Part 1 of this series examined a common makeup water treatment method, sodium softening, for industrial steam generators. A primary takeaway from that installment is that poor design, operation, and/or maintenance of sodium softeners can allow hardness carryover to boilers, which in turn can lead to scale formation in boiler tubes. The article also briefly mentioned that more modern technologies, e.g., reverse osmosis (RO), can produce reliable and pure boiler water makeup. (We will explore RO technology in greater detail in a subsequent article.) However, even very pure makeup production can be negated by impurities in condensate return streams. This article examines several of the most important issues in this regard.
Condensate Return – A Potential Witches Brew of Impurities
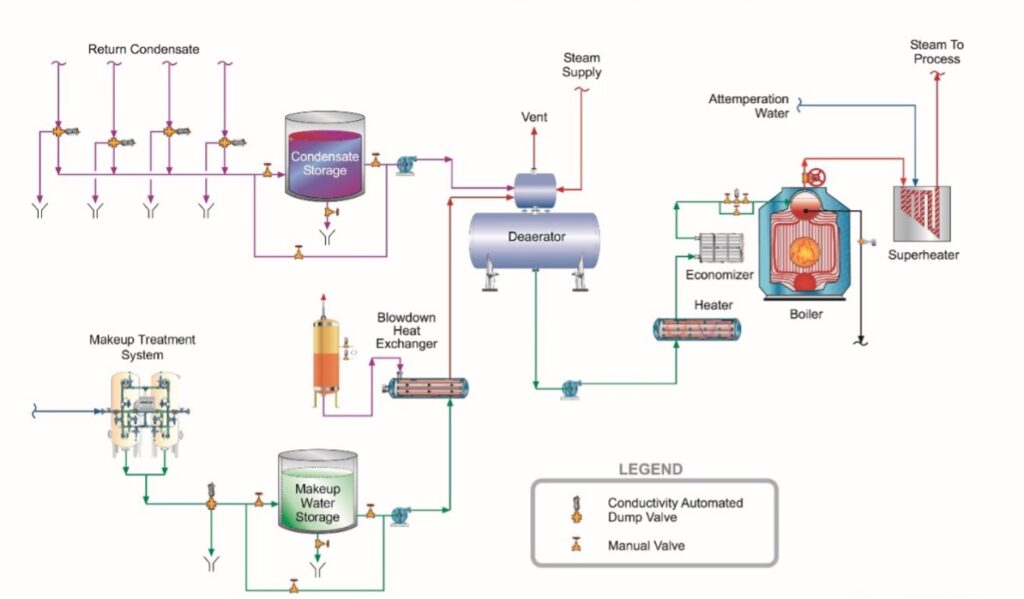
The water/steam cycle for fossil-fired power boilers is usually straightforward. Steam produced in the boiler drives a turbine to generate electricity. The turbine exhaust steam is condensed in a water-cooled (or perhaps air-cooled) condenser, with the condensate returning to the boiler. The condensate and steam in this network typically remains very pure unless a condenser cooling water leak, or perhaps a makeup water system upset, introduces contaminants. The situation is often quite different at co-generation and large industrial plants, where condensate is returned to the boilers from perhaps a variety of chemical processes.
Figure 1. Generic flow diagram of a co-generation water/steam path. The blowdown heat exchanger and feedwater heater may not be present in some configurations. Note the multiple condensate return lines. (1)
As a precursor to the main text below, the following case history provides a clear example of problems that can be caused by return-condensate contamination.
Case History
A number of years ago, this author and a colleague visited an organic chemicals plant that had four 550-psig package boilers with superheaters. The steam provided energy to multiple plant heat exchangers, with recovery of most of the condensate. Each of the boiler superheaters failed, on average, every 1.5–2 years from internal deposition and subsequent overheating of the tubes. Inspection of an extracted superheater tube bundle revealed deposits of approximately ⅛–¼ inches in depth. Additional inspection revealed foam issuing from the saturated steam sample line of every boiler. The cause of the foam formation became quickly apparent, as water/steam chemistry analyses performed by an outside vendor included data showing total organic carbon (TOC) concentrations of up to 200 mg/L in the condensate return. Contrast that with the <0.5 mg/L feedwater TOC recommendation from Figure 1 in Part 1 of this series. (2) No treatment processes or condensate polishing systems were in place to remove these organics (five phenol derivatives) upstream of the boilers. Based on the TOC data alone, it became quite understandable why foam was issuing from the steam sample lines, and why the superheaters rapidly accumulated deposits and then failed from overheating.
