The Non Seal Pump
The McNally Institute
Non-leak or non seal pumps have been the dream of pump designers ever since the first pump was invented back in the dark ages. We all want a non seal pump for the obvious reasons:
- Pollution problems.
- Cost of the product.
- Housekeeping problems.
- The product is a potential danger to personnel.
- Leaking seals are the major cause of premature pump failure.
- Most bearing failure is caused by water contamination of the bearing oil when a water hose is used to wash down the pump area. No leak means no wash down.
Because of this desire there are a number of companies willing to supply just about any kind of “Voodoo” you are looking for. Let’s take a look at the non seal pump subject and see if this type of pump make sense in your application.
Most seal pump designs fall into three categories:
- The canned pump
- The magnetic pump
- The repeller pump.
The first two designs are very similar in operation. Look at the following illustration.:
THE CANNED PUMP ( FIGURE “A”)
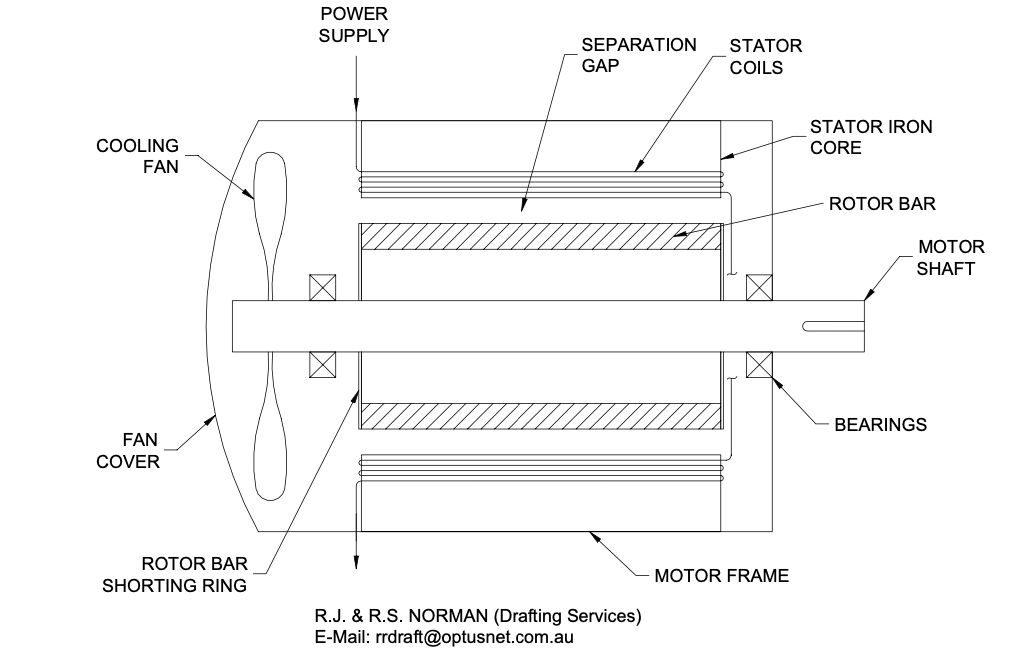
An electric motor stator is attached to the shaft and the magnetic fields are placed outside of the “can”. Current flows from the windings through the product and the “can” to the stator, causing it to rotate. The pumped fluid flows through the pump bearings and around the stator. Since the pump is in a “can” the fluid cannot leak out.
THE MAGNETIC PUMP ( FIGURE “B”)
A magnet is attached to the shaft. An electric motor turns some magnets outside of the can and the magnetic field is transferred to the magnet inside the “can” causing it to turn. The magnets are covered with a corrosion resistant covering.
Although this version costs more money, it has the advantage of being able to use a “can” with a larger cross section meal skin. Depending upon the design this can be as much as 0.125″ or 3 mm. larger in cross section
Both versions have the same limitations
- Because you cannot use anti-friction bearings, the pumped fluid must provide lubrication to the sleeve bearings. To be considered a lubricant the fluid must have a film thickness of at least one micron at operating temperature and load or the sleeve bearings will experience severe wear. Many fluids, including hot water and most solvents are not considered lubricants.
- The pumped fluid must be clean or the solids will collect in the close passages surrounding the armature or magnet as well as in the close tolerances between the sleeve bearing and the shaft. This will interfere with the pump performance and cause premature bearing failure. Acids and solvents clean the lines they are pumped through and as a result the fluid often ends up full of solids and oxides removed from the passivated piping.
- If the “can” ruptures you will have a catastrophic failure.
- If you do not have a positive method of pumping the fluid through the bearings, and around the “can” overheating of the area will become a problem. The result can be flashing of the product and a potential loss of lubricating ability as the fluid increases in temperature and decreases in viscosity.
- The pump operates in a narrow window. This is satisfactory for a pump that is going to operate twenty four hours a day, three hundred and sixty five days a year, but not for intermittent service.
- The canned or magnetic drive pump is less efficient that conventional centrifugal pumps.
- You must never pump a tank dry with these designs. You will almost always trash the pump if you do, and these pumps are not cheap.
Where are canned or magnetic drive pumps a sensible choice?
- If you are pumping clean, finished product that is either expensive or hazardous, and there are plenty of those in the process industry.
- If the pump runs twenty four hours a day. It is just a matter of picking the right size pump that keeps you close to the best efficiency point (B.E.P.)
Another approach to eliminating seal problems with the standard centrifugal pump is to, install some type of a non seal pump and “repeller”. There are a lot of different designs but they all share the same basic concept:
- The seal faces will be in contact when the pump is stopped, but will open as the shaft starts to rotate. The opening can be done by centrifugal force or an air system operating an expensive metal bellows.
- As the pump is rotating, a secondary impeller (referred to as a repeller) takes over to pump the leaking stuffing box fluid back to the system. To be effective the repeller must be the same diameter as the impeller.
When asked why the pump engineers felt it was necessary to come up with this complicated concept the answer was always the same, “To prevent premature wear of the seal faces”
One look at the mechanical seals that had been removed from conventional centrifugal pumps would have proved that this concept is flawed. There is plenty of wearable carbon face left on 90% of the mechanical seals that were removed when they began to leak. A simple inspection would show that for a variety of reasons the faces have opened and solids have penetrated between them causing face damage. These solids penetrate into the softer carbon face where they are trapped. The impregnated carbon face will then act like a grinder causing wear and damage to the hard face.
The trouble with all of these repeller designs is that they open the faces on purpose allowing the solids to penetrate between the faces as the pump slows down at shut off.
All is not bad however. To install these seals most manufacturers need an oversized stuffing box. This means that you can throw these “funny seals” away and there is usually plenty of room to install a real seal with plenty of clearance.
To design a good seal for pumps or any other piece of rotating equipment you only have to follow a couple of simple rules:
- Select designs that generate the least amount of heat.
- Choose corrosion resistant materials that will survive in the products you are pumping as well as any cleaners or solvents that might be flushed through the lines.
- Design as many non clogging features into the seal as you can. Removing the springs from the sealed fluid is a good example
- Keep the lapped seal faces together. Good seals are lapped to less than a micron of flatness meaning that dirt or solids cannot penetrate until they open.
- Choose designs that are easy to install. Split seals and cartridge seals are the obvious choices.
- If the product is dangerous use back up seals.
- When needed apply the correct environmental control.
Related Articles
Electrical Corona & Testing
What the Pump Was Designed to Do and Why it Doesn't Do it
Electric Motor Problems

Writing a Set of Seal Specifications

The Cost of Producing Electricity
Protection of Equipment During Storage, Standby and Decommissioning