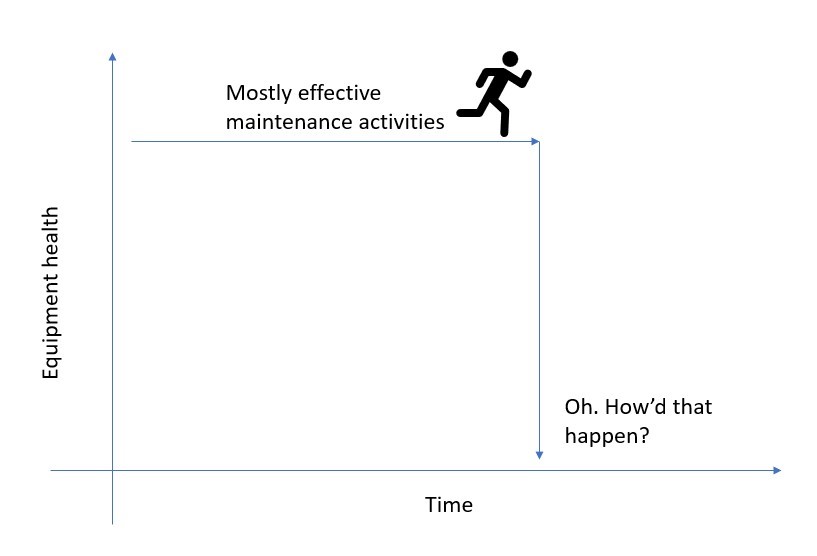
Let me get right to it. I don’t think the P-F curve is really a curve anymore. Rather it is more like a cliff. We march right up to the edge with all our preventive maintenance activities and the equipment fails anyway. No gentle path downwards to follow, giving us lots of time to head off trouble. No, things simply go bad very quickly.
The idea is to avoid the cliff. Stay back a safe distance and enjoy the view vs. extending your toes over the edge for a thrill.
How do we use the P-F curve?
No need to re-write the vast number of books and articles about the P-F curve. We all know it quite well.
Courtesy of isa.org
As our equipment ages we do lots of stuff to keep it in service and productive. This may be a process we have performed for many, many years. Or we do the best we can up to a point then rip out the “old” and put in the new. Either way, there is a period where we care for the equipment to eek out as much as we can from it.
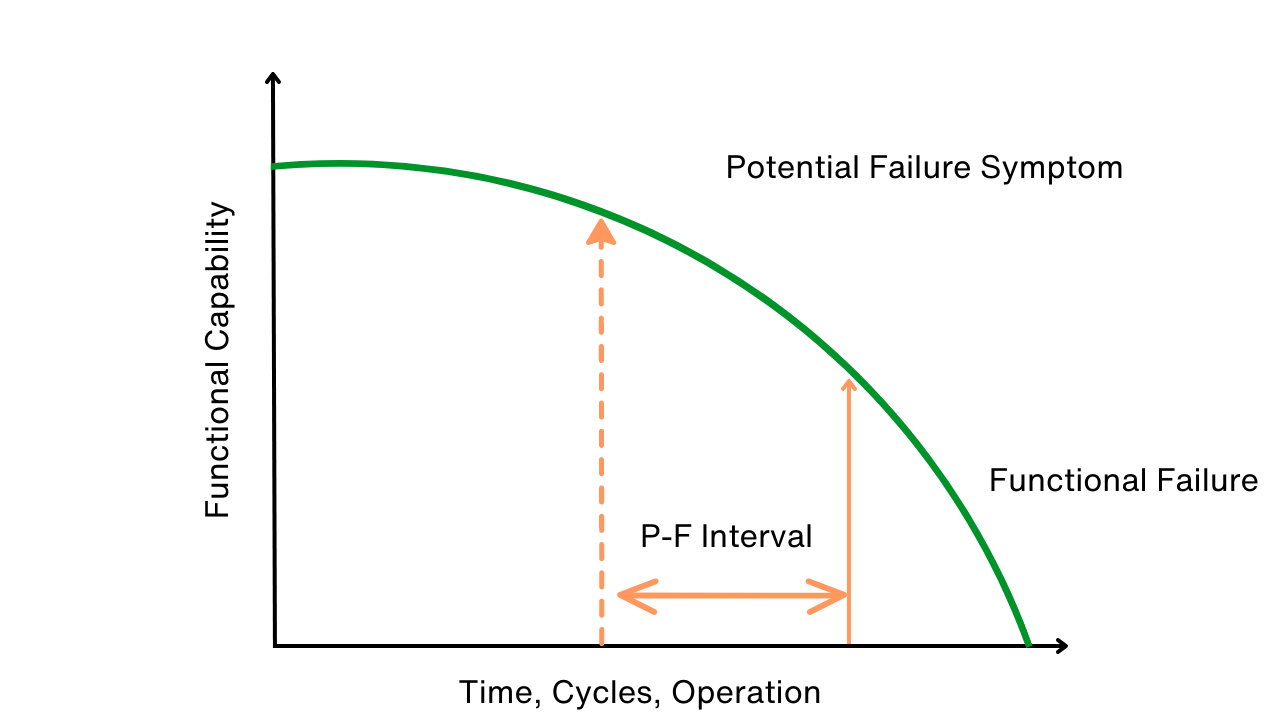
Yes, mechanical equipment does and will continue to “fail over time,” and condition-based maintenance tools do help us stay ahead of that “curve.”
However, the P-F curve lulls us into the idea that we have time before something bad happens. The equipment, despite our efforts, degrades at a rate (perhaps increasing) that we can plan for and, at some point there is no return…it fails. Gradual descent to the bottom. Oh well.
Is the P-F curve more like a cliff?
What if we looked at this more like a cliff to avoid falling over? Modern equipment is much more binary. It is either working or it is not. Slow degradation over time is still happening, but the likelihood of the equipment being replaced with an even more modern version is also becoming much more probable. What used to be a badge of honor to keep a 40-year-old pump in operation, has been replaced with completely different technology that you upgrade every 3 to 5 years.
