[webinar] Embracing Digital Transformation in Maintenance & Plant Operations | March 13 at 10AM EST – Register Now
Additive Manufacturing 101
Additive Manufacturing 101
Elizabeth Ruiz, Editor, Maintenance World
Posted 4/17/2024
Introduction
Additive manufacturing is changing and improving the manufacturing process in many industries. The methods eliminate the need for traditional subtractive processes, offering benefits like reduced waste and faster prototyping. In 2024, the industry is witnessing advancements in materials and technologies, integration with digital manufacturing, and a focus on reducing emissions. AM can not only improve reliability and maintenance, but also increases supply chain resilience.
What is Additive Manufacturing?
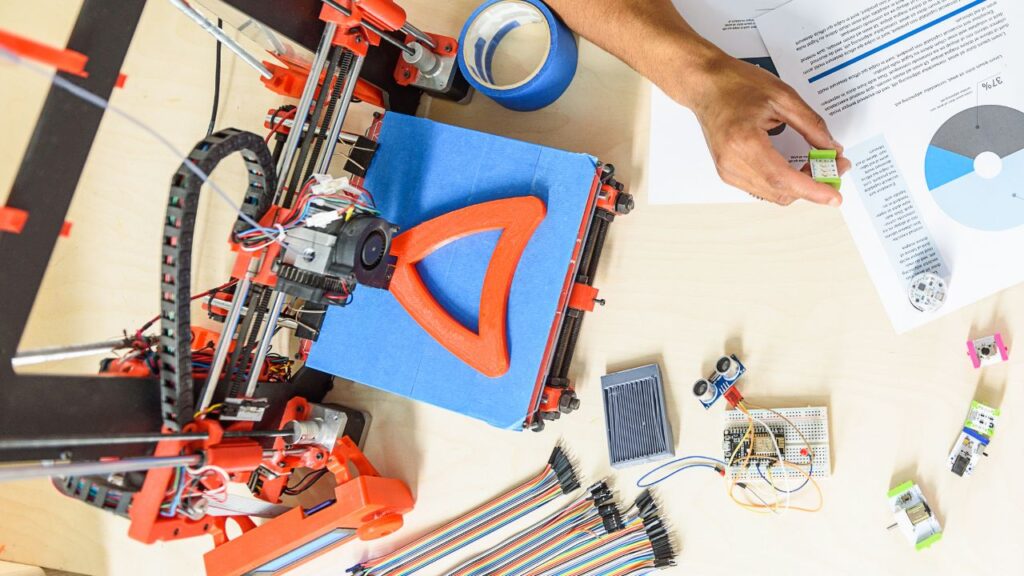
Additive manufacturing (AM) refers to technologies that build 3D objects in superfine layers of melted or partially melted material. AM means adding material to create an object. It takes away the need for removing material through milling, machining, carving, shaping, etc. when manufacturing an object. Computer-aided-design (CAD) software is used in AM to separate the object into the layers used to build it. That information directs the nozzle or print head in creating the object layer by layer. Alternatively, a laser or electron beam can selectively melt or partially melt in a bed of powdered material. The materials form a 3D object as they cool or cure.
AM has existed for around 30 years. In this time, it has helped organizations with performance improvement, complex mathematics, and simplified manufacturing. It can be used in industrial manufacturing for product development, aerospace for lighter parts, medical for patient-specific applications, and automotive for rapid prototyping. It is common to hear additive manufacturing called 3D printing or rapid prototyping, but those are actually subsets of AM. (1)
Additive Manufacturing Processes and Technologies
There are many different additive manufacturing processes to choose from. Check out the list below and click the links to learn more about each type. Which one is right for your organization? (1) (2)
The global market for additive manufacturing is predicted to grow at an annual rate of 23.6% until 2030. Reasons for this rapid growth include an increasing demand for complex and customized parts, the increase in use of AM in different industries, improvement and advancement of additive tech and materials, environmental uses, and support from the government. (3)
Let’s take a look at some of the major additive manufacturing trends in 2024:
New technologies and materials: New additive technologies such as directed energy deposition (DED) offer advantages such as higher speed, lower cost, larger build volume, and multi-material capabilities. New materials such as high-performance superalloys and composites have better mechanical properties, functionality, biocompatibility, and are more sustainable.
