In Part 1 and Part 2 of this series, we examined the importance of good water quality in makeup and condensate return to steam generators. Any number of impurities can cause scaling and corrosion in boilers unless properly controlled. But even with properly-treated makeup, boilers require internal treatment to minimize corrosion and other problems. The high-temperatures and pressures in boilers magnify chemical reactions and corrosion mechanisms. This installment examines important boiler water treatment concepts.
Some General Steam Generation Fundamentals
Steam is the ideal medium for process heating at many thousands of plants. For decades, fossil fuel-fired, drum-type boilers have represented the most common design for industrial steam generation.
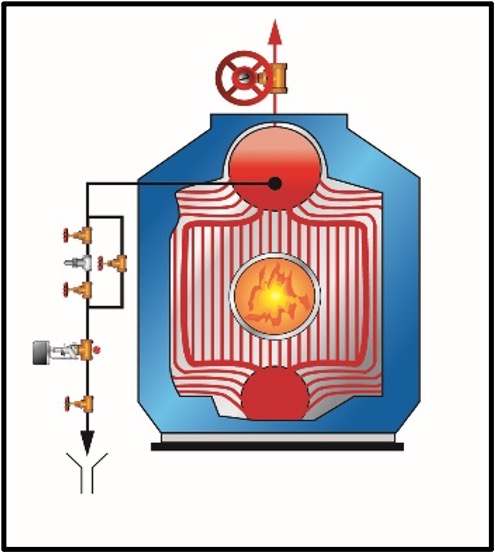
Figure 1. Basic configuration of an “O” type package boiler. Other varieties include “A” and “D” type boilers. (3)
Many boiler configurations are possible, ranging from the package type shown above to the relatively complex multi-pressure heat recovery steam generators (HRSGs) of modern combined cycle power units to the remaining coal-fired units (with extensive feedwater heating systems) erected in the previous century. Some facilities may have specialty waste heat boilers that present unique challenges. A good example is the Transfer Line Exchangers (TLE) at refineries and petrochemical plants, whose heat source is effluent gas from thermal and catalytic crackers. (4) These units somewhat represent fire-tube boilers in that the hot gas flows internally through the tubes with the water on the outside.
When steam boilers were first developed for power generation, makeup treatment system operation was often unreliable. Poor performance allowed impurities including hardness to enter boilers and form insulating deposits. Tube overheating and failure were frequent outcomes.
Figure 2. A modern example of a boiler tube with blisters and bulges from overheating induced by internal deposits. (3)
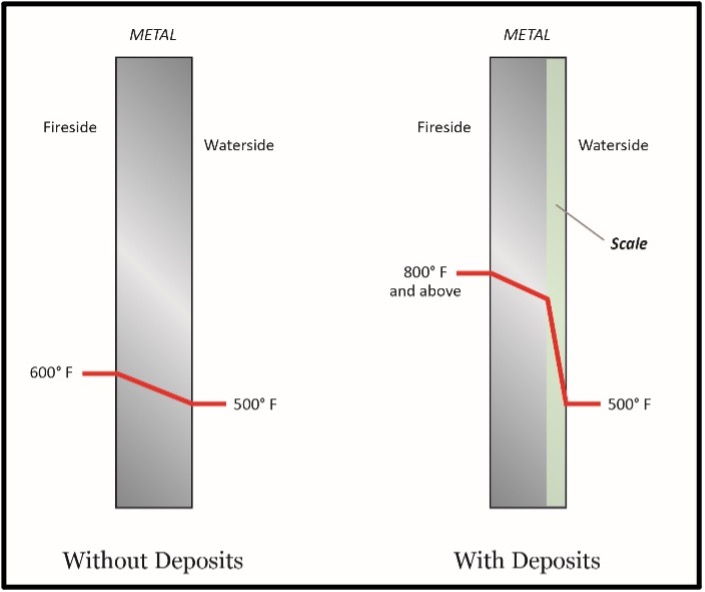
The insulating effect of deposits is clearly shown in Figure 3 below.
Figure 3. The influence of internal tube deposits on external wall temperatures. (3) Higher firing rates are necessary to maintain required boiler water temperatures, which raises the tube wall temperature.
Although makeup treatment technology improved considerably over the years, boilers were still subject to contaminant ingress from numerous sources as we explored in Part 1 and Part 2. Boiler water treatment programs evolved to protect units against impurity ingress.
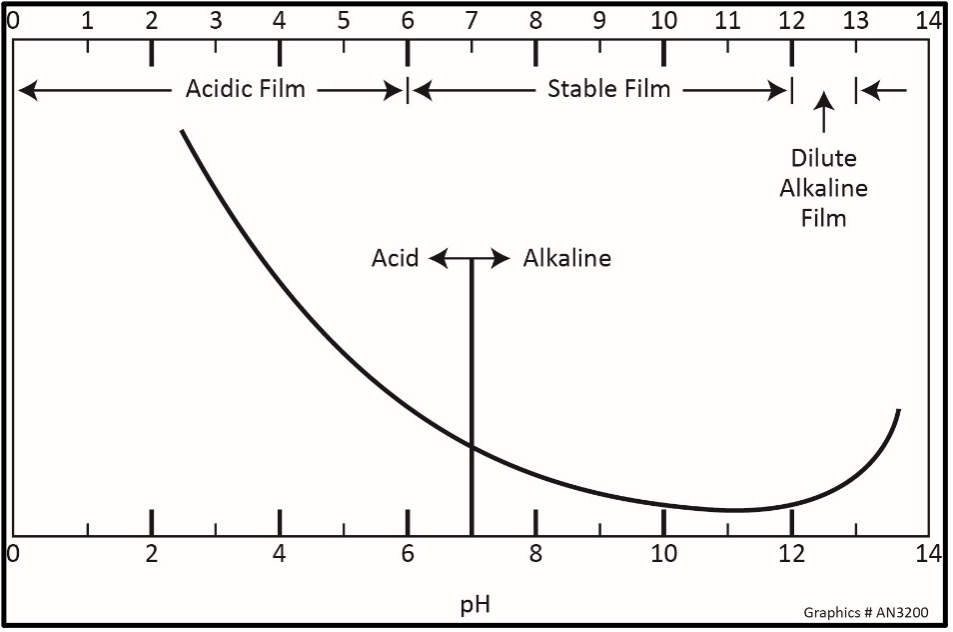
A primary issue, then and now, is to maintain a moderately basic boiler water pH to minimize corrosion. Figure 4 shows the amphoteric nature of iron, in which corrosion rates increase at both low and high pH.
Figure 4. General corrosion rate of iron as a function of pH. (3) The “sweet spot” for this example, representative of mild temperatures, is between a pH of 10 to 12. At the other extreme, in the harsh conditions of utility boilers with very high temperatures, the zone shifts to the left and contracts, as outlined below.
In the 1930s, tri-sodium phosphate (Na3PO4) treatment emerged to generate alkaline conditions and minimize general corrosion per the figure above.
Na3PO4 + H2O ⇌ Na2HPO4 + NaOH Eq. 1
For high-pressure utility steam generators, the optimal pH range typically resides between 9.2 and 10.0, with adjustments within this range dependent on boiler configuration. Multi-pressure HRSGs often have slightly different ranges for each circuit. If the HRSG is of the feed-forward low-pressure (FFLP) type, a solid alkali, e.g., phosphate or caustic, cannot be used in the low-pressure evaporator because of the potential for direct transport of these solid alkalis to the steam system via attemperator sprays. (3) The pH range for lower-pressure industrial boilers may be a bit broader, especially on the high end, because conditions are less harsh. The ASME industrial boiler water guidelines, listed as Reference 5 here and also referenced in Part 1 of this series, give alkalinity limits rather than pH for lower-pressure boilers, although obviously pH and alkalinity are related.