As we implement and then rely upon automation, becoming more “digital,” more and more equipment is going to experience the cliff effect. There will be no (or much shorter) failure developing period. While the period of productive, failure-free life may be more consistent, with little to no degradation, failure may be more abrupt. Sensors and their related control boards come to mind. In the past they were nice to have, now they are critical pieces of our infrastructure.
Even now, most equipment failures are surprises. Go back in your mind over the last year of callouts and emergency repairs. How many did you see coming? I seriously doubt that you intuitively woke up at 2 AM and headed out to the plant, knowing that Pump A was about to fail. No, rather the 2 AM call was most likely a surprise.
But maybe you did have a sense (perhaps from actual data!) that Pump A was on its last legs. You could see the cliff in the distance and were making some efforts to avoid it. Kudos to you!
On the other hand, maybe, you don’t see the cliff coming. You are going about your maintenance activities, well within your budget and Bam! The pump grinds itself to death in a matter of seconds and the production line goes down for a week. Where did your gentle slope to the bottom go?
What is the real point here?
Expect that the unexpected is a certainty. Don’t be naive to think that you have time to “get to that pump inspection.” Just because the needle is in the green zone today, does not mean that it will stay that way. The flow rate from the pump could gradually drop off over time for a host of reasons. But, just as easily the pump could throw a chunk of the impeller and the whole thing will seize up… at 2 AM of course. Pull your preventive maintenance activities back to the left a bit, well away from the edge of the cliff.
TRM and IDCON have been working with companies to improve their maintenance processes and collect good data for decision-making for many years. Find out how we can help you avoid the cliff by contacting us.