Integration with other technologies: Additive manufacturing is part of a larger digital manufacturing ecosystem which includes AI, IoT, cloud computing, blockchain, robotics, and AR. Combing AM with these technologies allows organizations to automate, optimize, monitor, and verify the whole manufacturing process chain.
Reducing corporate CO2 emissions: Industrial additive manufacturing offers manufacturers the option of replacing the physical value chain with a virtual one. Due to this, more companies are considering AM to help reach emission reduction goals. It would cut down on the need for delivering products long distances, reducing fuel emission. AM also promotes reshoring manufacturing back to the US (which reduces emissions related to shipping).
Development of standards and regulations: As of now, there is a lack of standards and regulations to ensure quality, safety, reliability, and performance of parts made by AM. 2024 may see necessary new laws/standards related to AM in industrial manufacturing. (3)
How can AM Improve Reliability and Maintenance and the Manufacturing Process as a Whole?
Additive manufacturing is finding it’s place in reliability and maintenance. It allows organizations to produce parts requiring special materials that are expensive to replace. AM reinforces long-term maintainability by replacing traditional methods and eliminating some of the problems that come with them. Read the benefits and capabilities listed below to see how AM can help with inventory management and reduce overall manufacturing lead time.
Reduced Waste: AM can help reduce waste and cost by allowing redesign of products and components, reducing scrap, reducing or eliminating material requirements, and creating new products and design possibilities. 3D printing spare parts is advantageous due to the use of lightweight materials, fewer resources are needed, can be done on a large scale, and is inexpensive.
Increased Material Efficiency: Using metals in additive manufacturing improves the efficiency of material. It can be produced faster and installed directly in the field. Reliability and maintenance professionals are also able to execute repairs quickly in the field with this material.
Lowered Maintenance Costs: The use of these materials and the fast and efficient work they allow can help keep maintenance costs down. (4)
Faster Prototyping: Prototyping of a product or component can be done faster and cheaper than for normal production. It creates the opportunity to go through a number of iterations within the time it would have taken for one prototype. It is simple to adjust the design in CAD and then print a new version to test immediately.
Faster Time to Repair: If you are missing a replacement part and need it now, 3D printing allows maintenance teams to print the part and get the equipment functioning again without having to wait for delivery.
Reduced Inventory: The ability to print parts as needed frees up space and money in the inventory. It also helps reduce slow-moving, obsolete, or deteriorating parts taking space in the storeroom.
Prolonged Equipment Life: Being able to print parts for older equipment that might not be available anymore extends the life equipment that is older but still functioning that would otherwise have to be replaced. (5)
Increased Supply Chain Resilience: AM reduces the time and increases the flexibility of production. It allows organizations to remedy supply disruptions fast without having to keep an expensive inventory of parts that may not be used. This can help prevent bottlenecks in forging and casting supply chains. (6)
Conclusion
Additive manufacturing (AM) is revolutionizing the manufacturing industry by offering unique benefits and capabilities. From reducing waste and increasing material efficiency to lowering maintenance costs and speeding up prototyping, AM is reshaping how companies approach reliability and maintenance. Furthermore, AM contributes to increased supply chain resilience by reducing production lead times and offering on-demand part production. As the industry continues to evolve, AM is expected to play a crucial role in driving innovation and efficiency across various sectors.
We as safety professionals aren't exempt. Have you seen this: Workers don't change their actions? Tell them again (with a why-didn't-you-listen undertone). Policies and procedures not followed? Write additional (and more detailed) rules. Training didn't change their behavior? Put them through the same training again and again (until they "get it"). Try, try, try again to solve safety problems, but don't confuse persistence with obstinancy.