The second major function of phosphate is to mitigate the effects of hardness ingress. Phosphate, and the hydroxide alkalinity produced from the reaction shown in Equation 1, will induce precipitation of calcium and magnesium as soft sludges that can be blown down from the boiler. This aspect was particularly important in the early power industry when hardness ingress was common. Upsets from modern high-purity makeup systems are rare, thus reducing the need for phosphate treatment to control hardness ingress. However, for those units with water-cooled condensers, a condenser tube leak(s) will introduce numerous impurities to the boiler feedwater including the anions chloride and sulfate. At the high temperatures in the boiler, these ions can potentially concentrate underneath deposits and form acidic compounds that attack tube metal and may also lead to hydrogen damage. Phosphate can curb immediate problems, giving operators and maintenance personnel a small amount of time to shut down the unit and make repairs. This can be critical in preventing serious corrosion that might quickly cause boiler tube failures. Unfortunately, too many times plant management has not recognized that phosphate cushioning is only a temporary measure and have continued to operate a unit with a condenser tube leak. As the author can directly attest, this solution is not viable. (6)
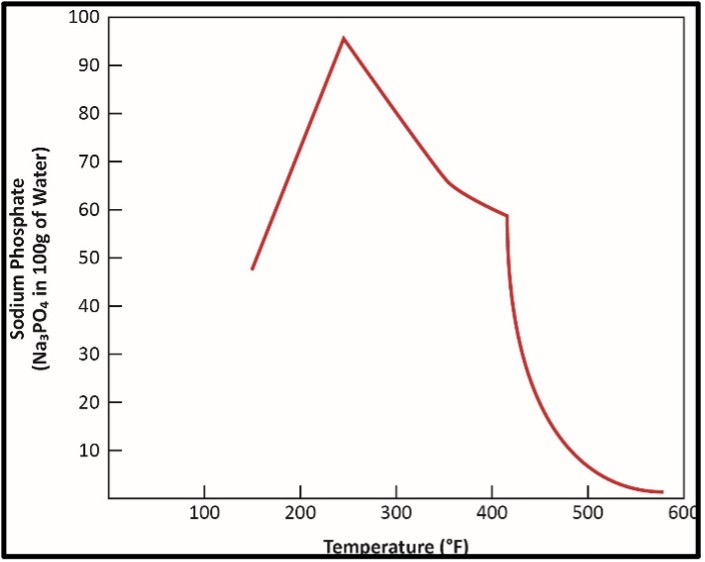
Phosphate treatment for high-pressure boilers underwent several transitions during the 20th century, whose discussion is beyond the scope of this article. However, one issue definitely needs mention. The sodium phosphates are reversely soluble at temperatures above about 250°F, and beyond this temperature will begin to precipitate (hide out) on boiler tube walls.
Figure 5. Solubility of tri-sodium phosphate as a function of temperature.
Care is necessary in monitoring and implementing phosphate treatment programs for high-pressure units. Modern guidelines suggest maintaining a low phosphate residual to minimize hideout. Additional details are available in Reference 3.
Often problematic in industrial steam generators with extensive condensate return systems is transport of iron oxides to boilers from condensate system corrosion. The iron oxide particulates will deposit on boiler tubes, typically on the hot side, where the deposits inhibit heat transfer and serve as sites for under-deposit corrosion. Part 2 of this series outlined methods to reduce condensate system corrosion, but proper boiler water treatment is also important to minimize iron oxide deposition. Phosphate programs for industrial boilers often include polymer conditioning agents that assist in keeping solids in suspension for removal via the boiler blowdown. In some cases, all-polymer programs without any phosphate have proven quite successful, as the following extract outlines.
All-polymer [treatment was] developed several decades ago with the goal of maintaining boiler tube cleanliness similarly to chelant programs, but with no risks of chelant corrosion. They are typically designed for systems with low hardness feedwater (<1.0 ppm calcium), and a pressure range of 900 to 1,200 psi. As the name all-polymer indicates, the chemistry contains no inorganic phosphates or other alkalis. Well-designed programs have delivered outstanding performance with reduced corrosion risk. Deposit control success involves several interrelated mechanisms including sequestration; dispersion to keep precipitates very small in size and suspended in the boiler water; and crystal modification that alters the normal crystalline structure and inhibits formation of strong crystal bonds to metal surfaces.
These polymers typically have one or more of three active groups attached to the polymer backbone; carboxylates (R-COO–), sulfonates (R-SO3–), or a non-ionic species such as amide, which contains an oxygen and amine molecule. Specific compounds include polyacrylate (PA), polyacrylic acid (PAA), acrylic acid/acrylamido methyl propane sulfonic acid, (AA/AMPS), polymethacrylate (PMA), and polyacrylamide (PAM). Some common additives to these formulations include organic phosphates like hydroxyethylidene diphosphonic acid (HEDP) and a newer compound, polyisopropenyl phosphonic acid (PIPPA). PIPPA serves as an iron dispersant at pressures up to 1450 psi.
The correct formulation will vary depending on makeup water purity, boiler pressure and operating characteristics, condensate return chemistry, and other variables. Polymers that work well for systems with sodium softened makeup may not be appropriate for boilers with high-purity makeup and condensate return. Though the corrosion risk of these compounds as compared to chelants is greatly minimized, some corrosion may still be possible especially in higher purity waters where overfeed could attack base metal. (3)
Conclusion – Boiler Water Chemistry Control
As is evident from the discussion above, a variety of boiler water treatment methods is possible, with case-by-case evaluations being the best path forward. Very important is to have the correct analytical instrumentation in place to accurately monitor system chemistry. We will cover this topic in a later installment of the series. A key takeaway is that the harsh conditions in boilers, and especially higher-pressure units, can greatly exacerbate corrosion and scale formation. Boiler water chemistry also significantly influences steam chemistry, which will be outlined in Part 4.
References
B. Buecker, “Preventative vs. Reactive Maintenance: Don’t Neglect Makeup Water and Condensate Return Treatment – Part 1”; Maintenance World, February 2024.
B. Buecker, “Preventative vs. Reactive Maintenance: Don’t Neglect Makeup Water and Condensate Return Treatment – Part 2”; Maintenance World, March 2024.
Water Essentials Handbook (Tech. Ed.: B. Buecker). ChemTreat, Inc., Glen Allen, VA, 2023. Currently being released in digital format at https://www.chemtreat.com/.
K. Kraetsch and B. Buecker, “Advanced methods for controlling boiler tube corrosion and fouling – Part 2”; Hydrocarbon Processing, November 2021.
Consensus on Operating Practices for the Control of Feedwater and Boiler Water Chemistry in Modern Industrial Boilers, The American Society of Mechanical Engineers, New York, NY, 2021.
B. Buecker, “Condenser Chemistry and Performance Monitoring”; from the proceedings of the 60th International Water Conference, October 18-20, 1999, Pittsburgh, Pennsylvania.
Brad Buecker
Brad Buecker currently serves as Senior Technical Consultant with SAMCO Technologies. He is also the owner of Buecker & Associates, LLC, which provides independent technical writing/marketing services. Buecker has many years of experience in or supporting the power industry, much of it in steam generation chemistry, water treatment, air quality control, and results engineering positions with City Water, Light & Power (Springfield, Illinois) and Kansas City Power & Light Company's (now Evergy) La Cygne, Kansas, station. Additionally, his background includes eleven years with two engineering firms, Burns & McDonnell and Kiewit, and he spent two years as acting water/wastewater supervisor at a chemical plant. Buecker has a B.S. in chemistry from Iowa State University with additional course work in fluid mechanics, energy and materials balances, and advanced inorganic chemistry. He has authored or co-authored over 300 articles for various technical trade magazines, and he has written three books on power plant chemistry and air pollution control. He is a member of the ACS, AIChE, AIST, ASME, AWT, CTI, and he is active with Power-Gen International, the Electric Utility & Cogeneration Chemistry Workshop, and the International Water Conference. He can be reached at bueckerb@samcotech.com and beakertoo@aol.com.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
There are many types of RCA tools available to organizations, including 5 Why?, Fault Tree Analysis, Interrelation Diagrams, Ishikawa Diagrams (Fishbone, Cause and Effect) and many others. A great example is the 5 Why? method: starting with the incident itself, an RCA team would continue asking “Why did this happen?” until they arrive at the root cause. Refer to the following example:
There are many types of RCA tools available to organizations, including 5 Why?, Fault Tree Analysis, Interrelation Diagrams, Ishikawa Diagrams (Fishbone, Cause and Effect) and many others. A great example is the 5 Why? method: starting with the incident itself, an RCA team would continue asking “Why did this happen?” until they arrive at the root cause. Refer to the following example:
The Maintenance Scorecard is the first book to seriously tackle the issue of aligning asset management with other areas of corporate activity. This is a particularly relevant topic given the growing importance of the area as a source of strategic advantages and as a centre for risk management.