The frequent superheater replacements represented a reactive, not preventive, approach. Admittedly, proactive solutions would probably have been expensive. Condensate dumping would have required installation of a much larger makeup water production system and possibly an upgrade to the plant wastewater treatment system. Retrofit of activated carbon filters for polishing may or may not have been viable, per issues related to molecular characteristics of the impurities and reaction kinetics, but laboratory and perhaps pilot testing were definitely warranted. Activated carbon is produced from several raw materials, including coal, coconut shells, and others. An evaluation and perhaps even pilot testing of different activated carbons may have identified a possible polishing solution. However, it became clear to us that management was looking for a “magic pixie dust” approach to solve the issue at very low cost. Unfortunately, in the real world such solutions are rare.
Other Return-Condensate Impurities
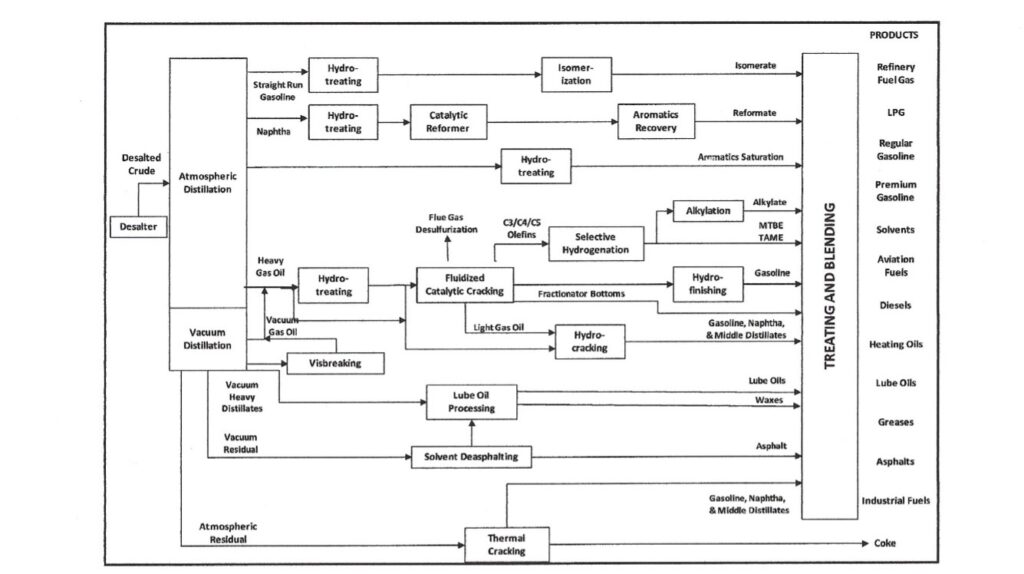
While the condensate-return impurities in the above case history were all within the same chemical family, a much larger variety may exist at other facilities such as refineries and petrochemical plants. The figure below outlines, in schematic format, typical refinery unit operations.
Figure 2. Schematic of common refinery processes. (3)
Steam provides the energy to many of these processes; and with the wide variety of raw, intermediate and final products, the possibilities for contaminant leakage into condensate return are substantial. Some impurities may be so nasty that the condensate cannot be reclaimed, but others can be recovered with straightforward techniques including activated carbon. (4)
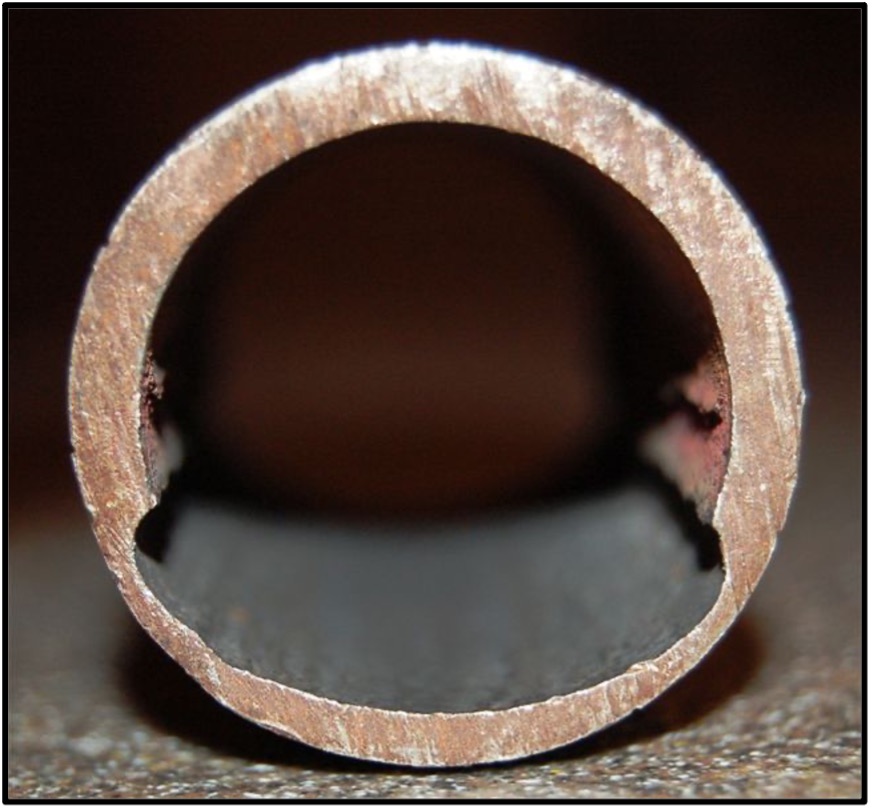
Another common condensate return difficulty comes from carbonic acid corrosion of carbon steel piping.