We as safety professionals aren't exempt. Have you seen this: Workers don't change their actions? Tell them again (with a why-didn't-you-listen undertone). Policies and procedures not followed? Write additional (and more detailed) rules. Training didn't change their behavior? Put them through the same training again and again (until they "get it"). Try, try, try again to solve safety problems, but don't confuse persistence with obstinancy.
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
There is a saying: “What you can’t measure, you can’t improve”. The saying are not necessarily always true, but it is interesting, because I think a derivative of the saying is true: “What you measure, is usually what you get.”
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
It never ceases to amaze me that no matter what industry you are in or how big or small of a company you work for, success is dependent on the ability to find, attract, hire, manage, develop and retain the right people. I continue to see companies disproportionately dedicate more focus and investment into non-people issues such as technology or equipment than focusing on getting “the right people on the bus.” I haven’t quite figured out why, but I believe it could boil down to one of three reasons:
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
The work process we call maintenance planning can almost always be improved in any given mill or plant. In fact in most plants we visit maintenance planners don’t plan. Planners do all kinds of tasks except work order planning.
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
Maintenance practices and technologies have evolved to meet the needs of the changing industrial environment. The function has evolved from a community of reactive fixers, to dedicated craftsmen, to proactive professionals. The next generation of personnel could well be based on practitioners of Quality Management Systems (QMS).
The goal of every lubrication program should be to ensure that all equipment receives and maintains the proper levels of lubrication such that no equipment fails due to inadequate or improper lubrication. In order for this to happen, we must follow the 5R's of lubrication - right lubricant, right condition, right location, right amount, right frequency.
The goal of every lubrication program should be to ensure that all equipment receives and maintains the proper levels of lubrication such that no equipment fails due to inadequate or improper lubrication. In order for this to happen, we must follow the 5R's of lubrication - right lubricant, right condition, right location, right amount, right frequency.
Management today is never the same what was yesterday. And India, undoubtedly, has been one place that has witnessed radical changes in Management - be it Man Management, Money or Material Management. And it goes without saying that concept of "Lean" in all fields is the name of the game. Lean Organization, Reduced Vendor base, Shorter Production Cycle, Market Micro-segmentation and Skinned Distribution Points are all globally accepted jargons of the present day cost conscious world.
Management today is never the same what was yesterday. And India, undoubtedly, has been one place that has witnessed radical changes in Management - be it Man Management, Money or Material Management. And it goes without saying that concept of "Lean" in all fields is the name of the game. Lean Organization, Reduced Vendor base, Shorter Production Cycle, Market Micro-segmentation and Skinned Distribution Points are all globally accepted jargons of the present day cost conscious world.
Now that the best EAM/ CMMS application for your business has been selected, the deployment phase begins. But an EAM system is not a plug-and-play application. Will you miss out on some real operational savings? Will the data be clean enough to provide value in a production environment? Will processes be tailored to match the new system, or will they be optimized to improve business? Is the vendor knowledgeable about your specific industry or regulatory requirements?
Now that the best EAM/ CMMS application for your business has been selected, the deployment phase begins. But an EAM system is not a plug-and-play application. Will you miss out on some real operational savings? Will the data be clean enough to provide value in a production environment? Will processes be tailored to match the new system, or will they be optimized to improve business? Is the vendor knowledgeable about your specific industry or regulatory requirements?
Energy utilities require optimization of asset management as never before. Maintenance personnel bear the burden of sustaining reliability and availability and are personally in the spotlight the instant an interruption or failure occurs. Yet without the right resources and tools at their disposal, one can argue that it is not the staff but the focus on maintenance that is broken. This article addresses some of the challenges faced by utilities today and reasons to recalibrate your maintenance priorities.