The Maintenance Scorecard is the first book to seriously tackle the issue of aligning asset management with other areas of corporate activity. This is a particularly relevant topic given the growing importance of the area as a source of strategic advantages and as a centre for risk management.
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."
Historically, maintenance textbooks have defined a shutdown as "an unplanned equipment failure event that causes an operational production line, process, area or section of a plant to be temporarily turned off or closed for emergency repair, and resumed to operational status immediately following the repair of the failed equipment." Turnarounds are defined as "a planned event that required the closure of an entired operational plant or facility to perform one or many pre-planned technology or system upgrades, equipment upgrades, and maintenance restorations, within a defined time period."
Effective shutdown management is critical to the operation of mills, for without well-planned and executed shutdowns, equipment reliability suffers, and the mill pays the price in poor quality and lost production. Becoming proficient at managing shutdowns is a way to reduce overall downtime costs so that shutdowns themselves do not consume the savings they are capable of generating.
Effective shutdown management is critical to the operation of mills, for without well-planned and executed shutdowns, equipment reliability suffers, and the mill pays the price in poor quality and lost production. Becoming proficient at managing shutdowns is a way to reduce overall downtime costs so that shutdowns themselves do not consume the savings they are capable of generating.
While working this April in Holland, I saw a plant utilizing a marvelous Dutch phrase: "Ja, maar", which means "Yes, but ..." Seeing it first-hand helps me understand a principle of successful planning. Many plants can't implement successful planning because they assign the planners many worthwhile activities that are not planning. "Yes, planning is supposed to really help us, but we need the planner to do this other thing that really helps us." Ja, maar.
While working this April in Holland, I saw a plant utilizing a marvelous Dutch phrase: "Ja, maar", which means "Yes, but ..." Seeing it first-hand helps me understand a principle of successful planning. Many plants can't implement successful planning because they assign the planners many worthwhile activities that are not planning. "Yes, planning is supposed to really help us, but we need the planner to do this other thing that really helps us." Ja, maar.
Scheduled shutdowns, however, can provide unique opportunities to a maintenance department not normally available during standard operation or even during short shutdown periods. Lost capacity can be restored to an overtaxed facility during an extended shutdown. Major equipment overhauls can be performed to help prevent future unscheduled shutdowns. Government mandated inspections and repairs can be accomplished during a shutdown, bringing a plant into better compliance.
Scheduled shutdowns, however, can provide unique opportunities to a maintenance department not normally available during standard operation or even during short shutdown periods. Lost capacity can be restored to an overtaxed facility during an extended shutdown. Major equipment overhauls can be performed to help prevent future unscheduled shutdowns. Government mandated inspections and repairs can be accomplished during a shutdown, bringing a plant into better compliance.
Hidden from view in a typical coal-fired power plant is a battle that never ends. Coal attacks steel and alloy components when the fuel is transported about the plant. Predictably, over time, the abrasive nature of coal will prevail against any metal surface because metal will eventually erode. The only opportunity for metal surfaces to have a fighting chance is to advance the secret weapon: ceramics.
Hidden from view in a typical coal-fired power plant is a battle that never ends. Coal attacks steel and alloy components when the fuel is transported about the plant. Predictably, over time, the abrasive nature of coal will prevail against any metal surface because metal will eventually erode. The only opportunity for metal surfaces to have a fighting chance is to advance the secret weapon: ceramics.
In its simplest form, vibration can be considered to be the oscillation or repetitive motion of an object around an equilibrium position. The equilibrium position is the position the object will attain when the force acting on it is zero. This type of vibration is called "whole body motion", meaning that all parts of the body are moving together in the same direction at any point in time.
In its simplest form, vibration can be considered to be the oscillation or repetitive motion of an object around an equilibrium position. The equilibrium position is the position the object will attain when the force acting on it is zero. This type of vibration is called "whole body motion", meaning that all parts of the body are moving together in the same direction at any point in time.
As the infrared industry continues to develop, documentation will become more important and required. Infrared video recording and data logging creates a database, making the thermographer and the end user accountable for all items surveyed, thereby reducing the liability and improving the quality for both the end user and infrared thermographer.
As the infrared industry continues to develop, documentation will become more important and required. Infrared video recording and data logging creates a database, making the thermographer and the end user accountable for all items surveyed, thereby reducing the liability and improving the quality for both the end user and infrared thermographer.
A number of changes are occurring in the Condition Based Maintenance (CBM) market and in the realm of communications, Internet and database technologies that are resulting in the adoption of Internet based monitoring programs. The following paper will describe the technologies involved as well as the current market climate that is driving this change. This paper will focus on vibration analysis in particular, however, the forces involved are just as applicable to other CBM technologies and Maintenance planning packages.
A number of changes are occurring in the Condition Based Maintenance (CBM) market and in the realm of communications, Internet and database technologies that are resulting in the adoption of Internet based monitoring programs. The following paper will describe the technologies involved as well as the current market climate that is driving this change. This paper will focus on vibration analysis in particular, however, the forces involved are just as applicable to other CBM technologies and Maintenance planning packages.
Using lubrication and oil analysis to enhance machine reliability is really too simple. Behind the appearances of complexity and vale of high science are the most basic of concepts. We can try to make it difficult, but why? With the right tools and a generous amount of training, a seemingly challenging task can be transformed into something almost mundane, but still powerful.
Using lubrication and oil analysis to enhance machine reliability is really too simple. Behind the appearances of complexity and vale of high science are the most basic of concepts. We can try to make it difficult, but why? With the right tools and a generous amount of training, a seemingly challenging task can be transformed into something almost mundane, but still powerful.
To be able to truly evaluate the effectiveness of an infrared predictive maintenance program there must be an understanding of the relationship between the equipment that is to be inspected and the problems that are found and repaired. Too often the focus is on only the infrared images that the camera produces while the solutions that the data produced from the program can provide get lost. It all boils down to a simple but fundamental law that is expressed by the equation E = IR8 which focuses on measuring the effectiveness of the overall infrared program as well as on each of the individual components that contribute to its success.
To be able to truly evaluate the effectiveness of an infrared predictive maintenance program there must be an understanding of the relationship between the equipment that is to be inspected and the problems that are found and repaired. Too often the focus is on only the infrared images that the camera produces while the solutions that the data produced from the program can provide get lost. It all boils down to a simple but fundamental law that is expressed by the equation E = IR8 which focuses on measuring the effectiveness of the overall infrared program as well as on each of the individual components that contribute to its success.
The present study is aimed at establishing the vibration standards for precision machine tools. The machine tools are first segregated and then their vibration data are analyzed for determining the normal vibration level and damage factors (DF). After refining and fixing the vibration standards obtained, they can be used to assess the machinery health.
The present study is aimed at establishing the vibration standards for precision machine tools. The machine tools are first segregated and then their vibration data are analyzed for determining the normal vibration level and damage factors (DF). After refining and fixing the vibration standards obtained, they can be used to assess the machinery health.
Choosing the right lubrication in the offshore industry is typically based on considerations such as performance and reliability, but this does not have to come at the expense of the environment. For any piece of industrial machinery to run smoothly, lubrication is a key consideration. In the offshore industry, where equipment may be stranded more than 100 miles from the shore, maximum efficiency is essential, so lubrication treatment must be carefully selected to ensure reliable performance. Where spares and replacement parts may be days away, ensuring that everything is fully functional is critical to the bottom line.
Choosing the right lubrication in the offshore industry is typically based on considerations such as performance and reliability, but this does not have to come at the expense of the environment. For any piece of industrial machinery to run smoothly, lubrication is a key consideration. In the offshore industry, where equipment may be stranded more than 100 miles from the shore, maximum efficiency is essential, so lubrication treatment must be carefully selected to ensure reliable performance. Where spares and replacement parts may be days away, ensuring that everything is fully functional is critical to the bottom line.
Choosing a lubrication system to lubricate the chain can positively impact production as this process can be done while the chain is in motion. By implementing lubrication systems, additional savings can also be realized through improved worker safety and better housekeeping and or procedures.