John Q. Todd
John Q. Todd has nearly 30 years of business and technical experience in the Project Management, Process development/improvement, Quality/ISO/CMMI Management, Technical Training, Reliability Engineering, Maintenance, Application development, Risk Management, & Enterprise Asset Management fields. His experience includes work as a Reliability Engineer & RCM implementer for NASA/JPL Deep Space Network, as well as numerous customer projects and consulting activities as a reliability and spares analysis expert. He is a Sr. Business Consultant and Product Researcher with Total Resource Management, an an IBM Gold Business Partner – focused on the market-leading EAM solution, Maximo, specializes in improving asset and operational performance by delivering strategic consulting services with world class functional and technical expertise.
Expert troubleshooters have a good understanding of the operation of electrical components that are used in circuits they are familiar with, and even ones they are not. They use a system or approach that allows them to logically and systematically analyze a circuit and determine exactly what is wrong. They also understand and effectively use tools such as prints, diagrams and test instruments to identify defective components. Finally, they have had the opportunity to develop and refine their troubleshooting skills.
Expert troubleshooters have a good understanding of the operation of electrical components that are used in circuits they are familiar with, and even ones they are not. They use a system or approach that allows them to logically and systematically analyze a circuit and determine exactly what is wrong. They also understand and effectively use tools such as prints, diagrams and test instruments to identify defective components. Finally, they have had the opportunity to develop and refine their troubleshooting skills.
Semiconductor devices are almost always part of a larger, more complex piece of electronic equipment. These devices operate in concert with other circuit elements and are subject to system, subsystem and environmental influences. When equipment fails in the field or on the shop floor, technicians usually begin their evaluations with the unit's smallest, most easily replaceable module or subsystem. The subsystem is then sent to a lab, where technicians troubleshoot the problem to an individual component, which is then removed--often with less-than-controlled thermal, mechanical and electrical stresses--and submitted to a laboratory for analysis. Although this isn't the optimal failure analysis path, it is generally what actually happens.
Semiconductor devices are almost always part of a larger, more complex piece of electronic equipment. These devices operate in concert with other circuit elements and are subject to system, subsystem and environmental influences. When equipment fails in the field or on the shop floor, technicians usually begin their evaluations with the unit's smallest, most easily replaceable module or subsystem. The subsystem is then sent to a lab, where technicians troubleshoot the problem to an individual component, which is then removed--often with less-than-controlled thermal, mechanical and electrical stresses--and submitted to a laboratory for analysis. Although this isn't the optimal failure analysis path, it is generally what actually happens.
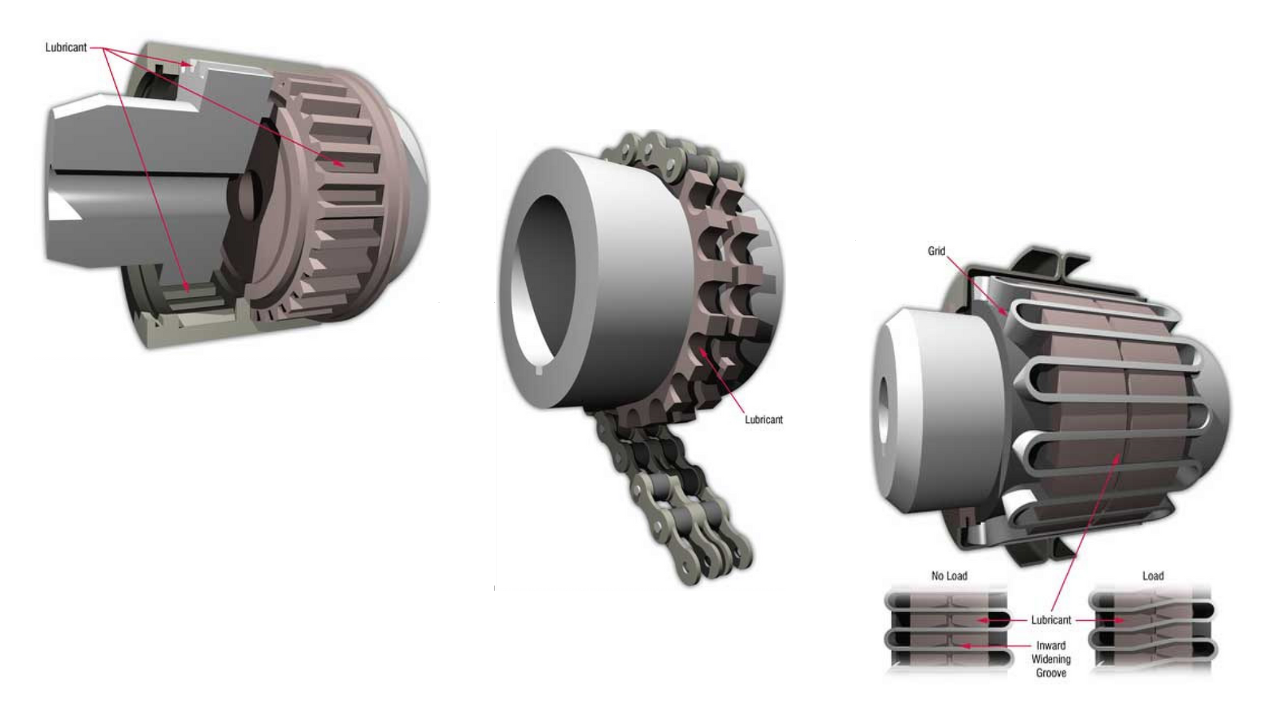