Energy utilities require optimization of asset management as never before. Maintenance personnel bear the burden of sustaining reliability and availability and are personally in the spotlight the instant an interruption or failure occurs. Yet without the right resources and tools at their disposal, one can argue that it is not the staff but the focus on maintenance that is broken. This article addresses some of the challenges faced by utilities today and reasons to recalibrate your maintenance priorities.
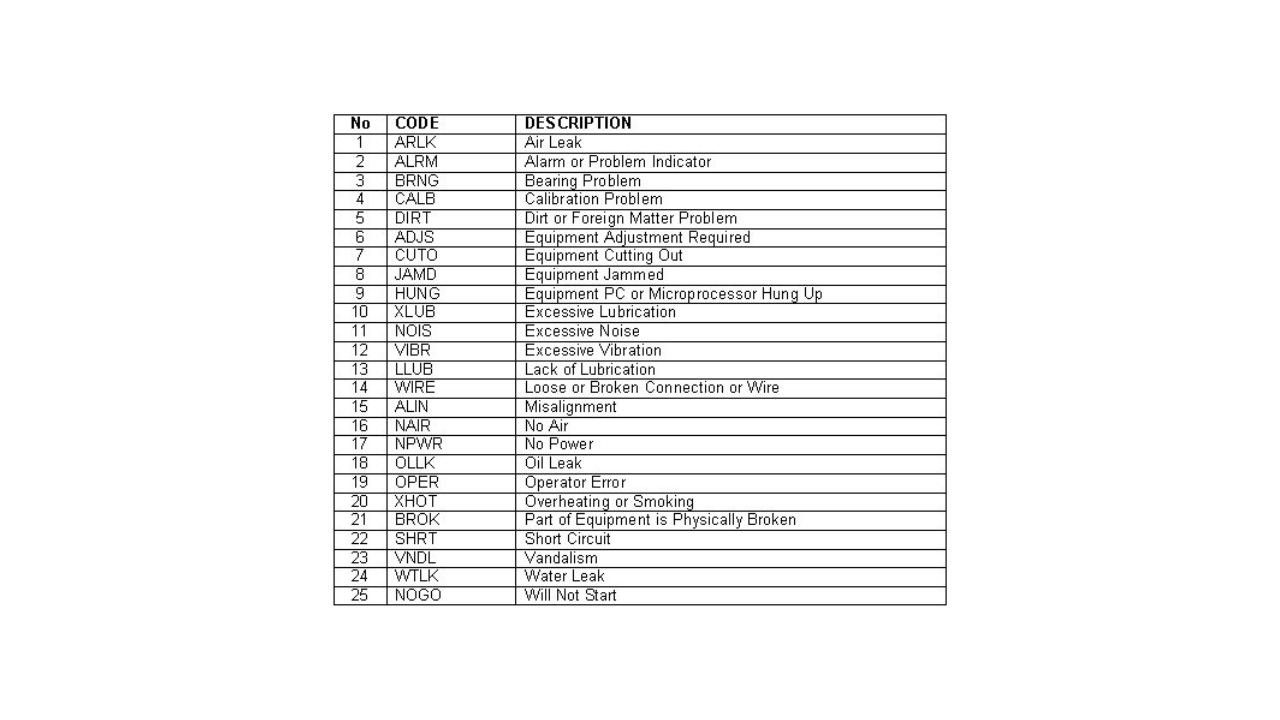
What is a failure code? Quite simply, it is a code that illustrates why an asset failed or the reason that the asset failed. Codes can be a number which is cross referenced to a list of actual code descriptions or more conveniently a series of alphanumeric characters that are a logical abbreviation of their descriptions. However, with modern database technology and available disk space, the full descriptions are increasingly being used instead of alphanumeric codes.
What is a failure code? Quite simply, it is a code that illustrates why an asset failed or the reason that the asset failed. Codes can be a number which is cross referenced to a list of actual code descriptions or more conveniently a series of alphanumeric characters that are a logical abbreviation of their descriptions. However, with modern database technology and available disk space, the full descriptions are increasingly being used instead of alphanumeric codes.
