Managing Repairable Spares
Don Armstrong, President of Veleda Services Ltd.
Posted 06/12/2023
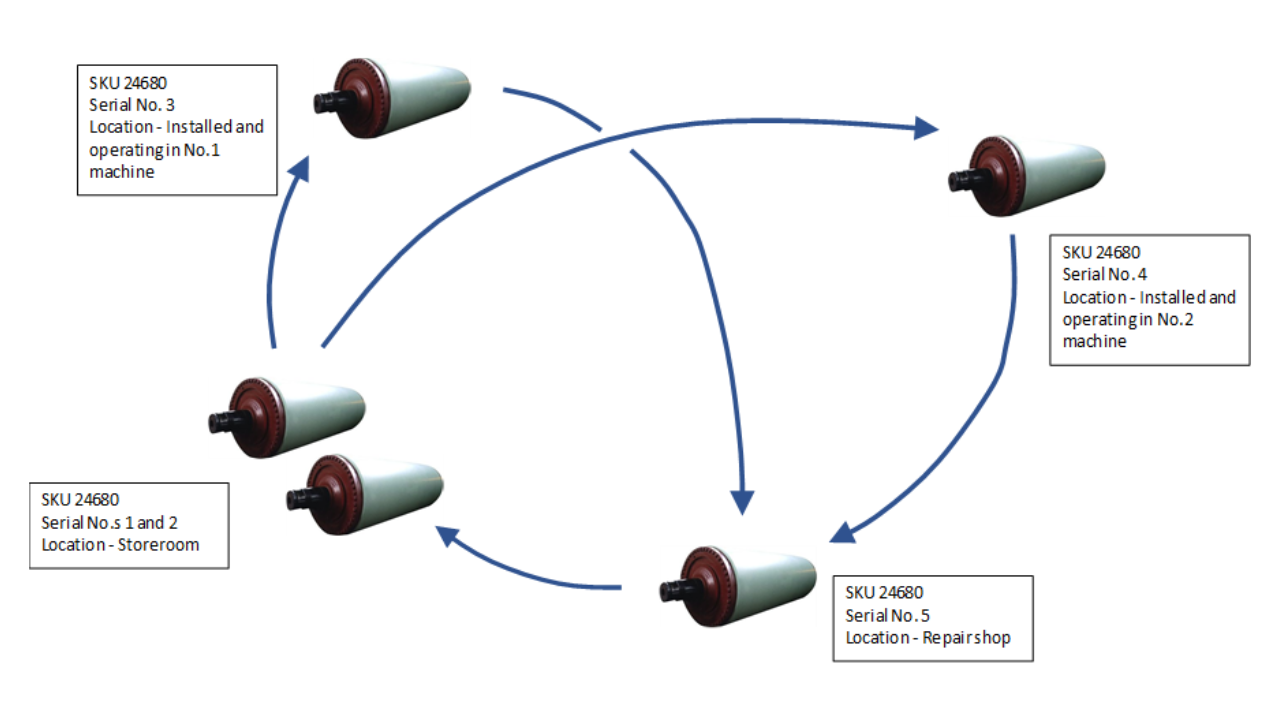
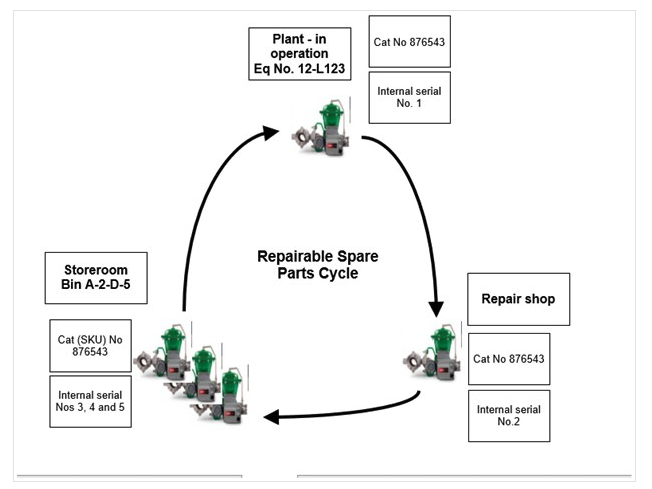
“Repairable” spares (sometimes called “rotating” or “rotable” spares) are parts or assemblies that are carried in the Maintenance storeroom and which are not automatically re-ordered when they are issued. They rotate through a cycle that includes in-service in operating equipment, then to a repair shop, then to inventory and then back to service, as illustrated below.
Repairable spares can be as simple as cutter blades that require routine sharpening or as complicated as a million-dollar paper machine roll. They are often the most critical to the operation and the most expensive spare parts carried and should be carefully managed.
Repairable spares may also be “serialized”, i.e. several items may have the same material catalogue number and be identical when new, but need to be tracked individually. An example is a processing roll which requires regular re-grinding and the diameter must be tracked so that it is replaced when a minimum diameter is reached. Serialized parts will be covered in the next article.
I am sometimes asked what items should be repaired and what items should be considered disposable. Several years ago, small items of equipment, such as 10 hp TEFC induction motors, would have been repaired if they failed. Today, the cutoff point seems to be 50 HP or more. The same applies to most equipment. While automation has kept the cost of new items down, the cost of repairs has steadily increased because repairs always require considerable labour. In addition, manufacturing tolerances and materials have improved dramatically, so repairs to match OEM quality are much more difficult and expensive. There is no simple rule but the responsibility for deciding if a component is worth repairing or not should be made by someone who is very familiar with the item, its operating context and the relative costs of replacement and repair.
For sound management of repairable parts, there are some systems that must first be in place, including:
- identification and numbering of all equipment locations where repairable parts are used.
- a materials catalogue for all spare parts, including repairable parts.
For more on equipment and material identification and numbering, click here.
If a computer is used to manage parts, the database must include:
- a field to indicate that the item is not to be replenished when issued from stock (i.e. it is a repairable spare) and functionality to ensure that repairable parts are not automatically added to replenishment orders.
