maintenance program to keep pumps in good operating condition and maximize their useful life.
Maintaining pumps is fairly straightforward; you generally do the same things you do to any rotating equipment. In our experience, the highest cause of pump failure is improper operation that causes seal failure and improper lubrication that causes premature bearing failure.
The first order of business is to establish a condition-monitoring (CM) program that includes as many technologies that can be justified. Conditions that should be considered that require some investment in technology are:
- Flow;
- Pressure;
- Temperature;
- Vibration;
- Ultrasound;
- Amp Draw.
Acceptable ranges should be established for each of these parameters with actual readings compared each time they are taken. Readings should be trended over time to identify any trends that require further analysis. Many computerized maintenance management systems are capable of having these conditions directly entered into the system electronically and will provide trend charts for timely analysis.
Other conditions that should be considered by more traditional time-based preventive maintenance (PM) activities are:
- Lubrication (manufacturer’s specifications);
- Seal water flow or packing integrity;
- Cleanliness;
- Proper air flow;
- Foundation or base plate issues;
- Piping system hangers and support integrity;
- Inspect coupling guards;
- Loose bolts.
Professional planning and scheduling techniques must be employed to ensure all condition-monitoring and preventive maintenance activities are properly planned and scheduled. To ensure the right actions are performed at the right frequency and action is taken to resolve any issues resulting from the routines, planning and scheduling cannot be emphasized enough. After all, the issues that are resolved before they evolve into breakdowns are the returns from the CM/PM investment.
Another important element of a good maintenance program is employing sound reliability engineering techniques aimed at eliminating failure. Stanley Nowlan and Howard Heap, the pioneers of reliability-centered maintenance (RCM), concluded that to improve the reliability of a machine, you had to understand how it could fail and provide a means to eliminate the failure. Eventually, you would eliminate all the ways it could fail and end up with a more reliable machine. As it turns out, they were right. Manufacturers of aircrafts and automobiles, and many others, have used these techniques very well to significantly improve reliability of their products.
If you have included these steps in your pump management strategy, you are well on your way to optimizing cost and plant output. This may seem like a lot of effort to keep pumping systems running reliably, but when you compare the effort to the cost of continuous inefficiency and repeat failures, it makes it all worthwhile. Remember, all that you learn about keeping pumping systems running effectively and efficiently can be directly applied to all other assets, making this investment even more valuable. Please read the upcoming conclusion of this article, Ten Steps to Pump Reliability (Part 2), in the upcoming December/January issue of Uptime magazine.
Tom Dabbs, CMRP, is a Program Manager for Asset Management with ITT’s Plant Performance Services Group. He has an Electrical Engineering degree from Clemson University, with more than 35 years experience delivering behavior-based reliability solutions working with clients to reduce cost and improve business effectiveness. www.ittpps.com
Dan Pereira has worked for ITT – Goulds Pumps for 25 years. He began his career as an applications engineer and moved on to sales engineer with a focus on the chemical/petrochemical, pulp and paper, engineer contractor and energy markets. Over the past 15 years, Dan has brought his expertise to the classroom, teaching general hydraulics, pump operation, pump maintenance, and pump optimization for the petro chemical, pulp and paper, and energy industries.
Related Articles

How Can I Extend the Performance Range of Standard Cartridge Mechanical Seals?

Better Mixer Maintenance Ensures Cleaner Effluent at Smurfit-Stone

Digging Up Savings: Go with the Flow

MEMS Accelerometer Performance Comes of Age

Factors which Influence the Speed of an Air Cylinder