Figure 3. Carbonic acid grooving of a condensate return line. (1)
A frequent source of CO2 in condensate is carryover from the makeup system. If only sodium softening is utilized for treatment, bicarbonate alkalinity (HCO3–) will enter the boiler, where it in large measure converts to CO2 via the following reactions:
2HCO3– + heat ® CO32- + CO2 + H2O Eq. 1
CO32- + heat ® CO2 + OH– Eq. 2
The conversion of CO2 from the combined reactions may reach 90%. CO2 flashes off with steam, and when the CO2re-dissolves in the condensate it influences the acidity of condensate return.
CO2 + H2O ⇌ H2CO3 ⇌ H+ + HCO3– Eq. 3
Long-term carbon-steel corrosion as shown in Figure 3 is a frequent result.
Compounding the problem of direct corrosion is that the corrosion products will transport to the steam generators and form porous deposits on boiler tubes and other internals. These can cause overheating and failures.
Preventive Condensate Chemistry Control Measures
Of course, for many condensate-return contamination issues, the ideal approach is to address the root cause of the problem. However, finding and repairing process heat exchanger leaks may be difficult due to tight or intricate configurations that make access and maintenance problematic. The next best alternative may be condensate “polishing” of one form or another, as we noted above when discussing activated carbon. For power industry and some co-generation applications (4), where condensate impurities are typically inorganic ions, ion exchange condensate polishing can be very beneficial. (In fact, IX polishing is an absolute must for supercritical power units.) Mixed-bed ion exchange, which utilizes blended cation and anion resins, will reduce to trace concentrations the various species that may be in condensate, including hardness, sodium, chloride, and sulfate.
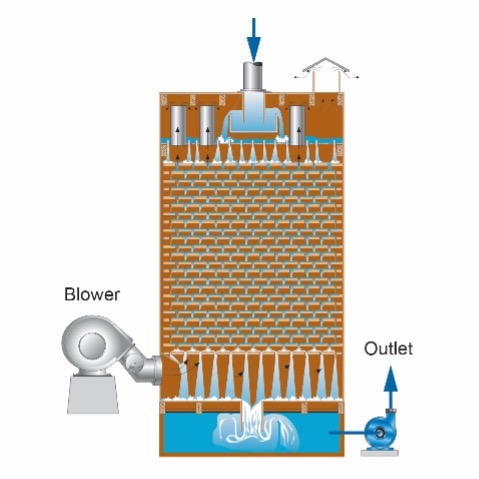
Mechanical or chemical treatment methods may be possible for carbonic acid corrosion control. On the makeup water treatment side, with sodium softening as the core process, common is a downstream step to remove bicarbonate alkalinity. Figure 4 offers an illustration of one method, the forced-draft decarbonator.
Figure 4. Basic schematic of a forced-draft decarbonator. (1)
Possibly with the aid of a small acid feed upstream of the tower, most of the alkalinity will convert to CO2, which escapes in the tower vent with the aid of a forced-draft fan. Caustic feed to the decarbonator effluent readjusts the pH. This fundamental arrangement can reduce alkalinity to low part-per-million (ppm) levels. An alternative to the forced-draft decarbonator shown above is a dealkalizer softening arrangement, where a strong base anion (SBA) unit would follow the softeners. SBA resin, when regenerated with brine, puts the resin in the chloride cycle where it can then remove alkalinity.