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
In an ideal world, multiple components could be produced in a single piece, or coupled and installed in perfect alignment. However, in the real world, separate components must be brought together and connected onsite. Couplings are required to transmit rotational forces (torque) between two lengths of shaft, and despite the most rigorous attempts, alignment is never perfect. To maximize the life of components such as bearings and shafts, flexibility must be built in to absorb the residual misalignment that remains after all possible adjustments are made. Proper lubrication of couplings is critical to their performance.
The key to realizing greater savings from more informed management decisions is to predetermine the "True" cost of downtime for each profit center category. True downtime cost is a methodology of analyzing all cost factors associated with downtime, and using this information for cost justification and day to day management decisions. Most likely, this data is already being collected in your facility, and need only be consolidated and organized according to the true downtime cost guidelines.
The key to realizing greater savings from more informed management decisions is to predetermine the "True" cost of downtime for each profit center category. True downtime cost is a methodology of analyzing all cost factors associated with downtime, and using this information for cost justification and day to day management decisions. Most likely, this data is already being collected in your facility, and need only be consolidated and organized according to the true downtime cost guidelines.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
The potential-to-functional failure interval (P-F interval) is one of the most important concepts when it comes to performing Reliability-Centered Maintenance (RCM). Remarkably, the P-F interval is also one of the most misunderstood RCM concepts. The failure mode analysis becomes even more complicated when you are dealing with several P-F intervals for one failure mode. This paper will help clarify the P-F interval and the decision-making process when dealing with multiple P-F intervals.
As many of us strive to improve the reliability of our plants, several comments bemoan how challenging that is to do in an era of continuous deep cost cutting. They say that in their operation, maintenance is seen as a cost, and is one of the first things to arbitrarily cut. Some think their operations have cut too far! What they seek is a way to justify a strong maintenance capability. I submit that one approach is to speak of maintenance as an “investment in capacity.” Use the language that plant managers, controllers and senior management understands: capital investment and return on investment (ROI).
As many of us strive to improve the reliability of our plants, several comments bemoan how challenging that is to do in an era of continuous deep cost cutting. They say that in their operation, maintenance is seen as a cost, and is one of the first things to arbitrarily cut. Some think their operations have cut too far! What they seek is a way to justify a strong maintenance capability. I submit that one approach is to speak of maintenance as an “investment in capacity.” Use the language that plant managers, controllers and senior management understands: capital investment and return on investment (ROI).