Choosing a lubrication system to lubricate the chain can positively impact production as this process can be done while the chain is in motion. By implementing lubrication systems, additional savings can also be realized through improved worker safety and better housekeeping and or procedures.
It is not necessary to totally restructure maintenance practices. A plant can start small and expand the use of process floor information as needs dictate and budgets allow. The key is to begin building a database from the smart devices now in operation and expand the use of the available information as the number of such devices grows. A scalable and expandable platform can grow into a plantwide system that supports the reliability and maintainability of all field instrumentation.
It is not necessary to totally restructure maintenance practices. A plant can start small and expand the use of process floor information as needs dictate and budgets allow. The key is to begin building a database from the smart devices now in operation and expand the use of the available information as the number of such devices grows. A scalable and expandable platform can grow into a plantwide system that supports the reliability and maintainability of all field instrumentation.
This project, like so many others, had a humble beginning. About five years ago, after returning from a routine sales call to the smelter where a representative was selling synthetic and specialty greases, he challenged the authors to develop a series of lubricants that he could sell to the aluminum industry. In a discussion with a group of maintenance people at the smelter, he was told that if his company could develop longer lasting lubricants and protect equipment better than the current product, they would buy from him.
This project, like so many others, had a humble beginning. About five years ago, after returning from a routine sales call to the smelter where a representative was selling synthetic and specialty greases, he challenged the authors to develop a series of lubricants that he could sell to the aluminum industry. In a discussion with a group of maintenance people at the smelter, he was told that if his company could develop longer lasting lubricants and protect equipment better than the current product, they would buy from him.
Before bearings, valves and other mechanical parts fail, they usually scream for help. But their piercing wails usually fall on deaf ears because the sound frequencies are far too high for humans to hear. No wonder deteriorating components may go undetected until they break down completely. Now, however, a variety of tools using ultrasonic technology—ultrasound, as it is commonly known—are helping companies in a wide range of industries avoid wasteful replacements or costly breakdowns.
Before bearings, valves and other mechanical parts fail, they usually scream for help. But their piercing wails usually fall on deaf ears because the sound frequencies are far too high for humans to hear. No wonder deteriorating components may go undetected until they break down completely. Now, however, a variety of tools using ultrasonic technology—ultrasound, as it is commonly known—are helping companies in a wide range of industries avoid wasteful replacements or costly breakdowns.
What is electrical corona? Corona is the ionization of the nitrogen in the air, caused by an intense electrical field. Electrical corona can be distinguished from arcing in that corona starts and stops at essentially the same voltage and is invisible during the day and requires darkness to see at night. Arcing starts at a voltage and stops at a voltage about 50% lower and is visible to the naked eye day or night if the gap is large enough (about 5/8" at 3500 volts).
What is electrical corona? Corona is the ionization of the nitrogen in the air, caused by an intense electrical field. Electrical corona can be distinguished from arcing in that corona starts and stops at essentially the same voltage and is invisible during the day and requires darkness to see at night. Arcing starts at a voltage and stops at a voltage about 50% lower and is visible to the naked eye day or night if the gap is large enough (about 5/8" at 3500 volts).
I was recently engaged by a client to conduct failure analysis on a large (and expensive) hydraulic cylinder off an excavator. This hydraulic cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the hydraulic cylinder were in serviceable condition.
I was recently engaged by a client to conduct failure analysis on a large (and expensive) hydraulic cylinder off an excavator. This hydraulic cylinder had been changed-out due to leaking rod seals after achieving only half of its expected service life. Inspection revealed that apart from the rod seals, which had failed as a result of the 'diesel effect', the other parts of the hydraulic cylinder were in serviceable condition.
The business process is most commonly named Root Cause Failure Analysis (RCFA) or root cause analysis. The name itself implies the largest and most expensive problem when implementing problem solving in an organization. The results wanted from the process are to eliminate the problem, not to analyze the failure. To convey the desired result to the organization, the name should therefore be changed to Root Cause Problem Elimination (RCPE).
The business process is most commonly named Root Cause Failure Analysis (RCFA) or root cause analysis. The name itself implies the largest and most expensive problem when implementing problem solving in an organization. The results wanted from the process are to eliminate the problem, not to analyze the failure. To convey the desired result to the organization, the name should therefore be changed to Root Cause Problem Elimination (RCPE).
Who is to blame when a defect occurs? Is it the supplier who was contracted to produce a key component or supply materials, or is it the customer organization that created the specs and produced the final product? As more companies outsource parts of production and develop closer partnerships with key suppliers, finding blame can topple the delicate balance in even the best customer-supplier relationship.
Who is to blame when a defect occurs? Is it the supplier who was contracted to produce a key component or supply materials, or is it the customer organization that created the specs and produced the final product? As more companies outsource parts of production and develop closer partnerships with key suppliers, finding blame can topple the delicate balance in even the best customer-supplier relationship.
When a bearing in a critical piece of equipment fails prematurely, a maintenance specialist knows the failure usually indicates there is more here than meets the eye. What the untutored eye sees is a failed bearing and little more. However, a premature bearing failure is symptomatic of other problems that, if left untreated, will cause the same kind of failure to occur again.
When a bearing in a critical piece of equipment fails prematurely, a maintenance specialist knows the failure usually indicates there is more here than meets the eye. What the untutored eye sees is a failed bearing and little more. However, a premature bearing failure is symptomatic of other problems that, if left untreated, will cause the same kind of failure to occur again.
We change a lot of oil in our plants, mills, mines and factories. What are we doing to change our lubrication culture? In their book Learning to Fly, Collison and Parcell, employees of British Petroleum (BP), suggest a predictable pattern in achieving sustained culture change, which is a function of effort and time.
We change a lot of oil in our plants, mills, mines and factories. What are we doing to change our lubrication culture? In their book Learning to Fly, Collison and Parcell, employees of British Petroleum (BP), suggest a predictable pattern in achieving sustained culture change, which is a function of effort and time.
There are many uses for infrared thermography other than inspecting electrical switchgear and mechanical components. Inspecting buildings for heat loss was one of the first commercial uses for infrared thermography.
There are many uses for infrared thermography other than inspecting electrical switchgear and mechanical components. Inspecting buildings for heat loss was one of the first commercial uses for infrared thermography.
I previously explained the system and procedures that need to be set up in order to make people do what you want them to do. Since people can’t be more effective than the system in which they work, you have to start by building a system and procedures. However, if you as maintenance leaders are going to get people to do what you want them to do, you are going to have to use diplomacy and psychology.
I previously explained the system and procedures that need to be set up in order to make people do what you want them to do. Since people can’t be more effective than the system in which they work, you have to start by building a system and procedures. However, if you as maintenance leaders are going to get people to do what you want them to do, you are going to have to use diplomacy and psychology.
The fix to the problem will take time, because it includes a cultural change. “Right now we have to save what we can in the short term so we do not have time to deal with this now, and on top of that it will cost money to improve our work system” is a common saying in this organization. The time and cost to improve is visible cost, the existing waste is embedded in the work system and invisible.
The fix to the problem will take time, because it includes a cultural change. “Right now we have to save what we can in the short term so we do not have time to deal with this now, and on top of that it will cost money to improve our work system” is a common saying in this organization. The time and cost to improve is visible cost, the existing waste is embedded in the work system and invisible.