Most, if not all, companies use CMMS systems to oversee their maintenance activities. From home-grown systems to complete ERP systems, leveraging technology allows companies to more efficiently and effectively manage their maintenance, repair and operations activities. So as a core maintenance function, surely routine, lubrication-related preventive and predictive activities such as regreasing motor bearings, taking oil samples, and executing oil top-offs and inspections belong in the CMMS system like any other maintenance task, right?
Most, if not all, companies use CMMS systems to oversee their maintenance activities. From home-grown systems to complete ERP systems, leveraging technology allows companies to more efficiently and effectively manage their maintenance, repair and operations activities. So as a core maintenance function, surely routine, lubrication-related preventive and predictive activities such as regreasing motor bearings, taking oil samples, and executing oil top-offs and inspections belong in the CMMS system like any other maintenance task, right?
This call to action is being driven by reductions in resources, increased desire to maximize capacity utilization, the need to optimize operational performance, and the need to ensure that we are in compliance with company goals, targets and corporate responsibilities. We are being asked to do more with less. Data management is an essential element of the solution to this challenge.
This call to action is being driven by reductions in resources, increased desire to maximize capacity utilization, the need to optimize operational performance, and the need to ensure that we are in compliance with company goals, targets and corporate responsibilities. We are being asked to do more with less. Data management is an essential element of the solution to this challenge.
Industry pacesetters use real-time equipment data to prioritize and optimize their maintenance resources. The process is straightforward in concept: use real-time data to determine the equipment health, but only inform the Computerized Maintenance Management System (CMMS) when maintenance is actually necessary. From there, the CMMS automatically produces the work order and uses the workflow that is already familiar to all maintenance personnel.
Industry pacesetters use real-time equipment data to prioritize and optimize their maintenance resources. The process is straightforward in concept: use real-time data to determine the equipment health, but only inform the Computerized Maintenance Management System (CMMS) when maintenance is actually necessary. From there, the CMMS automatically produces the work order and uses the workflow that is already familiar to all maintenance personnel.
For most companies, gone are the days when users were forced to conform to a rigid framework dictated by the CMMS vendor and strictly controlled by the Information Systems department. Users today enjoy freedom to customise the content, look and feel of their CMMS environment on a variety of devices, from handhelds to desktops. With modern computers and software, users are overwhelmed with choices.
For most companies, gone are the days when users were forced to conform to a rigid framework dictated by the CMMS vendor and strictly controlled by the Information Systems department. Users today enjoy freedom to customise the content, look and feel of their CMMS environment on a variety of devices, from handhelds to desktops. With modern computers and software, users are overwhelmed with choices.
Even when a company has both the will and the money to spend, it is difficult to know where to start when considering the implementation of maintenance management systems. Probably the majority of smaller companies are still at this stage, which effectively means the majority of maintenance people. The prospect of developing suitable maintenance control strategies and policies from a standing start is daunting. There are many questions such as how much will it cost, where will the resources come from and how will we cope?
Even when a company has both the will and the money to spend, it is difficult to know where to start when considering the implementation of maintenance management systems. Probably the majority of smaller companies are still at this stage, which effectively means the majority of maintenance people. The prospect of developing suitable maintenance control strategies and policies from a standing start is daunting. There are many questions such as how much will it cost, where will the resources come from and how will we cope?
When the time comes to specify replacements for mechanical power transmission couplings, it's human nature to take the easy path...simply find something similar (if not identical) to the coupling that failed, maybe apply a few oversizing fudge factors just to be conservative. Too often, however, this practice only invites a repeat failure...or more costly system damage.
When the time comes to specify replacements for mechanical power transmission couplings, it's human nature to take the easy path...simply find something similar (if not identical) to the coupling that failed, maybe apply a few oversizing fudge factors just to be conservative. Too often, however, this practice only invites a repeat failure...or more costly system damage.
