My Maintenance – Why Settle for RCM Alone?
Dave Porrill
Perhaps the most celebrated analytical technique is RCM which has been around since the pioneering days of Nowlan and Heap (1978) and which in later years was presented to land-based industries by Moubray as RCM2. Then there are a multitude of variations to this central philosophy which have been designed based on the argument that “Classical RCM” is too time-consuming to be practical. Some of these alternative approaches are closely aligned to the original philosophy, but regrettably, there are also some which are so vastly different that they lose all resemblance to anything remotely useful for developing equipment maintenance routines! In an attempt to terminate any further debate, the Engineering Society for Advanced Mobility, Land, Sea Air and Space, International (SAE) published a document titled “Evaluation Criteria for Reliability-Centred Maintenance (RCM) Processes” (JA1011). This document describes the criteria that must be met in order to refer to a maintenance analysis as “RCM.” It is important to note however, that just because a particular form of maintenance analysis does not meet the criteria spelled out in JA1011, it does not mean that it is not a valid analytical methodology; it simply means that the term “RCM” should not be applied to it. If we consider that RCM evolved out of the airline industry, and RCM2 was largely an attempt to adapt the philosophy to land-based industries, it is not surprising that there will surely be circumstances where the details of RCM may feel like an uncomfortable fit in the context of a production site. For example, the criteria that are important in a nuclear power station may be noticeably different from a fruit juice factory. Similarly, the operating context of a national rail network is quite different from a factory producing electronic circuit boards for the computer industry. It must be acknowledged therefore, that the nuances and idiosyncrasies of different industrial organisations would benefit from allowing a certain amount of flexibility in the way they develop their preventive maintenance routines. 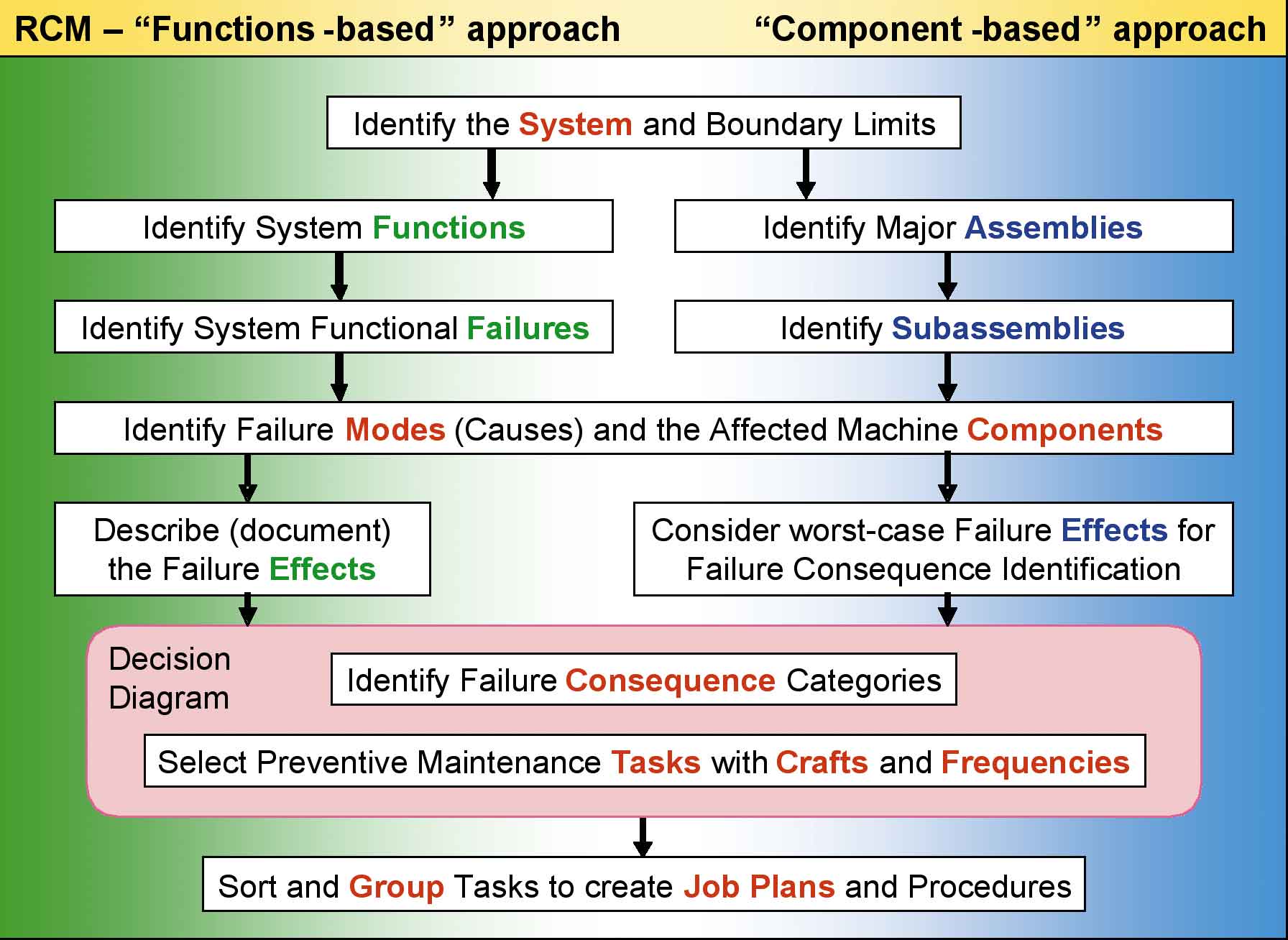 Although the arguments in favour of “Classical RCM” are valid, they are not sufficient to categorically discount the applicability of alternative techniques. There will be times in most industries when it will be appropriate to conduct a full RCM analysis on a critical equipment system, following the guidance of JA1011, but there will also be many occasions where the rigour and effort is not justified, and so a more simplified or streamlined approach will suffice. I should like to propose that a combination of approaches, applied in balanced harmony at the right time and for the right reasons will surely deliver the optimum overall results for the organisation.One alternative technique that I have used to good effect alongside “Classical RCM” is a “component-based” approach. The primary difference is that, while RCM requires the rigorous documentation of the Functions, Functional Failures and Failure Effects, the component-based approach does not. It considers the hierarchical structure of the equipment system broken down to component level, where a “component” is the lowest practical level at which it is possible to implement a suitable failure management policy. The key to the credibility of this approach is the rigour of the decision diagram, which is very closely aligned to the original proposed by Nowlan and Heap. The diagram illustrates how it is perfectly feasible for the two methodologies to be used alongside each other in the same industrial setting.There are two important factors to remember: 1) It is useful if the two methodologies share some common data fields. This should not be difficult to achieve since, at the very least, all maintenance activities should be focused on failure modes. 