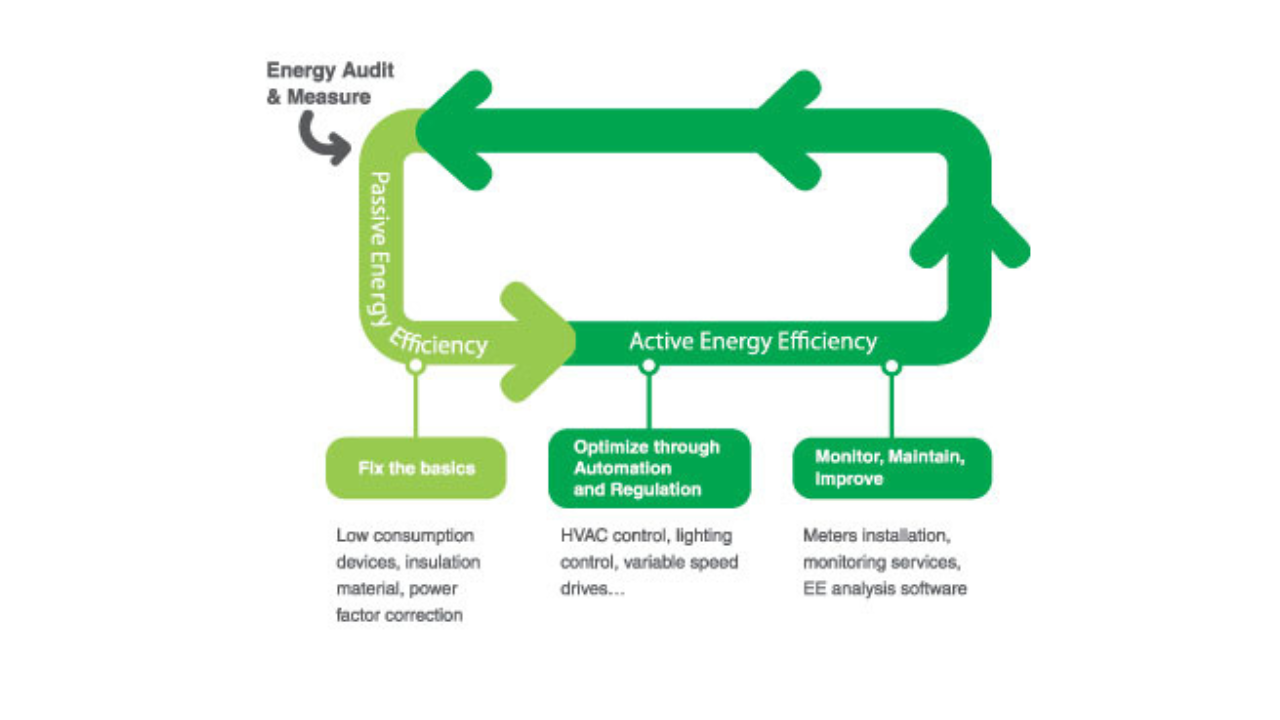
Using many of its own products and solutions, Schneider Electric was able to realize an energy savings from 2005 through August 2008 that totaled more than $5.1 million. In addition, the company’s goal of reducing energy consumption per employee by ten percent by 2008 was met two years ahead of schedule.
Using many of its own products and solutions, Schneider Electric was able to realize an energy savings from 2005 through August 2008 that totaled more than $5.1 million. In addition, the company’s goal of reducing energy consumption per employee by ten percent by 2008 was met two years ahead of schedule.
The motor carbon brush has been a critical component in variable speed rotating equipment for over 100 years. The trend towards reduced maintenance has resulted in the elimination of many well established procedures related to carbon brushes. Today new technology is attempting to replace this component and permanently eliminate these maintenance costs. However, when subjected to the proper operating conditions carbon brushes do yield excellent life and perform an amazing function.
The motor carbon brush has been a critical component in variable speed rotating equipment for over 100 years. The trend towards reduced maintenance has resulted in the elimination of many well established procedures related to carbon brushes. Today new technology is attempting to replace this component and permanently eliminate these maintenance costs. However, when subjected to the proper operating conditions carbon brushes do yield excellent life and perform an amazing function.
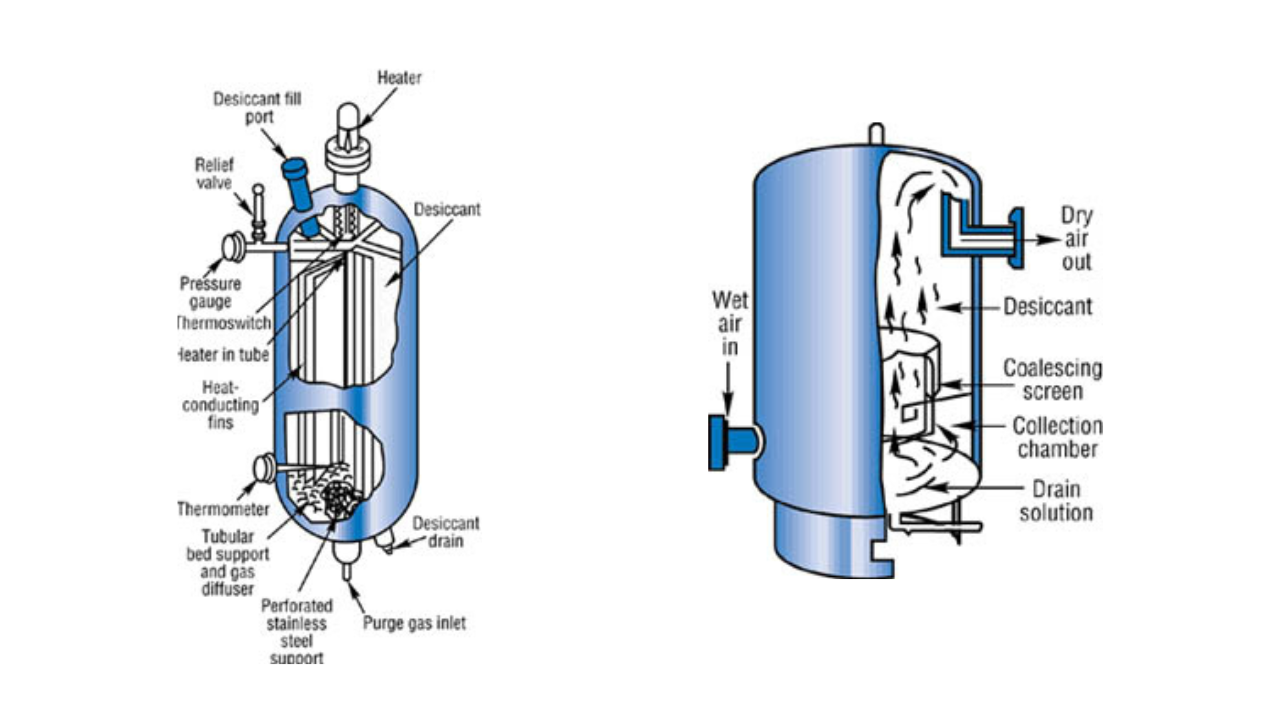
The cost of replacement parts, labor, standby inventory, and downtime can have a devastating effect on a plant's bottom line. Eliminating even one of them by drying a compressed air system will offset the cost of installing and operating the equipment. When pneumatic components wear or become corroded as a result of moisture, they consume more compressed air - and lose energy efficiency. When this wear or corrosion becomes great enough, components must be repaired or replaced - increasing operating expense.
The cost of replacement parts, labor, standby inventory, and downtime can have a devastating effect on a plant's bottom line. Eliminating even one of them by drying a compressed air system will offset the cost of installing and operating the equipment. When pneumatic components wear or become corroded as a result of moisture, they consume more compressed air - and lose energy efficiency. When this wear or corrosion becomes great enough, components must be repaired or replaced - increasing operating expense.
Contaminants of hydraulic fluid include solid particles, air, water or any other matter that impairs the function of the fluid. Particle contamination accelerates the wear of hydraulic components. The rate at which damage occurs is dependent on the internal clearance of the components within the system, the size, the quantity of particles present in the fluid, and the system pressure.
Contaminants of hydraulic fluid include solid particles, air, water or any other matter that impairs the function of the fluid. Particle contamination accelerates the wear of hydraulic components. The rate at which damage occurs is dependent on the internal clearance of the components within the system, the size, the quantity of particles present in the fluid, and the system pressure.
Unfortunately, when it comes to steam traps, people often ignore them. There's a complacency about them that is costing steam users much more than they realize. The hard reality of a plant maintaining its boiler and forgetting about the rest of the steam system can be a horribly wasteful proposition. Losses can include not only wasted energy but replacement of damaged equipment and misuse of man-hours. It is not uncommon to discover system losses in the hundreds of thousands of dollars.
Unfortunately, when it comes to steam traps, people often ignore them. There's a complacency about them that is costing steam users much more than they realize. The hard reality of a plant maintaining its boiler and forgetting about the rest of the steam system can be a horribly wasteful proposition. Losses can include not only wasted energy but replacement of damaged equipment and misuse of man-hours. It is not uncommon to discover system losses in the hundreds of thousands of dollars.