- a field to identify where repairable parts removed from service must be delivered by the tradesman who removed it from service (e.g. numbered drop points or “electrical shop”, “valve shop”, etc).
Because repairable spares pass through many hands, most of which are outside of Stores control, there are many opportunities for parts to go astray, so a sound business process to track these important parts is essential.
Maintenance computer systems usually have some ability to manage repairable spares, but often this is very rudimentary. The ability to track items that go through a service/repair cycle is one of the factors that differentiates maintenance storeroom software from other inventory-management systems.
The data required to almost completely automate the repairable spares process should be in the database, so it is worthwhile looking carefully at this important aspect of materials management when purchasing maintenance-management software.
The following is a comprehensive “business process” for the management of repairable spares, based on the assumption that the maintenance computer system has all the functionality implied. Each header is a link to the appropriate page.
1. Business Process Header Page
This describes the purpose and scope of the business process for repairable spares with other essential administrative information
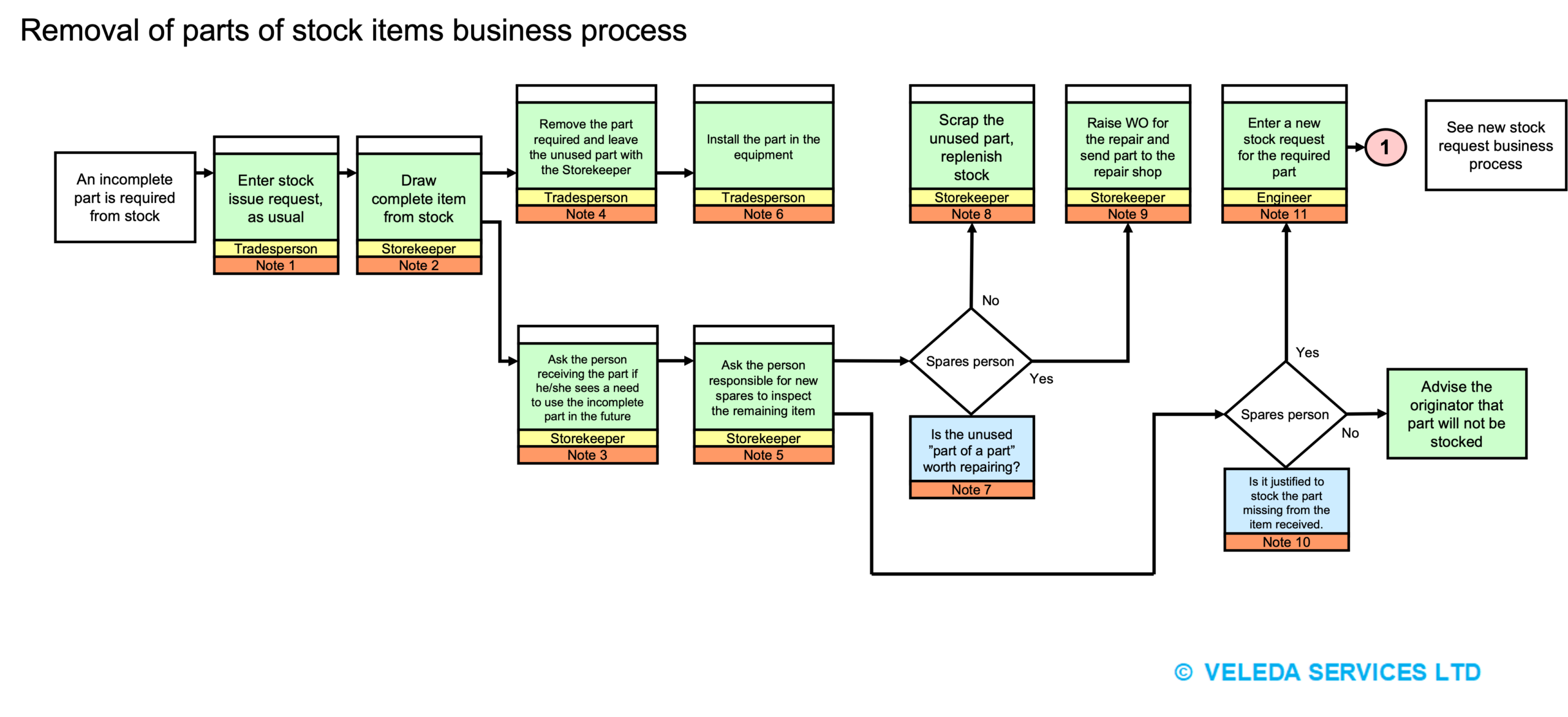
2. Business Process Work Flow Diagram
3. Business Process Work Flow Diagram
This diagram shows the movement of repairable items and the decisions, checks and actions required. For an explanation of the conventions used in this diagram, see “Maintenance business processes and position descriptions”
4. Work Flow Diagram Notes
5. Work Flow Diagram Notes
6. Work Flow Diagram Notes
7. Work Flow Diagram Notes
These are the explanatory notes referred to in the work flow diagram
8. Tags and Labels
The long, rectangular tags are tags that should be printed automatically and issued with a repairable item when it is drawn from Stores. The tradesperson who removes an item from service must attach this tag and return the tagged item to the appropriate repair shop. Except for the lines in italics all the information should be stored in the database and included on the tag when it is printed. If an item is identified in a database as a critical spare, a yellow tag will be printed, otherwise the tag is white.
The photo below shows a well-managed repair shop, with tagged items waiting for a repair-or-replace decision.