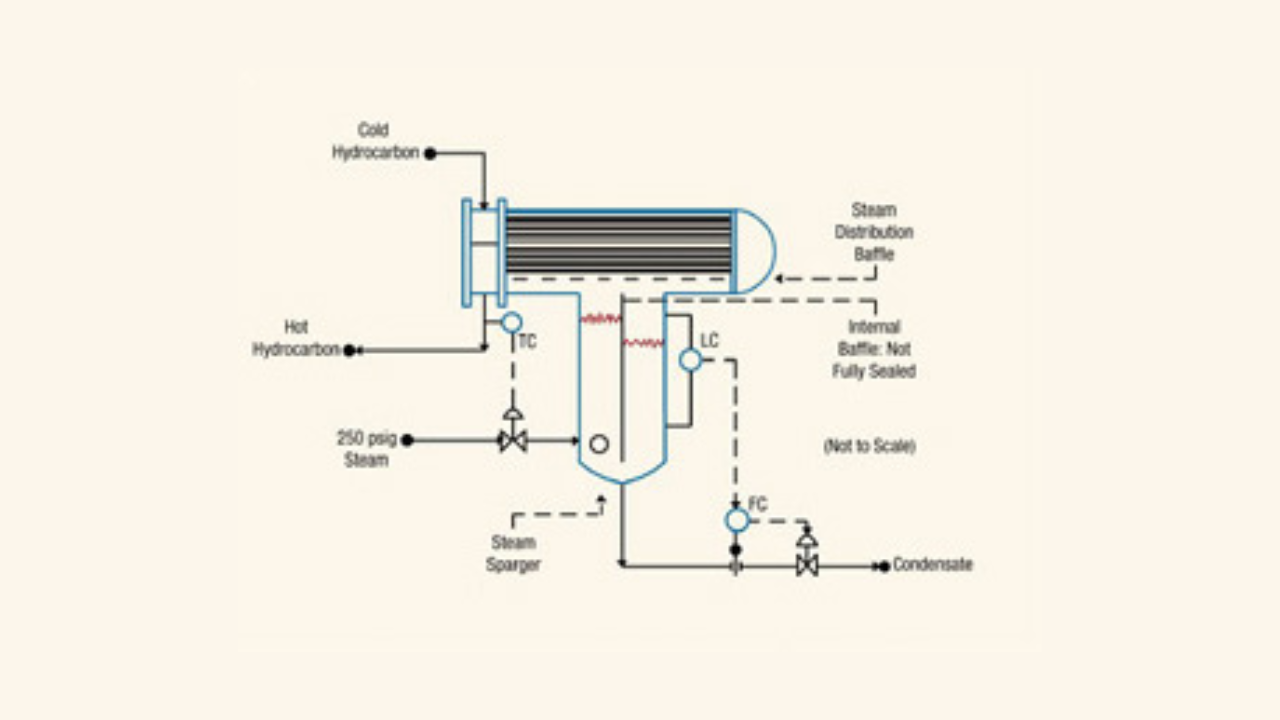
The moral: Even when you think you have found the best solution, put the problem aside and then ponder it again. A fresh look may lead to an even better solution. As for the integral desuperheater, it is too elegant a solution to go to waste. Perhaps you may have a use for it.
The moral: Even when you think you have found the best solution, put the problem aside and then ponder it again. A fresh look may lead to an even better solution. As for the integral desuperheater, it is too elegant a solution to go to waste. Perhaps you may have a use for it.
Paul Maier, project manager of the NYSERDA study, states that "Pump sandblasting and coating should be a required step of any pump. refurbishment program." MCWA has also included interior pump coatings as a requirement in its new pump specifications. The goal is that. requiring coatings on the inside of. new pumps will eliminate, or significantly delay, the seemingly inevitable decline in pump performance and efficiency from internal corrosion and tuberculation buildup inside unlined pumps.