I have heard one manager in a plant that has stipulated a maximum of two hours for an Root Cause Analysis to be conducted in his organisation. Another expects at least “brainstormed” solutions before the conclusion of day one – within 6 or 7 hours. It is not uncommon for a draft report to be required within 48 hours of the RCA. The following three tips may assist to meet tight deadlines and when time expectations are short. One advantage of the Apollo RCA process is that it is a fast process but the “driver” has to be on the ball to achieve the desired outcomes – effective solutions.
I have heard one manager in a plant that has stipulated a maximum of two hours for an Root Cause Analysis to be conducted in his organisation. Another expects at least “brainstormed” solutions before the conclusion of day one – within 6 or 7 hours. It is not uncommon for a draft report to be required within 48 hours of the RCA. The following three tips may assist to meet tight deadlines and when time expectations are short. One advantage of the Apollo RCA process is that it is a fast process but the “driver” has to be on the ball to achieve the desired outcomes – effective solutions.
Whether the mismatch was due to the variation in required pump output or incorrect sizing of the pump, there is no question that the ability to easily vary pump speed has been a major advance in the overall performance of a pumping system. This has increased the energy efficiency, as well as the reliability of the equipment. Problems—such as cavitation or shaft deflection—can be alleviated by running the pump at optimal system speed. But how do variable speed drives affect mechanical seals?
Whether the mismatch was due to the variation in required pump output or incorrect sizing of the pump, there is no question that the ability to easily vary pump speed has been a major advance in the overall performance of a pumping system. This has increased the energy efficiency, as well as the reliability of the equipment. Problems—such as cavitation or shaft deflection—can be alleviated by running the pump at optimal system speed. But how do variable speed drives affect mechanical seals?
Carbon brush grades are usually classified according to the manufacturing processes and the types of carbons, graphites, and other ingredients used. The 4 main brush grade families are carbon-graphites, electrographitics, graphites, and metal-graphites.
Carbon brush grades are usually classified according to the manufacturing processes and the types of carbons, graphites, and other ingredients used. The 4 main brush grade families are carbon-graphites, electrographitics, graphites, and metal-graphites.
This article does not describe what you should measure, except perhaps in the form of examples to illustrate a point, but rather shares thoughts to consider about key principles to follow in developing your performance measures.Your performance measures must do the following.
This article does not describe what you should measure, except perhaps in the form of examples to illustrate a point, but rather shares thoughts to consider about key principles to follow in developing your performance measures.Your performance measures must do the following.
Asset and maintenance managers are key decision makers in companies, yet the previously used tools for deciding on the right asset and maintenance strategy are inadequate. Rather than changing the way decisions are made, it is advisable to upgrade the tools that are used to make those decisions. Developments in asset management and maintenance show that the data necessary for such prognoses already exists in most companies.
Asset and maintenance managers are key decision makers in companies, yet the previously used tools for deciding on the right asset and maintenance strategy are inadequate. Rather than changing the way decisions are made, it is advisable to upgrade the tools that are used to make those decisions. Developments in asset management and maintenance show that the data necessary for such prognoses already exists in most companies.
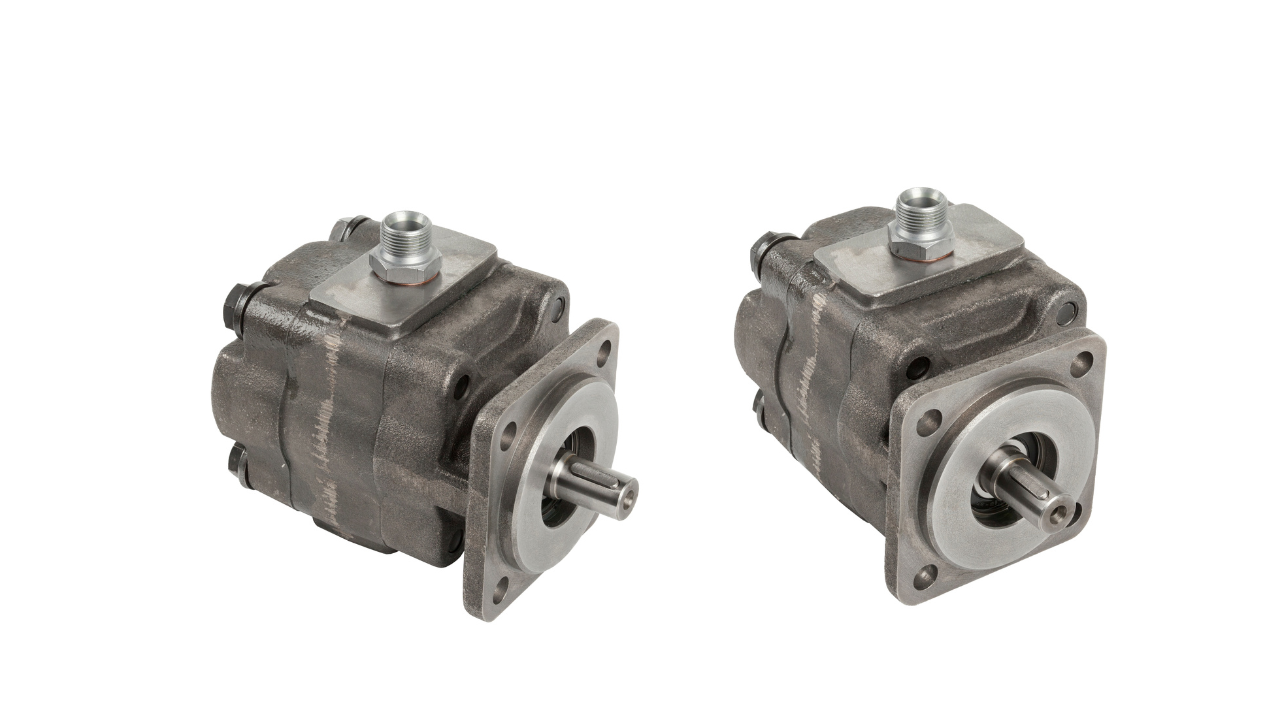
Gear pumps are the most common type of positive displacement pump, ideal for transferring high viscosity fluids such as automotive oils, plastics, paint, adhesives, and soaps. As with any pump, proper operation and regular maintenance are vital to reducing costly pump repairs and maximizing pump efficiency. Below are helpful tips for operating your gear pump and ensuring it achieves a long operating life through regular maintenance. As with any pump, proper operation and regular maintenance are vital to reducing costly pump repairs and maximizing pump efficiency.
Gear pumps are the most common type of positive displacement pump, ideal for transferring high viscosity fluids such as automotive oils, plastics, paint, adhesives, and soaps. As with any pump, proper operation and regular maintenance are vital to reducing costly pump repairs and maximizing pump efficiency. Below are helpful tips for operating your gear pump and ensuring it achieves a long operating life through regular maintenance. As with any pump, proper operation and regular maintenance are vital to reducing costly pump repairs and maximizing pump efficiency.
Plain and simple: there’s a lot that goes into a preventative maintenance program for hydraulic systems. While it’s a discipline that’s very basic and uncomplicated when you boil it down, there are many tests that need to be performed and plenty of steps where something can be done incorrectly, so it’s critical to the health of your machine that all are done regularly and properly. In order to do this, it’s important that both the system and hydraulic fluid are taken care of, as your fluid and systems are completely interdependent.
Plain and simple: there’s a lot that goes into a preventative maintenance program for hydraulic systems. While it’s a discipline that’s very basic and uncomplicated when you boil it down, there are many tests that need to be performed and plenty of steps where something can be done incorrectly, so it’s critical to the health of your machine that all are done regularly and properly. In order to do this, it’s important that both the system and hydraulic fluid are taken care of, as your fluid and systems are completely interdependent.
Using in-service oil analysis to improve machinery reliability has a long history. The first oil analysis was performed over half a century ago on a locomotive engine. Just as a human blood test provides important information about your health, the information provided by in-service oil analysis about machinery health, especially for a piece of complex machinery with many moving parts, such as a diesel engine, is unmatched by any other technologies on the market.