2) It would be wise to capture the results of all the analyses into one common data repository which is structured in such a way that both approaches can be accommodated in parallel, and still deliver the result of compiling the balanced maintenance Job Plans. This simplifies making continuous improvements to the programme. This approach works in my industry and there is no reason why it cannot also work in yours. I call it “disciplined flexibility, with a dose of common sense.”
Although the arguments in favour of “Classical RCM” are valid, they are not sufficient to categorically discount the applicability of alternative techniques. There will be times in most industries when it will be appropriate to conduct a full RCM analysis on a critical equipment system, following the guidance of JA1011, but there will also be many occasions where the rigour and effort is not justified, and so a more simplified or streamlined approach will suffice. I should like to propose that a combination of approaches, applied in balanced harmony at the right time and for the right reasons will surely deliver the optimum overall results for the organisation.One alternative technique that I have used to good effect alongside “Classical RCM” is a “component-based” approach. The primary difference is that, while RCM requires the rigorous documentation of the Functions, Functional Failures and Failure Effects, the component-based approach does not. It considers the hierarchical structure of the equipment system broken down to component level, where a “component” is the lowest practical level at which it is possible to implement a suitable failure management policy. The key to the credibility of this approach is the rigour of the decision diagram, which is very closely aligned to the original proposed by Nowlan and Heap. The diagram illustrates how it is perfectly feasible for the two methodologies to be used alongside each other in the same industrial setting.There are two important factors to remember: 1) It is useful if the two methodologies share some common data fields. This should not be difficult to achieve since, at the very least, all maintenance activities should be focused on failure modes. 2) It would be wise to capture the results of all the analyses into one common data repository which is structured in such a way that both approaches can be accommodated in parallel, and still deliver the result of compiling the balanced maintenance Job Plans. This simplifies making continuous improvements to the programme. This approach works in my industry and there is no reason why it cannot also work in yours. I call it “disciplined flexibility, with a dose of common sense.”
Related Articles

A Simple Fault Finding Technique

Metal Corrosion Basics


Root Cause Prevention Principles for Boiler Protection from Water-Side Corrosion and Scale Formation


What is the Value of Failure Prediction - Early Warnings?