Paul Maier, project manager of the NYSERDA study, states that "Pump sandblasting and coating should be a required step of any pump. refurbishment program." MCWA has also included interior pump coatings as a requirement in its new pump specifications. The goal is that. requiring coatings on the inside of. new pumps will eliminate, or significantly delay, the seemingly inevitable decline in pump performance and efficiency from internal corrosion and tuberculation buildup inside unlined pumps.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Maintainability can be defined as the ease in time and resources of retaining equipment in or restoring it to a specified operational condition. It directly affects the bottom line because it can impact operations, downtime, maintenance costs, and safety. Maintainability is an important aspect of any system's lifecycle, but process plant engineers typically give it little direct consideration. This is primarily the result of a short-term view of capital project costs that fails to consider lifecycle costs and downstream activities.
Industry experts have for many years pointed to the low productivity levels in maintenance departments of most companies around the world. They cite anywhere from 30% to 50% as an average for “wrench time,” the productive time technicians spend actually repairing or replacing equipment, as opposed to walking to the job, receiving instructions, waiting for parts and other productive or non-productive activities. Do you know the average wrench time for your maintenance department and how it compares to others within and outside your industry?
Industry experts have for many years pointed to the low productivity levels in maintenance departments of most companies around the world. They cite anywhere from 30% to 50% as an average for “wrench time,” the productive time technicians spend actually repairing or replacing equipment, as opposed to walking to the job, receiving instructions, waiting for parts and other productive or non-productive activities. Do you know the average wrench time for your maintenance department and how it compares to others within and outside your industry?
All of the work of backlog management, planning and priority targeted capacity scheduling are focussed on efficient execution. To ensure that the tasks that need to be done, as per the true requirements of the plant, are done in a timely manner with as little waste of human and material resources as is possible.
All of the work of backlog management, planning and priority targeted capacity scheduling are focussed on efficient execution. To ensure that the tasks that need to be done, as per the true requirements of the plant, are done in a timely manner with as little waste of human and material resources as is possible.
A few weeks ago, someone asked me, “How many hours should a planner plan for each week?” This is a great question, but I can only give a touchy-feely answer. A strict numerical approach to productivity might miss the point of why planners exist (to promote crew productivity). I want the planner to keep the unplanned backlog under control by adjusting the time spent on the level of detail put into each job plan.
A few weeks ago, someone asked me, “How many hours should a planner plan for each week?” This is a great question, but I can only give a touchy-feely answer. A strict numerical approach to productivity might miss the point of why planners exist (to promote crew productivity). I want the planner to keep the unplanned backlog under control by adjusting the time spent on the level of detail put into each job plan.
Many who work in mine and site maintenance will probably tell you that chaos not only reigns but has moved in and set up shop. This is not for a lack of planning in maintenance because in fact, it's quite to the contrary as many mining operations have entire departments dedicated to maintenance planning. The problem in many instances is that the effort that goes into creating those plans is not matched by the support required to make them effective.
Many who work in mine and site maintenance will probably tell you that chaos not only reigns but has moved in and set up shop. This is not for a lack of planning in maintenance because in fact, it's quite to the contrary as many mining operations have entire departments dedicated to maintenance planning. The problem in many instances is that the effort that goes into creating those plans is not matched by the support required to make them effective.
To actually realize potential increases in profits, maintenance must be taken a step further through planning and scheduling. In addition to identifying potential failures, we must also focus our resources to correct them before the failure occurs. With decreasing workforces and increasing responsibilities of those left at the facility, the efficiency of our resources easily becomes a second priority.
To actually realize potential increases in profits, maintenance must be taken a step further through planning and scheduling. In addition to identifying potential failures, we must also focus our resources to correct them before the failure occurs. With decreasing workforces and increasing responsibilities of those left at the facility, the efficiency of our resources easily becomes a second priority.
Few tools are as useful to managing the maintenance workload and effectiveness as the Maintenance Backlog. In many companies today management of the maintenance backlog has been neglected. As a result they are generally drowning in their own data. A poorly managed system has a dramatic effect on the entire delivery of maintenance services.