The small labels are adhesive labels to remain attached to repaired items when they are returned to Stores. Note that the tags and labels identify if an item is critical or non-critical, serialized or non-serialized and new or repaired.
9. Report – Overdue Delivery at the Repair Shop
The purpose of and responsibilities for acting on reports is included below the report examples
10. Reports – Overdue Repairs
11. Key Performance Indicators
This shows a couple of examples of KPI’s that could be used to monitor the repairables process performance. For more on KPI’s, click here.
12. Required Computer Functionality
This is high-level summary of the maintenance computer system functionality required to support this business process.
13. Training Requirements
This is an outline of the training required by various positions to ensure that this business process is followed.
14. Responsibilities
15. Responsibilities
16. Responsibilities
The responsibilities of various positions to ensure that the repairables business process works as it should are described. These should be reflected in position descriptions.
17. Improvement Ideas
It’s a good idea for a business process administrator to keep a record of ideas to improve performance, and to implement these change whenever the process is updated.

Don Armstrong
Don Armstrong is the President of Veleda Services – Maintenance Management Consulting and Training. Don is an experienced professional engineer and has managed a number of large maintenance departments over the years. In addition, he has successfully instituted new planning and scheduling processes, maintenance standards, and safety programs into maintenance departments.
Related Articles

Plant Numbering and Asset Identification

Allocating and Analyzing Downtime

What is the Role of a Maintenance Storeroom?
Controlling Materials Returned to Maintenance Stores