Using in-service oil analysis to improve machinery reliability has a long history. The first oil analysis was performed over half a century ago on a locomotive engine. Just as a human blood test provides important information about your health, the information provided by in-service oil analysis about machinery health, especially for a piece of complex machinery with many moving parts, such as a diesel engine, is unmatched by any other technologies on the market.
Planners are oftentimes very talented and great at multitasking; the danger is that they get pulled into duties that take them away from their primary function! This video featuring Terry Taylor, Senior Consultant, discusses what a planner's role should not be.
Planners are oftentimes very talented and great at multitasking; the danger is that they get pulled into duties that take them away from their primary function! This video featuring Terry Taylor, Senior Consultant, discusses what a planner's role should not be.
It’s essential that maintenance teams focus on failure modes to match the most suitable tool to the most likely problems. Vibration analysis helps diagnose the most common faults that rotating machines are susceptible to: imbalance, looseness, misalignment, and wear. The compatible trio of owning the right tools, knowing what to test, and sustaining a functional vibration testing program can potentially reduce repair costs and limit unproductive maintenance hours.
It’s essential that maintenance teams focus on failure modes to match the most suitable tool to the most likely problems. Vibration analysis helps diagnose the most common faults that rotating machines are susceptible to: imbalance, looseness, misalignment, and wear. The compatible trio of owning the right tools, knowing what to test, and sustaining a functional vibration testing program can potentially reduce repair costs and limit unproductive maintenance hours.
As we move towards empowering maintenance with AI and other learning tools, connecting to the growing sources of data is an important consideration. Add this to the plethora of MES systems that are available to us, there is much to explore.
As we move towards empowering maintenance with AI and other learning tools, connecting to the growing sources of data is an important consideration. Add this to the plethora of MES systems that are available to us, there is much to explore.
Preventive maintenance is a strategy that helps plan regular and routine maintenance to maximize the longevity of assets, equipment, and buildings. It also helps reduce the chances of unexpected equipment failures, costly unplanned downtimes and reactive maintenance. Businesses implement PM strategies by planning and scheduling maintenance activities based on real-time operational data using a computerized maintenance management system (CMMS).
Preventive maintenance is a strategy that helps plan regular and routine maintenance to maximize the longevity of assets, equipment, and buildings. It also helps reduce the chances of unexpected equipment failures, costly unplanned downtimes and reactive maintenance. Businesses implement PM strategies by planning and scheduling maintenance activities based on real-time operational data using a computerized maintenance management system (CMMS).
March 13 - 14 and November 7 -8, 2023: join online or in person
---
Do you have the right Preventive Maintenance Strategy? Never question if you know the right task, right frequency, or right tool again with IDCON’s “Develop and Manage Preventive Maintenance” training. IDCON’s PM/ECCM philosophy adapts the documentation method and level of detail, depending on the consequence of breakdown (criticality of the equipment/process) You will practice the concepts learned in class using common components, equipment and processes.
March 13 - 14 and November 7 -8, 2023: join online or in person
---
Do you have the right Preventive Maintenance Strategy? Never question if you know the right task, right frequency, or right tool again with IDCON’s “Develop and Manage Preventive Maintenance” training. IDCON’s PM/ECCM philosophy adapts the documentation method and level of detail, depending on the consequence of breakdown (criticality of the equipment/process) You will practice the concepts learned in class using common components, equipment and processes.
The Pentagon has officially decided to send M1A1 refurbished tanks to Ukrainian forces to aid in the fight against Russia. Initially there was some debate about whether they should send tanks, which models, and how quickly the tanks could be produced as Poland, Taiwan, and Australia have already placed orders at the Ohio Plant.
The Pentagon has officially decided to send M1A1 refurbished tanks to Ukrainian forces to aid in the fight against Russia. Initially there was some debate about whether they should send tanks, which models, and how quickly the tanks could be produced as Poland, Taiwan, and Australia have already placed orders at the Ohio Plant.
Like most mature job functions, facilities management regularly face the scenario of senior employees retiring, more so than newer industries like artificial intelligence or electric vehicles. Everyone of us can related to throwing a surprise party for a fellow colleague, and then it hits us, when Tim walks out that door, along go 4 decades of knowledge. But Tim's job is done, he has earned a well-deserved retirement and it's time for new employees to take the reins.
Like most mature job functions, facilities management regularly face the scenario of senior employees retiring, more so than newer industries like artificial intelligence or electric vehicles. Everyone of us can related to throwing a surprise party for a fellow colleague, and then it hits us, when Tim walks out that door, along go 4 decades of knowledge. But Tim's job is done, he has earned a well-deserved retirement and it's time for new employees to take the reins.
Metal fatigue is the common name used to describe the unexpected failure of metal parts by progressive fracturing while in service. The article is a basic introduction to the mechanism of metal fatigue failure. An introduction into accepted theories is provided and relevant design practices to reduce metal fatigue are presented and explained.
Metal fatigue is the common name used to describe the unexpected failure of metal parts by progressive fracturing while in service. The article is a basic introduction to the mechanism of metal fatigue failure. An introduction into accepted theories is provided and relevant design practices to reduce metal fatigue are presented and explained.
As a TPM consultant in continuous process manufacturing, working closely with storeroom and purchasing leadership has been essential in determining the criticality of each of plant asset and deciding which critical spares to keep in inventory in the storeroom. Maintaining OEE through availability and running at optimum process speed is essential for profitability but so is having the lowest value possible of parts in inventory. Too often I see say 5 years-worth of bearings or couplings on a shelf when at the same time the maintenance manager is struggling to find budget to buy some other component or service.
As a TPM consultant in continuous process manufacturing, working closely with storeroom and purchasing leadership has been essential in determining the criticality of each of plant asset and deciding which critical spares to keep in inventory in the storeroom. Maintaining OEE through availability and running at optimum process speed is essential for profitability but so is having the lowest value possible of parts in inventory. Too often I see say 5 years-worth of bearings or couplings on a shelf when at the same time the maintenance manager is struggling to find budget to buy some other component or service.
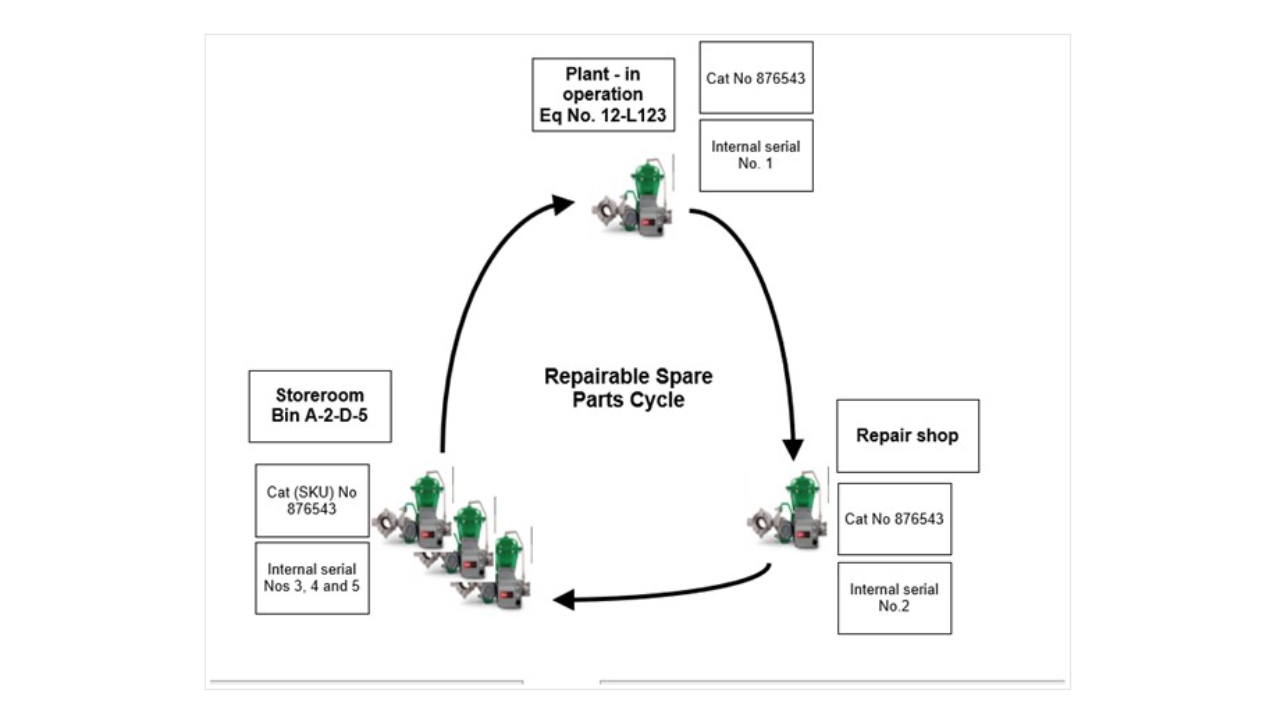
“Repairable” spares (sometimes called “rotating” or “rotable” spares) are parts or assemblies that are carried in the Maintenance storeroom and which are not automatically re-ordered when they are issued. They rotate through a cycle that includes in-service in operating equipment, then to a repair shop, then to inventory and then back to service.