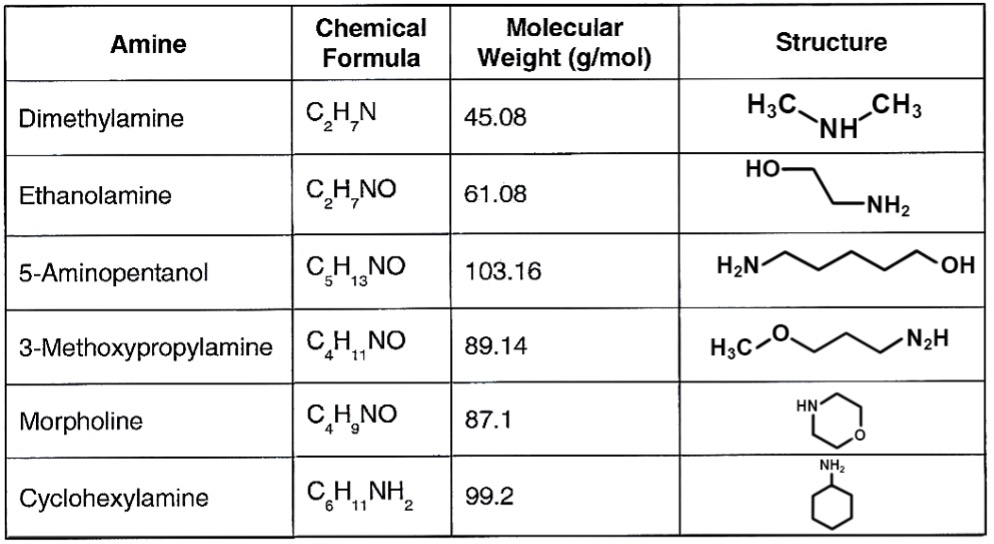
As mentioned in Part 1, sodium softening (and alkalinity removal) does nothing to remove other ions including chloride, sulfate, and silica. It may be beneficial to remove these impurities from the makeup stream, particularly if condensate return to the steam generators is of good quality. In that respect, basic two-stage, single-pass RO is becoming more common as a softener replacement. RO will remove 99% or greater of the total dissolved ions. This allows the boiler cycles of concentration to be raised, resulting in reduced blowdown. Occasionally, this author sees references that call demineralized water “hungry water,” with the seeming implication that it is equivalent to acid and will be very aggressive towards metals, and particularly carbon steel. As has been demonstrated in the power industry, proper chemical treatment of high-purity water can make it quite stable with regard to reactivity towards metals.Within the condensate system, a well-known technique to neutralize carbonic acid is injection of an alkalizing amine or amines at strategic points within the network. Figure 5 shows the most common alkalizing amines.
Figure 5. List of common alkalizing amines.
Careful evaluation of steam-generating and condensate return system design and operation is necessary to select the most appropriate amine or amine blend. One important consideration is the presence of copper alloys in the network. Such alloys have long been a common choice for heat exchanger tubes due to copper’s excellent heat transfer properties, but the presence of ammonia and oxygen can cause serious copper corrosion.
Steam traps are another item that often receive reactive rather than preventive maintenance. Steam trap monitoring can be a daunting task at co-gen and industrial facilities, as a large system may contain hundreds of traps. But without regular monitoring and repair, malfunctioning traps can reduce process efficiency, induce mechanical damage in piping systems, and potentially cause condensate contamination. (5)
Conclusion
Many impurities may transport to boilers via contaminated condensate return. Boiler tube and steam system failures are usually much more costly than preventive installation of treatment equipment and chemistry programs. This article touched upon only some of the important condensate return issues, but will hopefully galvanize readers to focus on these critical topics.
References
Water Essentials Handbook (Tech. Ed.: B. Buecker). ChemTreat, Inc., Glen Allen, VA, 2023. Currently being released in digital format at https://www.chemtreat.com/.
B. Buecker, “Preventative vs. Reactive Maintenance: Don’t Neglect Makeup Water and Condensate Return Treatment – Part 1”; Maintenance World, January 2024.
“Detailed Study of the Petroleum Refining Category – 2019 Report”; EPA 821-R-19-008, U.S. Environmental Protection Agency, Washington, D.C., September 2019.
Buecker, B., Koom-Dadzie, A., Barbot, E., and F. Murphy, “Makeup Water Treatment and Condensate Return: Major Influences on Chemistry Control in Co-Gen and Industrial Steam Generators”; from the 41st Annual Electric Utility Chemistry Workshop, June 6-8, 2013, Champaign, Illinois.
