Hydraulic Filters that Do More Harm than Good
Part 1
Given that particle contamination of hydraulic fluid reduces the service life of hydraulic components, it would seem logical that a system can never have too many hydraulic filters. Well… not exactly.
Some hydraulic filters can actually do more harm than good and therefore their inclusion in a hydraulic system is sometimes misguided.
Pump inlet (suction) filters fall into this category. Inlet filters usually take the form of a 140 micron, mesh strainer which is screwed onto the pump intake penetration inside the hydraulic reservoir.
Inlet filters increase the chances of cavitation occurring in the intake line and subsequent damage to, and failure of the hydraulic pump. Piston-type pumps are particularly susceptible.
If the reservoir starts out clean and all fluid returning to the reservoir is filtered, inlet filters are not required since the hydraulic fluid will not contain particles large enough to be captured by a coarse mesh strainer.
What does this mean?
I generally recommend removing and discarding inlet filters where fitted. The one possible exception to this rule is charge pump intakes on hydrostatic transmissions. If in doubt consult the hydraulic pump manufacturer.
If you are involved in the design of hydraulic systems, think twice before fitting hydraulic filters to pump intake lines.
Part 2
In response to my previous article on hydraulic filters and the negative effects of suction strainers, one of our readers wrote the following:
“The one thing a suction strainer does that’s worthwhile is to keep out the trash that gets dropped into the tank during service. We lost pumps to things like bolts that we know were not in the tank when it got built. The process of adding hydraulic fluid to the tank often doubles as the trash-installation function. The screens that are often installed in the fill neck usually get a hole poked through them so that oil will go in faster…”
A couple of years ago, I was involved in a case where the seals failed in the swivel on a hydraulic excavator. This allowed the automatic greasing system to pump grease into the hydraulic reservoir.
The grease clogged the suction strainers, which subsequently failed. The wire mesh from the suction strainers destroyed all four hydraulic pumps and several other components.
Had suction strainers not been fitted, it is likely that the grease would have eventually dissolved in the hydraulic fluid with minimal damage to any components.
My point is, I don’t use this example as an argument against fitting suction strainers – because grease should not be in the reservoir.
Likewise, I do not consider trash exclusion to be a valid argument for fitting suction strainers – because nuts, bolts or similar debris should not be in the reservoir.
The sloppy operators that allow trash to drop into the reservoir are the same operators that never drain and clean the reservoir, and change the suction strainer. So the suction strainer clogs eventually and the pump fails through cavitation. Therefore, with or without the suction strainer, the pump is destined to fail prematurely.
The correct solution is not to allow trash to get into the reservoir. And this is fundamental to my recommendation to remove and discard suction strainers, where fitted.
Excessive vacuum at the pump inlet caused by suction strainers is a bigger threat to pump life in the long run, than trash that shouldn’t be in the reservoir in the first place.
Part 3
In a previous article on hydraulic filters, I pointed out that all fluid returning to the reservoir should be filtered.
The one exception to this rule is the case drains of hydraulic piston pumps and motors. Connecting case drain lines to return filters can cause excessive case pressure, which has a number of damaging effects.
High case pressure results in excessive load on the lip of the shaft seal. This causes the seal lip to wear a groove in the shaft, which eventually results in a leaking shaft seal.
The effect of high case pressure on in-line piston pumps is the same as excessive vacuum at the pump inlet. Both conditions put the piston ball and slipper-pad socket in tension during intake.
In severe cases this can result in buckling of the piston retaining plate and/or separation of the bronze slipper from the piston, causing major failure.
Under certain conditions, high case pressure can cause the pistons of radial piston motors to be lifted off the cam during the outlet cycle. When this happens the pistons are hammered back onto the cam during inlet, destroying the motor.
What does this mean?
The case drain line of piston pumps and motors should be returned to the reservoir through a dedicated penetration below minimum fluid level. For the reasons described above, hydraulic filters are not recommended on case drain lines. However, if a filter is fitted it should be generously oversized to minimize back pressure in the pump or motor case. If in doubt, consult the hydraulic pump or motor manufacturer.
Related Articles
As the lights flicker and the machines hum, strange noises echo through the factory floor. Are they signs of restless spirits—or just neglected preventive maintenance? This Halloween, step into the wriggling insides of your equipment and uncover the mechanical mysteries behind every eerie creak, rattle, and groan. Sometimes, the scariest sounds aren’t from ghosts…but from failing components.
As the lights flicker and the machines hum, strange noises echo through the factory floor. Are they signs of restless spirits—or just neglected preventive maintenance? This Halloween, step into the wriggling insides of your equipment and uncover the mechanical mysteries behind every eerie creak, rattle, and groan. Sometimes, the scariest sounds aren’t from ghosts…but from failing components.
See More
Process pump reliability logically involves a combination of fluid-related performance and design decisions that focus on engineering materials and the configuration of mechanical components. Recent case studies have pointed out improvement opportunities in the relative design conservatism found in certain process pump models. Combined with deficiencies in the training of personnel, it can be argued that pump reliability has not made as much progress as it perhaps could.
Process pump reliability logically involves a combination of fluid-related performance and design decisions that focus on engineering materials and the configuration of mechanical components. Recent case studies have pointed out improvement opportunities in the relative design conservatism found in certain process pump models. Combined with deficiencies in the training of personnel, it can be argued that pump reliability has not made as much progress as it perhaps could.
