Pump Cavitation Solutions: Polymeric Solutions for Pumps Suffering from Cavitation
Glenn Machado, Belzona Inc.
Pump cavitation is defined as the phenomenon of formation and consequent implosion of vapor bubbles in a region where the pressure of the liquid falls below its vapor pressure. Cavitation can occur in any fluid handling equipment, especially in pumps, one of the most important components of industry today. Technological advances in industrial protective coatings and repair composite materials have made it possible to repair pumps suffering from cavitation rather than simply replacing them. Cavitation Resistant (CR) retain adhesion under long-term immersion, dissipate energy created under high intensity cavitation, and provide outstanding resistance to corrosion and other forms of erosion.
As previously stated, cavitation is a serious problem for pumps. In simple terms, the main utility of a pump is to move a fluid from one location to another by means of mechanical actions that sometimes can be extreme, and damage the internal working parts of the pump. The main area of damage can be pinpointed to the pump impeller vane. During operation the impeller is subject to pressure gradients, which cause bubbles to form and implode striking the surface underneath.
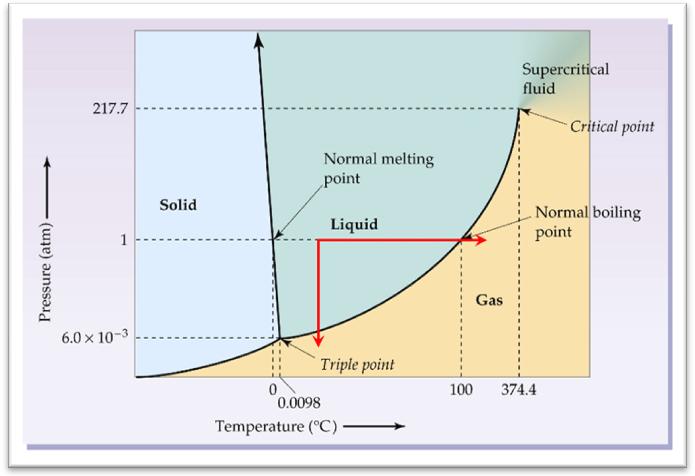
This diagram shows the three physical states of water at different temperature and pressure values. The curves on the graph represent equilibrium states. The curve bordering the liquid and gas phases is referred to as vaporization curve. At normal conditions of pressure and temperature, a fluid is at 1 atm (14.7 psi) and 25ºC (77ºF). Water is most commonly boiled by heating it at a constant pressure such as boiling a pot of water on a stovetop (Follow white arrow). As temperature increases at constant pressure, water remains in a liquid phase until it reaches the normal boiling point (100ºC at 1 atm), at which point, it starts to boil.
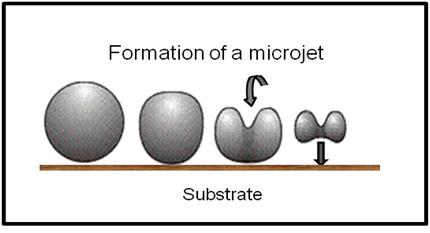
What is less intuitive but equally true, is that water can also be boiled by dropping the pressure at a constant temperature (Follow red arrow in Figure 1). This is exactly what occurs just behind the leading edge of a pump impeller vane. As water (or any other fluid) enters the pump, it is deflected by the vane. Above the leading edge of the vane, the fluid is compressed creating a high local pressure area. Directly after the leading edge there’s a small area of decreased pressure. If this decrement in pressure moves below the vaporization curve at constant temperature, the fluid will begin to boil, and vapor bubbles will form in the fluid. Behind this low pressure area there is another high pressure region. As the vapor bubbles entrained in the fluid move into this high pressure region, they condense and collapse violently against the substrate, forming what is referred to as “micro jet”. Figure 2 illustrates the implosion of the vapor bubbles. The top of the bubble becomes unstable and collapses towards the substrate.
During this process, the pressure has been recorded as high as 145,000,000 psi, which exceeds the elastic limit for any exotic alloy, thus proving that not even the most exotic alloys can prevent cavitation. These vapor bubbles are responsible for the mechanical damage found on pump impellers after extreme service.
Pump Cavitation Solutions
The solution to pump impellers suffering from cavitation lies in finding a material that can withstand high pressure levels. At the same time this material must bear the harsh environments, and be machinable. Presently, not a single alloy is found to be available, cost effective, and easily manufactured. At this point, the only tangible manner to salvage the pump is to protect it with a sacrificial material that is readily available, easy to use, and cost effective.
After countless years of research in corrosion engineering, a CR fluid elastomer that can virtually bond to any substrate, including steel, was formulated. Provided that the appropriate surface preparation is obtained, adhesion strengths of over 3200 kg/m_ can be achieved. Combining elastomeric properties and great adhesive strength, the material can withstand full immersion and the harsh working environment. More importantly, the material’s flexible nature gives it the ability to dissipate the enormous energy involved in cavitation as well as in other erosion processes.
A CR fluid elastomer has been in service for a number of years. Before it was available to the public, this material underwent a series of high demanding quality checks. These checks included a sequence of laboratory tests to determine that the correct properties were achieved. The testing does not stop at the inception of the product, but continues throughout the product’s market life. To ensure its longevity, CR fluid elastomers are scheduled to be subjected to the ASTMG8 testing for magnesium anode and cathodic disbondment.
Application
In this particular case, the sides and the trailing surfaces of this large impeller had suffered from cavitation and significant metal loss (Figure 3). The application work was carried out by an authorized coating applicator. The methodology followed is described as follows:

- All the surfaces to be coated were grit blasted using an angular abrasive to NACE No.2 (Near White Metal), ensuring a minimum 3 mil (75 _m) angular profile.
- All the surfaces were consequently washed down with a recommended cleaner degreaser to remove residual blasting debris and contaminants.
- Masking tape was placed at the outer edges of the areas to be coated to give a neat and clean finish.
- The substrate was rebuilt and brought back to factory specification. To rebuild such a large area, an extended working life paste grade polymer from a reputable manufacturer was utilized.
- To protect the freshly rebuilt substrate, an efficiency improving abrasion resistant polymeric coating was applied using stiff short bristled brushes to a maximum wet thickness of 10 mils (250 _m). Two coats of this material are required to ensure holidays are eliminated. This coating is used to prevent the effect of erosion and corrosion.
- With the pump rebuilt, a CR coating was applied to the entire impeller (Figure 4). Alternatively, another solution would be to weld numerous damaged areas, or cut out a large section and weld it in a new plate.
- All the coated surfaces were allowed to cure and the coating was inspected for continuity.
- The pump was put back into service.

Conclusion
A solution to eradicate cavitation completely has not been discovered. The best solution to this phenomenon is to coat the fluid handling device with a high performance material. This material should be elastomeric and have high adhesive strength. The high adhesion allows the material to bond to the fully immersed substrate, while the elastomeric characteristics facilitate a better dissipation of the energy involved in cavitation. If a solution to control the mechanical damage to the pump is needed, a CR fluid elastomer is the answer.
Click here to read more about cavitation.
Related Articles
What is a valve?

How Can I Extend the Performance Range of Standard Cartridge Mechanical Seals?

6 Easy Steps to Maintain Your Hydraulic Equipment

Barrier or Buffer Fluid: The Liquid we Circulate Between Dual Seals

How to Track Large Rotating Equipment

Debunking the Myths Around Bearings