J. LaPree, “Digital Tools Help Optimize Steam Systems”; Chemical Engineering, February 2023.
Brad Buecker
Brad Buecker currently serves as Senior Technical Consultant with SAMCO Technologies. He is also the owner of Buecker & Associates, LLC, which provides independent technical writing/marketing services. Buecker has many years of experience in or supporting the power industry, much of it in steam generation chemistry, water treatment, air quality control, and results engineering positions with City Water, Light & Power (Springfield, Illinois) and Kansas City Power & Light Company's (now Evergy) La Cygne, Kansas, station. Additionally, his background includes eleven years with two engineering firms, Burns & McDonnell and Kiewit, and he spent two years as acting water/wastewater supervisor at a chemical plant. Buecker has a B.S. in chemistry from Iowa State University with additional course work in fluid mechanics, energy and materials balances, and advanced inorganic chemistry. He has authored or co-authored over 300 articles for various technical trade magazines, and he has written three books on power plant chemistry and air pollution control. He is a member of the ACS, AIChE, AIST, ASME, AWT, CTI, and he is active with Power-Gen International, the Electric Utility & Cogeneration Chemistry Workshop, and the International Water Conference. He can be reached at bueckerb@samcotech.com and beakertoo@aol.com.
One of the hot topics in electrical and mechanical training classes is the National Fire Protection Association (NFPA) 70E. Students question what 70E is and how it relates to the National Electrical Code (NEC), if 70E is a new regulation and if not why are they just now hearing about it, and if companies are required to comply with 70E. This article will take some of the mystery out of 70E.
One of the hot topics in electrical and mechanical training classes is the National Fire Protection Association (NFPA) 70E. Students question what 70E is and how it relates to the National Electrical Code (NEC), if 70E is a new regulation and if not why are they just now hearing about it, and if companies are required to comply with 70E. This article will take some of the mystery out of 70E.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
I use the term RCPE because it is a waste of good initiatives and time to only find the root cause of a problem, but not fixing it. I like to use the word problem; a more common terminology is Root Cause Failure Analysis (RCFA), instead of failure because the word failure often leads to a focus on equipment and maintenance. The word problem includes all operational, quality, speed, high costs and other losses. To eliminate problems is a joint responsibility between operations, maintenance and engineering.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
When we have catastrophic events such as the club fire in RI, the inspection process that allowed code violations to go uncorrected for two years needs to be revisited. Many inspectors view their daily work in a way that results in the low hanging fruit getting picked, but the more difficult to reach fruit on high branches going untouched. When an agency is responsible for inspections for compliance with safety, health, fire and/or environmental standards there needs to be a meaningful quality control or improvement program in place. Citizens or your community deserve no less.
As many of us strive to improve the reliability of our plants, several comments bemoan how challenging that is to do in an era of continuous deep cost cutting. They say that in their operation, maintenance is seen as a cost, and is one of the first things to arbitrarily cut. Some think their operations have cut too far! What they seek is a way to justify a strong maintenance capability. I submit that one approach is to speak of maintenance as an “investment in capacity.” Use the language that plant managers, controllers and senior management understands: capital investment and return on investment (ROI).
As many of us strive to improve the reliability of our plants, several comments bemoan how challenging that is to do in an era of continuous deep cost cutting. They say that in their operation, maintenance is seen as a cost, and is one of the first things to arbitrarily cut. Some think their operations have cut too far! What they seek is a way to justify a strong maintenance capability. I submit that one approach is to speak of maintenance as an “investment in capacity.” Use the language that plant managers, controllers and senior management understands: capital investment and return on investment (ROI).
It’s not uncommon to see maintenance departments accept goals, concepts and projects just because we are told to or because it seems to be the norm for the company. We don’t always question the validity or logic when someone influential suggests a path forward. Plant maintenance professionals should know reliability best. When making reliability decisions, maintenance needs to speak up and not accept inefficient or incorrect decisions.
It’s not uncommon to see maintenance departments accept goals, concepts and projects just because we are told to or because it seems to be the norm for the company. We don’t always question the validity or logic when someone influential suggests a path forward. Plant maintenance professionals should know reliability best. When making reliability decisions, maintenance needs to speak up and not accept inefficient or incorrect decisions.
Novozymes North America, Franklinton, North Carolina, a company with Scandinavian roots and management style won the coveted North American Maintenance Excellence Award (NAME) 2000. A reporter (Michael Lippig) recently paid Owe Forsberg, Maintenance Manager, Novozymes North America, a visit to see how this came about.
Novozymes North America, Franklinton, North Carolina, a company with Scandinavian roots and management style won the coveted North American Maintenance Excellence Award (NAME) 2000. A reporter (Michael Lippig) recently paid Owe Forsberg, Maintenance Manager, Novozymes North America, a visit to see how this came about.
Reliability is not rocket science. It should be easy to achieve. Do things right the first time, from design, procurement, construction, installation, maintenance and operation, all the way through to decommissioning. Isn't this the goal of engineers? Still, in many cases we —industry in general—seem to struggle in achieving high reliability. One reason may be widespread inattention to Mechanical Quality Assurance (MQA).