“Repairable” spares (sometimes called “rotating” or “rotable” spares) are parts or assemblies that are carried in the Maintenance storeroom and which are not automatically re-ordered when they are issued. They rotate through a cycle that includes in-service in operating equipment, then to a repair shop, then to inventory and then back to service.
ISO 15243:2017 is a standard that classifies different modes of failure occurring in service for rolling bearings made of standard bearing steels. For each failure mode, it defines and describes the characteristics, appearance, and possible root causes of failure. The standard aims to assist in the identification of failure modes based on features that are visible on the rolling elements, raceways, and other functional surfaces.
ISO 15243:2017 is a standard that classifies different modes of failure occurring in service for rolling bearings made of standard bearing steels. For each failure mode, it defines and describes the characteristics, appearance, and possible root causes of failure. The standard aims to assist in the identification of failure modes based on features that are visible on the rolling elements, raceways, and other functional surfaces.
Let me get right to it. I don’t think the P-F curve is really a curve anymore. Rather it is more like a cliff. We march right up to the edge with all our preventive maintenance activities and the equipment fails anyway. No gentle path downwards to follow, giving us lots of time to head off trouble. No, things simply go bad very quickly. The idea is to avoid the cliff. Stay back a safe distance and enjoy the view vs. extending your toes over the edge for a thrill.
Let me get right to it. I don’t think the P-F curve is really a curve anymore. Rather it is more like a cliff. We march right up to the edge with all our preventive maintenance activities and the equipment fails anyway. No gentle path downwards to follow, giving us lots of time to head off trouble. No, things simply go bad very quickly. The idea is to avoid the cliff. Stay back a safe distance and enjoy the view vs. extending your toes over the edge for a thrill.
This year we are seeing big changes in industrial manufacturing due to new advances in technology and automation, and we are all trying to keep up. Many companies are investing in large-scale facility upgrades to incorporate these new technologies and keep up with demand. From their experiences, we are learning about benefits, challenges, and effects on processes that facility upgrades can bring. A focus on designing for reliability will be essential in planning these upgrades.
This year we are seeing big changes in industrial manufacturing due to new advances in technology and automation, and we are all trying to keep up. Many companies are investing in large-scale facility upgrades to incorporate these new technologies and keep up with demand. From their experiences, we are learning about benefits, challenges, and effects on processes that facility upgrades can bring. A focus on designing for reliability will be essential in planning these upgrades.
Recent incidents such as lead found in Hershey’s chocolate products and WanaBana applesauce pouches are shining the light on lead contamination in the food and beverage industry. What are the risks that lead exposure (and other heavy metals) pose to people who consume the products – and to those in the manufacturing facilities who make the products? What can be done at a facility level to promote safety for maintenance crews?
Recent incidents such as lead found in Hershey’s chocolate products and WanaBana applesauce pouches are shining the light on lead contamination in the food and beverage industry. What are the risks that lead exposure (and other heavy metals) pose to people who consume the products – and to those in the manufacturing facilities who make the products? What can be done at a facility level to promote safety for maintenance crews?
The first way an improved technical database adds value is by increasing the productivity of the maintenance crews. Another value of an improved technical database is that planners can be more efficient. Downtime can also be reduced with an improved technical database. Apply best practices of the technical database to improve your organization.
The first way an improved technical database adds value is by increasing the productivity of the maintenance crews. Another value of an improved technical database is that planners can be more efficient. Downtime can also be reduced with an improved technical database. Apply best practices of the technical database to improve your organization.
As in all industries, predictive maintenance, AI, and sustainability goals are shaping the textile industry in 2024. What are some of the changes and new products that we will see this year? This article will also explore common equipment used in textile mills, reliability and maintenance advice, and safety tips for the textile workforce.
As in all industries, predictive maintenance, AI, and sustainability goals are shaping the textile industry in 2024. What are some of the changes and new products that we will see this year? This article will also explore common equipment used in textile mills, reliability and maintenance advice, and safety tips for the textile workforce.
As a reliability and maintenance professional, it is a must to stay ahead of the curve. With the emerging technologies and evolving methodologies going into Industry 5.0, it is vital to regularly hone your skills and review tried-and-true industry wisdom. So, whether you're a seasoned expert looking to reinforce your expertise or a newcomer starting a successful career path, take these reliability and maintenance books on your journey.
As a reliability and maintenance professional, it is a must to stay ahead of the curve. With the emerging technologies and evolving methodologies going into Industry 5.0, it is vital to regularly hone your skills and review tried-and-true industry wisdom. So, whether you're a seasoned expert looking to reinforce your expertise or a newcomer starting a successful career path, take these reliability and maintenance books on your journey.
The industrial maintenance sector is experiencing a significant shift with the integration of the Internet of Things (IoT) and the advent of Industry 4.0. These innovations are fundamentally altering the way maintenance teams function, introducing a new era of efficiency, predictive maintenance, and real-time data utilisation. IoT technology is central to this transformation, enabling teams to access and analyse data in real time. This advancement shifts maintenance from a reactive to a proactive and predictive model, significantly reducing downtime and extending equipment life.
The industrial maintenance sector is experiencing a significant shift with the integration of the Internet of Things (IoT) and the advent of Industry 4.0. These innovations are fundamentally altering the way maintenance teams function, introducing a new era of efficiency, predictive maintenance, and real-time data utilisation. IoT technology is central to this transformation, enabling teams to access and analyse data in real time. This advancement shifts maintenance from a reactive to a proactive and predictive model, significantly reducing downtime and extending equipment life.
Many impurities may transport to boilers via contaminated condensate return. Boiler tube and steam system failures are usually much more costly than preventive installation of treatment equipment and chemistry programs. This article touched upon only some of the important condensate return issues, but will hopefully galvanize readers to focus on these critical topics.
Many impurities may transport to boilers via contaminated condensate return. Boiler tube and steam system failures are usually much more costly than preventive installation of treatment equipment and chemistry programs. This article touched upon only some of the important condensate return issues, but will hopefully galvanize readers to focus on these critical topics.
Additive manufacturing is changing and improving the manufacturing process in many industries. The methods eliminate the need for traditional subtractive processes, offering benefits like reduced waste and faster prototyping. In 2024, the industry is witnessing advancements in materials and technologies, integration with digital manufacturing, and a focus on reducing emissions. AM can not only improve reliability and maintenance, but also increases supply chain resilience.
Additive manufacturing is changing and improving the manufacturing process in many industries. The methods eliminate the need for traditional subtractive processes, offering benefits like reduced waste and faster prototyping. In 2024, the industry is witnessing advancements in materials and technologies, integration with digital manufacturing, and a focus on reducing emissions. AM can not only improve reliability and maintenance, but also increases supply chain resilience.
The global climate crisis has brought the harmful practices of different industries into the spotlight, and one sector that’s received its fair share of scrutiny is mining. While the mining industry is essential for so many different aspects of modern life, it’s also responsible for some pretty significant environmental damage due to issues including mine waste.
The global climate crisis has brought the harmful practices of different industries into the spotlight, and one sector that’s received its fair share of scrutiny is mining. While the mining industry is essential for so many different aspects of modern life, it’s also responsible for some pretty significant environmental damage due to issues including mine waste.