Few tools are as useful to managing the maintenance workload and effectiveness as the Maintenance Backlog. In many companies today management of the maintenance backlog has been neglected. As a result they are generally drowning in their own data. A poorly managed system has a dramatic effect on the entire delivery of maintenance services.
Planners struggle too much over developing an accurate estimate for each job. Many managers expect planners to develop perfect time estimates. They may even grade technicians and planners on actual field performance vs. the estimates. As a result, planners agonize over the estimates to the point where they don’t get all the jobs planned; even the ones planned still aren’t “accurate.”
Planners struggle too much over developing an accurate estimate for each job. Many managers expect planners to develop perfect time estimates. They may even grade technicians and planners on actual field performance vs. the estimates. As a result, planners agonize over the estimates to the point where they don’t get all the jobs planned; even the ones planned still aren’t “accurate.”
Industry spends millions of dollars each year on improved filtration technology in an attempt to reduce particle contamination, with some of the more advanced companies reducing failure rates by up to 90 percent simply by controlling fluid cleanliness. However, in some industries and environments, water is a far more insidious contaminant than solid particles. Water contamination is often overlooked as the primary cause of component failure.
Industry spends millions of dollars each year on improved filtration technology in an attempt to reduce particle contamination, with some of the more advanced companies reducing failure rates by up to 90 percent simply by controlling fluid cleanliness. However, in some industries and environments, water is a far more insidious contaminant than solid particles. Water contamination is often overlooked as the primary cause of component failure.
The purpose of this paper is to introduce condition monitoring and reliability engineers to the principles of using ultrasound for the assessment of machine condition. Ultrasound can be a complimentary technology to vibration, thermography and lubrication monitoring. It must be emphasized that it is rarely successful as a stand alone technology for effective machine condition assessment and subsequent required maintenance planning. This paper concentrates on the use of airborne ultrasound as a complementary technique particularly for machinery that may be inaccessible due to guards or hazardous locations.
The purpose of this paper is to introduce condition monitoring and reliability engineers to the principles of using ultrasound for the assessment of machine condition. Ultrasound can be a complimentary technology to vibration, thermography and lubrication monitoring. It must be emphasized that it is rarely successful as a stand alone technology for effective machine condition assessment and subsequent required maintenance planning. This paper concentrates on the use of airborne ultrasound as a complementary technique particularly for machinery that may be inaccessible due to guards or hazardous locations.
The present study is aimed at establishing the vibration standards for precision machine tools. The machine tools are first segregated and then their vibration data are analyzed for determining the normal vibration level and damage factors (DF). After refining and fixing the vibration standards obtained, they can be used to assess the machinery health.
The present study is aimed at establishing the vibration standards for precision machine tools. The machine tools are first segregated and then their vibration data are analyzed for determining the normal vibration level and damage factors (DF). After refining and fixing the vibration standards obtained, they can be used to assess the machinery health.
Making money, not tons, has become the mantra of the pulp and paper industry in recent years. Consolidation moves in the sector have resulted in more effective management of inventories and supply, but the cyclical tendencies of the business remain. On top of that, the market is now a global one rather than being split up into regions. Managers today have to live up to the challenge of reducing costs to remain competitive in this global market. Mills face the real possibility of closure if manufacturing costs are no longer competitive in the global market economy. Future success will be achieved only by driving down costs and improving operating efficiencies.
Making money, not tons, has become the mantra of the pulp and paper industry in recent years. Consolidation moves in the sector have resulted in more effective management of inventories and supply, but the cyclical tendencies of the business remain. On top of that, the market is now a global one rather than being split up into regions. Managers today have to live up to the challenge of reducing costs to remain competitive in this global market. Mills face the real possibility of closure if manufacturing costs are no longer competitive in the global market economy. Future success will be achieved only by driving down costs and improving operating efficiencies.