Reliability is not rocket science. It should be easy to achieve. Do things right the first time, from design, procurement, construction, installation, maintenance and operation, all the way through to decommissioning. Isn't this the goal of engineers? Still, in many cases we —industry in general—seem to struggle in achieving high reliability. One reason may be widespread inattention to Mechanical Quality Assurance (MQA).
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
A custom blueprint for streamlining internal processes, Lean has helped to increase production at many plants. Except, all too often, these plants don’t enjoy the maximum return on their investment. This is because managers often limit their Lean implementations to production-related processes. Such applications provide only a fraction of the benefit Lean is designed to offer and often deprive plants of achieving the true potential for growth and development.
A custom blueprint for streamlining internal processes, Lean has helped to increase production at many plants. Except, all too often, these plants don’t enjoy the maximum return on their investment. This is because managers often limit their Lean implementations to production-related processes. Such applications provide only a fraction of the benefit Lean is designed to offer and often deprive plants of achieving the true potential for growth and development.
When a forced layoff takes place in a unionized environment, the latest employees, in this case the apprentices were laid off; the plant had to lay off its future employees. Even sadder is that only four months after the lay offs the plant had to hire back many of the people they laid off. Many of them worked for a contractor who had contracted them to the plant after they were laid off! Soon this plant will start talking about a new improvement initiative and new management will wonder why it is so difficult to get people committed to improvement initiatives.
When a forced layoff takes place in a unionized environment, the latest employees, in this case the apprentices were laid off; the plant had to lay off its future employees. Even sadder is that only four months after the lay offs the plant had to hire back many of the people they laid off. Many of them worked for a contractor who had contracted them to the plant after they were laid off! Soon this plant will start talking about a new improvement initiative and new management will wonder why it is so difficult to get people committed to improvement initiatives.
You can develop, document, and preach your improvement plans as much as you want, but if those plans do not result in better front line maintenance performance, you have just wasted money and time. Maintenance managers cannot produce expected results without the help of others, especially the frontline. Those organizations that have experimented with autonomous teams lacking front line leadership often fail to deliver sustainable results. If you believe this statement is wrong, I am very interested in hearing back from you.
You can develop, document, and preach your improvement plans as much as you want, but if those plans do not result in better front line maintenance performance, you have just wasted money and time. Maintenance managers cannot produce expected results without the help of others, especially the frontline. Those organizations that have experimented with autonomous teams lacking front line leadership often fail to deliver sustainable results. If you believe this statement is wrong, I am very interested in hearing back from you.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
The degree to which RCM analysis can contribute to profitability is directly variable with the quality and accuracy of the CMMS data on which the analysis is based. Because the technique is rigorous, its over-use will defeat the purpose and lead to cost overruns instead of savings. The way to optimize the RCM return is to apply the analysis strictly to the equipment and systems that will pay off from it, and to know this we must rely on the CMMS. This paper provides guidance for ensuring that the equipment data and history residing in a CMMS are complete and accurate; so that RCM analysis will be a success and positively impact a company’s bottom line, not hurt it.
Management today is never the same what was yesterday. And India, undoubtedly, has been one place that has witnessed radical changes in Management - be it Man Management, Money or Material Management. And it goes without saying that concept of "Lean" in all fields is the name of the game. Lean Organization, Reduced Vendor base, Shorter Production Cycle, Market Micro-segmentation and Skinned Distribution Points are all globally accepted jargons of the present day cost conscious world.
Management today is never the same what was yesterday. And India, undoubtedly, has been one place that has witnessed radical changes in Management - be it Man Management, Money or Material Management. And it goes without saying that concept of "Lean" in all fields is the name of the game. Lean Organization, Reduced Vendor base, Shorter Production Cycle, Market Micro-segmentation and Skinned Distribution Points are all globally accepted jargons of the present day cost conscious world.
The latest ARC Advisory Group study of the enterprise asset management (EAM/CMMS) software market profiles more than 80 maintenance application suppliers. This number of choices is enough to make any plant manager shudder. How can you pick the tool that is right for you? The tug-of-war between decision makers can make or break the success of an EAM/CMMS implementation. This article addresses the delicate balance of wants and needs, and how they apply in the application selection process.
The latest ARC Advisory Group study of the enterprise asset management (EAM/CMMS) software market profiles more than 80 maintenance application suppliers. This number of choices is enough to make any plant manager shudder. How can you pick the tool that is right for you? The tug-of-war between decision makers can make or break the success of an EAM/CMMS implementation. This article addresses the delicate balance of wants and needs, and how they apply in the application selection process.