See More
For many applications, a REFRIGERATED COMPRESSED AIR DRYER is one of your best solutions to getting the moisture out of your compressed air system. Look for these symptoms to tell when you need a Refrigerated Compressed Air Dryer...
For many applications, a REFRIGERATED COMPRESSED AIR DRYER is one of your best solutions to getting the moisture out of your compressed air system. Look for these symptoms to tell when you need a Refrigerated Compressed Air Dryer...
See More
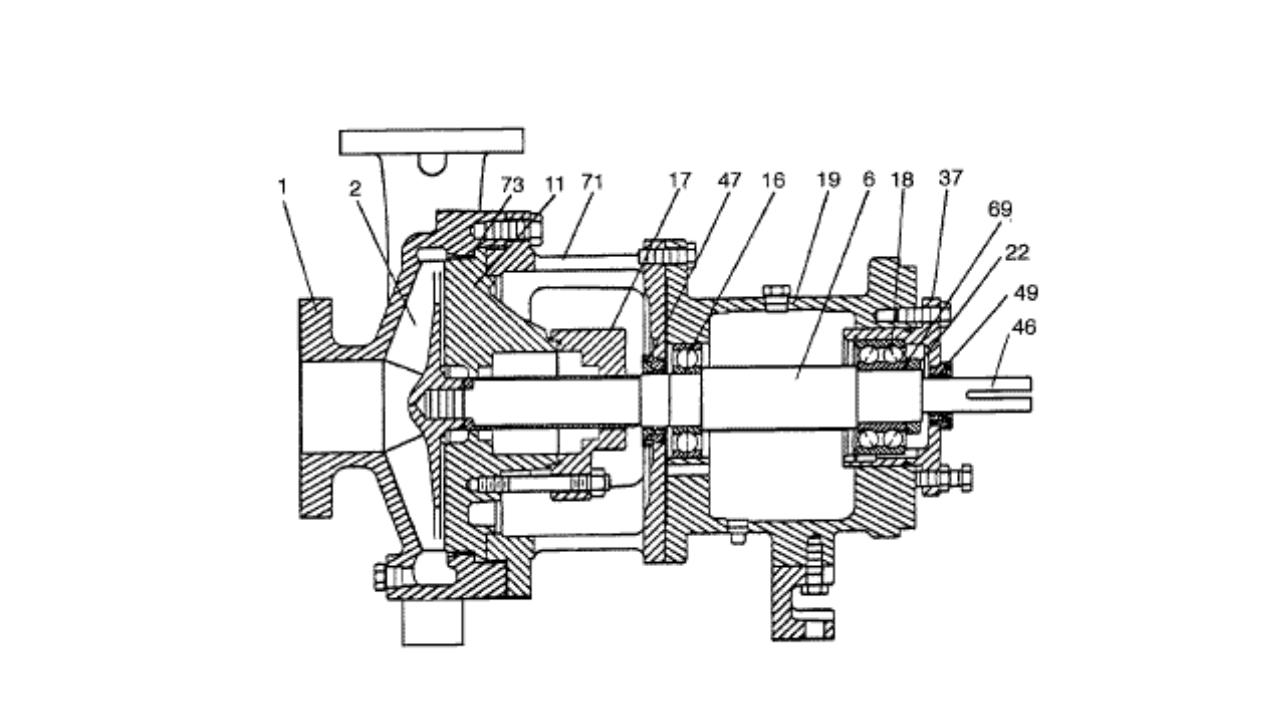
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
Ask for a modern centrifugal pump recommendation from your favorite supplier and chances are he will recommend one of the standard pump designs that conform to either the A.N.S.I., I.S.O. or D.I.N. specifications. On the surface that might seem like a good recommendation, but the fact is that all of these designs will cause you maintenance problems. Refer to the illustration prior to diving into the details of the obvious problems found within these designs.
See More
I was recently engaged by a client to conduct failure analysis on a large (and expensive) double-acting cylinder off a hydraulic excavator. This cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the cylinder were in serviceable condition. The diesel effect occurs in a hydraulic cylinder when air is drawn past the rod seals, mixes with the hydraulic fluid and explodes when pressurized.
I was recently engaged by a client to conduct failure analysis on a large (and expensive) double-acting cylinder off a hydraulic excavator. This cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the cylinder were in serviceable condition. The diesel effect occurs in a hydraulic cylinder when air is drawn past the rod seals, mixes with the hydraulic fluid and explodes when pressurized.
See More
The chart shows approximate pressure drops which may be expected at various flows rates through sharp edge orifices for petroleum type hydraulic oil. It may be used for designing limiting flow orifices in hydraulic systems. Chart values must be considered as approximate because a number of factors such as specific gravity, orifice efficiency, plumbing ahead of and behind the orifice may cause variations from the values shown.
The chart shows approximate pressure drops which may be expected at various flows rates through sharp edge orifices for petroleum type hydraulic oil. It may be used for designing limiting flow orifices in hydraulic systems. Chart values must be considered as approximate because a number of factors such as specific gravity, orifice efficiency, plumbing ahead of and behind the orifice may cause variations from the values shown.
See More
The cost per kWhr, the "cost of producing electricity", is the cost of the energy which is taken out of the steam by the turbine generator system and converted into electricity. The following paper discusses calculation methods for determining this cost -- a critical step in the process of evaluating cogeneration feasibility.
The cost per kWhr, the "cost of producing electricity", is the cost of the energy which is taken out of the steam by the turbine generator system and converted into electricity. The following paper discusses calculation methods for determining this cost -- a critical step in the process of evaluating cogeneration feasibility.
See More