Good Computerized Maintenance Management Software (CMMS) that schedules preventive maintenance work orders on your equipment is an integral component of any efficient maintenance department. Preventive and scheduled maintenance, efficiently scheduled, will not only reduce your maintenance costs, but will minimize emergency repairs and downtime, resulting in an increase in overall profitability.
Good Computerized Maintenance Management Software (CMMS) that schedules preventive maintenance work orders on your equipment is an integral component of any efficient maintenance department. Preventive and scheduled maintenance, efficiently scheduled, will not only reduce your maintenance costs, but will minimize emergency repairs and downtime, resulting in an increase in overall profitability.
The component importance measure is an index of how much or how little an individual component contributes to the overall system reliability. It is useful to obtain the reliability importance measure or value of each component in the system prior to investing resources toward improving specific components. This is done to determine where to focus resources in order to achieve the most benefit from the improvement effort.
The component importance measure is an index of how much or how little an individual component contributes to the overall system reliability. It is useful to obtain the reliability importance measure or value of each component in the system prior to investing resources toward improving specific components. This is done to determine where to focus resources in order to achieve the most benefit from the improvement effort.
This article has several related themes. The main purpose is to give an overview of the engineering education process, relating theory to practical application. As part of this overview, I express gratitude to the scientists, mathematicians, and engineers who have guided my own education. This education is the foundation of my engineering career, as my experiences demonstrate.
This article has several related themes. The main purpose is to give an overview of the engineering education process, relating theory to practical application. As part of this overview, I express gratitude to the scientists, mathematicians, and engineers who have guided my own education. This education is the foundation of my engineering career, as my experiences demonstrate.
For the foreseeable future, the “job of the future” will exist in a world that wrestles with issues of outsourcing, offshore design and manufacturing, and generally uncertain employment prospects. Among the job seekers, aspiring engineers need to develop effective ways of finding and keeping employment in this murky environment.
For the foreseeable future, the “job of the future” will exist in a world that wrestles with issues of outsourcing, offshore design and manufacturing, and generally uncertain employment prospects. Among the job seekers, aspiring engineers need to develop effective ways of finding and keeping employment in this murky environment.
When the time comes to specify replacements for mechanical power transmission couplings, it's human nature to take the easy path...simply find something similar (if not identical) to the coupling that failed, maybe apply a few oversizing fudge factors just to be conservative. Too often, however, this practice only invites a repeat failure...or more costly system damage.
When the time comes to specify replacements for mechanical power transmission couplings, it's human nature to take the easy path...simply find something similar (if not identical) to the coupling that failed, maybe apply a few oversizing fudge factors just to be conservative. Too often, however, this practice only invites a repeat failure...or more costly system damage.
The force acting on a general purpose relay is near the fulcrum of the arm. With a force guided relay, the force acting on the relay is about as close to the contact point as one can reasonably get.
The force acting on a general purpose relay is near the fulcrum of the arm. With a force guided relay, the force acting on the relay is about as close to the contact point as one can reasonably get.
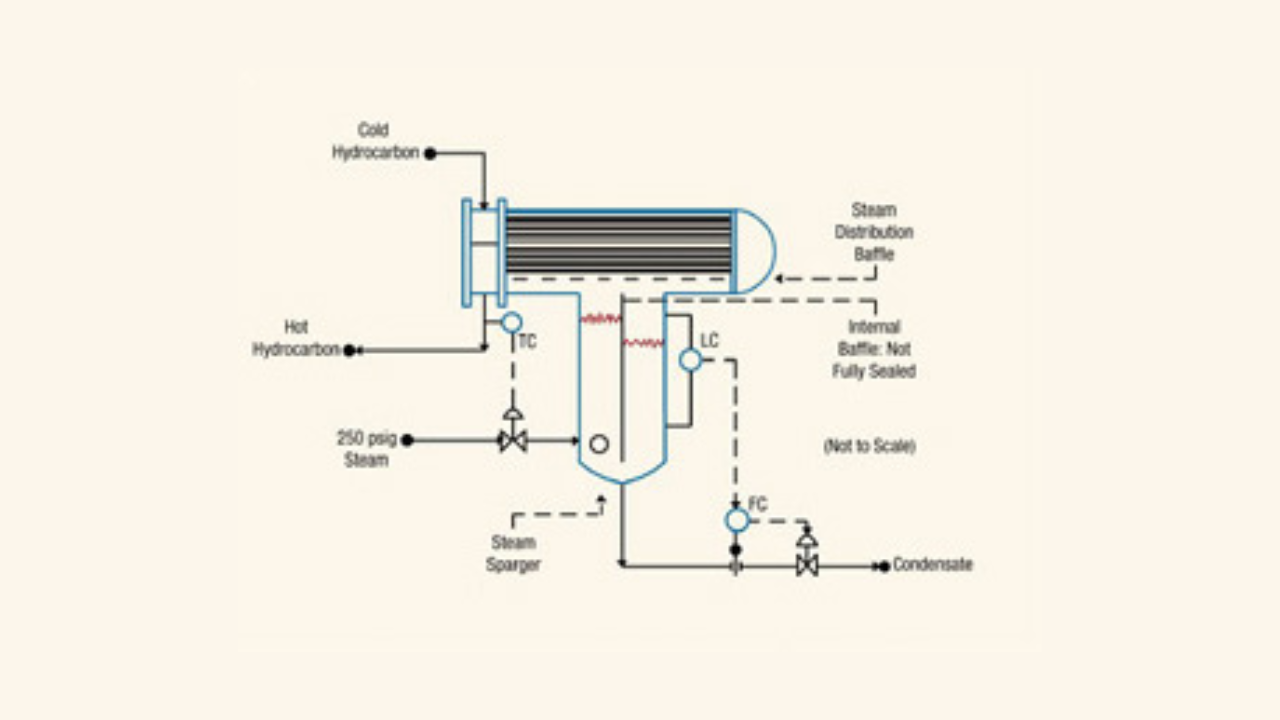
The moral: Even when you think you have found the best solution, put the problem aside and then ponder it again. A fresh look may lead to an even better solution. As for the integral desuperheater, it is too elegant a solution to go to waste. Perhaps you may have a use for it.
The moral: Even when you think you have found the best solution, put the problem aside and then ponder it again. A fresh look may lead to an even better solution. As for the integral desuperheater, it is too elegant a solution to go to waste. Perhaps you may have a use for it.
Most efforts to decrease the frequency and severity of injuries to miners have stressed miner training and work procedures, improved work environments and safety and environmental control equipment, improved personal protective equipment, improved equipment control and display design, enhanced lighting and visibility-related research, and organizational issues. However, the industry has paid much less attention to the design of the mining machine itself with respect to maintenance cost or safety for the maintainer.
Most efforts to decrease the frequency and severity of injuries to miners have stressed miner training and work procedures, improved work environments and safety and environmental control equipment, improved personal protective equipment, improved equipment control and display design, enhanced lighting and visibility-related research, and organizational issues. However, the industry has paid much less attention to the design of the mining machine itself with respect to maintenance cost or safety for the maintainer.
The following is a Maintainability Design Checklist for coal mining equipment. The purpose of the checklist is to provide a summary of design review points for the maintainability assessment of new or existing underground equipment. It specifically focuses on the identification of equipment design features, tasks, or procedures that impact equipment downtime, repair costs, labor hours and maintainer skill level requirements.
The following is a Maintainability Design Checklist for coal mining equipment. The purpose of the checklist is to provide a summary of design review points for the maintainability assessment of new or existing underground equipment. It specifically focuses on the identification of equipment design features, tasks, or procedures that impact equipment downtime, repair costs, labor hours and maintainer skill level requirements.
A team of technical experts will make a thorough review of the building and its operating history. Led by a professional engineer or architect, they will review the original construction plans and specifications, if they are available. Then they will develop a specific reoccurring maintenance program, as well as a cost estimate, for each of the building's systems and load it on their computers.
A team of technical experts will make a thorough review of the building and its operating history. Led by a professional engineer or architect, they will review the original construction plans and specifications, if they are available. Then they will develop a specific reoccurring maintenance program, as well as a cost estimate, for each of the building's systems and load it on their computers.
It's important to find out if material flows are present or not throughout a bulk-processing facility; material cost savings and increased plant efficiency can offset an investment in monitoring. Most bulk solids processors can do this using low-cost acoustic emission-monitoring technology.
It's important to find out if material flows are present or not throughout a bulk-processing facility; material cost savings and increased plant efficiency can offset an investment in monitoring. Most bulk solids processors can do this using low-cost acoustic emission-monitoring technology.
When maintenance is allowed to interact with the plant and production Original Equipment Manufacturer (OEM), a prosperous relationship for both parties will often ensue. This OEM partnership results in first-hand information for maintenance to set up its maintenance approach, and valuable operational and design feedback for the OEM. There are seven main circumstances in which maintenance will interact or communicate with an OEM and form an OEM partnership.
When maintenance is allowed to interact with the plant and production Original Equipment Manufacturer (OEM), a prosperous relationship for both parties will often ensue. This OEM partnership results in first-hand information for maintenance to set up its maintenance approach, and valuable operational and design feedback for the OEM. There are seven main circumstances in which maintenance will interact or communicate with an OEM and form an OEM partnership.